Содержание
Варить арматуру или связывать проволокой?
Собрались залить фундамент и задумались над сооружением арматурного каркаса? Опытный строитель скажет, что качественный каркас позволяет залить прочное и долговечное основание. Бетон прочен на сжатие, но вот на излом хрупок. Поэтому надо использовать арматуру. Осталось только ответить на вопрос: как соединить пруты между собой – сварить их или связать?
Арматура, чем тебя крепить?
На первый взгляд, что может быть надежнее сварочного шва? Но полностью сваренный каркас не так уж и прочен – при заливке бетона и вибрации он может треснуть, что скажется на качестве фундамента. Связанные соединения более подвижны, что позволяет им выдерживать нагрузки при заливке. К тому же такой каркас обойдется дешевле. Необходимо лишь соблюдать технологию вязки и использовать качественную вязальную проволоку.
Связать узел нам поможет специальный инструмент – крючок для вязки арматуры. Его можно приобрести в магазине или соорудить самому.
Как, собственно, затянуть узел? Вот наглядный пошаговый пример:
Конечно, вы можете попробовать взять в руки пассатижи, но поверьте, крючок более удобен для этой работы. Только не переусердствуйте при затяжке, иначе проволока может лопнуть.
Давайте разберемся, что же такое проволока?
Проволока — это металлическая нить. И состав, и форма сечения проволоки может сильно различаться, в зависимости от того, где она применяется. Обычно её изготавливают путём протяжки (волочения) заготовки через последовательно уменьшаемые отверстия, либо путем непрерывного литья и проката.
Вязальная проволока производится из низкоуглеродистой стали, а качество, тип, упаковка и хранение регламентируется ГОСТ 3282-74. Она имеет широкий спектр применения и встречается, практически, на каждом шагу. В хозяйстве ее используют для изготовления пружин, сеток. Всем известная сетка-рабица делается из вязальной проволоки диаметром 5 — 6 мм. Более тонкие провода применяются в производстве штукатурных сеток. И даже колючую проволоку для заборов и ограждений делают из этой проволоки.
И даже колючую проволоку для заборов и ограждений делают из этой проволоки.
Выбираем вязальную проволоку
Проволока может быть разного диаметра, прошедшая термообработку и необожженная, с цинковым покрытием и без него, с нормальной точностью изготовления или с повышенной. Не стоит пугаться такого разнообразия — в магазине на вашу просьбу дать вязальную проволоку для арматуры, обязательно подберут то, что нужно.
Для армирования рекомендуют использовать отожженную проволоку. Она гибкая, прочная и устойчива к внешним воздействиям. Узлы из нее сделать проще, и соединение получится крепким. Метод обжига на технические свойства не влияет, но чтобы руки при работе с проволокой черного обжига остались чистые, придется использовать перчатки. Проволока светлого обжига не пачкается, так как процесс термообработки проходит без участия кислорода, но ее стоимость при этом возрастает.
Если имеются особые требования к сроку службы железобетонной конструкции, используйте оцинкованную проволоку, она имеет повышенную коррозийную устойчивость. К тому же, по отзывам на форумах, она еще и удобна в работе.
К тому же, по отзывам на форумах, она еще и удобна в работе.
Важно правильно подобрать диаметр проволоки и ориентир в этом – диаметр арматуры. Для малоэтажных домов используют арматуру 8-12 мм и обвязывают проволокой 1,2-1,4 мм. При выборе не стоит забывать, что чем больше диаметр проволоки, тем тяжелее с ней работать, но недостаточная толщина ухудшит крепежные свойства.
Теперь разберемся в маркировке
Термообработанная проволока обозначается буквой «О», при этом светлый обжиг – «С», темный – «Ч». Проволока с цинковым покрытием обозначается «1Ц» или «2Ц», где число — это класс плотности цинкового покрытия.
Теперь нужно рассчитать, сколько же проволоки потребуется. Самый простой способ вычисления такой – количество узлов умножаем на 0,5 и получаем требуемый метраж проволоки. Мы рекомендуем удвоить это количество, так как при вязке отрезки рвутся и теряются. После подсчета — переводим метры в килограммы. Это совсем несложно: посмотрите ниже таблицу соотношения массы и длины проволоки популярных диаметров.
