Содержание
20Г2Р — Конструкционная легированная борсодержащая сталь
Главная / Конструкционная сталь / Конструкционная легированная сталь / Сталь 20Г2Р
- Конструкционная сталь
Характеристика стали марки 20Г2Р
20Г2Р — Конструкционная легированная борсодержащая сталь. Нашла свое применение для изготовления высокопрочных крепежных изделий методом холодной объемной штамповки, производства горячекатанного и горячекалиброванного проката, поставляется с нормированием прокаливаемости.
Расшифровка стали марки 20Г2Р
Расшифровка стали 20Г2Р: обозначение этих марок сталей начинается словом «Сталь». Следующие две цифры указывают на среднее содержание углерода в сотых долях процента, цифра 20 обозначает содержание его около 0,2 процента. Буквы после содержания углерода обозначают долю содержания элементов раскисления стали, в нашем случае Г2 — Марганец до 2%, Р — бор до 1%
Поставка 20Г2Р
| Сортовой и фасонный прокат В32 | TУ 14-1-4486-88, TУ 14-1-5490-2004 |
Химический состав стали 20Г2Р
| Стандарт | C | S | P | Mn | Cr | Si | Ni | Cu | N | Al | B |
| TУ 14-1-5490-2004 | 0. 2-0.25 2-0.25 | до 0.015 | до 0.02 | 0.9-1.3 | 0.15-0.3 | до 0.17 | до 0.1 | до 0.1 | до 0.01 | 0.02-0.05 | 0.002-0.005 |
Температура критических точек 20Г2Р
| Критическая точка | Температура |
| Ac1 | |
| Ac3(Acm) | |
| Ar3(Arcm) | |
| Ar1 |
Физические свойства стали 20Г2Р
| Tемпература | E 10— 5 | a 10 6 | l | r | C | R 10 9 |
| 0С | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 |
Сталь 20Г2Р Москва и Московская область
Сталь имеет широкий спектр применения в машиностроении, производственной отрасли, строительстве, судостроении, авиастроении и многих других сферах промышленности.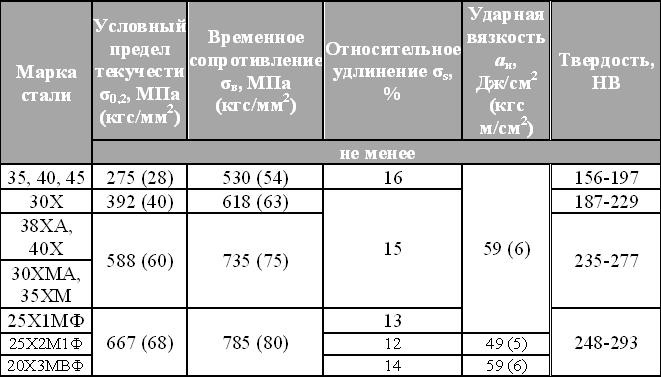 Существует множество марок сталей, большинство из них производятся на заказ, есть марки которые постоянно находятся на складе ввиду регулярного спроса. Компания Ресурс реализует сталь 20Г2Р напрямую от производителя. При постоянном спросе мы готовы предложить взаимовыгодные условия поставки многих марок стали. В том числе и 20Г2Р.
Существует множество марок сталей, большинство из них производятся на заказ, есть марки которые постоянно находятся на складе ввиду регулярного спроса. Компания Ресурс реализует сталь 20Г2Р напрямую от производителя. При постоянном спросе мы готовы предложить взаимовыгодные условия поставки многих марок стали. В том числе и 20Г2Р.
Выгодная цена на марку 20Г2Р определяется минимальной наценкой и отсутствием посредников. Мы несем полную ответственность за поставленный материал и гарантируем качество поставки. Стоимость продукции определяется складскими и логистическими затратами, мы имеем возможность поставки стали напрямую с завода производителя, это дает возможность нашим клиентам вести стабильно свой бизнес.
Купить 20Г2Р, цена в г.Электросталь
Цена на сталь 20Г2Р определяется персонально с каждой организацией, взвешивается потребность и детали сделки, формы оплаты, складирования и логистики. Менеджеры компании Ресурс ведут открытый диалог сопровождая сделку от производства до поставки материала заказчику. Полный контроль дает полную картину заказчику на любом этапе производства и поставки.
Полный контроль дает полную картину заказчику на любом этапе производства и поставки.
