Аргонодуговая сварка. Технология и оборудование. Аппарат аргонодуговой
Аппарат аргонодуговой сварки (TIG) AC DC: устройство, назначение, применение
Метод аргонодуговой сварки (TIG) используется для соединения нержавеющих сплавов и цветных металлов. Применяют его и для сварки черного металла в тех случаях, когда особо важен внешний вид или соединяются заготовки из тонкого проката. Метод требует специального оборудования — сварочного аппарата аргонодуговой сварки и достаточного навыка сварщика.

Аппарат аргонодуговой сварки
Оборудование для сварки аргоном
Производители предлагают множество моделей аппаратов с различной комплектацией и функциональностью. Оборудование для аргонной сварки может работать в нескольких режимах:
- Ручной. Сварщик вручную подает сварочную проволоку и ведет горелку.
- Полуавтоматический. Проволока подается в рабочую зону с постоянной скоростью специальным механизмом. Газ также подается через горелку.
- Автоматический. Аргонодуговая сварка осуществляется в герметичном объеме, заполненном защитным газом. Сварочный модуль перемещается под управлением внешнего оператора или по заложенной в него программе. Применяется только в промышленных условиях.
 Ручная сварка
Ручная сварка  Полуавтоматический аппарат
Полуавтоматический аппарат  Аппарат для автоматической сварки
Аппарат для автоматической сварки Оборудование для аргонодуговой сварки в зависимости от его назначения относят к одному из типов:
- Универсальное. Аргонодуговые аппараты широкого спектра применения. К нему относится большинство представленных на рынке моделей.
- Специальное. Промышленные аппараты, доработанные под отдельный тип операций на однотипных деталях, например, двутавровых балок или магистральных трубопроводов.
- Узкоспециализированное. Для выполнения одной операции с деталями одного типоразмера. Используются в массовом производстве. При смене детали требуют переналадки и замены части деталей и оснастки.
Инверторные аппараты
Современным типом сварочных агрегатов являются аргонодуговые устройства инверторного типа. В них проходит многоступенчатое преобразование переменного напряжения питающей сети в постоянное напряжение пониженного напряжения и большой силы.
Аргоновым сварочным аппаратам свойственны:
- компактность;
- малый вес;
- стабильность параметров рабочего тока;
- стабильность параметров дуги;
- облегченный розжиг дуги;
- защита от залипания электрода;
- независимость от колебаний напряжения в питающей сети.

Инверторный аппарат аргонодуговой сварки
Они практически вытеснили устаревшие сварочные трансформаторы и выпрямители. Стоимость аргонных аппаратов доступна домашнему мастеру, но остается немалой. Освоить такой аппарат аргонодуговой сварки несложно благодаря большому количеству сервисных функций, облегчающих работу.
Аппарат аргонной сварки оборудован механизированной подачей сварочной проволоки и подачей газа через горелку.
Горелка с вольфрамовым электродом
В ходе аргонодуговой сварки применяются особые горелки с вольфрамовым неплавким электродом. Он не расходуется при сварке, а служит лишь для создания электрической цепи для розжига и поддержания сварочной дуги. К горелке также присоединен армированный шланг, через который из баллона подается газ. Некоторые модели оснащены водяным охлаждением для работы особо большими токами. Основными параметрами горелки являются:
- рабочий ток;
- тип охлаждения;
- протяженность кабеля/шланга;
- способ управления: кнопочный или вентильный;
- вид разъема для присоединения к основному блоку.

Горелка с вольфрамовым электродом
При выборе горелки следует проверить совместимость ее с имеющимся аргонодуговым аппаратом.
Как выбрать аппарат для домашних работ
Если требуется выбрать сварочный аппарат, то полезно будет иметь четкое представление о видах и объемах предстоящих работ. Если требуется приварить пару деталей- то дорогой аргонодуговой прибор не окупится. Проще будет обратиться к мастеру. Если же планируется открытие небольшого авторемонтного или специализированного сварочного бизнеса – то производительный многофункциональный агрегат вполне может себя оправдать.
Следующий этап — это изучение отзывов опытных мастеров и их опыта эксплуатации того или иного устройства.

Аппарат Вега, подходящий для домашних работ
Наиболее значимыми параметрами при выборе являются:
- Рабочий ток.
- Режимы работы.
- Простота применения и эргономика.
- Система охлаждения.
- Тип разъема горелки.
- Соотношение цена/функциональность и цена/качество.
- Комплектация.
Любое дополнительное оборудование увеличивает цену комплекта, но обходится в его составе дешевле, чем при отдельной покупке. Остается решить, действительно ли оно вам необходимо.
Диапазон силы тока
Важно не только максимальное значение рабочего тока, но и его диапазон. Широкий диапазон позволит сваривать как тонкие листы, так и массивные заготовки. Расширится и перечень материалов, доступных для аргонодуговой сварки.
Так, например, агрегат с диапазоном 5-240 А может работать с нержавейкой толщиной полмиллиметра и с алюминиевыми конструкциями до 6,5 мм. Алюминиевые заготовки требуют высоких значений.