Обычно проволоку поставляют в мотках или же намотанную на катушки. В мотке отрезок проволоки всегда один, а вот на катушке может быть до 3-х отрезков.
В интернет-магазине ООО «Первая Металлобаза» вы можете выбрать популярную в быту вязальную проволоку диаметром 1,2 мм (в бухтах от 50 до 300 кг).
как правильно поступать с арматурой
Каждый авторитетный знаток вам ответит, что арматуру не варят. Так к чему тогда эти разговоры? Вообще сварка – это верный способ испортить арматурный каркас, потому что все преимущества арматуры при таком способе соединения нивелируются. Почему это так, и нет ли подвоха в этом утверждении – давайте разберёмся.
Читайте в статье
- 1 Особые свойства и характеристики арматуры
- 2 Как скрепляют стержни арматуры
- 3 Некоторые нюансы сварки арматуры
Особые свойства и характеристики арматуры
Все, кто брался за стройку собственноручно, знают, что есть такие этапы строительства, преодолевать которые лучше с помощью узких специалистов-профессионалов. То есть некоторые нюансы лучше доверить мастеру, чтобы потом не пожалеть. Потому арматурщики – работники очень востребованные, и в сезон заманить их к себе на стройку можно только за очень хорошую плату.
То есть некоторые нюансы лучше доверить мастеру, чтобы потом не пожалеть. Потому арматурщики – работники очень востребованные, и в сезон заманить их к себе на стройку можно только за очень хорошую плату.
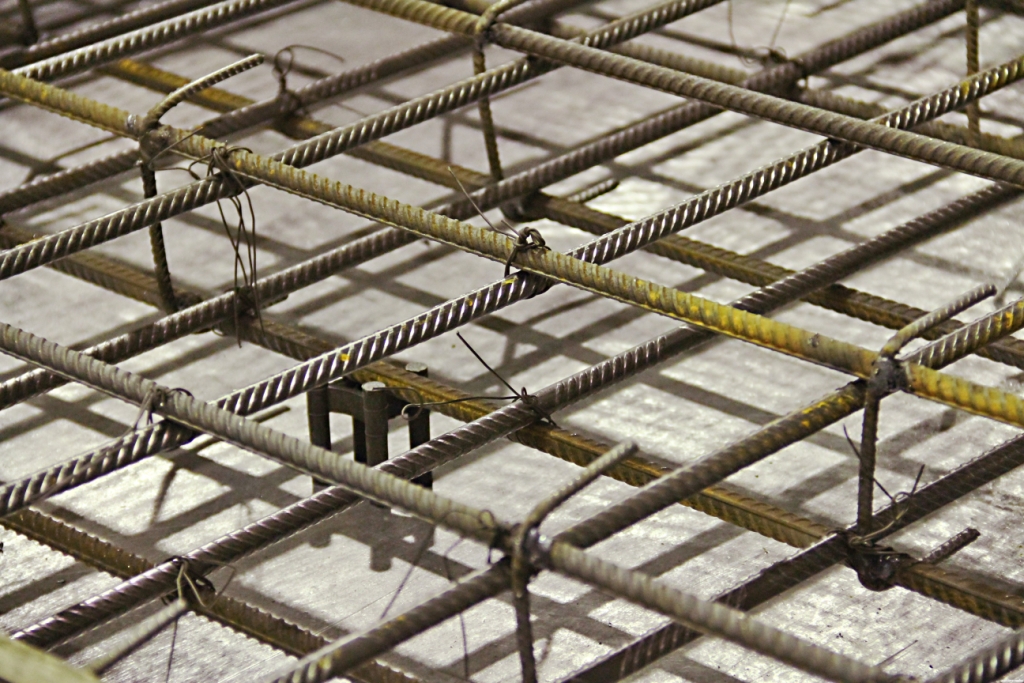
Что такого сложного в арматуре, ведь это всего-навсего стальной прут? Прежде всего это закалённый прут, и важно грамотно разместить его в толще бетона, чтобы он правильно принимал нагрузку. Для верного закрепления его нужно не просто зафиксировать перед заливкой, но и упереть в фиксаторы на стенках опалубки и в местах стыков стержней.
ФОТО: fgpip.ruКаркас должен прочно стоять в опалубке, и для этого в нескольких местах быстрее прихватить его сваркой, чем вязать. Но не испортит ли сварка всё дело?
