Сварка алюминия в домашних условиях инвертором. Алюминиевая сварка
Сварка алюминия - основные способы и правила
Легкий, серебристый металл сегодня прочно закрепился в домашнем хозяйстве. Что только не производят из алюминия — от посуды до деталей автомобилей. Но часто нужно починить вещь, а ремонт возможен только одним методом — сварочным.
Сварка алюминия — это специфический процесс и требует применения отдельной технологии. В этой статье мы рассмотрим, какими способами можно варить «крылатый» металл в домашних условиях с использованием различных приемов и оборудования.
Специфика материала
Сварка алюминия затрудняется его химическими и физическими свойствами.
Все дело в способности этого металла образовывать оксидную пленку от контакта с атмосферным кислородом. Эта способность является как главным достоинством, так и недостатком.
Преимущество в том, что оксид на поверхности надежно защищает изделие от коррозии, алюминий практически не поддается этому разрушающему процессу.
Но, в то же время, пленка окиси затрудняет соединение изделий путем сварочных работ. Окислы, образующиеся в сварочной ванне, имеют более высокую температуру плавления, чем сам металл, на выходе сварной шов неоднородный, а значит не прочный.
Также сильный нагрев, значительно превышающий температуру плавления (660°), приводит к следующим негативным последствиям.
- Текучесть расплавленного металла способствует вытеканию его из зоны сварки и быстрому прожиганию детали насквозь. Заварить такие недостатки можно, но с еще большими дефектами.
- Высокая температура может способствовать растрескиванию материала вокруг места сваривания.
- В сплавах алюминия образовываются поры ухудшающие прочность соединения.
- Значительная теплоемкость приводит к рассеиванию тепла по всей детали, а значит нужно более высокая мощность аппарата для качественной сварки.
- Металл образовывает кристаллизационные трещины в теле сварного шва.
Так как варить алюминий правильно и возможно ли делать такие соединения в домашней мастерской?
Способы сваривания
Распространенность алюминия в промышленности способствовала разработке различных способов сварных соединений для деталей. Но в домашних условиях возможны такие способы, для которых можно использовать доступное оборудование.
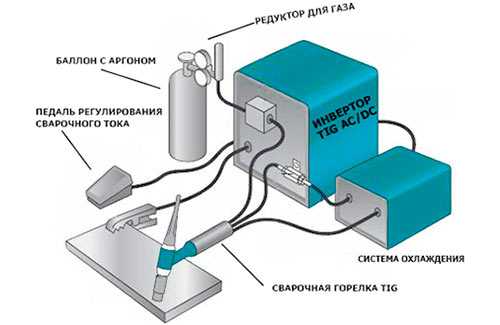
- Тиг сварка алюминия — этот процесс варки обеспечивается за счет применения специального неплавящегося электрода из вольфрама и аргоновой среды.
- Полуавтоматическое сваривание — соединение алюминиевых деталей за счет проволоки (имеющей необходимый присадочный материал), подающейся механизмом в зону электрической дуги.
- Электродуговая сварка алюминия с использованием покрытых электродов.
При использовании любого из этих методов, главным условием получения качественного шва будет разрушение пленки оксидов. Для этого оборудование настраивают на постоянный или переменный ток с обратной полярностью. Это обеспечивает необходимый процесс (катодное распыление), не допускающий образование окиси.
Алюминиевые изделия нельзя варить постоянным электрическим током при прямой полярности, так как не происходит разрушение оксидов в зоне сварки!
Сварка алюминия электродами
Такой способ сварки алюминия (ММА) возможен только для соединения деталей, не несущих ответственной нагрузки. При этом толщина самого металла должна быть не менее чем 4 миллиметра.
Недостатками варки алюминия электродами является недостаточное качество шва (пористость и плохая прочность). Также в процессе сваривания расплавленный металл разбрызгивается вокруг соединения, а шлаки, образующиеся сверху шва, очень плохо отделяются. А это может привести к коррозионным процессам.
Но все-таки покрытыми электродами и обычным инвертором ММА можно соединять алюминий. Для этого раньше использовались расходники с маркировками ОЗА-1 или ОЗА-2. Есть и более качественные модели — УАНА, а также ОЗАНА. Это отечественные электроды, позволяющие варить чистый металл и сплавы.
Также можно использовать расходные материалы от шведских производственников ESAB. Для чистого алюминия подойдут электроды ОК 96.10., а сплавы можно варить маркой ОК 96.50.
Итак, как сварить алюминий ручной электродуговой сваркой?
- Сваривать алюминий нужно на постоянном токе, но обязательно с обратной полярностью (меняем разъемы на инверторе местами). При этом соблюдается соотношение мощности и диаметра электрода. Сила тока регулируется в соотношении приблизительно 30 ампер на каждый миллиметр диаметра.
- Желательно осуществить предварительный нагрев свариваемых деталей. Алюминий средней толщины нагревают до показателя в 200-300 градусов, а большие массивные части нужно нагреть до 400°.
- Дуга зажигается как обычно, но стоит учесть, что скорость горения электродов для алюминия значительно выше, чем обычных. Поэтому и шов нужно вести несколько быстрее.
- Нельзя обрывать сварочный процесс не закончив соединение. При этом в конце шва образуется корка шлака, которая не даст зажечь дугу снова в этом месте. Все свариваемые швы нужно планировать на плавление одного электрода.
- При ведении сварного соединения не нужно делать поперечных движений как при варке стали.
- По окончанию сваривания нужно тут же удалить весь шлак в месте соединения, также нужно зачистить место сварки щеткой с металлическим ворсом и промыть горячей водой.
Это основные нюансы, которые нужно соблюдать при сваривании деталей из алюминия с использованием плавящихся электродов.
Сварка с аргоном
Метод стал доступным для домашнего использования сравнительно недавно, когда в широкой продаже появились относительно недорогие инверторы с дополнительными функциями подключения газового оборудования.
Сварка в среде аргона может осуществляться в двух видах: ручная с неплавящимся электродом и полуавтоматическая со специальной плавящейся проволокой.
Ручная TIG сварка
Это наиболее распространенный вид соединения алюминиевых деталей. Он обеспечивает надежность соединения.
Аргон, который подается в сварочную ванну, закрывает доступ атмосферному кислороду, что не позволяет образовываться оксидной пленке.
Что нужно для такого типа сварки?
- Во-первых, электроды используются неплавящиеся из вольфрама. Их диаметр зависит от толщины деталей, а также от вида стыка у заготовок.
- Во-вторых, присадочный материал — обязательное условие для получения качественного сварного шва.
- В третьих, это защитный газ, чаще всего аргон или гелий.
Какие параметры нужно учитывать перед началом сварочного процесса?
Стоит знать, что зажечь электрическую дугу в аргоне довольно затруднительно. Поэтому современные аппараты имеют осциллятор, который повышает частотность тока для быстрого поджога.
Алгоритм работы следующий.
- Заготовки выставляют в нужное положение, подключается масса. При этом аппарат настраивают на переменный ток!
- Дугу лучше всего зажигать в стороне на отдельной графитовой пластинке (нежелательно стучать вольфрамом по заготовке, это испортит электрод).
- Конец электрода ведут под углом наиболее приближенном к прямому (60-80 градусов). Расстояние электрода от ванны до 2 мм.
- Присадочный пруток подают постепенно к краю сварочной ванны под углом в 90 градусов к электроду. Не нужно подавать присадку непосредственно под электрод, это испортит шов.
- Горелку с электродом ведут за присадочным прутком, а не наоборот.
- Также не стоит слишком притапливать дугу или наоборот очень далеко отодвигать. Сварочная ванна (зона расплавленного металла) должна иметь овальную немного вытянутую форму.
- После завершения шва дугу гасят и возвращают горелку к сварочной ванне. Это делается для того, чтобы застывание проходило под аргоном. Подачу аргона перекрывают через 7-10 секунд после окончания сварки.
На выходе должен получиться волнообразный, немного вытянутый в направлении движения, сварочный шов. Если все сделать правильно, то соединение будет качественным.
Полуавтоматическая сварка в аргоне
Преимущество такого способа сварки в том, что он обеспечивает качественное соединение за счет высокого импульса. Каждая точка поставленная полуавтоматом надежно «впитывается» в шов. К тому же, проволока используемая как электрод. Имеет уже необходимые присадочные материалы, а сам сварочный процесс происходит намного быстрее.
Особенности полуавтоматической сварки алюминия следующие.