Заказ и доставка
Логистика один из основных этапов поставки стали 20Г2Р заказчику. Профессионализм наших менеджеров, работа с ведущими логистическими компаниями России и имея в своем распоряжении свой автопарк, Мы гарантированно в сроки поставляем продукцию в любую точку нашей страны.
- Конструкционная сталь
- Инструментальная сталь
Полезная информация от компании Метизник
ооо “метизник”
Производство и продажа метизов
Онлайн заявка
Онлайн — заявкаМетизыИнструменты
11
02.16
Боросодержащие стали, в том числе сталь марки 20Г2Р, заменители стали марок 35,38ХА, 40Х для изготовления высокопрочных крепежных изделий.
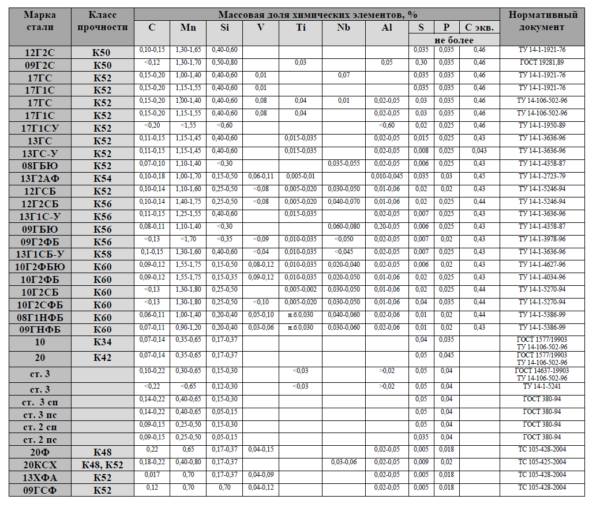
В настоящее время для изготовления высокопрочных крепежных изделий используется горячекатаный прокат из стали марка 20Г2Р. Химический состав стали 20Г2Р указан в таблице:
Химический состав стали 20Г2Р указан в таблице:
Массовая доля элементов % | НД (поставщик) | |
ТУ 14-1-5490 (ОАО «ОЭМК») | ТУ 14-105-695 (ОАО «Северсталь») | |
Углерод | 0,20-0,25 | 0,20-0,25 |
Марганец | 0,90-1,30 | 0,90-1,30 |
Алюминий | 0,020-0,050 | 0,020-0,050 |
Бор | 0,002-0,005 | 0,002-0,005 |
Хром | 0,15-0,30 | 0,15-0,30 |
Кремний | Не более 0,17 | 0,07-0,17 |
Сера | Не более 0,015 | Не более 0,015 |
Фосфор | Не более 0,020 | Не более 0,020 |
Азот | Не более 0,010 | Не более 0,011 |
Опыт использования стали марки 20Г2Р в течение последних 15 лет подтвердил преимущества стали марки 20Г2Р в сравнении со сталью 35:
-за счет более высокой технологичности при холодной высадке крепежных изделий, обеспечивается снижение уровня дефектов на поверхности изделий:
-стабильное обеспечение механические свойства заданного класса прочности (8. 8, 10.9, 12.9) по Гост 1759.4 при термообработке крепежных изделий:
8, 10.9, 12.9) по Гост 1759.4 при термообработке крепежных изделий:
-при термообработке болтов на классы прочности8.8 и 10.9 из стали марки 35 стабильно обеспечивается только класс прочности 8.8 для болтов М16.
Сталь 20Г2Р за счет микролегирования бором и легирования марганцем обладает повышенной прокаливаемостью и обеспечивает стабильные механические свойства при закалке в воде или масле для изделий диаметром до М27. Закалка в масле снижает количество несоответствий по прямолинейности болтов и других длинномерных стержневых изделий, что заведомо не обеспечивается сталью 35.