Как скрепляют стержни арматуры
Итак, арматуру можно скреплять двумя основными способами – сваркой или связкой при помощи специальной проволоки. И тогда вопрос: если варить нельзя, зачем вообще об этом говорить? Не спешите делать вывод: нужно посмотреть на марку арматуры. Профессионалы всегда обращают на неё внимание, а вот домашние мастера зачастую не придают ей значения – и совершенно напрасно.
ФОТО: resursmsk.ruПомимо аббревиатуры А300, А400, А500 и т. д., в маркировке есть ещё и буквы, указывающие на особые свойства материала
Если есть буква К, значит, арматура устойчива к коррозии, если Т – она изготовлена из термомеханически упрочнённой стали, а вот С означает, что арматуру можно соединять с помощью сварки. То есть А400С – варить можно, а просто А400 – нельзя.
Если обозначения с буквой С нет, то при попытке варки будет нарушена структура стали, в местах сварки она утратит свою прочность, достигнутую закаливанием.
А маркировка, к примеру, А500С говорит о том, что эта арматура, имеющая высокую пластичность с минимальным содержанием легирующих добавок, может выдержать даже дуговую сварку без потери прочности.
ФОТО: dom.dacha-dom.ruТак что если вам нужно в некоторых местах для устойчивости и прочности прихватить арматуру сварочным аппаратом, нужно покупать материал с соответствующей маркировкой
Некоторые нюансы сварки арматуры
Важно помнить, что варить арматуру можно встык или внахлёст. И для каждого типа арматуры следует подбирать соответствующую силу тока.
И для каждого типа арматуры следует подбирать соответствующую силу тока.
Внахлёст варят такие детали каркаса, которые не будут подвергаться повышенным нагрузкам. Это совершенно ненадёжный способ, который не применяется в фундаментах. Для повышения прочности при сварке внахлёст шов делают как можно длиннее, а свариваемые поверхности предварительно зачищаются металлической щёткой.
ФОТО: media.bobruisk.ruТочечная сварка считается самой быстрой, но качественно выполнить её можно только в заводских условиях
Стыковая сварка, как и сварка внахлёст, не отличается прочностью. Её используют только в случае крайней необходимости, предварительно обваривая концы стыкуемых прутов.
Что касается выбора электродов, то профессионалы предпочитают АНО и МР. Для арматуры толщиной 5–8 мм берутся электроды 3 мм, для 8–10 мм, соответственно, 4 мм, а более 10 мм – 5. Сила тока тоже различается. Для арматуры с диаметром 5 мм достаточно 200А, 6 – 250А, 8 – 300А, 10 – 350А, 20 – 450А.
Подробнее о методах сварки – в этом видео:
Watch this video on YouTube
Остаётся только добавить, что все мы, к сожалению, зависим от порядочности производителей той же самой арматуры. А они, в отсутствие ГОСТов, зачастую экономят на исходном сырье и легирующих добавках. Плюс продавцы норовят подсунуть марку подешевле, а взять с вас подороже. Так что будьте бдительны: проверяйте всё и покупайте только тот материал, который не подведёт вас при сварке.
А они, в отсутствие ГОСТов, зачастую экономят на исходном сырье и легирующих добавках. Плюс продавцы норовят подсунуть марку подешевле, а взять с вас подороже. Так что будьте бдительны: проверяйте всё и покупайте только тот материал, который не подведёт вас при сварке.
А что вы думаете по этому поводу? Поделитесь своим мнением к комментариях!
Слабое звено из армированного нейлона
Этот автомобильный впускной коллектор, состоящий из двух частей, изготовленный методом литья под давлением из нейлона 6, имеет две половинки, сваренные вместе вибрационной сваркой. |
Волокна на линии вязания, ориентированные под углом 90° к приложенным нагрузкам, не добавляют прочности. На самом деле, трикотажные линии обладают прочностью ненаполненной смолы. |
Программное обеспечение Moldflow от Moldflow Corp., Вейланд, Массачусетс, моделирует течение жидкого пластика в форму для литья под давлением. |
Линии переплетения образуются при встрече двух противоположных потоков. Линии плавления образуются на границе двух параллельных потоков. |
 Это помогает дизайнерам предсказать, где могут образоваться линии вязания и соединения. Области, окрашенные в красный цвет, заполняются меньше всего, а синие — дольше всего.