- Варить нужно только на переменном токе и с обратной полярностью.
- Проволока должна соответствовать материалу заготовок.
- Наконечник держателя нужен немного большего диаметра, чем сама проволока.
Алюминиевые расходники имеют большую скорость горения. Поэтому нужно быстрее вести шов (как и в случае с покрытыми электродами). Также нужно обеспечить соответствующую скорость подачи проволоки.
Технология сварки алюминия полуавтоматом совершенствуется постепенно с опытом. Но, научившись использовать такое оборудование, можно получать соединения намного качественные, чем с обычной электродуговой сваркой или ручной тиг.
А что вы можете добавить к материалу этой статьи? Если у Вас имеется опыт по сварке алюминия в домашней мастерской, то поделитесь им в блоке комментариев к этой статье.
wikimetall.ru
Аппарат для сварки алюминия - чем лучше пользоваться
Алюминий — очень «капризный» металл при сварочных работах. Малейшее несоблюдение в технологии или неправильно подобранное оборудование с расходниками и результатом становиться некачественное соединение с испорченным изделием.
Каким требованиям должен отвечать аппарат для сварки алюминия, существующие виды оборудования и нужные функции в работе с «крылатым» металлом, обо всем подробно в нашем материале.
Требования алюминия к технологии
Проблема алюминия скрывается в его химических и физических свойствах. Этот металл даже без нагрева постоянно окисляется под воздействием кислорода из окружающего воздуха, то есть на его поверхности находиться пленка с окисла. Такое свойство одновременно и плюс, и минус для вещества. Положительный момент — это защита от коррозионных разрушающих процессов.
Минусы проявляются при попытке соединить алюминиевые детали сварочным способом. Образующаяся пленка имеет более высокую температуру плавления, чем сам металл и, покрывая сварочную ванну, она попросту не позволяет качественно проварить заготовки.
Выходов может быть два. Первый — сварочное оборудование должно во время работы перекрыть доступ кислорода к зоне варки. А второй — нужна способность, которая будет разрушать пленку окислов при наложении шва. Если не соблюдать эти технологические требования, то шов будет некачественным или вообще не получиться.
На этих принципах и построен сварочный аппарат по алюминию. Он либо использует защитную атмосферу, которая перекрывает поступление кислорода к расплавленному алюминию (аргонодуговое сваривание), или же разрушает оксидную пленку путем выставления правильного режима (постоянный ток, обратная полярность) оборудования.
Итак, чем варится алюминий и какие должны быть требования к оборудованию?
Аппараты аргонодуговой сварки
Лучше всего при работе с алюминием и его сплавами выбрать именно такой способ, как аргонодуговая сварка.
Технология соединения металлов под защитой газа (аргона или гелия) позволяет сделать «чистый» от окислов шов. Аргон попросту вытесняет атмосферный воздух из зоны сваривания и металл кристаллизируется в чистом виде.
Однако, кроме защиты, используются дополнительные процессы по разрушению пленки окислов. Чаще всего — это применение неплавящихся вольфрамовых электродов с соответствующими токовыми настройками или полуавтоматическая сварка.
Рассмотрим каждый из этих видов аппаратов по отдельности.
Ручная аргонодуговая (TIG) сварка
Еще совсем недавно такое оборудование было доступно только в промышленных условиях. Сегодня, благодаря развитию производства, такие аппараты доступны каждому и за невысокую стоимость. Что собой представляет такой прибор?
Наиболее распространенными являются сварочные инверторы с возможностью подключения газового оборудования.
Аппарат можно использовать в обычной комплектации для электродуговой сварки, но, подключив горелку с подачей аргона и вольфрамовым электродом, он превращается в оборудование для сварки алюминия. Кроме этого нужны соответствующие регулировки, чтобы настроить прибор для работы с таким материалом.
Аппарат для сварки алюминия должен иметь следующие возможности.
- Функцию увеличения стартового тока (наличие осциллятора). В аргоновой атмосфере дуга либо плохо разгорается или же вообще не поджигается. Увеличенный стартовый ток в два раза решает эту проблему.
- Точные настройки основного тока, который регулируют в соответствии с толщиной заготовок. При низком или слишком большом показателе металл не проваривается или прожигается.
- Регулирование подачи газа. Для качественного соединения алюминиевых деталей выставляют нужный расход аргона (около 10-12 литров). Также потребуется так называемая подача газа после сварки, когда металл застывает в защите.
Это основные функции, которыми должен обладать прибор для сваривания «крылатого» металла в ручном режиме.
Положительными качествами аппаратуры аргонодуговой сварки являются:
- Аргон вытесняет воздух и не позволяет окисляться алюминию, при этом сам не вступает в реакции с металлом.
- Использование неплавящихся электродов значительно снижает количество дыма и шлака. Шов намного проще зачистить.
- Очень качественное соединение алюминиевых деталей.
- Точные настройки прибора допускают сваривание слишком тонких заготовок.
- Практически нет деформаций деталей, так как сильный нагрев идет только в зоне варки.
К негативным моментам можно отнести относительно недешевые оборудование и расходные материалы (газ, вольфрам, и присадочная проволока). Но при этом можно варить любые алюминиевые изделия в домашней мастерской.
Полуавтоматическое TIG оборудование
Сварочные полуавтоматы также относительно недавно стали доступными простому пользователю.
Работы построена на подаче проволоки, которая плавит металл и расплавляется сама, формируя при этом шов. Для работы с алюминием такие аппараты также имеют функцию подключения подачи аргона для вытеснения воздуха из зоны варки.
Однако, кроме защитной атмосферы, такие приборы имеют другое преимущество — импульсный принцип работы.
Проволока подается механизмом в сварочную ванну, ее кончик расплавляется под воздействием дуги и образуется капля расплавленного металла. В этот момент увеличение импульса организует давление, под которым частичка расплава как бы вдавливается в поверхность.
Такое импульсное сваривание позволяет получить более качественный шов, по сравнению с другими видами оборудования.
Сварочный полуавтомат с возможностью тиг варки должен обладать следующими функциями.
- Как и при ручном сваривании, к полуавтомату должно подключаться оборудование подачи газа.
- Такой прибор также нужно точно настраивать на соответствующий ток и полярность.
- Обязательно выставляют скорость подачи проволоки и объем расхода газа.
- Наличие осциллятора для увеличения начальной силы тока, позволяющей зажигать дугу в атмосфере с аргона.
Полуавтоматическое сваривание алюминия дает множество преимуществ, даже в сравнении с ручной аргонодуговой сваркой.
- Можно варить очень тонкие алюминиевые заготовки (толщиной от 0,5 мм).
- Сварной шов получается очень высокого качества, более ровный и без наплывов.
- Сварочная проволока имеет необходимые присадки и добавки для усиления прочностных характеристик соединения.
- Во время работы образуется меньше дыма и гари, а шов не загрязняется шлаком.
Из негативных качеств можно назвать довольно недешевую стоимость всего оборудования. Также для работы с такой сваркой нужен опыт работы, а новичку потребуется изначально научиться технике и приемам сваривания алюминия полуавтоматом.
Однако полуавтоматическая тиг сварка на сегодня остается лучшим из доступного оборудования для домашних мастерских.
Сварка алюминия без аргона
Такой способ самый доступный, но, в то же время, самый сложный в технологическом плане.
В качестве оборудования для сваривания алюминия без аргона используется сварочный инвертор или трансформатор с применением специальных электродов.
Какими качествами должно обладать такое оборудование?
- Инвертор должен иметь функцию переключения с переменного тока на постоянный. Все инверторы работают с переменным током, но повышают его частоту.
- При использовании трансформаторного оборудования потребуется дополнительный выпрямитель. Сварка такого устройства тоже работает на переменном токе и не имеет встроенных возможностей его переключения.
- У прибора должна быть возможность смены полярности. Алюминий без аргона варят только на обратной, когда кабель держателя ставят на плюс, а массу — на минус.
- Сварочное оборудование должно обладать достаточной мощностью.
Инвертор с такими возможностями сможет варить алюминиевые изделия, но с использованием специальных электродов.
Положительными качествами такого оборудования является возможность варить сталь и, в то же время, некоторые цветные металлы. Такое оборудование более дешевое в сравнении с приборами тиг сварки.
Однако при этом нужно иметь очень большой опыт таких сварочных работ, покупать специальные электроды и тщательно готовить детали перед их соединением.