Агрегат с диапазоном 5-240 А
Наименьшая рабочая сила тока
Большое значение для получения качественного шва имеет стабильность электродуги. Особенно важно это при работе вольфрамовым электродом по тонколистовому прокату. Опытные сварщики предпочитают устанавливать значения до 10 А и не пользоваться функцией быстрого старта, чтобы избежать прожигания или разбрызгивания при подаче стартового импульса большой силы.
Высокая стабильность электродуги позволяет получить отличное качество шва. Это особенно важно для угловых соединений, например, при ремонте оторванной лопасти лодочного винта.
Не менее важна стабильность электродуги при окончании шва. Рекомендуется несколько снижать амперы, чтобы полость в конце соединения была заполнена. Если этого не сделать, незаполненная полость может стать местом начала трещины при охлаждении и кристаллизации.
Ряд моделей аппаратов аргонодуговой сварки снабжены электронной схемой, по команде плавно снижающей силу тока в конце шва. Эта же система обеспечивает плавный розжиг дуги без подачи мощного стартового импульса.
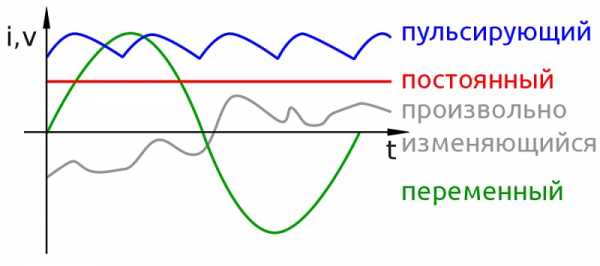
Переменный и постоянный сварочный ток (AC DC)
Большинство аргонодуговых аппаратов выдают на электрод постоянное сварочное напряжение. Им варят черные металлы и нержавеющие сплавы, медные сплавы и ряд цветных металлов.
Если же планируется аргонодуговая сварка алюминиевых или магниевых сплавов, то следует выбрать модель с функцией подачи и переменного, и постоянного напряжения. Перемена полярности 50 раз в секунду позволяет избежать окисления легких металлов в ходе сварочных работ.
 Переменный и постоянный сварочный ток
Переменный и постоянный сварочный ток 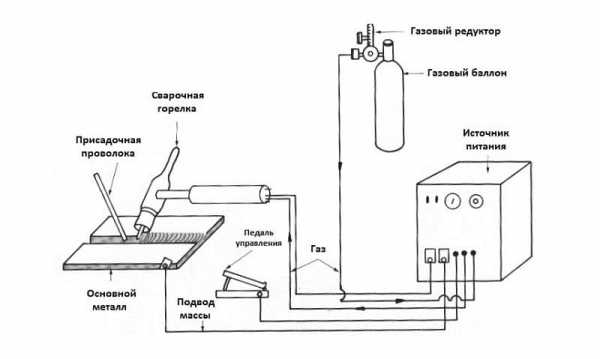 Сварка под постоянным током
Сварка под постоянным током Важной дополнительной функцией аргонодугового аппарата является регулировка баланса положительного и отрицательного тока при работе. Форма импульса меняется таким образом, что фаза положительной полярности короче, чем отрицательной (или наоборот), Это позволяет найти оптимальное соотношение между фазой очистки от оксидов и собственно нагрева заготовок.
Простота использования
Аргонодуговой метод требует определенной квалификации и опыта работника. Для начинающих сварщиков будут полезны ясность в обозначениях органов управления и удобство работы с ними. Чем меньше он отвлекается от собственно рабочего процесса, тем быстрее его освоит. Хорошо помогает в этом возможность использования педали управления силой тока, освобождающая руки и дающая возможность оперативно и точно управлять процессом, особенно в начале и в конце шва. Для работы с легкими металлами на переменном напряжении — это обязательная принадлежность.
При использовании вольфрамового электрода важной будет возможность быстрой и удобной его замены.
Рукоятка должна удобно ложиться в руку, а шланг — не стеснять движений. Это пригодится при проварке внутренних швов в труднодоступных местах.
Сменная горелка
При выборе горелки есть две опции: постоянная и сменная. Постоянно присоединенная несколько снизит цену аппарата, но ограничит его возможности.

Сменная горелка
Наличие отсоединяемой горелки позволит при необходимости оперативно заменить вышедшую из строя деталь без обращения в сервисную мастерскую. Пригодится эта опция также при большой протяженности шва или работе в труднодоступных местах — пистолет можно будет заменить на облегченную или удлиненную.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Для чего используется аппарат аргонодуговой сварки
Аргонодуговая сварка представляет собой разновидность дуговой электрической сварки. Особенность технологического процесса заключается в следующем: аппарат аргонодуговой сварки создает среду защитного газа. Это позволяет предотвратить возможное окисление свариваемых материалов.

