Автоматическая и полуавтоматическая сварка под флюсом. Автоматическая и полуавтоматическая сварка
Автоматическая аргонодуговая сварка: способы, особенности
В промышленной сфере нередко используется автоматическая сварка, когда нужно создать большое количество одинаковых деталей. Современные технологии позволяют без особого труда создать серийное производство, не используя непосредственный человеческий труд. Специальные автоматические системы обеспечивают точное выполнение заданных процедур, которые будут повторяться на каждом последующем изделии. Машины для выполнения такой работы представляют собой целый комплекс, который может провести практически все стандартные процедуры соединения металла. От человека по большей части требуется только настраивать автоматический аппарат под нужный режим и следить за выполнением работы. Практически все автоматические модели отличаются высокой стоимостью, но для промышленной эксплуатации все это оказывается окупаемым.

Процесс автоматической сварки
Благодаря своей высокой стоимости и большим габаритам, в частной сфере данная техника не находит применение. Это неудобно и не практично, тем более что не возникает потребности в подобных мощностях. Если же рассматривать те области, которые специализируются на выпуске металлических конструкций и изделий в крупных масштабах, то здесь автоматическая сварка оказывается незаменимой. Если мощность, то его применение получается весьма эффективным. Это может быть при производстве автомобилей и прочей моторизированной техники, велосипедов, строительных металлоконструкций и в других областях.
Преимущества
К основным преимуществам относятся следующие факторы:
- На создание большого объема одинаковых работ требуется меньшее количество человеческого труда;
- Скорость выполнения сварки становится более точной;
- Все изделия будут сделаны практически одинаково, так что исключается брак по неосторожности человека;
- Точно соблюдаются режимы во всех случаях;
- Серийное производство становится более выгодным в экономическом плане.
Недостатки
Автоматическая сварка труб и прочих изделий является весьма своеобразным делом, так что тут есть не только положительные стороны, но и отрицательные:
- Для мелкомасштабных работ такой метод оказывается совершенно бесполезным, так как очень затратен и требует длительной подготовки;
- Оборудование обладает высокой стоимостью, что делает его недоступным даже для некоторых предприятий, не говоря уде о частных лицах;
- Оборудование занимает много места, тогда как ручные аппараты и полуавтоматы оказываются более компактными;
- Автоматика сложна в обслуживании и ремонте;
- Для работы на автомате нужна специальная подготовка, отличающаяся от той, которая требуется для стандартной сварки.
Различия автоматической и полуавтоматической сварки
Автоматическая и полуавтоматическая сварка являются достаточно разными способами соединения металла. На самом деле полуавтоматическая даже ближе к обыкновенной ручной по своему принципу проведения. В ней также все процедуру выполняются вручную. Главной ее особенностью является то, что есть автоматический инструмент подачи присадочного материала. Скорость на этом инструменте можно регулировать. В зависимости от марки самого аппарата, она может иметь две и более скоростей. Это важно при выборе режима сварки. В остальном же, все делается так же, как если бы проволока подавалась вручную.

Процесс полуавтоматичкой сварки
Если рассматривать каковы имеются особенности у автоматической сварки, то здесь стоит сразу отметить, что практически все операции выполняются автоматически. Весь процесс, начиная от подачи и заканчивая созданием шва, проводится машиной. От человека не требуется проведение сварочных операций, розжига дуги, ведения сварочной ванны и так далее. Тут нужно только настроить аппарат и запустить его. Весь основной процесс кроется в подготовительных процедурах.

Автоматическая сварка труб
Также стоит отметить внешний вид и конструкцию аппаратов. Некоторые виды сварочных инверторов обладают гибридной структурой, когда они могут использоваться для ручной и газовой полуавтоматической сварки, при докупке соответствующих аксессуаров. Таким образом, это компактный аппарат, который может храниться в гараже в домашних условиях. Автоматический аппарат обладает, куда большими габаритами. Он также является стационарным и его практически никуда нельзя перенести вручную. Это все обусловлено особенностями работы и компактнее его сложно сделать, но в мобильности он сильно проигрывает.