Как выбрать оборудование для сварки алюминия
Выбирая сварочное оборудование, Вам нужно изначально убедиться в целесообразности его приобретения. Качественные аппараты стоят недешево. Если их использовать редко, то смысл такой покупки не оправдан.
Однако, при надобности покупки сварочного прибора, стоит обращать свое внимание на пункты, указанные в описаниях к каждому из видов.
Главные принципы таковы:
- Возможности регулировать и переключать режимы тока: от самых низких настроек к высоким (максимально допустимая сила должна быть хотя бы 250 А).
- Главное для обычного инвертора ручной дуговой сварки — наличие функции смены полярности и перевод прибора на постоянный ток.
- У сварочных аппаратов с указанной TIG функцией должна быть возможность подключения горелки с подачей аргона. Это минимум. Но желательно, чтобы он имел настройки подачи газа и различных режимов.
- Полуавтоматы, кроме всех указанных возможностей, должны регулировать подачу проволоки.
- Для всех видов аппаратов важно то, кем оно сделано. Очень много дешевых китайских производителей, которые не имеют лицензий на выпуск продукции. Ведущими марками такого оборудования были и остаются ESAB, KAISER, TESLA, RESANTA и другие.
Без опыта лучше всего перед покупкой обратиться к опытному сварщику, который поможет подобрать для Вас требуемое оборудование и укажет на нужные функции.
Если у Вас есть опыт по выбору, приобретению и использованию сварочного аппарат для варки алюминия, поделитесь им в блоке обсуждения этой статьи.
wikimetall.ru
Технология сварки алюминия: особенности и нюансы
Великолепные свойства алюминия, его отличная теплопроводность, небольшой вес сделали такой материал востребованным во всех областях производственного процесса. Однако этот материал очень сложно сваривать. Поэтому была специально разработана технология сварки алюминия, чтобы он стал доступен любой отрасли промышленности.
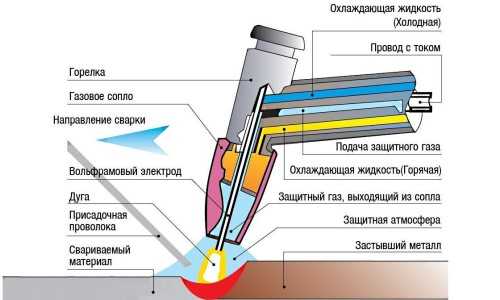
Схема аргоновой сварка алюминия.
Факторы, усложняющие сварочный процесс алюминиевых деталей
Алюминий и его сплавы входят в группу трудносвариваемых металлов. Несколько характерных свойств этого металла вызывают такую особенность: поверхность покрыта окисной пленкой, которая имеет свойство плавиться, когда температура достигает 2044°. Непосредственно алюминий обладает температурой плавления 660°.
Химические свойства алюминия.
Благодаря быстрой окисляемости образуется тугоплавкая пленка во время появления расплавленного металла. Такая пленка не позволяет получить цельный шов. Предотвратить появление пленки можно путем ограждения сварочной зоны от попадания воздуха. Такая защита стала возможной, когда проводится автоматическая сварка алюминия с использованием среды защитного газа.Алюминий обладает высокой текучестью, поэтому сварка без теплоотводящих подкладок практически невозможна.
Возможность появления в сварочном шве некоторых кристаллизационных пор ослабляет алюминий. Регулирует появление пор водород, который растворен в алюминии. Он все время стремится покинуть металл. Появление трещин в основном касается алюминиевых сплавов. Они появляются во время охлаждения металла в связи с большим количеством кремния.
Алюминий обладает большой усадочной способностью, на это влияет линейное расширение, значение которого неимоверно высоко. В результате при отвердении сварочного шва имеют место большие деформации.
Огромная теплопроводность требует использования сварочного тока, который в несколько раз больше тока, предназначенного для стальных деталей, хотя температура расплава стали намного превышает алюминий.
Дополнительной сложностью сварки алюминия становится и тот факт, что в бытовых условиях приходится варить самые разные сплавы неизвестной марки. Чтобы получить качественные сварочные швы, необходима особая технология сварки.
Вернуться к оглавлению
Сварка инвертором: особенности
Температура плавления алюминия.
Такая технология сварки специально предназначена под работы с алюминием. Этот материал варится в оболочке защитного газа, чаще всего аргона. Для процесса сварки алюминия применяются вольфрамовые неплавящиеся электроды. Для проведения работ необходимо всегда очищать поверхность такого электрода. Его поверхность накапливает наросты, состоящие из окисей вольфрама. В результате страдает качество шва.
Чтобы удалить такие «коронки» при помощи абразивного диска, выполняют заточку электрода. В результате поверхность электродов становится чистой, не возникает образования заусенцев и канавок. Для заточки электрода применяется специальный диск, который не используется для очищения других материалов. Снизить вероятность появления наростов вполне возможно, если электрод подвергнуть сильному охлаждению газом.
Вернуться к оглавлению
Аргонодуговая сварка: нюансы
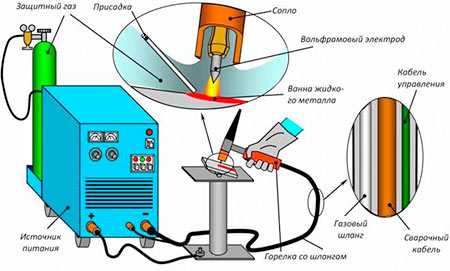
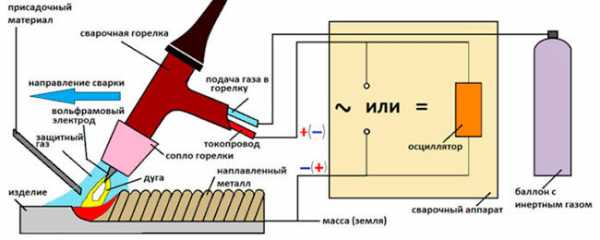
Электрическая дуга при этом сварочном процессе образуется между электродом и поверхностью детали. Горелка держит электрод, одновременно происходит подача защитного газа. При этом присадочная проволока становится расходным материалом. Ее подача может осуществляться двумя способами:
Таблица режимов сварки алюминия.
- вручную;
- автоматически.
Сварка алюминия аргоном требует наличия специальной присадочной проволоки. Тип присадки находится в прямой зависимости от химических элементов, входящих в сплав, который будет свариваться. Чтобы происходила автоматическая сварка, применяются следующие виды проволоки:
Размер такой проволоки не превышает 5 мм. Когда приходится варить другие сплавы, в состав которых входит магний, используются аналогичные виды проволоки. Чтобы компенсировать угар во время сварки алюминия, присадочная проволока делается с большим количеством магния.
Сварка алюминия производится несколькими способами:
TIG-сварка обладает низкой скоростью. В несколько раз больше скорость сварочного процесса MIG-сварки. Однако более красивым получается шов, сделанный TIG-сваркой.
Вернуться к оглавлению
Точечный метод: подготовительные работы
Технология сварки точечного вида требует перед началом работ провести подготовку. Сначала подготавливается поверхность алюминия. На этом этапе требуется полностью очистить поверхность от окисной пленки. Чтобы получить качественную сварку, используя точечный способ, будет вполне достаточно освободить полосу от пленки шириной 50 мм. Сварка алюминия согласно точечной технологии может происходить двумя путями:
Схема технологии точечной сварки алюминия.
- механическим;
- химическим.
Самой эффективной, дающей отличные результаты, стала механическая очистка с применением специальных приспособлений. Однако очистку можно проводить также вручную. В большинстве случаев применяются металлические щетки, вращающиеся с большой скоростью.
Когда поверхность очищается руками, пользуются наждачной бумагой.
Безусловно, самой лучшей очисткой считается химическая. Она дает самый большой эффект. Алюминий можно травить различными химическими веществами:
- каустической содой;
- ортофосфорной кислотой.
Прежде чем начать обработку, заготовки обезжиривают. Алюминий после травления можно 3 дня хранить в складском помещении, если будет проводиться сварка с технологией переменной энергии. Одни сутки даются на хранение при использовании сварочного процесса с использованием аккумулированной энергии.
Вернуться к оглавлению
Технология точечной сварки
Такая сварка алюминия доступна при толщине заготовок не более 6 мм. В основном технологический процесс аналогичен сварке самых разных металлов. Однако существует несколько отличий. Точечным способом можно варить заготовки:
Размеры точечных сварных соединений.