Аппараты аргонодуговой сварки создают особые условия в зоне сварки, в которой находятся свариваемые детали, электроды, присадочный материал, шовная зона и небольшой участок шва. Все эти элементы окружены нейтральным по отношению к металлу инертным газом под названием аргон. Подача газа осуществляется по специальному каналу – соплу – расположенному на держателе электрической горелки.
Название всего технологического процесса произошло именно от этой отличительной черты – особого инертного газа.
Сварочные аппараты аргонодуговой сварки состоят из следующих важных и незаменимых конструктивных элементов: неплавящегося электрода из тугоплавкого материала и присадочного материала, который расплавляется достаточно легко и позволяет соединить несколько деталей воедино. Материалом электрода зачастую становится вольфрам, поскольку он обладает всеми требуемыми качествами и превосходными характеристиками для данного технологического процесса.

Присадочный материал, в свою очередь, может изготавливаться из разнообразных металлов, подача которых в зону сваривания металлов производится в виде ленты или же так называемого прутка. Аппарат аргонодуговой сварки осуществляет своевременное погружение присадочного материала в сварочную ванну в количестве, необходимом для данного технологического процесса.
Как уже говорилось ранее, рядом с горелкой располагается сопло, внутри которого установлен специальный держатель для электрода, там же где и происходит подача газа. Это обеспечивает точное попадание центра газового облака в зону проводимой сварки. Следовательно, вероятность того, что оставшийся кислород будет способствовать окислению металла, значительно снижается. В связи с этим, аппарат аргонодуговой сварки должен обладать высокой устойчивостью к воздействию электрического тока и теплового излучения. Данный показатель играет значительную роль при выборе оборудования для того или иного технологического сварочного процесса.
Классификация сварочных устройств:

Аппарат аргонодуговой сварки может быть оснащен электродами двух видов:
- Неплавящимся. Традиционно для электродов данного типа используется вольфрам.
- Плавящимся. Для этих целей наиболее эффективным является применение алюминия и нержавеющей стали.
Сварочный агрегат подобного типа может быть представлен в ручном и автоматическом исполнении. Однако даже столь малое отличие несет в себе некоторые связанные с этим изменения. К примеру, в аппарате автоматической сварки принято использовать исключительно электродную проволоку, которая с необходимой скоростью поступает в зону, где свариваются требуемые детали.
Достоинствами данного метода считают достаточно малую толщину получаемого сварного шва, высокую эффективность и надежность технологического процесса.
fb.ru
Сварочный аппарат аргонодуговой САИ-230 АД
Описание
Особенности и преимущества
- Инверторный сварочный аппарат Ресанта САИ-230 АД позволяет оператору использовать два сварочных режима: аргонно-дуговой и ручная сварка при помощи электродов.
- В системе сварочного аппарата широко применены современные IGBT технологии, что позволило сделать его компактным и легким.
- Наплечный ремень из комплекта позволяет легко переносить устройство в нужную точку.
- Эргономичная панель управления содержит все необходимые регулировки и подключения, а так же световые индикаторы для визуального контроля над системой.
- Надежность и выносливость аппарата обусловлена воздушным охлаждением принудительного тоннельного типа.
- Агрегат оснащен надежной системой предупреждения об опасном перегреве и защиты от него главного трансформатора.
- Сварочный аппарат Ресанта САИ-230 АД обладает встроенными способностями препятствовать залипанию электрода (Anti Stick), легко образовать дугу (Hot Start), а так же может регулировать качество этой дуги (Arc force).
- Несмотря на расширенную функциональность, устройство сохраняет простоту в настройках и работе, а так же неприхотливость в обслуживании.
Общее описание
Переносной сварочный аппарат Ресанта САИ-230 АД относится к типу полупрофессиональных инверторов. Питание производится от бытовой электрической сети (220 В/ 50 Гц). Система укомплектована пистолетом-горелкой с кабелем, заземляющим кабелем с зажимом (1,5 м), кабелем с держателем электрода (2 м), а так же питающим шнуром (2,2 м). Конструкция и оснащение агрегата позволяют выполнять сварочные работы широкого спектра сложности и назначения как в режиме аргонно-дуговой сварки (используется специальная присадочная проволока и защитная газовая среда), так и в режиме обычной ручной сварки при помощи разных электродов, диаметром до 5-ти мм. Специальный трансформатор с инверторным оборудованием и применение в конструкции передовых IGBT транзисторов позволили минимизировать размеры и вес изделия, по сравнению с иными сварочными аппаратами такой же мощности. Теперь, для выполнения сварочных работ разного рода, не требуется громоздкие, шумные и неэкономные агрегаты.
Ресанта САИ-230 АД свободно переносится при помощи удобного наплечного ремня и может размещаться в самом ограниченном пространстве. Это существенно расширяет сферу его применения, поэтому агрегаты такого типа востребованы не только на производстве разного уровня, в мастерских, но и окажутся незаменимыми помощниками в домашних условиях (особенно для владельцев частных домов).
Аргонно-дуговая сварка с функцией постепенного затухания дуги позволяет выполнять даже довольно тонкие сварочные работы не только железа и чугуна, но и цветных металлов (например, трубки кондиционера и т.д.), в том числе и нержавейки. При помощи такого типа сварки можно добиться того, что не получится обычным электродом, но это может потребовать определенных навыков и усердия.
Очень полезными оказались дополнительные функции, которыми конструкторы наделили агрегат Ресанта САИ-230 АД, и которые значительно облегчают работу с агрегатом даже неподготовленному новичку (для ручной сварки электродами). В первую очередь, это функции «горячий старт» и « антизалипание» (Hot Start и Anti Stick). Автоматическая система, встроенная в конструкцию агрегата, на мгновение повышает ток сварки, способствуя быстрому и легкому розжигу дуги. Ручная сварка при помощи электродов нередко сопровождается залипанием электрода, что приводит к гашению дуги и перегреву аппарата. Особенно часто это происходит у начинающих сварщиков. Чтобы электрод при этом легко отрывался и можно было бы продолжить процесс сварки, автоматика импульсно понижает рабочий ток, облегчая отрыв электрода.
Еще одна полезная функция – «форсаж дуги» (Arc force). Позволяет сварщику регулировать вручную качество (жесткость) дуги. Это дает возможность увеличивать или уменьшать глубину провара, а так же контролировать качество расплава в точке сварки.
Не осталась без внимания и нередкая для аппаратов подобного рода опасность перегрева основных рабочих элементов, что может преждевременно превратить его в бесполезный набор деталей. Специальная контрольно-защитная система, снабженная чувствительными температурными датчиками, заблаговременно, до аварийного повышения температуры, оповестит об этом пользователя горящим индикатором, а так же отключит питание основных токоведущих частей. Небольшой перерыв в работе (около 5-ти минут) позволит системе автоматически восстановиться.
Устройство и принцип действия
Основные составные элементы сварочного агрегата Ресанта САИ-230 АД смогли уместиться в прямоугольном корпусе, размерами 360х135х232 мм, изготовленном из качественного тонкого стального листа со специальными прорезями для пропуска охлаждающего воздуха и покрытом антикоррозионным диэлектрическим составом. В веху, на специальных креплениях, приделан наплечный ремень для облегчения транспортировки агрегата пешком. На задней панели смонтирован питающий кабель и входной порт для подключения баллона с аргоном.