Это помогает дизайнерам предсказать, где могут образоваться линии вязания и соединения. Области, окрашенные в красный цвет, заполняются меньше всего, а синие — дольше всего. Нейлоновые термопласты используются в самых разных областях, от автомобильных воздухозаборных коллекторов и бамперов до бытовой техники и электроинструментов. Изготовленные литьем под давлением нейлоны не деформируются при сварке, что делает их идеальными для сборок со сложной геометрией. Нейлон также остается жестким при температурах, близких к расплавленным, и имеет предсказуемую скорость усадки, поэтому детали легко извлекаются из оснастки и могут быть изготовлены с жесткими допусками. Относительно низкая вязкость позволяет ему легко затекать в формы сложной формы, в том числе с более тонкими сечениями. А детали с более тонкими стенками сокращают время охлаждения и время цикла, а также снижают вес продукта.
А детали с более тонкими стенками сокращают время охлаждения и время цикла, а также снижают вес продукта.
Но просто иметь возможность заполнить каждый уголок и трещину формы пластиком или сварить две формованные детали вместе, недостаточно. Потоки расплава также должны быть равномерно распределены и ориентированы, особенно при использовании армированных волокном пластиков. В этом отношении литье под давлением и сварка имеют нечто общее: линии вязания. Хотя механизмы, ответственные за их формирование, различны, но результаты схожи.
Линии вязания в формованных деталях
Жидкий пластик (расплав), обтекающий препятствия в формовочном инструменте, такие как вставки, ребра, сердцевины и т. д., образует так называемые линии вязания и соединения. Линии сплетения (плоскости) образуются там, где фронты потока встречаются с противоположных направлений, а линии слияния — с одного и того же направления.
Количество линий вязки определяется по формуле:
N = G + Co — 1
, где N = количество линий сварки, G — количество ворот, а Co = количество перекрывающих стержней или штифтов. Трикотажные линии, как правило, вызывают большую озабоченность, потому что они механически слабее, чем линии сплава, и могут быть значительно слабее, чем сыпучий материал. Прочность на растяжение ненаполненного нейлона примерно равна или примерно на 17% меньше, чем у объемного материала. Та же смола, содержащая 30% (по весу) стекловолокна, напротив, может терять 50% или более своей прочности на линиях вязания. И механическая прочность не улучшается с дополнительными или более сильными волокнами.
Трикотажные линии, как правило, вызывают большую озабоченность, потому что они механически слабее, чем линии сплава, и могут быть значительно слабее, чем сыпучий материал. Прочность на растяжение ненаполненного нейлона примерно равна или примерно на 17% меньше, чем у объемного материала. Та же смола, содержащая 30% (по весу) стекловолокна, напротив, может терять 50% или более своей прочности на линиях вязания. И механическая прочность не улучшается с дополнительными или более сильными волокнами.
Столь резкое падение прочности вокруг линий вязания происходит из-за того, что напряжение концентрируется на острых V-образных вырезах. Вырезы образуются, когда волокна ориентированы ортогонально основному потоку расплава. Это, в свою очередь, способствует неполному молекулярному запутыванию или диффузии и даже образованию микропустот. В воротах (местах инъекций) волокна располагаются случайным образом, а затем выравниваются с основным потоком. Когда фронты потока встречаются, волокна, поворачивающиеся на 90° к основному потоку, не добавляют прочности. Фактически, испытательные образцы (33 мас. % стекловолокна и нейлона 6) демонстрируют на 50-60% меньшую прочность в поперечном направлении.
Фактически, испытательные образцы (33 мас. % стекловолокна и нейлона 6) демонстрируют на 50-60% меньшую прочность в поперечном направлении.
Эти трещины также усиливают модификаторы ударопрочности. Ударопрочные пластики при впрыскивании в форму, особенно при чрезмерно высоких температурах расплава, демонстрируют так называемый «фонтанный поток». Здесь добавка не достигает слоя замороженной стенки напрямую, а вместо этого стекает сначала по центру полости формы к фронту расплава. Это может изменить направление потока и ориентацию полимерных молекул и волокон, способствуя образованию V-образного надреза.