- плоские;
- профильные;
- круглые.
Когда проходит точечная сварка, детали, чтобы уменьшить зазор, сдавливаются между собой с некоторым усилием. Если зазор менее 0,2 мм, участок сварки нагревается минимально. Для сварочного процесса используется большой ток, его значение равно 1 кА/мм². Так образуется сварочная точка, которая соединяет заготовки. Автоматическая сварка допустима, только когда используются жесткие режимы. Сварочное время регулируется в зависимости от свариваемой толщины металла. Чтобы не происходил перегрев алюминия, сварка делается короткими сильными импульсами.
Вернуться к оглавлению
Точечная сварка и электроды
За счет того, что сплавы алюминия обладают повышенной теплопроводностью, они требуют применения только конкретных видов электродов. Обычно они отличаются несколькими характерными свойствами:
- электропроводимостью;
- твердостью;
- жаропрочностью.
Такими свойствами обладает медь, поэтому электроды специально для работы точечной сварки изготавливают из этого цветного металла. Состав может меняться, все зависит от вида сплава, который нужно сварить. Поверхность электрода может иметь сферическую форму.
Вернуться к оглавлению
Технологические нюансы сварочного процесса
Проводимость чистого алюминия намного выше стали. Сварка алюминия имеет свои характерные отличия. Обладая высокой теплопроводностью, алюминий не дает проводить качественную сварку, невозможно идеально проплавить металл.
Схема газовой сварки алюминия.
Сварочная зона мгновенно кристаллизуется. Для избежания этого явления требуется увеличить сварочный ток. Заготовку нужно предварительно подогреть. Защитным газом выступает аргон.
Иногда непрочный шов появляется в самом начале сварочного процесса. Причиной является недостаточный провар, так как деталь была плохо прогрета. Эту проблему помогает решить четырехтактный режим. Им оснащаются сварочные агрегаты «Merkle». На начальном этапе имеется возможность создать ток намного больше основного, в результате прогрев детали будет происходить быстрее.
Разнообразие алюминиевых сплавов огромно. К алюминиевой проволоке предъявляется одно основное требование: она должна быть использована в надлежащее время. Когда упаковка вскрыта, ее можно хранить очень ограниченное время. За счет быстрого окисления ухудшатся свойства проволоки. Больше всего влияет на качество проволоки повышенная влажность.
Перед сваркой для лучшего сгорания электрода и получения качественного шва свариваемые детали очищаются от всяческих загрязнений. Очистка делается прямо перед началом сварочного процесса. Это связано со свойством алюминия очень быстро покрываться окисной пленкой.
Схема процесса сварки алюминия полуавтоматом.
Как уже было сказано выше, автоматическая сварка обычного алюминия происходит в зоне защитного газа. Чаще всего используется аргон. Наиболее предпочтительной считается смесь газов. Обычно в этой роли выступает аргон совместно с гелием. Благодаря гелию, обладающему высокой теплопроводностью, особо высокую температуру приобретает сварочная ванна. Это позволяет сварить алюминий, имеющий большую толщину. Смешение газов способствует лучшему газовыделению, оно защищает шов от появления пор.
Классическими сварочными устройствами «MIG» можно варить алюминий, но это достаточно условно. Наилучшие результаты показывают синергетические импульсные устройства, имеющие специальную программу. С ее помощью проводится автоматическая сварка самого алюминия, многочисленных цветных металлов. Чтобы варить алюминий, листы которого имеют толщину равную 6 мм, требуется сварочное оборудование, имеющее возможность регулировать подачу сварочного тока, достигающего 300 А.
Вернуться к оглавлению
Импульсная сварка: характеристики
Такие синергетические импульсные механизмы имеют специально разработанные программы, которые помогают варить различные виды материалов. Для каждого вида сплава программа обладает индивидуальной настройкой. Ручной регулятор, выведенный на рабочую панель, позволяет настроить требуемую программу. Кнопочной регулировкой быстро подбирается требуемая сила тока. Другие параметры настраиваются автоматически встроенным микропроцессором.
Новейшие импульсные сварочные агрегаты поддерживают многие сварочные режимы. Четырехтактный режим дает возможность произвести настройку индивидуальных сварочных параметров, требующихся на каждом технологическом переходе. Когда начинается сварка, первоначальный такт посылает самый высокий ток, в результате происходит ускоренный прогрев свариваемых заготовок. Такой режим позволяет избавиться от всевозможных дефектов, которые возникают в самом начале сварочного процесса.
Когда завершаются сварочные работы, иногда появляются некоторые дефекты, например, незаваренный кратер. Когда металл находится в расплавленном состоянии, когда начинается его охлаждение, возможно появление горячих трещин. Третий такт дает пониженный ток, что позволяет полностью избавиться от указанных дефектов.
Вернуться к оглавлению
Сложности, с которыми сталкиваются сварщики
- Когда проводится сварка алюминия, его поверхность закрывает окисная пленка. Она не дает возможности надежно сваривать детали, загрязняет шов, который становится непрочным. Такую пленку необходимо быстро удалять.
- На свариваемость алюминия оказывает большое влияние перепад температуры плавления.
- Коэффициент расширения, имеющий высокие значения, когда проводятся сварочные работы, способствует появлению серьезных деформаций. Поэтому сварка алюминия должна происходить с максимальной аккуратностью.
- В жидком состоянии алюминий имеет большую текучесть. Поэтому когда он варится, возможно образование подтеков. Чтобы избавиться от такого явления, требуется обязательное использование прокладок, а также других специальных приспособлений.
- Когда повышается температура при сварке алюминия, прочность металла резко падает, он быстро разрушается.
- Алюминий подвержен короблению. Поэтому сварка алюминия требует надежного крепления деталей.
- Чтобы швы получались качественными, прочными и надежными, необходимо тщательно очистить сварочную проволоку.
Что касается техники безопасности, то для проведения сварочных работ сплавов алюминия рабочий должен иметь:
- защитную маску;
- перчатки;
- резиновые сапоги.
Обязательно должна быть хорошая изоляция всех соединительных проводов. Помещение, в котором проводится сварка алюминия, не должно хранить взрывоопасные и горючие материалы. Оно должно хорошо проветриваться, чтобы вредные газы быстро улетучивались.
moiinstrumenty.ru
технологический процесс и возможные нюансы
 Многим домашним умельцам, кто имеет сварочную технику и работает на ней, рано или поздно приходится столкнуться с необходимостью сварки деталей из алюминия и его сплавов. Алюминий лёгкий и мягкий металл, серебристо-белого цвета, на воздухе очень быстро покрывающийся тонкой и прочной плёнкой.
Многим домашним умельцам, кто имеет сварочную технику и работает на ней, рано или поздно приходится столкнуться с необходимостью сварки деталей из алюминия и его сплавов. Алюминий лёгкий и мягкий металл, серебристо-белого цвета, на воздухе очень быстро покрывающийся тонкой и прочной плёнкой.
Температура плавления алюминия всего 660°C, что почти в три раза меньше температуры плавления стали, но окись алюминия плавится при температуре более 2000°C, поэтому сварка алюминия в домашних условиях связана с некоторыми сложностями. Перед тем как приступить к сварке алюминия рекомендуется ознакомиться с теоретическим материалом.
Чем и как сваривают алюминий
Для сварки алюминия применяют разные технологии, основная задача которых исключить контакт очищенной алюминиевой поверхности с кислородом воздуха, чтобы не допустить образование окисной плёнки.
Алюминий можно сваривать следующими способами:
 Аргонно-дуговая сварка
Аргонно-дуговая сваркаПри первом способе используется молибденовый (TIG) или вольфрамовый (WIG) неплавящийся электрод и присадочный материал. Обычно он изготовляется из алюминия высокой степени чистоты. Сварочные работы производятся в среде какого-либо газа, который подаётся в зону сварки из баллона. Для этой сварки используется специальная горелка.
MIG/MAG это обозначение промышленной сварки с применением сварочных полуавтоматов, где присадочная проволока непрерывно подаётся в зону сварки специальным устройством. От контакта с воздухом точку соприкосновения электрода и свариваемых деталей предохраняет поток газа под давлением. Технология MIG подразумевает применение нейтральной газовой среды, а при сварке MAG применяются активные газы, такие как азот или углекислый газ. Конструкция сварочных устройств, при этом, остаётся одинаковой.