Передняя панель содержит органы управления и регулировок. Здесь оператор может настроить нужную силу сварочного тока (10-230 А), отрегулировать жесткость дуги (0-100 %), переключить требуемый режим сварки (аргонно-дуговой TIG или ручной дуговой MMA), а так же подключить требуемые рабочие кабели и шланг. Здесь же расположены и световые индикаторы сети и аварийного отключения.
Основной рабочий элемент сварочного аппарата – его трансформатор, укомплектованный инверторными преобразователями с IGBT транзисторами. Этот элемент способен выдавать требуемые параметры и тип тока, необходимые для воспроизведения сварочного процесса во всех доступных режимах, сохраняя при этом небольшие вес и размеры. Инверторная система изначально превращает сетевой ток питания в переменный ток высокого напряжения, который в дальнейшем преобразуется в ток повышенной частоты и напряжением 85 В. После выпрямления данный ток используется в качестве источника энергии для образования сварочной дуги.
Элементы внутри корпуса расположены таким образом, что образуют некое подобие туннеля, по которому принудительно, по средствам электрического вентилятора, прогоняется воздух. Это способствует эффективному отводу образующегося тепла для недопущения перегрева устройства, когда оно работает в штатном режиме.
Ручная дуговая сварка производится обычным для этого способом. В кабеле со специальным держателем крепится соответствующий электрод, который, будучи поднесенным к свариваемым поверхностям, вызывает электрическую дугу, плавящую электрод и обеспечивающую сам процесс сварки.
Аргонно-дуговая сварка – процесс более тонкий, однако он дает возможность работать с тонкими деталями, в том числе и из цветных металлов. Пистолет-горелка содержит вольфрамовый (не расходуемый) электрод и сопло для подачи аргона. Нажатие на клавишу пистолета вызывает горение дуги и расплавлению свариваемых кромок. Подаваемый в эту точку одновременно защитный газ препятствует бурному окислению расплава и обеспечивает его стабильность. Введенная в зону расплава присадочная проволока завершает процесс сваривания.
Подготовка к работе
Инверторный сварочный аппарат Ресанта САИ-230 АД относится к полупрофессиональным агрегатам с расширенными функциями, однако подготовка его к работе не отнимет много времени и не состоит из специфических операций. Аппарат готов к работе практически всегда. Нужно только поставить его в нужном месте на горизонтальную поверхность, подсоединить рабочие кабели и баллон (в зависимости от режима предполагаемой сварки) и включить питающий шнур со штепсельной вилкой в розетку. Перед этим нужно подробно изучить инструкцию по эксплуатации и действовать сообразно её указаниям. Питается агрегат от электрической сети 220 В.
Электрическая безопасность сварщика обеспечивается за счет полноценного заземления сварочного аппарата. Его питающий электрический шнур имеет три токоведущих провода, один из которых и предназначен для создания контура заземления. Поэтому, для того, чтобы этот контур состоялся, розетка для подключения так же должна быть оборудована соответствующим образом.
Сварочные работы связаны с появлением некоторых источников опасности (раскаленные искры, высокая температура в зоне сварки, выделение вредных газообразных веществ и др.), поэтому оператор обязательно должен пользоваться соответствующими средствами индивидуальной защиты, а так же строго придерживаться правил пожарной безопасности. Сварочные работы желательно производить на улице или там, где можно обеспечить надлежащее проветривание.
Изготовитель сварочного аппарата Ресанта САИ-230 АД установил гарантийный срок для своего изделия в 1 год.
resanta24.ru
Аргонодуговая сварка tig. Гост, видео, технология и оборудование
 Без такой операции, как сварка сегодня не обходится ни одна стройка, ни одно производство, где необходимо соединить металлические детали. Этот вид соединения считается одним из быстрых и довольно качественных. Существует несколько видов сварки, но в этой статье, речь пойдет именно об аргонодуговой. Чем она примечательна, ее плюсы и минусы, все это будет рассмотрено ниже.
Без такой операции, как сварка сегодня не обходится ни одна стройка, ни одно производство, где необходимо соединить металлические детали. Этот вид соединения считается одним из быстрых и довольно качественных. Существует несколько видов сварки, но в этой статье, речь пойдет именно об аргонодуговой. Чем она примечательна, ее плюсы и минусы, все это будет рассмотрено ниже.
Технология
Аргонодуговая сварка ― это по сути та же ― электродуговая, но в ней используется инертный газ ― аргон, который подается в место горения электрической дуги. Международных обозначений аргонодуговая сварка имеет аж целых два- это TIG (сварка неплавящимися вольфрамовыми электродами в среде газа — аргона) и MIG/MAG (сварка электродной проволокой в среде аргона или углекислого газа).
Таким образом, создается газовая среда, в которой происходит плавление металла. Благодаря тому, что аргон не вступает во взаимодействие с металлом, он не меняет его химический состав и это большой плюс. То, что этот газ тяжелее на 1/3 воздуха, способствует вытеснению последнего из среды дуги, и изоляции расплавленного металла от воздействия атмосферы.
Это защищает сварочный шов от образования оксидной пленки и в целом улучшает качество соединения металла. Бывают случаи, когда к аргону добавляют кислород в количестве 4%. Это обусловлено тем, что при сгорании кромок металла, внутри газовой среды, аргон полностью не защищает шов от разного рода загрязнений и влаги. А кислород сжигает эти вредные примеси, исключая образование пористости шва. Но это делают в основном там, где необходимо очень высокое качество сварочного соединения. Обычно достаточно одного аргона.