РД 37.012.027-90 «Борсодержащие стали для холодной объемной штамповки» НИИ АТМ (автотранспортного машиностроения),подтверждает преимущества стали марок 20Г2Р и 30Г1Р в сравнении со сталью 35. Кроме того, борсодержащие стали обладают повышенной ударной вязкостью при отрицательных температурах в сравнении с трудно деформируемыми сталями марок 45, 40Х (за последнее время проявилась заинтересованность потребителей в этом показателе).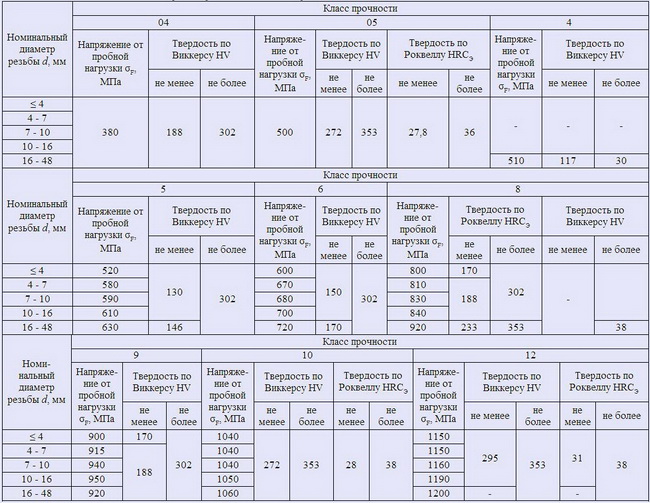
Механические свойства болтов, изготовленных из стали 20Г2Р согласно ГОСТ 1759.4 «Болты, винты и шпильки. Механические свойства и методы испытаний» и РД 37.012.027-90 «Борсодержащие стали для холодной объемной штамповки» приведены в таблице:
Класс Прочности | НВ | σ Н/мм2 | δ % Не менее | KCU МДж/м2 | |
При +200С | При -600С | ||||
8.8 | 250-300 | 820-1000 | 17 | 1,70 | 1,17 |
10. | 304-360 | 1040-1200 | 12 | 0,98 | 0,63 |
 9
9Все ведущие заводы, выпускающие высокопрочный крепеж, используют борсодержащие марки стали, в основном сталь 20Г2Р (класс прочности 8.8, 10.9) и сталь 30Г1Р (класс прочности 10.9, 12.9).
Применение борсодержащих марок стали – современная мировая тенденция (иностранные аналоги: 22В, 28В2 – Германия; 15В22, 10В21 – Япония; 21В3, 20МпВ5). Высокопрочный крепёж, выпускаемый для автомобильной промышленности, изготавливается только из борсодержащих марок стали.
aus+stahl — Перевод на английский язык
Halbzeug, flach, aus legiertem Stahl, ausgenommen aus rostfreiem Stahl
Плоские полуфабрикаты (из легированной стали, кроме нержавеющей стали) eur-lex. europa.eu
europa.eu
Halbzeug, flach, aus legiertem Stahl, ausgenommen aus rostfreiem Stahl
Плоские полуфабрикаты (из легированной стали, кроме нержавеющей стали) eur-lex.europa.eu
Halbzeug, flach, aus legiertem Stahl, ausgenommen aus rostfreiem Stahl
Плоские полуфабрикаты (из легированной стали, кроме нержавеющей стали)
Gewindeeinsätze aus rostfreiem Stahl bestehen hauptsächlich aus 304 rostfreiem Stahl, 321 rostfreiem Stahl и 316 rostfreiem Stahl.0003
General — CCMatrix (Wikipedia + CommonCrawl)
Halbzeug, flach, aus legiertem Stahl, ausgenommen aus rostfreiem Stahl
Плоские полуфабрикаты (из легированной стали, кроме нержавеющей стали
24 прочая металлургия — eur-lex.europa.eu
Spundwanderzeugnisse aus Stahl, durch Schweißen hergestellte offene Profile aus Stahl
Шпунтовые сваи из стали и стальные сварные открытые профили
торговая политика — eur-lex.europa.eu
Spundwanderzeugnisse aus Stahl, durch Schweißen hergestellte offene Profile aus Stahl
Шпунтовые сваи из стали и стальные сварные открытые профили —
4
34
2 . europa.eu
europa.eu
 europa.eu
europa.euSpundwanderzeugnisse aus Stahl, durch Schweißen hergestellte offene Profile aus Stahl
Шпунтовые сваи из стали и сварные стальные открытые профили
Торговая политика — eur-lex.europa.eu
Spundwanderzeugnisse aus Stahl, Durch Schweißen Hergestellte Offene Profiet hergestellte offene Profile aus Stahl
Шпунтовые сваи из стали и стальные сварные открытые профили
торговая политика — eur-lex.europa.eu
Spundwanderzeugnisse aus Stahl, durch Schweißen hergestellte offene Profile aus Stahl 9
Spundwanderzeugnisse aus Stahl, durch Schweißen hergestellte offene Profile aus Stahl
сварные открытые профили из стали
торговая политика — eur-lex.europa.eu
Rohrflansche aus Eisen oder Stahl (ausg. gegossen oder aus nichtrostendem Stahl
Фланцы из чугуна или стали (кроме литых или нержавеющих изделий)0003
Производство черной металлургии и других металлов — eur-lex. europa.eu
europa.eu
Лопасти из никелевой стали; диски изготавливаются из хромомолибденовой стали или высококачественной стали углеродосодержащих марок.