В бытовых условиях наибольшее распространение получила ручная сварка (MMA) с применением электродов со специальным покрытием. Поскольку при таких работах газ не используется, перед сваркой осуществляется растворение окисной плёнки специальными жидкостями, которые удаляют плёнку и препятствуют её образованию. Сварка алюминия электродом в домашних условиях, чаще всего производится с использованием аппарата инверторного типа.
Что требуется для сварки алюминия и сплавов
В зависимости от вида сварки, в этом процессе используются дополнительные принадлежности:
- Особые электроды;
- Ёмкости с газом;
- Осцилляторы.
Для сварочных работ по алюминию и его сплавам применяются электроды, марка которых зависит от вида сварки. Для аргонно-дуговой сварки применяется газ в баллонах под определённым давлением и специальная горелка. Чаще всего применяются горелки РГА-150 на ток до 150 ампер и электроды с диаметром до 3,0 мм и РГА-400, которая рассчитана на ток до 400 ампер. В этой горелке можно использовать электроды диаметром 4,0-6,0 мм. Сопло горелки выполнено из жаропрочной керамики, в центре которого располагается неплавящийся электрод.
Часто при сварке цветных металлов и, в частности, алюминия, применяется осциллятор. Это устройство позволяющее облегчить поджог сварочной дуги. Осциллятор преобразует ток низкого напряжения промышленной частоты в высоковольтные импульсы с частотой 200-500 кГц.
Электроды для сварки алюминия
При электродуговой сварке с применением нейтрального защитного газа, используются вольфрамовые электроды. Благодаря высокой температуре плавления, они практически не разрушаются в процессе работы. Вольфрамовые стержни имеют цветовую метку и разные характеристики:
 WP (зелёная метка), изготовлены из чистого вольфрама. Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;
WP (зелёная метка), изготовлены из чистого вольфрама. Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;- WZ-8 (белая метка), представляют собой композитные электроды с оксидом циркония. Они отличаются высокой стабильностью дуги и применяются для сварки алюминия, магния и лёгких сплавов на переменном токе;
- WL-20 (синяя метка) и WL-15 (золотистая метка) могут работать на постоянном и переменном токе. Добавление 2 % оксида лантана позволяет увеличить сварочный ток.
В бытовых условиях для сварки алюминия без газовой среды, чаще всего применяются сварочные инверторы и специальные электроды:
- ОЗАНА-1,2;
- ОЗА-1,2;
- ESAB 96.10, ESAB 96.50;
- Capilla ALU 60/12 Si;
- Aluminil Si 12;
- EAL 4047;
- ZELLER 480.
- ESAB 96.10, ОЗАНА-1 и ОЗА-1, применяются для соединения деталей из чистого алюминия и некоторых сплавов. Варить следует на постоянном токе, который подаётся в обратной полярности, то есть «+» инвертора подаётся на электрод, а «–» на свариваемые детали, которые в процессе работы, при необходимости, можно подогреть.
- Электроды ОЗАНА-2, ОЗА-2 и ESAB 96.50 применяются для сплавов алюминия с кремнием. Самым распространённым таким сплавом является силумин.
- Электроды Capilla ALU 60/12 Si и Aluminil Si12 имеют специальное покрытие. Их можно использовать для сваривания изделий из большинства сплавов. Это соединения с кремнием, магнием и медью. Если свариваемый металл имеет толщину более 15 мм, его необходимо подогреть до 150-2500 С.
- Электроды EAL 4047 обычно применяются для сварки деталей из сплавов и практически не используются для чистого алюминия.
- Электроды ZELLER 480 находят широкое применение в предприятиях автосервиса. С их помощью выполняется не только сварка, но и наплавка алюминия и любых его сплавов. Электроды этой марки применяются для ремонта блоков двигателей внутреннего сгорания.
Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
 Сварка алюминия и деталей выполняется в газовой зоне с помощью присадочного металла. При зажигании дуги нужно следить, чтобы электрод не коснулся свариваемых деталей и присадочного материала, поэтому полезно использовать осциллятор. Присадка движется перед горелкой строго по линии шва, перпендикулярные движения горелкой по шву не допускаются.
Сварка алюминия и деталей выполняется в газовой зоне с помощью присадочного металла. При зажигании дуги нужно следить, чтобы электрод не коснулся свариваемых деталей и присадочного материала, поэтому полезно использовать осциллятор. Присадка движется перед горелкой строго по линии шва, перпендикулярные движения горелкой по шву не допускаются.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Угол наклона горелки к свариваемому металлу должен составлять 70-80°, а присадочный пруток следует подавать так, чтобы между ним и горелкой был угол 90°. Подача аргона должна продолжаться не менее 15 секунд после завершения сварки. Это способствует хорошей кристаллизации металла и уменьшает возможность возникновения раковин и трещин.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.
Сварка алюминия и сплавов производится на короткой дуге. Электрод следует держать строго перпендикулярно свариваемым поверхностям. Сваривать следует в один проход, не допуская разрыва дуги по линии шва. Не допускаются перемещения электрода в поперечном направлении. После каждого прохода необходимо удалять шлак.
 Для получения более надёжного шва, при толщине металла свыше 4 мм его края следует обработать. Для этого снимается фаска под углом до 60°. В отельных случаях требуется прогрев свариваемых деталей до температуры 200-400°С. Перед началом сварочных работ электроды с покрытием следует прокалить в печи для удаления влаги. В бытовых условиях это можно сделать в обычной духовке.
Для получения более надёжного шва, при толщине металла свыше 4 мм его края следует обработать. Для этого снимается фаска под углом до 60°. В отельных случаях требуется прогрев свариваемых деталей до температуры 200-400°С. Перед началом сварочных работ электроды с покрытием следует прокалить в печи для удаления влаги. В бытовых условиях это можно сделать в обычной духовке.
Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
С этим читают:voltobzor.ru
Сварка алюминиевых сплавов аргоном, полуавтоматом, электродом
Даже при нынешних возможностях техники сварка алюминиевых сплавов является нелегким делом. Таким образом, возникло множество различных дополнительных технологий, которые помогают достичь максимально качественного результата при различных условиях. Данный процесс во многом напоминает сварку нержавейки, так как во время него возникает множество различных сложностей. Но сплавы алюминия, в отличие от металла в чистом виде, обладают достаточно хорошей крепостью, при высокой легкости, из-за чего активно применяются во многих сферах промышленности, так что профессиональным сварщикам часто приходится сталкиваться с ними.

Сварка алюминиевых сплавов
Сварка разнородных алюминиевых сплавов осложняется тем, что они обладает высокой электро- и теплопроводностью. Во время расплавления заготовки даже не меняют цвет, что усложняет их сваривание. Сплавы зачастую имеют высокие механические свойства и для их сохранения требуется правильно проводить процесс соединения. Для этого нужно грамотно подбирать оборудование и расходный материал. В современной промышленности сплавы используются чаще, чем чистый металл. Они производятся согласно ГОСТ 4784-97.
Свариваемость сплавов
Высокая теплопроводность сплавов создает такие условия, в которых требуется увеличивать ток сварки в полтора раза выше стандартного, используемого при работе со сталью.

Настройка тока при сварке алюминиевых сплавов
Это вызывает сложности, когда идет сварка тонких листов металла, так как появляется риск прожига. Свариваемость еще зависит от состава сплава и соответствия присадочного материала основному металлу. Как и во время сварки алюминия, здесь возникают сложности с оксидной пленкой, которая может образовывать очень быстро на поверхности заготовки. Сплав плавится намного быстрее, чем сама пленка, так что расплавленный металл просто обволакивается, что понижает качество соединения. Это создает необходимость применения флюсов, или же проводится сварка аргоном.
Материал в расплавленном состоянии, как правило, обладает очень высокой текучестью, с которой очень сложно управляться. Сварочная ванна имеет низкую вязкость, которая по своей консистенции больше напоминает воду. Это требует не только опыта сварщика в таком процессе, но и использование теплоотводящих подкладок. При попадании водорода в шов, может образовываться напряжение, которое приводит к появлению трещин и прочих негативных явлений. Таким образом, есть множество проблем свариваемости, к которым требуется искать свой подход решения. Сплавы производятся согласно ГОСТ 4784-97.
Марки сплавов, которые применяются при сварке
Сварка алюминиевых сплавов предполагает работу со следующими их разновидностями:
- АМг;
- АМг3;
- АМг5п;
- АМг5н;
- АМг6м;
- АМг6т;
Все их можно условно разделить на те, которые упрочняются после термической обработки, и те, которые не упрочняются. Сварка деталей из алюминиевых сплавов можно усложнятся при наличии большого количества магния в сплаве, так как он понижает и без того плохую свариваемость.