Принцип работы
Оборудование для аргонной сварки состоит из: сварочного аппарата ― в который входит инверторный преобразователь для образования электродуги, осциллятор, горелка, баллон с аргоном, газовые шланги и сварочные кабеля.
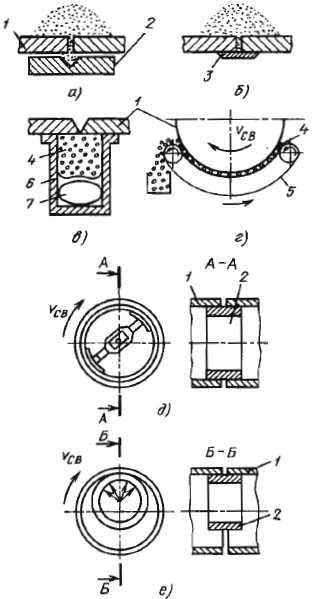
Аргонодуговая сварка (tig) неплавящимся электродом
Перед началом работы включается аппарат и подается аргон. Для образования электродуги, сварщик приближает вольфрамовый (при сварке неплавящим электродом) электрод на небольшое расстояние к детали. На этом этапе есть один важный нюанс. Дуга не сможет образоваться при прямом соединении электрода с деталью, как при электросварке. Это из-за того, что для создания в среде аргона дуги, необходима высокая ионизация. А так как вольфрамовый электрод тугоплавкий (температура плавления около 5000 °C) и практически не сгорает, отсутствует образование газов, способствующих ионизации и зажиганию дуги. Потому в таких случаях используется ― осциллятор.Осциллятор ― это устройство, обычно установленное в сварочном аппарате для аргонодуговой сварки, которое зажигает электродугу в случае с неплавящим электродом. Происходит это следующим образом: поднося горелку с вольфрамовым электродом на небольшое расстояние к детали, осциллятор подает на электрод высоковольтный импульс высокой частоты, который электрически пробивает расстояние к детали образуя ионизацию в газовой среде. Благодаря этому происходит зажигание дуги и дальнейшее ее горение.
При использовании постоянного тока сварки, применяется подключение прямой полярности. То есть на корпус изделия подается «плюс», а на электрод «минус». Делается так потому, что при таком подключении, на детали, то есть «плюсе», выделяется до 70% тепла, а на электроде ― «минусе» всего 30%. Вследствие этого, металл детали плавится, а электрод меньше подвержен сгоранию. Исключением является сварка алюминия. В этом случае лучшие результаты получаются при сварке переменным током, так как при этом разрушается образование оксидной пленки. Что касается осциллятора, то при использовании переменного тока, после зажигания дуги, он переходит в режим стабилизации, подавая импульсы пробоя каждый раз, когда меняется полярность. Это обеспечивает стабильное горение электродуги.
Ввиду того, что вольфрамовый электрод не плавится, для образования шва в место горения дуги добавляется присадочный материал, который сварщик держит левой рукой, и при надобности подает.
В соединяемых деталях под действием температуры образуется ванночка с расплавленным металлом. Так как горелка имеет вход для подключения газового шланга, аргон по специальной полости проходит к газовому соплу и вырывается наружу между ним и вольфрамовым электродом. Таким образом, как бы «окутывая» электрод и варочную ванночку.
Помимо полости для газа, еще горелка имеет впускной и выпускной патрубки для подачи холодной жидкости и отвода нагретой. Это необходимо для охлаждения сопла горелки ввиду сильного перегрева.
Аргонодуговая сварка плавящимся электродом
В этом случае, роль электрода выполняет стержень из металла, с нанесением рутила. При прямом касании электродом детали, происходит короткое замыкание (как при обычной электродуговой сварке), вследствие чего образуются пары расплавленного металла, которые и дают ионизацию в газовой среде аргона. Дуга зажигается благодаря этим парам, поэтому применение осциллятора в этом случае нет необходимости. Присадочная проволока подается вручную или специальным автоматизированным механизмом, в виде барабана с проволокой, роликов и электродвигателя с редуктором. Обычно такой вид оборудования находиться на специализированном сварочном посту.