Повышение температуры формы и расплава — ниже уровней, при которых разрушается полимер, — способствует более медленному охлаждению и в большинстве случаев повышает прочность. Хотя доминируют эффекты температуры расплава, чрезмерно холодные стенки формы могут слишком быстро затвердевать жидким пластиком, создавая корки с более низкой кристалличностью, чем при более медленном охлаждении сердцевины. Повышение температуры формы, более быстрое заполнение форм, отказ от разделительных смазок и более высокое давление упаковки — все это может укрепить трикотажные линии.
Повышение температуры формы, более быстрое заполнение форм, отказ от разделительных смазок и более высокое давление упаковки — все это может укрепить трикотажные линии.
Тем не менее, детали, изготовленные из наполненных термопластов (армирование стекловолокном, наполнители, модификаторы ударной вязкости и т. д.), должны иметь соответствующее пониженное допустимое рабочее напряжение. Кроме того, на поверхностях, несущих более высокие нагрузки, не должно быть линий переплетения. То же самое относится и к сварным конструкциям.
Формирование линии сварки
Линии сварки очень похожи на линии переплетения в том смысле, что они образуются при встрече двух потоков расплава. В этом случае плавление ограничивается границей раздела компонентов или линией сварки. Тепло для процесса поступает от трения (линейная или орбитальная вибрация, вращение или ультразвук), контакта с горячей пластиной или лазерного излучения. Инфракрасная лазерная сварка на просвет является относительно новой технологией, но ожидается, что она будет быстро развиваться, в то время как другие методы, такие как линейная вибрационная сварка, уже широко используются.
Как и при литье под давлением, линейная вибрационная сварка имеет ряд регулируемых параметров, каждый из которых может повлиять на целостность сварного шва. К ним относятся амплитуда, давление и продолжительность зажима и удержания, а также расплавление. Повышение амплитуды сварки и снижение давления повышают прочность сварного шва на растяжение. Увеличение толщины плавления или межфазной толщины также улучшает прочность на растяжение. Аналогичные улучшения происходят при более высоких температурах плавления. Однако форма и направление колебаний не оказывают заметного влияния на механические свойства сварного шва.
В большем количестве конструкций используется пластмасса на основе нейлона
Меньший вес и более низкие производственные затраты — вот две причины, по которым использование нейлона для автомобильных компонентов под капотом выросло с 87 500 тонн в 1999 году до 165 000 тонн в настоящее время. ожидается, что к 2005 г. он достигнет 230 000 тонн (Северная Америка и Европа). Нейлон, армированный стекловолокном и минеральным волокном, позволяет автопроизводителям изготавливать сварные резервуары для жидкости, резонаторы, крышки и компоненты шасси, которые могут весить на 40–55 % меньше, чем штампованные стальные или литые аналоги.
Нейлон, армированный стекловолокном и минеральным волокном, позволяет автопроизводителям изготавливать сварные резервуары для жидкости, резонаторы, крышки и компоненты шасси, которые могут весить на 40–55 % меньше, чем штампованные стальные или литые аналоги.
Аналогичное снижение веса возможно для различных электроинструментов и садово-огородного инвентаря. Армированные стекловолокном и наполненные нейлоны также помогают сократить количество отходов, поскольку они в основном сохраняют свои механические свойства даже после нескольких циклов повторной формовки/переточки. Сегодня доступно более десятка классов нейлоновых смол (полиамидов).
| Влияние наполнителей на прочность трикотажа и шва | |||||||||||
| СТЕКЛОВОЛОКНО, мас. % | МИНЕРАЛЬНОЕ ВОЛОКНО, вес. % | МОДИФИКАТОР УДАРА, мас. % | PLASTIC TENSILE STRENGTH, MPa | KNIT LINE TENSILE STRENGTH, MPa | WELD LINE TENSILE STRENGTH, MPa | ||||||
| 0 | 82. | 85.5 | 81.0 | ||||||||
| 0 | 40 | 90.0 | 77.0 | 81.5 | |||||||
| 0 | 4 | 54.0 | 51.6 | ||||||||
| 6 | 85.0 | 83,1 | |||||||||
| 14 | 125,0 | 89,1 1 10008 90.7 | |||||||||
| 15 | 25 | 126.0 | 90.0 | 84.8 | |||||||
| 25 | 160.0 | 90.2 | |||||||||
| 33 | 185,0 | 89,2 | 85,6 | 3 70011 | 5 | 152. | 62.0 | ||||
| 45 | 208.0 | 82.1 | |||||||||
| 50 | 220.0 | 83,3 | 80,5 | ||||||||
| 63 | 229,0 | 9,0008 | 79.2 | ||||||||
| При температуре 23°C, в сухом состоянии, как формованный пластик на основе нейлона-6 и оптимизированные условия обработки. Испытания проводились в Honeywell International, Engineered Applications & Solutions, Морристаун, Нью-Джерси, | |||||||||||
 0
0 0
0Большое спасибо доктору Вэлу Кагану, Honeywell International, Engineered Applications & Solutions, Морристаун, Нью-Джерси, за помощь в написании этой статьи.