Способы сварки алюминия и его сплавов
Сварка алюминиевых сплавов можно производиться при помощи стандартных плавящихся электродов с обмазкой. Для этого потребуется обыкновенный сварочный трансформатор, которые имеет необходимые для работы режимы, а также правильный подбор электродов, состав которых будет максимально приближен к составу основного металла. Надежность данного способа является низкой. Но простота и себестоимость дают ему весьма широкую распространенность, особенно в домашних условиях.

Сварка алюминиевых сплавов электродом
Сварка алюминиевых сплавов аргоном считается одним из лучших вариантов для профессионалов, так как дает соединение высокого качества. Аргон является инертной средой и создает защиту должного уровня, чтобы внешние негативные источники не влияли на состояние шва. Себестоимость такой сварки значительно выше остальных вариантов, но в профессиональной среде это очень оправдывает себя.

Сварка алюминиевых сплавов аргоном
Газовая сварка алюминиевых сплавов в среде защитных газов считается одной из самых простых, так как помогает бороться с высокой текучестью материала, благодаря относительно низкой скорость приведения процесса. Проволока без обмазки не вызывает риска попадания водорода из-за плохой просушки. Здесь обязательно применение флюса для улучшения свойств свариваемости.

Сварка алюминиевых сплавов газовой горелкой
Подготовка сплавов к сварке
Технология сварки алюминиевых сплавов предполагает проведение подготовительных процедур перед самым процессом. В первую очередь это касается очистки поверхности от различного рода загрязнений, жировых налетов и окислительной пленки, которую легче заранее удалить, чем потом расплавить. Для начала поверхность заготовок зачищается щеткой по металлу, наждачной бумагой или другим приспособлением. Затем может потребоваться обработка растворителями, чтобы ликвидировать все налеты. На самом последнем этапе может потребоваться обработка флюсом, чтобы обеспечит высокое качество соединения.
В некоторых случаях, когда толщина деталей составляет более 4 мм, следует обработать кромки. Для этого их углы скашиваются под углом 30-45 градусов, чтобы обеспечить достаточную глубину приваривания. Тут потребуется большее количество присадочного материала, но качество соединения станет намного более высоким. Место сварки всегда является самым уязвимым, поэтому, непроваренные места сделают соединение более хрупким, а саму деталь очень ненадежной.
Пошаговая
Особенности сварки алюминия и его сплавов требуют особого подхода к некоторым процедурам, но сами этапы сваривания во многом схожи с остальными.
- Все начинается с подготовки металла. Здесь следует очистить заготовки от всего лишнего, что может на них остаться, а затем обезжирить и уничтожить другие налеты, разделать кромки и так далее.
- Затем идет работа с флюсом, так как он нужен для многих типов сварки, но в каждом из них может потребоваться своя разновидность.
- Затем следует подогреть место, где будет идти сваривание, чтобы не было температурных деформаций, а также не создавать условия для образования напряжения в металле.
- После этого можно приступать непосредственно к свариванию, образуя сварочную ванну и проводя шов до самого конца. Здесь есть разница в использовании методов сварки, так как сварка алюминиевых сплавов электродом не позволяет проводить длительные непрерывные швы.
- После окончания сварки не стоит прекращать подогревание металла, так как нужно дать ему остыть постепенно, чтобы избежать напряжений.
- Оббить шлак и зачистить все проблемные места.
«Важно!
Во время сварки следует учитывать высокую текучесть металла, поэтому, все проводится только в горизонтальном положении.»
Техника безопасности
Сварка алюминия с нержавейкой и прочими металлами может стать опасным процессом, если не соблюдать элементарные правила. Средства индивидуальной защиты, такие как сварочная маска и специальная одежда. Газовые баллоны следует держать от источника пламени и электродуги на расстоянии от 5 метров и более, а также всегда проверять шланги в них. Также нельзя проводить работы на открытой местности во время осадков.
svarkaipayka.ru
Сварка алюминия электродом возможна в домашних условиях
Сварка алюминия – процесс непростой. Этот металл относится к разряду трудно свариваемых. Специалистам с опытом работ по стальным заготовкам, перед соединением деталей из крылатого металла следует приобрести определенные навыки. Профессиональная сварка алюминия.
Сложности, с которыми сталкиваются при работе на алюминиевых сплавах
- Алюминий текучий металл. В расплавленном состоянии его тяжело контролировать. Особенно непредсказуемым его поведение становится при перегреве. Расплав может запросто разрушить нижний слой твердого металла, и вытечь через трещину. По аналогии с чугуном, начинающим сварщикам рекомендуется использовать прокладки из тугоплавкой стали или керамики. При нагревании крылатый металл не меняет цвет, поэтому его трудно контролировать визуально;
- Самая большая проблема – высокая окисляемость алюминия. На открытом воздухе, молекулы металла образуют вместе с кислородом плотную оксидную пленку на поверхности. Окисел алюминия имеет уникальные свойства – он более прочный, чем сам металл, и отличается тугоплавкостью. Температура плавления намного превышает допустимую при работе с алюминием. К тому же оксидная пленка является хорошим диэлектриком, что препятствует зажиганию дуги. Детали перед сваркой приходится тщательно зачищать, а во время работ использовать инертный газ, препятствующий доступу кислорода;
- У алюминия очень высокий коэффициент линейного расширения. При сильном нагреве, зона сварки давит на окружающую массу. Поскольку металл хрупкий, и обладает малой упругостью, возможно появление трещин в пограничных зонах и деформация плоских поверхностей. Сварка алюминия — разница между любительским и профессиональным швами. Слева – качественный шов. Справа – бракованный.
 Для защиты от этого явления необходимо тщательно контролировать температуру сварки. Если это сделать невозможно – заготовка предварительно прогревается до 200° — 250°С;
Для защиты от этого явления необходимо тщательно контролировать температуру сварки. Если это сделать невозможно – заготовка предварительно прогревается до 200° — 250°С; - В алюминиевых сплавах содержится водород. При нагреве он активно выделяется и образует в расплаве поры. Это ухудшает прочность шва. Также в соединениях может содержаться кремний. Он формирует мелкие трещины;
- Теплопроводность алюминия почти такая же, как у меди. Термическая энергия от дуги поглощается материалом, и рассеивается в массе. Поэтому сварочный аппарат должен иметь запас по току;
- При застывании расплавленного шва, в его теле образуются так называемые горячие трещины. Это особенность структуры металла – он как бы кристаллизуется, переходя в твердую фазу. Поэтому необходимо добавлять специальные присадки при сварке, особенно – если швы расположены слишком близко друг к другу;
- Алюминиевые сплавы отличаются друг от друга свойствами материала. Это необходимо учитывать при подборе сварочного оборудования.
ВАЖНО! При сварке металл может загореться. Тушить его водой недопустимо. Необходимо иметь в зоне проведения работ углекислотный огнетушитель.
Подготовка поверхности к работе
Удаление окислов привычной зачисткой не поможет. Пленка моментально вновь образуется на воздухе. Последовательность действий следующая:
- Производится предварительная очистка любым моющим средством и жесткой щеткой. Предпочтительно – бензин;
- Промыть чистой холодной водой;
- Поверхность обезжиривается органическими растворителями: ацетоном, уайт-спиритом, или строительными составами «РС-1», «РС-2»;
- При небольшом размере детали можно погрузить ее на несколько минут в щелочную ванну, при температуре раствора свыше 60°С;
- Затем поверхность зачищается (фактически шлифуется) металлической щеткой. Использование наждака или абразивного круга не допускается, поскольку частицы рабочего слоя останутся на металле;
- Шлифованная поверхность немедленно промывается растворителем, который должен высохнуть самостоятельно. ВАЖНО! Недопустимо протирать поверхность ветошью или прикасаться к ней пальцами;
- После подготовки незамедлительно приступают к сварочным работам.

Рецепт приготовления щелочного раствора для погружения алюминиевой заготовки:На литр воды (лучше дистиллированной) берем две столовые ложки кальцинированной соды, две ложки технического три-натрий фосфата и одну ложку жидкого стекла. Компоненты тщательно размешиваем и погружаем в раствор заготовку.