Область применения
Аргонодуговая сварка (tig и mig/mag) с успехом применяется при соединении цветных металлов, легированных сталей и алюминия. Также она хороша при сварке алюминиевых и титановых сплавов. Например, легкосплавных дисков и других узлов автомобиля. При малой толщине свариваемых поверхностей, сварка аргоном может проводиться без дополнительных присадок.
Аргонная сварка плавящим электродом, применяется при соединении нержавеющей стали и алюминия.
Плюсы аргонодуговой сварки
Основными достоинствами аргонодуговой сварки являются:
1) высокое качество получаемого шва;
2) равномерное проплавление глубины металла;
3) незаменима при сваривании изделий из тонкого листового алюминия;
4) широкая сфера применения, начиная от автомастерских и заканчивая авиастроением;
5) не требует частой замены электрода, что не образует дефектов при остановке и возобновлении работы.

Недостатки аргонной сварки
1) при ручной сварке ― низкая производительность;
2) для качественной сварки, необходима высокая квалификация и достаточная практика;
3) автоматический вариант ― не всегда удобен, так как применяется для однопрофильных длинных швов. При сваривании коротких и разной ориентации соединений ― не практична;
Из рассмотренного выше понятно, что такой вид сварки намного эффективнее и универсальнее обычной электродуговой. Понятно, что для домашних целей это может быть дорогое удовольствие, но применяя эту технологию в бизнесе, оборудование с лихвой себя окупит за минимальный срок.
proinstrumentinfo.ru
Аппараты для аргонодуговой TIG сварки
Интеллектуальная сварка
Аргонодуговая сварка является одной из самых сложных видов. Многие называют ее "ювелирной", так как с помощью нее изготавливают изделия повышенного качества и сложности. При помощи нее сваривают множество металлов. Тонколистовую сталь, нержавеющую сталь, алюминий, другие сплавы. Изделий, изготовленных с ее помощью множество, от тоностенных труб, котлов, до габаритных изделий в атомной энергетике и самолетов.
В зависимости от толщины металла, TIG сварка бывает без присадки или с присадкой. Присадочный пруток подаётся вручную самим сварщиком, либо автоматически при помощи дополнительного подающего механизма, специальной горелки.
Подача присадочной проволоки. Работа левого и правого полушария
Интересен тот факт, что при подаче присадочной проволоки вручную, у человека задействованы оба полушария мозга. Левое отвечает за манипуляции горелкой (если он правша), а правое за подачу проволоки левой рукой. Поэтому считается, что если сварщик может варить аргоном, то научиться другим способам ему не составит труда.
Сварочное оборудование для аргонодуговой TIG сварки бывает постоянного и переменного тока. Постоянным током можно сваривать любые металлы, кроме алюминия. Для алюминия требуется переменный ток, с помощью него происходит пробивка окисной пленки.
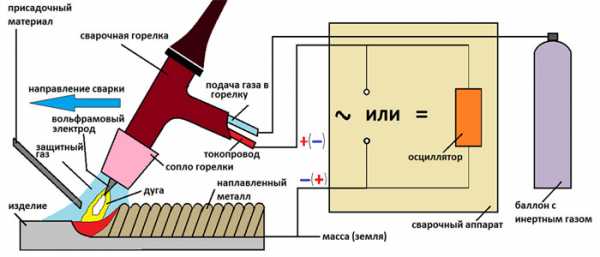
Высокочастотный поджиг
Дуга горит между вольфрамовым неплавящимся электродом и изделием. В качестве защитного газа используется аргон.Все аппараты имеют контактный и бесконтактный поджиг дуги. Преимущества бесконтактного - высокочастотного поджига в том, что при зажигании дуги в основном металле не остается вольфрамовых включений. Поэтому оборудование, предназначенное преимущественно для TIG сварки имеют бесконтактный поджиг дуги. Конечно, можно работать также при помощи аппаратов ручной дуговой или полуавтоматическиой сварки, используя аргоновую горелку. Но в данном случае поджиг будет осуществляться с помощью контакта электрода о поверхность металла.
Чтобы подобрать оборудование для Ваших задач - просто обратитесь к нашим специалистам.
Задайте вопрос по телефону (812) 309-74-80
Сделайте запрос в письменной форме здесь
www.smart2tech.ru
аргонодуговой аппарат
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к пример...
https://www.youtube.com/channel/UCfradDvQWea4QKpgKVurnuw Garage КАХОВКА - LifE.
WEGA 205 AC DC TIG PULSE Сварочный Аргонодуговой Аппарат Сварки Распаковка Обзор WEGA 205 AC DC TIG PULSE - Инверторный источни...
Сварочный инвертор TIG-160 AP MASTER предназначен для сварки черных и цветных металлов, за исключением алюминия,...
Всем привет!) Сегодня будем варить интересный металл, это у нас медь, толщиной примерно 3мм. Попробуем варит...
Всем привет!) Сегодня будем впервые тестировать аргоно-дуговой аппарат от компании TESLA TIG/MMA 315WCH AC/DC. Варить...
Настройка сварочного аппарата TIG MMA 315E ===================== Ссылка на аппарат: https://goo.gl/3Wa7ih Подписывайтесь на наш...
Аппарат предназначен для профессиональной импульсной сварки постоянным и переменным током TIG AC/DC, а так...
Аргонная сварка металла.Техника исполнения сварных швов. Ссылка на канал: http://www.youtube.com/channel/UCMYQzaTVvV9LxisvvwlYqTw...
"Сегодня будем варить аргоновым аппаратом Tesla TIG/MMA 256 AC/DC. Будем варить алюминий. Аргон чистый. Варим сейчас...
Этот ролик обработан в Видеоредакторе YouTube (http://www.youtube.com/editor)
"Сегодня будем тестировать аппарат от компании Tesla TIG/MMA 256 AC/DC. Мы с вами обсудим как варить трубу, она у нас...
http://www.220-volt.ru/catalog-148750/?ref=yb Инвертор сварочный AURORA INTER TIG 200 AC/DC PULSE Mosfet 6.2кВт 220В TIG/MMA 10-200А ...
Рассказывается доступным языком для обычных пользователей о процессе сварки, необходимом оборудовании,...
Аргонодуговая сварка алюминия. Основные настраиваемые параметры и циклограмма.
Видео-обзор линейки сварочных аппаратов Сварог TIG AC/DC PULSE, на примере аппарата TIG 200P AC/DC - подробнее по ссылке...
В этом видео мы расскажем с чего начать новичку, чтоб научиться варить аргонодуговой сваркой. Мы покажем...
При сварке алюминия были подобраны не правильные параметры, поэтому шов получился не очень хорошо. В следую...
Купить сварку можно здесь: https://yandex.ru/search/touch/?text=магазин%20Всё%20для%20сварки%20в%20Котласе&&lr=101045 Видео про берёз...
По всем вопросам можно писать мне, моя группа в ВК https://vk.com/svarkaargonomvtule Подписывайтесь и задавайте вопросы....
Узнать подробнее и приобрести сварочный аппарат ФОРСАЖ-200 AC/DC Вы можете в интернет-магазине производителя:...
Сварочный аппарат аргонодуговой сварки неплавящимся электродом FoxTig 1600D Pulse.
Всем привет!) Мы испытываем аппарат аргонодуговой сварки Tesla Weld TIG/MMA 315WCE AC/DC. Варить будем титан, присадочную...
Гавно сварочник Индустриальный аппарат аргонодуговой сварки AuroraPRO IRONMAN 315 AC/DC PULSE (TIG+MMA)
Подробно по ссылке ЖМИ!!!
заказать можно по ссылке ...
AuroraPRO INTER TIG 200 AC DC PULSE - http://spk-stan.ru/p277771829-apparat-argonodugovoj-svarki.html INTER TIG 200 AC/DC PULSE - самый ...
Аппарат аргонодуговой сварки AuroraPRO INTER TIG 200 AC/DC PULSE (TIG+MMA)
Компактный и функциональный сварочный аппарат СПИКА MASTERTIG 250 AC/DC – идеальный помощник для ...
Всем привет!) Сегодня будем тестировать аргонодуговой аппарат компании Тесла ТИГ ММА 256. Варить будем черны...
VARTEG TIG 200 DC - инверторный источник, предназначен для выполнения аргонодуговой сварки на постоянном токе....
Более Подробно По Ссылке ЖМИ!!!
Обзор сварочного аппарата Сварог TIG 200 P DSP AC/DC "PRO" (E201)
Инверторные аппараты серии ATIG 315P оснащены микропроцессорной системой управления и контроля сварочных...
Купить РЕСАНТА САИ-230-АД: https://goo.gl/uc4ddF САИ АД - это портативные инверторные сварочные аппараты с функцией...
Купить аппарат аргонодуговой сварки "Сварог" можно в нашем интернет магазине С варочный инвертор. ру https://svar...
Аргонодуговой сварочный аппарат ВД-201 AC/DC Неон, инверторный сварочный выпрямитель для аргонодуговой сварки...
Сварочный полуавтомат TIG 200P AC/DC (T2001) в Минске - http://sharx.org/by/ Риге - http://sharx.org/lv/ Москве - http://sharx.org/ru/ Скачать инст...
como excluir easy calendar do chrome como baixar ilimitado no mega 2017 instalar rom zenfone 2 como acelerar o video no movie maker slither pirata positivo s480 ficha tecnica sketchup 2016 crackeado 32 bits como resetar samsung galaxy core 2 instalar fifa 2015 pc como fazer intro no panzoid
debojj.net
Аппарат для аргонодуговой сварки
Сварка никогда не была простым и лёгким занятием. Каждый отдельный металл требует к себе определённого подхода во время его сваривания. Низкоуглеродистая сталь считается наиболее податливым материалом, поэтому её можно варить практически любыми сварочными аппаратами.
Но когда речь заходит о сварке цветных металлов, каких-либо легированных сталей, очень или тонких листов и мелких деталей, то простым сварочным аппаратом здесь не обойтись. При их использовании практически невозможно получить качественный и ровный шов, т.к. данные материалы мягки (или очень мелки) по своей натуре, из-за чего высока вероятность их порчи.