общий — CCMatrix (Wikipedia + CommonCrawl)
Abfälle und Schrott, aus Eisen oder Stahl; Abfallblöcke aus Eisen oder Stahl
Отходы и лом черных металлов; переплав слитков лома черных металлов
черная металлургия и другие металлургические производства — eur-lex.europa.eu
Корректировка параметров прецизионной штамповки зубчатых колес по результатам моделирования физических процессов при их химико-термической обработке
Шибаков В.Г.
◽
Панкратов Д.Л.
◽
Шибаков Р.В.
◽
Низамов Р.С.
Термическая обработка
◽
Температура нагрева
◽
Размерная точность
◽
Внутренние напряжения
◽
Предсказание формы
◽
Отопление и охлаждение
◽
Зубчатое кольцо
◽
Количество циклов
◽
Зубчатые колеса
◽
Температура нагрева
Поверхностный слой после химико-термической обработки по структуре и физико-механическим свойствам резко отличается от внутренних слоев изделия, что приводит к значительным внутренним напряжениям, вызывающим деформацию и коробление, т. е. изменение размеров и формы. Прогнозирование фазового состава, глубины насыщения слоя углеродом, микротвердости и деформации поверхности элементов изделий после химико-термической обработки на основе моделирования в пакете приложений позволяет еще на стадии технологической подготовки производства прецизионных горячекатаных изделий. штамповка для внесения корректировок в геометрию штампового инструмента для повышения точности размеров, а соответственно, и долговечности зубчатого венца шестерни. Исходными данными для моделирования процессов химико-термической обработки является трехмерная модель изделия с конечно-элементной сеткой и схемой фиксации изделия, температурно-временными режимами (температура нагрева, скорость нагрева и охлаждения, время выдержки, количество циклы), вид науглероживающего охлаждающего вещества и его температура, детали материала.
е. изменение размеров и формы. Прогнозирование фазового состава, глубины насыщения слоя углеродом, микротвердости и деформации поверхности элементов изделий после химико-термической обработки на основе моделирования в пакете приложений позволяет еще на стадии технологической подготовки производства прецизионных горячекатаных изделий. штамповка для внесения корректировок в геометрию штампового инструмента для повышения точности размеров, а соответственно, и долговечности зубчатого венца шестерни. Исходными данными для моделирования процессов химико-термической обработки является трехмерная модель изделия с конечно-элементной сеткой и схемой фиксации изделия, температурно-временными режимами (температура нагрева, скорость нагрева и охлаждения, время выдержки, количество циклы), вид науглероживающего охлаждающего вещества и его температура, детали материала.
Исследование термической обработки тонкой пленки Nano-Ag/TiO2
Пэн Бин
◽
Ван Цзя
◽
Чай Ли-юань
◽
Ван Юнь-янь
◽
Мао Ай-ли
Тонкая пленка
◽
Метиловый апельсин
◽
Термическая обработка
◽
Фотокаталитическая деградация
◽
Тонкая пленка Tio2
◽
Температура нагрева
◽
Антибактериальные свойства
◽
Время нагрева
◽
Скорость деградации
◽
Температура нагрева
В этом исследовании изучались скорость фотокаталитической деградации метилового оранжевого и антибактериальные свойства тонкой пленки нано-Ag/TiO2 на керамике. XRD использовался для определения структуры пленки, чтобы уточнить влияние на скорости и свойства. Установлено влияние слоев пленки, температуры нагрева, времени нагрева и включения Ag+ на скорость деградации и антибактериальные свойства. Пленка нано-Ag/TiO2 из 3 слоев с 3% AgNO3, залитая и обработанная при 350°C в течение 2 часов, показала бы хорошие характеристики.
XRD использовался для определения структуры пленки, чтобы уточнить влияние на скорости и свойства. Установлено влияние слоев пленки, температуры нагрева, времени нагрева и включения Ag+ на скорость деградации и антибактериальные свойства. Пленка нано-Ag/TiO2 из 3 слоев с 3% AgNO3, залитая и обработанная при 350°C в течение 2 часов, показала бы хорошие характеристики.