Особенности сварки
Главной особенностью такого процесса как автоматическая сварка является очень отсутствие необходимости в человеке при непосредственном сваривании. Она сильно отличается от всех остальных. Существует большое количество аппаратов, рассчитанных на узкоспециализированное применение.
«Важно!
Для сварки крупной техники, транспортных средств, смонтированных на каркас и прочих изделий, которые обладают большими размерами, применяются сложные автоматы, на которых может быть несколько источников дуги.»
Каждый из них проводит свою процедуру. Их сложнее перестраивать для других операций, но в своей сфере они являются единственным средством соединения.
Автоматические способы сварки применяются и для более мелких изделий. Это более простые и универсальные аппараты. Их особенность состоит в возможности легкой перестройки под заданный параметр. К примеру, если нужно выполнять сварку большого количества мелких деталей, то данный вариант будет намного лучше, чем более сложные виды техники.
Виды автоматической сварки
Автоматические способы сварки зависят от конкретной технологии, которая используется для расплавления металла. Среди основных разновидностей стоит выделить следующие:
- Автоматическая дуговая сварка – выполняется при помощи закрытой или открытой дуги. Аппараты выпускаются с одним или несколькими источниками дуги. Открытая дуга позволяет защитить металл от воздействия азота и кислорода, так как образует тонкий слой жидкого шлака. Закрытая дуга осуществляется при помощи зернистого флюса. Данный метод является одним из самых популярных видов автоматической сварки, которые используются в промышленности. Он дает высокую производительность и хорошее качество соединения.
Автоматическая дуговая сварка
- Газоэлектрическая – одна из разновидностей дуговой сварки, которая производится в среде защитного газа. Для этого используется водород, аргон, гелий или различные газовые смеси.
- Сварка под флюсом – применяется в мостостроении, машиностроении и прочих крупных сферах. Здесь применяется добавочный флюс, улучшающий качество соединения и уменьшающий количество брака. Для такого дела применяются самоходные аппараты, сварочные тракторы и так далее.
- Электрошлаковая – относительно новый способ без дугового сваривания металлов, который основан на плавлении заготовок. Основной температурной силой здесь выступает расплавленный шлак. Здесь также имеется выбор с одно- или многоэлектродными аппаратами, рассчитанные на одну или несколько фаз сети. Шлаковая ванна имеет глубину от 1 до 5 см.

Автоматическая электрошлаковая сварка
Техника безопасности
Практически все процедуры для обеспечения техники безопасности проводятся предварительно. Поверхность самого аппарата должна быть очищена от лишних предметов, пыли, грязи и прочего мусора. Поблизости не должно быть легко воспламеняемых предметов. Специалист должен использовать средства индивидуальной защиты. Во время работы техники запрещается вмешиваться в проведение автоматического процесса.
Заключение
Разобравшись, чем отличается автоматическая сварка от полуавтоматической, стоит понимать, что данные процессы очень разные по сфере своего использования. Автоматы являются совершенно новым уровнем, и развитие их происходит по другим параметрам. Некоторые из них создаются, к примеру, исключительно для производства автомобилей на конкретных заводах.
svarkaipayka.ru
Автоматическая и полуавтоматическая дуговая сварка — Мегаобучалка
Одновременно с разработкой методов улучшения качества сварного шва развитие сварочной техники шло в направлении повышения производительности и автоматизации процесса.Производительность процесса дуговой сварки зависит от мощности дуги. Значительное увеличение напряжения дуги невозможно по соображениям техники безопасности. Попытки же поднять мощность путем увеличения силы тока ограничивались двумя обстоятельствами. Во-первых, при увеличении силы тока происходит нагрев стержня электрода ввиду того, что тек подводится от держателя к концу электрода, а электрическое сопротивление стержня достаточно велико. Во-вторых, большое тепловыделение в дуге вызывает интенсивное кипение сварочной ванны, разбрызгивание металла и совершенно неудовлетворительное формирование шва.Некоторое время назад стремились достигнуть повышения производительности увеличением диаметра электрода, при котором удавалось увеличить силу тока без перегрева стержня. Применялись электроды диаметром 8, 10 и 12 мм. Однако работать столь большими электродными стержнями было очень неудобно. Применение скользящих электрических контактов для подвода тока к концу электрода вблизи дуги оказалось конструктивно сложным и все равно не устраняло разбрызгивания.