В чем разница между линиями сварки, вязания и плавки и почему это важно?
В индустрии литья пластмасс под давлением мы работаем с материалами, которые являются побочными продуктами переработки нефти и формами, изготовленными из металлического литья, поэтому наша терминология должна быть, по крайней мере, немного запутанной.
Три термина, которые часто путают, — это линии сварки, слияния и вязания. Линии плавления и вязания на самом деле являются разными типами линий сварки. Давайте рассмотрим, что вызывает дефекты линий оплавления и вязания, как они влияют на долговечность детали и в чем разница между ними.
Что вызывает появление линий вязания и оплавления?
Как и многие несоответствия деталей, эти нежелательные функции коренятся в дизайне продукта. Поскольку наш материал вводится через ворота, он должен проходить через полость и вокруг различных элементов, таких как отверстия или выступы (показаны на изображении 1).
Если в бобышке винта присутствует линия переплетения, бобышка, скорее всего, треснет, когда в нее ввинчивают винт, что приведет к несоответствию деталей.
Для автомобильных деталей это приводит к ударам, скрипу или грохоту деталей.
Для электроники сломанная втулка винта не позволит должным образом сжать уплотнение, что приведет к повреждению драгоценной печатной платы (печатной платы) водой.
Для деталей сантехники, если они находятся в канавке уплотнительного кольца, существует вероятность того, что будет просачивание жидкости, вызывающее медленное капание.
В отрасли производства трубных фитингов, если с ними не справляются должным образом, фитинг не пройдет испытания на разрыв или разрушение, что приведет к выходу продукта из строя в полевых условиях.
Изображение 1: Винтовая втулка
Думайте об этом, как о воде, текущей по реке с торчащим из поверхности камнем. Как только вода достигает скалы, поток должен разделиться, продолжить движение вокруг и сойтись на противоположной стороне.
На чем мы хотим сосредоточиться, так это на схождении, чтобы определить, является ли это вязанием или соединением.
Линия плавки
Линия соединения определяется как повторное слияние двух фронтов потока после того, как пластический поток был разделен элементом в конструкции детали. Визуализируйте это, когда вы выезжаете на автостраду после долгого дня в офисе — мы все едем в одном направлении и должны придумать, как добраться туда без повреждений. На изображении 2 видно, как фронт потока расщепляется за счет прямоугольного ядра наружу и снова сливается на противоположной стороне. Поскольку внутри полости формы больше места, фронт потока продолжается дальше, создавая новый фронт потока.
Визуализируйте это, когда вы выезжаете на автостраду после долгого дня в офисе — мы все едем в одном направлении и должны придумать, как добраться туда без повреждений. На изображении 2 видно, как фронт потока расщепляется за счет прямоугольного ядра наружу и снова сливается на противоположной стороне. Поскольку внутри полости формы больше места, фронт потока продолжается дальше, создавая новый фронт потока.
Изображение 2: Материал обтекает и сходится после выхода прямоугольного сердечника, продолжая течь и формируя линию сплава
Этот стык не такой прочный, как непрерывный поток. Поскольку фронт потока может сливаться и продолжать течь через полость, больше шансов, что он сможет герметизировать эту область, тем самым увеличивая ее прочность.
Линия вязания
Линия переплетения — это когда два фронта потока сходятся, но вместо того, чтобы сливаться, это похоже на лобовое столкновение на остановке с четырьмя направлениями. Это некрасиво и добром не кончится.
Это некрасиво и добром не кончится.
Изображение 3: Материал, обтекающий стоячий керн
Как только эти два фронта потока встречаются, геометрия полости для протекания больше не существует, что затрудняет создание давления в этой области детали, впоследствии результат становится даже слабее, чем линия сплавления.