ИССЛЕДОВАНИЕ ТЕХНОЛОГИЧЕСКИХ РЕЖИМОВ УПРОЧНЕНИЯ БАНДАЖНОЙ СТАЛИ
КОНЦЕНТРИРОВАННОГО ПОТОКА ЭНЕРГИИ
Сулейманов Султан Хамидович
◽
Эльман Саяд оглы Набиев
◽
Дыскин Валерий Григорьевич
◽
Джанклич Мустафа Умерович
◽
Олег Андреевич Дудко
◽
…
Термическая обработка
◽
Поток энергии
◽
Критическая скорость
◽
Температура нагрева
◽
Солнечная печь
◽
Плотность потока
◽
Оптимальная температура
◽
Концентрированный поток
◽
Отопление и охлаждение
◽
Локомотив Колеса
Работа посвящена разработке технологических режимов упрочнения ленточной стали колес локомотивов методом термической обработки с концентрированным потоком энергии. Термическую обработку бандажной стали проводили на солнечной печи при плотностях потока 320, 450 и 500 Вт/см2. Закалку проводили на воздухе и в воде. Скорости нагрева и охлаждения важны для закалки. При скорости охлаждения меньше критической скорости (V кр ≈ 50 град/с) закалки не наблюдается. Твердость образцов закаленной стали после термической обработки при температуре 800-1200°С и обработки в воде достигает ≈726 HB, что не является оптимальным для бандажной стали. Оптимальная температура закалки ленточной стали 730-780°С. при плотности потока 450 Вт/см2. При температуре нагрева стальных образцов 730-780°С и охлаждении закалкой в воду твердость ленточной стали составляет требуемое значение 350-400 HB. Изменяя температуру нагрева и скорость охлаждения стали, можно контролировать и получать заданную твердость.
Термическую обработку бандажной стали проводили на солнечной печи при плотностях потока 320, 450 и 500 Вт/см2. Закалку проводили на воздухе и в воде. Скорости нагрева и охлаждения важны для закалки. При скорости охлаждения меньше критической скорости (V кр ≈ 50 град/с) закалки не наблюдается. Твердость образцов закаленной стали после термической обработки при температуре 800-1200°С и обработки в воде достигает ≈726 HB, что не является оптимальным для бандажной стали. Оптимальная температура закалки ленточной стали 730-780°С. при плотности потока 450 Вт/см2. При температуре нагрева стальных образцов 730-780°С и охлаждении закалкой в воду твердость ленточной стали составляет требуемое значение 350-400 HB. Изменяя температуру нагрева и скорость охлаждения стали, можно контролировать и получать заданную твердость.
Численное моделирование и оптимизация процесса изготовления автомобильных фрикционных материалов при формовании теплым прессованием
Чун Цао
◽
Чун Дун Чжу
◽
Чен Фу
Оптимизация процесса
◽
Температура нагрева
◽
Максимальная энергия
◽
Время нагрева
◽
Производительность продукта
◽
Процесс формирования
◽
Фрикционные материалы
◽
Технология формования
◽
Отношение
◽
Температура нагрева
Технология формования теплым прессованием постепенно применялась для формования автомобильных фрикционных материалов. Как обеспечить производительность продукта для достижения цели и в то же время добиться максимальной экономии энергии, является предметом исследования в этом исследовании. В данной работе с использованием метода конечных элементов проанализировано поле автомобильных фрикционных материалов при формовании теплым прессованием, выявлена взаимосвязь между температурным полем и температурой нагрева/временем нагрева. Кроме того, потребление энергии было проанализировано и сравнено с процессом горячего прессования. Результаты будут иметь важное значение для оптимизации процесса штамповки теплым прессованием.
Как обеспечить производительность продукта для достижения цели и в то же время добиться максимальной экономии энергии, является предметом исследования в этом исследовании. В данной работе с использованием метода конечных элементов проанализировано поле автомобильных фрикционных материалов при формовании теплым прессованием, выявлена взаимосвязь между температурным полем и температурой нагрева/временем нагрева. Кроме того, потребление энергии было проанализировано и сравнено с процессом горячего прессования. Результаты будут иметь важное значение для оптимизации процесса штамповки теплым прессованием.