Таким образом, создался как бы технологический предел повышения производительности дуговой сварки. Автоматизация процесса, т. е. механизированная подача проволоки в дугу и перемещение последней вдоль соединения, не исправляла положения. Применение автоматов в этих условиях было бесполезным, так как не обеспечивало основного условия - повышения производительности труда.Коренное решение вопроса о повышении производительности электросварки было получено в 1936-1937 гг., когда в США, а затем и в СССР был применен метод автоматической электросварки закрытой дугой, т. е. под слоем флюса.Схема современного метода автоматической сварки под флюсом. Сварочная проволока подается в дугу специальным механизмом (головкой) из бухты. Флюс засыпается из бункера. Дуга (невидимая для глаза) горит под слоем флюса, расплавляет часть флюса и образует в нем пузырь, заполненный газами и парами веществ, испаряемых дугой. Питание дуги электрическим током осуществляется от специального источника (трансформатора с дросселем или генератора постоянного тока).
Автоматическая сварка под флюсом имеет следующие преимущества перед ручной сваркой.1. Достигается резкое повышение производительности сварки (иногда в 10-20 раз) благодаря:а) применению больших сил тока без увеличения диаметра электрода; ток подводится вблизи конца электрода, и поэтому, несмотря на повышение плотности тока, не происходит перегрева электрода; наличие флюса, оказывающего давление на зону дуги и ванну (около 6-9 г/см2), предотвращает разбрызгивание металла при большой плотности тока и обеспечивает правильное формирование шва;б) уменьшению количества наплавленного металла вследствие более глубокого проплавления основного металла и увеличения его доли в формировании шва;в) возможности сваривать швы большого сечения за один проход.2. Экономится электродная проволока благодаря отсутствию потерь на огарки и резкому снижению потерь на угар и разбрызгивание.3. Экономится электроэнергия, что обусловлено высокими режимами сварки и лучшим использованием тепла дуги.При автоматической сварке под флюсом может быть получено более высокое качество металла шва, чем при ручной сварке, благодаря лучшей защите наплавленного металла от вредного действия кислорода и азота воздуха, отсутствию пор, шлаковых включений и непроваров, и большей плотности металла. Кроме того, при сварке под флюсом устраняется вредное действие излучения дуги. Снижаются требования в отношении квалификации сварщиков.
Дальнейшим развитием и видоизменением способа сварки закрытой дугой явилась полуавтоматическая сварка под флюсом. При полуавтоматической сварке перемещение дуги вдоль шва осуществляется вручную, а подача проволоки - автоматически. По предложению В. П. Демянцевича и И. А. Блоха применяется проволока малого диаметра (1,2-2 мм), которая подается в дугу по гибкому шлангу. Используется повышенная плотность тока.Флюс засыпается в зону дуги из бункера, укрепленного на конце шланга. Бункер с рукояткой и наконечником, направляющим проволоку, представляет собой единый электрододержатель. Существуют установки и с пневматической подачей флюса от отдельно стоящего бункера по второму параллельному шлангу.Благодаря малому диаметру проволоки обеспечиваются достаточная гибкость шланга и большая маневренность. Относительно небольшая сила тока позволяет использовать компактные источники питания (такие же, как при ручной дуговой сварке). Полуавтоматическая сварка под флюсом находит в судостроении весьма широкое распространение, главным образом, для сварки угловых швов, протяженность которых в корпусных конструкциях наиболее велика.В области применения автоматической и полуавтоматической сварки под флюсом Советский Союз занимает ведущее место. Автоматической сваркой свариваются сотни тысяч тонн металлоконструкций. Объем применения автоматической и полуавтоматической сварки в судостроении достиг сейчас 60-70% от общего объема сварочных работ.В 1949 г. Г. З. Волошкевичем был предложен метод автоматической дуговой сварки с принудительным формированием для выполнения швов в вертикальном или наклонном положении. При обычной автоматической сварке со свободным формированием вследствие относительно большого объема сварочной ванны сварка на вертикальной плоскости, очевидно, невозможна, так как жидкий металл вытекает из сварочной ванны. Для того, чтобы предотвратить вытекание сварочной ванны, необходимо искусственно охлаждать ее с поверхности, прижимая медными ползунами или диском.Процесс ведется проволокой малого диаметра (как правило 3 мм) автоматом, перемещающимся вместе с ползуном по зубчатой рейке, укрепленной параллельно свариваемому шву.