Цветной металл
Для сварки подобных металлов стали применяться сварочные аппараты аргонодуговой сварки, о которых и пойдёт речь ниже.
Чем данное оборудование отличается от традиционного электродугового аппарата? Разница между двумя этими устройствами, на самом деле, не очень большая, но существенная.
При варке металлов с использованием аргонодугового аппарата добиться качественного и ровного шва помогает инертный газ. Он подаётся на свариваемую поверхность в процессе варки, тем самым защищая раскалённый шов от окисления и попадающего извне азота, которого очень много в воздухе.
В основном для этих целей используется аргон (реже гелий или углекислый газ). Аргон тяжелее окружающего воздуха, поэтому он вытесняет его с поверхности шва.
Любой аппарат аргонодуговой сварки работает по следующей схеме:
- Электрическая дуга возникает между неплавящимся (зачастую вольфрамовым) или плавящимся электродом и самой свариваемой поверхностью. Как и в случае с традиционными сварочными аппаратами, электрод подключён к электрическому кабелю, а «масса» подведена к свариваемой поверхности.
- Горелка для аргонодуговой сварки (где, кстати, и расположен электрод) подаёт на шов инертный газ (который, в свою очередь, подаётся из баллона с регулятором).
- Газ выходит с очень большим давлением, благодаря чему и происходит вытеснение кислорода с рабочей поверхности.
- Далее, под дугу подводится присадочный пруток (но не обязательно во всех случаях). Пруток не подключён к общей электрической цепи и играет, скорее, вспомогательную роль в некоторых ситуациях, где это требуется.

Аргонодуговая сварка TIG
Существует две основные разновидности аргонодуговых сварочных аппаратов – ручные и механические. В первом случае сварка ведётся сварщиком, а во втором – при помощи специального автоматизированного оборудования. Зачастую механизированная сварка используется на производстве, где постоянно требуется варить одни и те же детали с ровными поверхностями. Ручная используется в труднодоступных для машин местах и при извилистых швах.
Варить с использованием данной технологии – весьма трудный процесс. Сварщики проходят специальное обучение аргонодуговой сварке и допускаются к ответственной работе только после того, как наберутся достаточным опытом.

Различные сварочные аппараты
Сегодня на рынке можно найти достаточно большой список устройств, сваривающих при помощи аргонодуговой технологии. Производители оснащают своё оборудование различными функциональными особенностями, наделяют их разными габаритами, выдаваемой силой тока, потребляемым напряжением и другими характеристиками. Но какого-либо универсального устройства для всех ситуаций на производстве или в быту (к примеру, различная толщина металла, требуемое максимальное время работы устройства без выключения на перерыв и прочее) не существует, поэтому выбирается такой сварочный аппарат, который более всего подходит под условия сварочных работ.
Но факт остаётся фактом – не найти лучшего средства и способа для сварки деликатных металлов и их соединений, чем использование аргонодуговой сварки. Но многие сварщики жалуются на скорость выполнения работы. И в правду, данная технология сварки требует гораздо большего времени, чем оно требуется при использовании традиционных сварочных аппаратов. Но затраченное время себя оправдывает, т.к. качество сварного шва находится действительно на высоком уровне.
Советуем прочитать:
stroysvarka.ru