Проектирование и испытания инновационной ротационной формы с подогревом термальной жидкостью
М. Д. Монзон
◽
А. Н. Бенитес
◽
П. Бордон
◽
П. М. Эрнандес
◽
М. Д. Марреро
◽
…
Время цикла
◽
Энергетическая эффективность
◽
Внутренние напряжения
◽
Время цикла
◽
Процессы передачи
◽
Вычислительная гидродинамика
◽
Отопление и охлаждение
◽
Вычислительные жидкости
◽
Пластиковые части
◽
Дизайн и тестирование
Ротоформованные пластмассовые детали не имеют внутренних напряжений, поскольку этот процесс осуществляется при более низких температурах, чем литье под давлением, и при этом не применяется давление. Основным недостатком является необходимость большого времени цикла. В данной статье основное внимание уделяется сокращению времени цикла и производству пресс-формы с использованием стандартных деталей. Для сокращения времени цикла предлагается нагревать форму теплоносителем в непрерывной циркуляции; исследованы процессы теплопередачи для более чем 20 различных конфигураций входа-выхода масла с получением приемлемых результатов с коллектором с 25 перфорациями на передней и задней сторонах. Эта конфигурация была оптимизирована с помощью вычислительной гидродинамики, что позволило сократить время нагрева и охлаждения и повысить энергетическую эффективность и равномерность нагрева. Были проведены проектирование, моделирование и испытания куба объемом 100 мм3 для изготовления стандартизированной пресс-формы; эта форма состоит из некоторых стандартных деталей и никелевой оболочки, полученной путем быстрого прототипирования и процесса гальванопластики. Эту оболочку можно снять с остальных элементов формы, что позволяет получить детали любой другой геометрии, просто заменив никелевую оболочку.
Основным недостатком является необходимость большого времени цикла. В данной статье основное внимание уделяется сокращению времени цикла и производству пресс-формы с использованием стандартных деталей. Для сокращения времени цикла предлагается нагревать форму теплоносителем в непрерывной циркуляции; исследованы процессы теплопередачи для более чем 20 различных конфигураций входа-выхода масла с получением приемлемых результатов с коллектором с 25 перфорациями на передней и задней сторонах. Эта конфигурация была оптимизирована с помощью вычислительной гидродинамики, что позволило сократить время нагрева и охлаждения и повысить энергетическую эффективность и равномерность нагрева. Были проведены проектирование, моделирование и испытания куба объемом 100 мм3 для изготовления стандартизированной пресс-формы; эта форма состоит из некоторых стандартных деталей и никелевой оболочки, полученной путем быстрого прототипирования и процесса гальванопластики. Эту оболочку можно снять с остальных элементов формы, что позволяет получить детали любой другой геометрии, просто заменив никелевую оболочку. Также была разработана экспериментальная машина для испытаний.
Также была разработана экспериментальная машина для испытаний.
Применение предварительного низкотемпературного нагрева при холодной штамповке сложных деталей на холодном штампе
В.Ю. Лавриненко
◽
Ю.А. Лавриненко
◽
Р.С. Файрузов
◽
А.С. Айрапетян
◽
А.С. Кирсанов
Низкая температура
◽
Температура нагрева
◽
Экспериментальные исследования
◽
Продолжительность жизни
◽
Холодная ковка
◽
Кривые потока
◽
Холодное формование
◽
Сталь 40Х23
◽
Температура нагрева
◽
Сложные части
Приведены результаты экспериментальных исследований кривых течения сталей 32ХБ4, 20Г2Р и 1.4034 (аналог стали 40Х23) при различной температуре нагрева заготовок. Получены рациональные интервалы предварительного низкотемпературного нагрева заготовок из исследуемых сталей. Это позволяет снизить усилия при холодной штамповке, нагрузки на рабочий инструмент и увеличить срок службы инструмента до 2 раз.
Процесс получения фасонных металлических заготовок из композиций на основе железного порошка, оксида железа и связующего
В.А. Довыденков
◽
О.С. Зверева
◽
С.Я. Алибеков
Оксид железа
◽
Термическая обработка
◽
Твердая фаза
◽
Новая технология
◽
Физические и механические свойства
◽
Размерная точность
◽
Равномерная плотность
◽
Защитная среда
◽
Экспериментальные и теоретические исследования
◽
Мим Технология
Предложена новая технология производства металлических заготовок формованием и термической обработкой композиций на основе порошков железа средней дисперсности, мелкодисперсных порошков оксида железа и термореактивной связки, обеспечивающая требуемые физико-механические свойства материала. Установлено, что при определенной концентрации и дисперсности компонентов твердой фазы литье под давлением и прямое прессование деталей сложной формы (аналогично МИМ-технологии) возможно при давлениях от 70 МПа до 100 МПа, обеспечивающих равномерную плотность по сечению. В статье представлены установленные этапы термической обработки композиций, тепловые характеристики и защитная среда, обеспечивающие однородность изделий, химический состав материала изделий. Проведены экспериментальные и теоретические исследования размерной точности стальных изделий, полученных по разработанной технологии, и установлено, что изготовленные детали не уступают по точности стальным деталям, изготовленным по МИМ-технологии.