В настоящее время создаются автоматы для сварки даже в потолочном положении (например, неповоротных стыков трубопроводов больших диаметров). Удержание сварочной ванны от вытекания производится в них при помощи медного диска. Электрошлаковая сварка. Электрошлаковая сварка - дальнейшее развитие метода автоматической сварки с принудительным формированием. При электрошлаковом процессе, в отличие от других способов сварки, источником нагрева служит тепло, выделяющееся в жидкой шлаковой ванне при прохождении через нее электрического тока. Ванна расплавленного шлака создается между кромками двух деталей и поддерживается от вытекания охлаждаемыми медными планками или специальной формой. В шлаковую ванну погружается плавящийся электрод. Электрический ток, проходя через расплавленный шлак, вследствие сопротивления последнего разогревает ванну. Благодаря высокой температуре шлаковой ванны в ней расплавляется погруженный электрод и оплавляются кромки деталей. Жидкая металлическая ванна из расплавленного электродного и основного металла располагается внизу, под шлаком. По мере плавления электрода сварочная ванна и находящийся над ней шлак постепенно поднимаются вверх, а затвердевающий в нижней части металл образует сварной шов. При большой толщине свариваемого металла в ванну может подаваться не один, а несколько параллельных электродов в виде прутков (иногда в виде пластин).
При электрошлаковой сварке тепло используется, главным образом, для плавления основного и присадочного материала, так как флюса расплавляется очень мало. Расход электроэнергии на 1 кг наплавленного металла получается низким.Благодаря большой силе тока, доходящей до 6000 а, обеспечивается высокая производительность процесса, причем его эффективность особенно высока при сварке металла больших толщин (100-200 мм и выше). Одним из преимуществ процесса является то, что не требуется точная обработка и подгонка кромок под сварку. При больших толщинах такая обработка очень трудоемка и ее исключение дает значительную экономию. Существуют различные варианты электрошлаковой сварки в зависимости от конструкции шлакоудерживающих устройств: например, с подвижными охлаждаемыми ползунами, ванношлаковая в неподвижной форме и др. Схемы электрошлаковой сварки разделяются также по количеству, форме и способу подачи электродов (проволочными электродами, пластинчатыми электродами, плавящимся мундштуком и др.). Дуговая сварка в защитных газах. Защита металла шва при дуговой сварке может осуществляться не только применением слоя флюса, но и путем создания газовой оболочки. Для этого газ по шлангу подают в зону дуги или производят сварку в замкнутом сосуде, наполненном газом. В качестве защитных газов используются нейтральные газы (гелий или аргон), углекислый газ, азот или водород. Наиболее распространена сварка в струе аргона, обеспечивающей надежную защиту от окисления и, благодаря этому, получение высоких механических свойств металла шва. Могут быть применены как неплавящиеся (вольфрамовые), так и плавящиеся электроды. В частности, последний способ с применением алюминиевой проволоки, подаваемой в дугу полуавтоматом, широко используется для сварки судовых конструкций из алюминиевых сплавов. Полуавтоматическая и автоматическая сварка стали в среде углекислого газа была разработана в 1950-1952 гг. К. В. Любавским и Н. М. Новожиловым. Этот процесс особенно перспективен благодаря высокой экономичности. Схема процесса незначительно отличается от схемы аргоно-дуговой сварки. Процесс ведется плавящимся электродом, подаваемым в горелку автоматом или полуавтоматом. Применяется электродная проволока диаметром 1-2 мм с повышенным содержанием элементов-раскислителей (марганца и кремния).