Сварка алюминия электродом
Стержни для сварки крылатого металла могут быть как плавящимися, так и неплавящимися. Первый вариант изготавливается из алюминиевой проволоки. Штучные электроды с покрытием отличаются составом присадок.Электроды для сварки алюминия
- Марка «ОК». Предназначена для соединения сплавов алюминия с магнием или марганцем. Щелочно-солевая обмазка очень гигроскопична, поэтому хранить электроды необходимо в герметичной упаковке. Вскрывать непосредственно перед употреблением;
- Популярная серия «ОЗАНА-1» и «ОЗАНА-2». В первом случае варится алюминий марки А0, А1, А2 и А3. Хорошо работают в режиме наплавки, слой которой формируется из стержня. Второй вариант предназначен для заготовок АЛ-4, АЛ-9, АЛ-11. Электродами этой серии можно выполнять сварку даже вертикальных швов, несмотря на текучесть металла;
- Марка «ОЗА» выполнена из проволоки СвА диаметром от 1 до 10 мм. Дает отличный результат при сваривании чистого алюминия любой толщины, подбирается лишь диаметр электрода. Единственные стержни, которые могут качественно соединить кремний содержащие сплавы;
- «УАНА». Этими электродами варят массивные изделия, как правило – литье. Если заготовка склонна к температурной деформации – это ваш выбор;
- Серия «ЭВЧ», «ВЛ», а также импортные аналоги WL-20, WC-20. Вольфрамовые неплавящиеся стержни;
Вольфрамовые электроды для TIG сварки алюминия.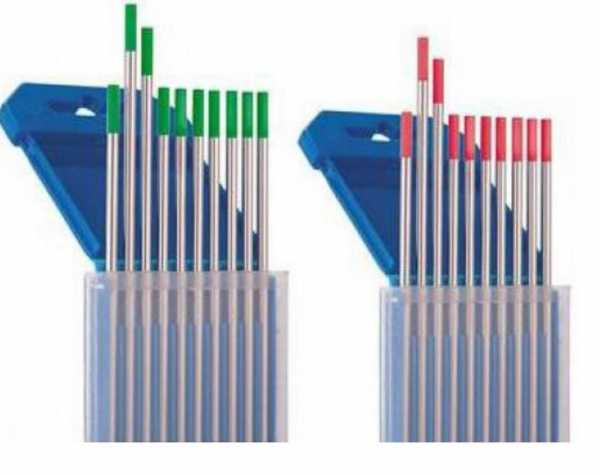 Работают в среде нейтральных газов, например гелий-аргоновой смеси. Дуга при такой сварке зажигается непросто, поэтому для старта применяют отключаемый осциллятор.
Работают в среде нейтральных газов, например гелий-аргоновой смеси. Дуга при такой сварке зажигается непросто, поэтому для старта применяют отключаемый осциллятор.
- Присадочный пруток. Применяется при сварке вольфрамовым неплавящимся электродом. Из него формируется сварной шов.
Сварка алюминия с помощью присадочного прутка
Рецепт изготовления электродов для алюминия
Самая популярная сварка в домашних условиях – ремонт треснувших алюминиевых деталей от двигателя. Для этой работы применяются дорогостоящие электроды серии «УАНА». Аналогичные расходники можно изготовить самостоятельно.
Нарезаем алюминиевую проволоку (диаметр 3-4 мм) на куски по 25 см. Готовим обмазку: толченый мел размешиваем в силикатном клее до образования пасты. Стержни покрываем слоем 2 мм, и даем высохнуть. Рекомендуется заготовить расходников побольше – сгорают они очень быстро.
Работа инвертором
Все эти электроды используются с помощью обычного сварочного инвертора. При хорошей подготовке поверхности (см. инструкцию выше) работы можно производить на обычном воздухе. В качестве генератора инертного газа выступает покрытие электрода.
ВАЖНО! При использовании штучных электродов по алюминию, выделяются едкие испарения. Сварку необходимо производить в хорошо проветриваемом помещении.
Сварка алюминия на производстве. Шов получается не идеальным, но достаточно надежным.
Шов получается не идеальным, но достаточно надежным. Если нет возможности подать аргоновую смесь в зону сварки – используются специальные флюсовые порошки, которые можно приготовить самостоятельно или купить в магазине стройматериалов, цена на них невысока.Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Если нет возможности подать аргоновую смесь в зону сварки – используются специальные флюсовые порошки, которые можно приготовить самостоятельно или купить в магазине стройматериалов, цена на них невысока.Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Для этого понадобится помощник. Двигают электрод от себя со скоростью не более 40 мм в секунду. По окончании сварки алюминия следует плавно убрать стержень от шва. Если сделать это резко – образуется кратер.
И все-таки лучше найти способ подачи в зону сварки аргоновой смеси. Приобрести баллон и заправлять его аргоном – не так дорого. Зато качество шва будет идеальным.
На этом видео подробно рассказывается про сварку алюминия в аргоновой среде инвертором ТР 220. А также как правильно настроить аппарат и на что обратить внимание при сварочных работах.
Сварка алюминия — уроки начинающему сварщику
obinstrumente.ru
Сварка алюминия: технология, аппараты, осциллятор
Несмотря на то, что алюминий обладает огромным количеством самых разных достоинств, таких, как высокая теплопроводность и электропроводность, сравнительно малый вес, особенности сварки алюминия в том, что она выполняется достаточно сложно и требует определенных навыков.
В настоящий момент алюминий широко используется в самых разных промышленно-индустриальных сферах.
Из него производятся различные материалы и детали всевозможного назначения, в том числе и высокотехнологичные.
Данный универсальный металл активно используется и в бытовой сфере.
Алюминий для придания необходимой формы подвергается различным видам обработки, в том числе и при необходимости сварки.
Технология сварки алюминия подробно описывается соответствующим ГОСТ, и требует от исполнителя работ точного соблюдения всех соответствующих правил.
Видео:
Для того чтобы выполнить данный вид работ своими руками, необходимо знать все особенности сварки алюминия и иметь определенный сварочный аппарат.
В настоящее время специальный аппарат для сварки алюминия можно приобрести в специализированных магазинах.
Следует отметить, что сваривание сплавов алюминия можно производить оборудованием с переменным или постоянным рабочим током, при этом перед началом работ обязательно выполняется его точная настройка.
Особенности выполнения работ
При проведении сварки алюминия, как на производстве, так и в условиях дома своими руками, необходимо соблюдать не только правила по технике безопасности и ГОСТ, но и основную технологию.
Для данного вида работ могут быть использован аппарат дуговой сварки с постоянным или переменным током работы, кроме этого, можно воспользоваться горелкой.
В некоторых отдельных случаях применяется высокотехнологичная ультразвуковая технология спаивания или осциллятор. В каждом отдельном случае схема выполнения работ будет отличаться.
Настройка аппаратов выполняется, исходя из особенностей свариваемых деталей.
К примеру, для листового и тонколистового металла настройка выставляется более точно, в отличие от того, когда соединяются мелкие элементы.
Также следует заметить, что плазменная сварка сплавов алюминия выполняется преимущественно на крупных производствах.
В свою очередь, контактная сварка алюминия достаточно часто выполняется своими руками в условиях дома.
Видео:
Газовая сварка алюминия в наше время используется достаточно редко, как и плазменная и, прежде всего, потому, что для нее требуется достаточно габаритное оборудование.
Конечно, какой метод сварки выбрать, решает каждый сам, однако у каждого способа есть свои преимущества и недостатки.
При проведении работ с использованием аппарата, работающего при переменном или постоянном токе, необходимо тщательно изолировать все провода.
При работе с газом следует проверить герметичность всех соединений. Также рекомендуется использовать защитную спецодежду и специальную маску.
Следует тщательно подготовить к сварке алюминия и рабочее место.
Те предметы, которые могут воспламениться, необходимо изолировать, кроме этого, пространство должно хорошо вентилироваться.
Для выполнения сварки алюминия, может использоваться присадочная проволока, а также некоторые другие материалы.
Непосредственно перед началом работ должна быть правильно подобрана схема выполнения сварки в соответствии с действующим ГОСТ.
Следует помнить, что алюминий достаточно плохо поддается сварке, причем вне зависимости от того, какой способ или аппарат используется.
Существуют определенные нюансы выполнения сварки алюминиевых деталей, которые обязательно необходимо учитывать при проведении соответствующих работ.
Особенно это актуально в том случае, когда соединение металла выполняется своими руками.
На фото, которое размещено ниже, показан осциллятор, при помощи которого можно варить алюминий.