В статье представлены установленные этапы термической обработки композиций, тепловые характеристики и защитная среда, обеспечивающие однородность изделий, химический состав материала изделий. Проведены экспериментальные и теоретические исследования размерной точности стальных изделий, полученных по разработанной технологии, и установлено, что изготовленные детали не уступают по точности стальным деталям, изготовленным по МИМ-технологии.
Экспериментальное исследование механических свойств ПВХ-полимера в различных условиях нагрева и охлаждения
Саркаут Ростам
◽
Алан Карим Али
◽
Фирдоус Хайдар Абдал Мухаммад
Механические свойства
◽
Экспериментальное исследование
◽
Комнатная температура
◽
Температура нагрева
◽
Промышленное применение
◽
Стандартные образцы
◽
Отопление и охлаждение
◽
Рабочая среда
◽
Условия охлаждения
◽
Температурные диапазоны
В связи с широко растущим использованием полимеров в различных промышленных применениях должна существовать постоянная потребность в проведении исследований для лучшего понимания их свойств. Эти приложения требуют использования полимера в различных рабочих средах, подвергая материал воздействию различных температурных диапазонов. В данной работе представлено экспериментальное исследование механических свойств полимера поливинилхлорида (ПВХ) в условиях нагрева и охлаждения. Для этого готовят стандартные образцы и испытывают их в лаборатории на универсальном приборе для испытаний материалов. Образцы испытывают в различных условиях, включая комнатную температуру, охлаждение в холодильнике и нагревание при различных температурах нагрева. Отмечено, что прочность испытуемых образцов снижается с повышением температуры нагрева и, соответственно, материал становится мягче. В то же время охлаждающие среды дают явное увеличение прочности материала.
Эти приложения требуют использования полимера в различных рабочих средах, подвергая материал воздействию различных температурных диапазонов. В данной работе представлено экспериментальное исследование механических свойств полимера поливинилхлорида (ПВХ) в условиях нагрева и охлаждения. Для этого готовят стандартные образцы и испытывают их в лаборатории на универсальном приборе для испытаний материалов. Образцы испытывают в различных условиях, включая комнатную температуру, охлаждение в холодильнике и нагревание при различных температурах нагрева. Отмечено, что прочность испытуемых образцов снижается с повышением температуры нагрева и, соответственно, материал становится мягче. В то же время охлаждающие среды дают явное увеличение прочности материала.
Потенциал модернизации внутренней биомассы до более высокой плотности энергии с помощью процесса торрефикации
утра Икбал
◽
З.А. Зайнал
◽
A.M. Мустафа Аль Бакри
◽
М. Мазлан
◽
С. Н. Соид
Н. Соид
◽
…
Термогравиметрический анализ
◽
Плотность энергии
◽
Термическая обработка
◽
Температура нагрева
◽
Выход энергии
◽
Легкий вес
◽
Связанный углерод
◽
Теплотворная способность
◽
Древесные опилки
◽
Этап лечения
Торрефикация представляет собой этап термической обработки в относительно низкотемпературном диапазоне 240-300°C, целью которого является получение биомассы с более высокой энергетической ценностью с точки зрения низкой теплотворной способности (LHV) и легкого веса. Биомасса в древесине (опилки) использовалась в этой работе из-за доступности в условиях тропического климата и относительной дешевизны. Было обнаружено, что LHV торрифугированных опилок увеличивается с увеличением температуры нагрева в отсутствие содержания кислорода. Это усиливается за счет разложения фракции гемицеллюлозы. Термогравиметрический анализ (ТГА) регистрирует изменения, происходящие в связанном углероде, летучих веществах и золе, при этом было зафиксировано, что увеличение связанного углерода и золы наблюдается при повышении температуры, а уменьшение летучих, наоборот.