Вибродуговая наплавка. Автоматическая дуговая наплавка вибрирующим электродом в среде электролита разработана в СССР в 1951 г. Этот способ служит для нанесения на поверхность детали твердых и тонких поверхностных слоев без значительных структурных изменений и деформирования деталей.Сущность способа состоит в том, что между изделием и электродом, конец которого колеблется специальным вибратором, возникают кратковременные дуги. При этом на поверхности детали постепенно наплавляются частицы электродного материала. Для охлаждения металла в зону сварки все время подается жидкость.Электродуговая резка. Электрическая дуга может быть использована не только для сварки, т. е. соединения металлов, но и для их резки. Электродуговая резка осуществляется металлическим или угольным электродом на больших силах тока, чтобы обеспечить максимальную глубину проплавления. Расплавляющийся металл должен удаляться из места разреза. Для этого резку начинают с кромки или же прожигают отверстие: расплавленный металл из места разреза стекает вниз. Применяют дуговую резку черных и цветных металлов. Дуговую резку алюминия и его сплавов осуществляют вольфрамовым электродом в защитной среде аргона либо дуговой плазменной головкой.Одной из разновидностей дуговой резки является воздушно-дуговая строжка. Сущность ее состоит в том, что удаляемый слой металла расплавляется электрической дугой, а затем выдувается из зоны дуги сильной воздушной струей, направляемой сбоку из шланга. Чтобы не вводить лишнего электродного материала, резка ведется угольным электродом. Процесс весьма производителен и широко используется при подготовке канавок с обратной стороны шва (для подварочного шва), при удалении дефектных швов и т. д.
20.Автоматическое регулирование процесса контактной сварки.
megaobuchalka.ru
Сварка автомат и полуавтомат чем отличаются
что такое сварка полуавтомат — Сварочные аппараты. Что такое сварка автомат и сварка полуавтомат? Чем они отличаются? — 2 ответа
В разделе Техника на вопрос Сварочные аппараты. Что такое сварка автомат и сварка полуавтомат? Чем они отличаются? заданный автором Андрей Васильевич лучший ответ это Полуавтоматическая сварка это почти как ручная, только на сварочном аппарате ставится катушка со сварочной проволокой, которая по шланг-проводу автоматически ползет к держаку. По этому же шлангу можно также подавать газ, на пример при сварке в среде аргона. При всей этой механизации варит все таки сварщик.В автоматической сварке работает уже не сварщик, а устройство: сварочный трактор или манипулятор. И проволока автоматически подается под слой гранилированого флюса. Функции человека только ограничиваются установкой устройства в начале сварного шва
Ответ от Борис Дмитрачков[гуру]Полуавтоматическая сварка - это сварка проволокой в среде защитных газов. Используется преимущественно при кузовных работах и работах с тонким металлом.Автоматическая сварка под флюсом предназначена для более серьезных и объемных работ, для автоматизации процесса сварки и происходит с помощью ссылка.
Ответ от Александр Шелабанов[новичек]Наша группа в VK о сварке: , присоединяйтесь)2oa.ru
Полуавтоматическая сварка – принцип работы, отличие от автоматической сварки
Теперь же, поговорим о полуавтоматической сварке. Создавать о ней отдельный раздел не стоит, так как между автоматической и полуавтоматической сваркой существует небольшое количество отличий. Основное из них – это наличие или отсутствие процесса механизации во время работы. Так, если автоматическая сварка предполагает автоматическое перемещение сварочной проволоки, то полуавтоматическая сварка требует перемещения этой проволоки вручную. Однако назревает вопрос – зачем вообще нужна полуавтоматическая сварка, если есть возможность делать все на автомате, без присутствия человеческого фактора? На самом деле, все очень просто. Автоматическая сварка очень популярна и распространена при массовом производстве. Так, сварочные аппараты настраиваются под определенную программу, и по мере поступления изделий для сварки, аппараты включаются без вмешательства человека в процесс. Однако, в широком ряде случаев необходимо, чтобы направление шва и формирование его качества, происходило только при содействии человека. Поэтому, такой сваркой и стала полуавтоматическая сварка. Такая сварка предусматривает собой простую конструкцию. В ней есть специальный автоматический механизм подачи электродной проволоки, которая подается в специальный гибкий шланг, на сварочный держатель. Так, проволока подается автоматически, а сварщик, глядя на общую картину изделия, направляет наконечник в ту сторону, где необходимо сделать шов и сварное соединение. Именно потому, что проволока подается автоматически, а дуга перемещается вручную, процесс и получил название полуавтоматической сварки.