Нюансы и тонкости сварки
К уникальным свойствам алюминия, которые объясняют его широкую популярность, можно отнести достаточно низкую температуру плавления, за счет чего возможна даже его пайка, а также высокую теплопроводность, которая увеличивается в расплавленном состоянии.
Он активно используется практически во всех производственных сферах.
При выполнении сварки алюминия своими руками, основной проблемой выступает его повышенная способность окисляться.
Это явление характерно и в том случае, когда проводится точечная сварка алюминия или выполняется его пайка.
В этом случае на поверхности металла начинает скапливаться тонкая пленка.
Нейтральное состояние алюминия исключает возможность использования флюсов, как при дуговой сварке постоянным или переменным током, так и тогда, когда проводится ультразвуковая сварка, и также при использовании осциллятора.
За счет высокой прочности этого металла, образование окиси на его поверхности создает определенные трудности.
Довольно часто в качестве материала для электродов, используемых для выполнения дуговой сварки алюминия, выступает вольфрам.
На фото ниже можно увидеть аппарат для выполнения дуговой сварки алюминия.

Легче всего варить алюминий теми электродами, в состав которых входит вольфрам. Кроме этого, для его сварки используется специальная присадочная проволока.
Присадочная проволока в своем составе содержит некоторые элементы, которые снижают окисляемость.
Какой материал выбрать в качестве электрода, каждый решает сам, при этом важно учитывать особенности этого металла.
Своими руками сварить поверхность тонколистового или листового алюминия можно с помощью газовой горелки.
В некоторых отдельных случаях выполнить соединение небольших деталей помогает пайка.
Непременно перед началом работ производится подготовка поверхности алюминия, которая очищается от грязи, а также обезжиривается.
Это следует делать, даже если предполагается использование сварочного аппарата, осциллятора или будет применена ультразвуковая сварка.
При этом схема работ в каждом случае будет своя, отвечающая требованиям ГОСТ. Для того чтобы швы свариваемых деталей имели высокую плотность, используется присадка — присадочная проволока.
Рекомендуется перед началом осуществления работы своими руками проконсультироваться со специалистами и выяснить все тонкости и нюансы по сварке алюминия.
На фото ниже можно увидеть, как выполняется ультразвуковая сварка алюминиевых деталей.

Способы сварки
Достаточно эффективно в домашних условиях для соединения алюминиевых сплавов использовать аргонно-дуговую сварку, которая предполагает использование электродов, основным материалом которых является вольфрам.
Вольфрам дает возможность исключить применение различных флюсов. Следует отметить и то, что вольфрам при варке алюминиевых сплавов дает некоторые технические преимущества.
При этом электрод, в основу которого входит вольфрам, может быть даже стальным, конечный результат все равно будет положительным.
Вольфрам подходит для сварки тонколистового и листового сплавов, различных деталей, при этом схема сварки достаточно простая.
Вольфрам дает возможность обеспечить защиту сварной ванны за счет своих некоторых свойств, тем самым получив на выходе качественный и плотный шов.
В этом случае предполагается использование сварочного аппарата для аргонно-дуговой сварки, работающего под постоянным током.
Достаточно хорошо материалы из алюминиевых сплавов свариваются точечным способом.
В этом случае к недостаткам можно отнести высокую теплопроводность сплавов, а также быстрое плавление металла.
Такая работа требует от исполнителя работ высокой скорости для того, чтобы используемый электрод мог перемещаться одновременно с материалом.
В некоторых случаях сплавы металла свариваются при помощи контактной сварки. В этом случае используется специальная проволока, отвечающая ГОСТ.
Видео:
При сварке сплавов из данного металла многие специалисты настоятельно рекомендуют использовать специальное оборудование — осциллятор.
Осциллятор представляет собой оборудование, которое состоит из трансформатора, специального разрядного устройства, а также контура колебания.
Любой осциллятор формирует подвод на сварочную цепь тока не только с высоким напряжением, но и с высокой частотой.
Между собой эти устройства условно подразделяются на те, которые имеют непрерывное действие и те, которые имеют импульсное питание.
Осциллятор формирует достаточно устойчивую сварочную дугу с заданными параметрами, которые отлично подходят для сварки сплавов металлов.
Следует отметить то, что осциллятор можно также использовать в инертной газовой среде.
Также для сваривания сплавов цветных металлов подходит ультразвуковая сварка, которая подразумевает использование в процессе давления.
При помощи такого типа сварки сплавов удается добиться пластической деформации шва и получить в результате устойчивое и прочное соединение.
В большинстве случаев ультразвуковая сварка используется на специализированных промышленных предприятиях, где соединяют между собой самые различные материалы из цветных металлов.
Вне зависимости от вида и типа сварки деталей из данного цветного металла, разработан определенный ГОСТ, который и регулирует порядок и правила выполнения работ.
Иногда, преимущественно на крупных производствах используется плазменная сварка. Плазменная сварка имеет свои преимущества — быстро, четко и точно по чертежу.
Но применяется плазменная сварка чаще для алюминиевых сплавов. В частности применяется автоматическая плазменная сварка, когда подается присадочная проволока.
Такая «традиционная» плазменная сварка подходит для однопроходной сварки стыковых швов, где используется присадка.
Например, такая плазменная пайка применяется при изготовлении газовых баллонов из сплава АМг5 , что позволило повысить эффективность производства за счет снижения брака.
Плазменная сварка обеспечила 100% качество сварных швов при однопроходной сварке без разделки кромок.
Некоторые нюансы
При необходимости выбрать электрод для сваривания цветных металлов, следует обращать внимание на несколько основных тонкостей.
Очень часто для этих целей используется специальная проволока.
Проволока бывает нескольких различных видов и должна полностью соответствовать материалам, которые будут скрепляться между собой.
Следует помнить, что такая проволока достаточно быстро теряет все свои полезные свойства, когда попадает на открытый воздух, особенно если он насыщен влагой.
Сама по себе проволока достаточно мягкая, а поэтому для ее подачи к рабочему пространству используют специальные роликовые механизмы.
В настоящее время проволока данного класса выпускается в соответствии с ГОСТ в специальных бухтах.
На фото, которое размещено ниже, можно увидеть проволоку, которая используется для сварки деталей из алюминия.

Также очень часто используются прутки для сварки алюминия. В этом случае используется дуговой сварочный аппарат, работающий под постоянным током.
И в том, и в другом случае схема сварки цветного металла остается практически неизменной, за исключением некоторых деталей.
Следует помнить, что всю работу следует вести в направлении справа налево плавными движениями максимально аккуратно.
Размер дуги от поверхности металла до электрода не должен превышать двух с половиной миллиметров.
Обязательно должна подаваться специально предназначенная присадка, при этом подача должна осуществляться короткими поступательно-возвратными движениями.
Видео:
Используемый электрод и проволока должны составлять между собой прямой угол при небольшом вылете от наконечника аппарата.
В том случае, когда используются электроды на основе вольфрама, нельзя допускать даже небольших поперечных колебаний.
Особое значение следует уделить подготовке поверхности к выполнению работ.
Должна быть произведена их тщательная зачистка механическим или химическим способом, кроме этого, при помощи некоторых составов следует обезжирить металл.
Также рекомендуется прогреть заготовки. Это необходимо и в том случае, когда выполняется пайка.
Вообще пайка чем-то схожа с варкой металла, однако есть несколько нюансов.
Пайка выполняется с использованием флюсов и припоя, притом, что образует достаточно прочное сцепление металлов.
И пайка, и варка цветных металлов должны выполняться не только в соответствии с общепринятой технологией, но и по строго установленным правилам.
Используемые для этого аппараты и оборудование необходимо правильно настроить в соответствии с выбранными режимами и техническими особенностями заготовок.
Также следует внимательно подбирать электроды и присадочные материалы, которые должны удовлетворять требованиям ГОСТ и удовлетворять оборудование.
Видео:
Особое внимание необходимо обратить на соблюдение правил по технике безопасности, особенно если работа выполняется в условиях дома.
Следует использовать специальную защитную одежду, которая поможет защитить кожные покровы от раскаленного металла. Также в процессе работы следует использовать маску.
Если всю работу выполнять в соответствии с технологией и установленными правилами, то шов получиться не только ровный и плотный, но и максимально качественный.
В любом случае, к работе следует подходить максимально собрано и ответственно, учитывая все тонкости и нюансы, и тогда сварочный процесс будет легким.
rezhemmetall.ru