Выбор материала
Некоторые материалы более щадящие по прочности, чем другие. Материалы (ПЭВП, ПП, ПОМ) с обтекаемой структурой (показаны на Рисунке 4) обычно обладают более высокой прочностью, поскольку полимерные цепи легче переплетаются. Случайные структуры, содержащие бензольные кольца, встречающиеся в других материалах (ПК, ПММА, АБС), снижают способность полимерных цепей легко сливаться вместе. Эти бензольные кольца также увеличивают вязкость, снижают скорость усадки и повышают прочность, за исключением линий вязания и/или оплавления.
Рис. 4: Верх, обтекаемая структура из полиэтилена высокой плотности
4: Верх, обтекаемая структура из полиэтилена высокой плотности
Нижняя часть, поликарбонат произвольной формы
Материалы с физическими наполнителями, такими как стекло, углерод, металлические чешуйки и т. д., снижают способность положительно влиять на прочность вязания или сшивки. Это происходит по нескольким причинам.
Во-первых, температуры, при которых мы обрабатываем большинство термопластов (от 400 до 600 o F), значительно ниже точки плавления этих типов наполнителей (стекло от 2552 до 2912 o F) … если они даже растают. В этой ситуации у нас есть не только элемент внутри полости, препятствующий течению пластика, но и твердое тело, взвешенное во фронте потока, что еще больше сеет хаос. Поэтому нам необходимо проверить ориентацию волокна до элемента и то, как она отличается после элемента (показано на изображении 5).
Изображение 5: Ориентация волокон до и после сердцевины
Ключом к пониманию изменений прочности поврежденной части является понимание того, как разбиваются тестовые образцы и как собираются данные.
Испытание на удар по Изоду, показанное ниже на Рисунке 6, использует утяжеленный маятник для удара по образцу. Показания представлены в количестве энергии, необходимой для разрушения образца, обычно в футо-фунтах/дюймах 2 . Чем больше энергии требуется для разрушения образца, тем прочнее материал.
Изображение 6: Прибор для испытания на удар по Изоду
Еще одна область, которую нам необходимо рассмотреть, — это данные ASTM для образцов с надрезом и без надреза, показанные ниже на изображении 7. Из-за элементов, из которых состоит полимер, их расположение и связи определяют, насколько сохраняется прочность. Линия переплетения аналогична надрезу в образце ASTM.
Изображение 7: Тестовые образцы ASTM
Хотя формованная деталь с линией вязания может вести себя не совсем так, как тестовый образец, лист технических данных покажет нам, насколько потенциально может быть потеряна прочность.
Например, есть определенные материалы, которые настолько прочны, что тест ASTM не может разрушить образец без надреза, но ценность образца с надрезом чрезвычайно низка. Одним из примеров этого является ПК, используемый в медицинской промышленности (показан ниже на диаграмме 1).
Таблица 1: Калибр™ MEGARAD™ 2081-15
Другие материалы, такие как полипропилен, показанный ниже в Таблице 2, разрушаются по методу испытаний ASTM как с надрезом, так и без надреза.
Таблица 2: Gapex® HP RPP20EU98HB
Ни один из этих материалов не является плохим, но мы должны понимать их ограничения и то, как правильно приспособить дизайн для достижения желаемой цели.
То, на что мы обращаем внимание в качестве признаков прочности, — это падение между образцом без надреза и образцом с надрезом. Это может помочь нам понять, насколько слаба вязаная линия потенциально по сравнению с непрерывным потоком пластика.
Дизайн пресс-формы
Место, где линия сшивания или соединения будет находиться в пределах геометрии детали, сильно зависит от расположения литника. Используя моделирование потока, мы можем предсказать, где это может произойти. Тем не менее, расположение ворот может быть выбрано на основе функциональности детали, размещая линии вязания или соединения в критических областях для обеспечения надлежащей функциональности.
Обработка
Улучшение прочности трикотажных или литейных линий может быть чрезвычайно затруднено при обработке, поскольку существует так много факторов, которые уже зафиксированы, например, геометрия детали, расположение ворот, длина потока и материал. Лучшее, на что мы можем надеяться, — это улучшить давление на линию вязания или соединения за счет сочетания температуры расплава, температуры формы, скорости потока и удерживающего давления.