Происходить полуавтоматическая сварка может как с применением флюса, так и без него. Применение же флюса, позволило использовать полуавтоматическую сварку при толщине, выше 2-2,5 мм. Также, использование флюса позволило заметно увеличить величину сварочного тока, что в свою очередь, поспособствовало улучшению устойчивости дуги и резкому повышению производительности сварки. Кроме того, использование флюса позволило сократить диаметр проволоки, которая используется для сварки, и тем самым, снизить габариты шланги и сварочного аппарата.
Процесс подачи электродной проволоки Как правило, используется проволока, диаметром от 1,6-2 мм. Она смотана в бухту, которая находиться в специальной кассете, установленной в сварочном аппарате. Там же, расположился проталкивающий механизм, который подает проволоку через гибкий шланг, непосредственно в держатель, который держит сварщик в руках. Далее, подается сварочный ток на держатель через специальный гибкий шланг, подключенный к сварочному трансформатору. Этот ток, воздействует на электродную проволоку, и при контакте с поверхностью металла, возникает дуга, при помощи которой и выполняется сварка. Таким образом, полуавтоматическая сварка удобней тем, что с ее помощью можно четко контролировать процесс сварки, и выполнять провары там, где сварщик посчитает нужным. А автоматический процесс подачи проволоки, намного облегчает весь процесс.
Статья подготовлена по материалам сайта: http://www.vse-o-svarke.org/publ/avtomaticheskaja_dugovaja_svarka/princip_raboty_poluavtomaticheskoj_svarki/6-1-0-44
profilgp.ru
Что такое полуавтоматическая дуговая сварка
Технологии сварки постоянно развиваются, на данный момент дуговая сварка может быть автоматической или полуавтоматической, более подробно мы рассмотрим именно полуавтоматическую сварку.
Грань между автоматической и полуавтоматической дуговой сваркой очень небольшая и ее практически незаметно. По идее даже профессиональные сварщики могут порой ошибиться, назвав один процесс автоматическим, а другой полуавтоматическим. Отличие и впрямь сложное, подача электрода в дугу по мере его расходования и самостоятельным передвижением дуги по линии сварки называют автоматической сваркой. Если же механизирована только подача электрода, а сам процесс перемещения дуги по металлу происходит с помощью человека, то это полуавтоматическая дуговая сварка.
Автоматическая сварка не всегда является целесообразной из-за своей высокой стоимости, да и осуществить ее возможно не всегда, в этом случае на помощь приходит полуавтоматическая дуговая сварка, шов получается достаточно хорошим, а сама операция не столь дорогой. Автоматическая дуговая сварка выгодна при массовом производстве каких-то деталей, причем важно отметить, что некоторые работы до сих пор практичнее выполнять только ручным способом сварки, естественно сварка должна проводить профессионалом.
В настоящее время большое распространение получила полуавтоматическая сварка, здесь есть шланг, который внутри себя располагает электрический привод, он подталкивает проволоку к месту сварки, длина этого шланга может достигать пяти метров. Сварщик сам управляет наконечником, который направляется вдоль шва. Ранее работы такие уже осуществлялись, но они велись только на малых сварочных аппаратах, а проволока, как известно, находится в огромной бухте, что было достаточно неудобно для рабочего. Из-за этого сварочные полуавтоматы были известны и использовались, но особой популярностью не пользовались, так как было легче пользоваться ручной сваркой.
С применением флюса, полуавтоматическая электродуговая сварка преобразовалась. Флюс позволил увеличить ток, а это резко повысили производительность и качество шва. Теперь в полуавтоматическом сварочном аппарате тонкая проволока из бухты с помощью специального механизма проходит через шланг в держатель, который держит рабочий. К держателю подключен трансформатор, который подает сварочный ток, благодаря чему происходит сварочный процесс.
mastrerkon.ru
www.samsvar.ru
Сварочные полуавтоматы и автоматы - их разновидности и классификация
Прежде чем приступить непосредственно к рассмотрению темы статьи, автор считает целесообразным пояснить, в чем разница между сварочными аппаратами категорий «автомат» и «полуавтомат». Их названия созвучны, и люди, которые профессионально сваркой не занимаются, нередко путаются в терминологии. Не вдаваясь в подробности классификации и реализованных технических решений, можно отметить принципиальную разницу по следующим параметрам.
Во-первых, точность сварки. У автомата она, естественно, выше.
Во-вторых, компактность и мобильность. Полуавтоматические сварочные аппараты представляют собой изделия блочного типа, которые, в зависимости от модели, имеют сравнительно небольшой вес и легко переносятся с места на место или перевозятся с объекта на объект. Учитывая малогабаритность таких изделий, они свободно умещаются в багажнике легкового авто.
Сварочные автоматы
Это оборудование для стационарной установки. Как вариант – аппараты на тележке с колесами. Но такая их мобильность ограничена площадью производственного помещения, а для транспортировки на расстояние нужна уже не легковая, а бортовая машина.

По всем остальным признакам (принципу функционирования, составу) полуавтоматы и автоматы схожи, поэтому рассмотрим категорирование сварочников на примере полуавтоматов. Автоматическое оборудование используется, как становится понятно, лишь на производстве, мы же рассмотрим в первую очередь аппарат для бытового применения и небольших частных предприятий.
Классификация сварочных аппаратов
По способу сварки
Проволокой. Представляет собой трубку с тонкими стенками, внутри которой находится специальная порошковая масса, выполняющая функцию флюса. Чтобы в процессе подачи проволока не деформировалась, в системе устанавливаются ролики, по которым она и перемещается.
В защитной среде. Используется газ, который подается на обрабатываемый участок. В обозначении модели присутствует литера, указывающая на его разновидность: «И» – инертный, «Г» – активный.
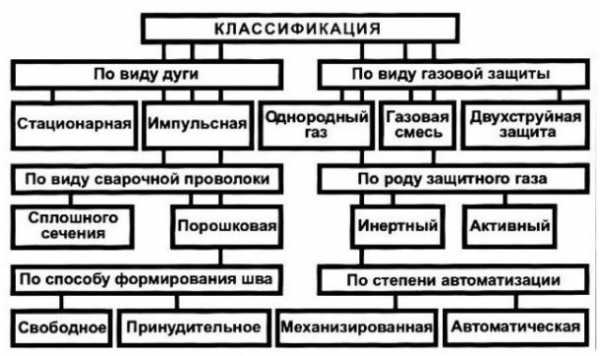
С флюсом. Точнее, под его слоем. Сварочники, функционирующие по такой технологии, подают в рабочую зону проволоку более толстую и без наполнителя. Порошок же поступает через воронку, которая расположена на горелке.
На заметку!
Есть полуавтоматы категории «универсальные». Они укомплектованы различными приспособлениями, позволяющими выполнять сварку любых видов.
По типу подающего механизма
Толкающий. Устанавливается непосредственно перед горелкой. Эффективен при сварке стальных заготовок.
Тянущий. Расположен на горелке. Такое инженерное решение имеет «минус» – нагрузка на руку сварщика возрастает, и он больше устает. В основном применяются при сварке деталей из алюминия.
Комбинированного действия. Эти механизмы универсального применения. Особенно полезны, если рабочая зона и корпус аппарата находятся на некотором расстоянии (определяемом длиной шланга).
По питающему напряжению
Однофазные. Наиболее удобные модели для бытового применения. Им достаточно обычной розетки на 220 В. Единственно, что нужно учесть при подключении – выдержит ли эл/проводка. Но скачки напряжения в сети из-за изменений нагрузки могут наблюдаться. Хотя если аппарат и небольшой мощности, на функционировании бытовых приборов в доме это особенно не отразится.
На заметку!
Значительное несоответствие мощности аппарата параметрам эл/сети чревато «просадками» напряжения, а это отражается на качестве сварки. Понятно, что не в лучшую сторону.
Трехфазные. Их целесообразно приобретать собственникам частных домов, так как линия 380 В уже подведена к строению. Преимущество в том, что такие сварочники не создают большой нагрузки на фазу, так как она распределяется по всем трем, равномерно. 
По источнику питания
Это уже к вопросу о разновидностях полуавтоматов.
Трансформаторные. Традиционное исполнение. Если сварка ведется постоянным током, то после трансформатора напряжение поступает в выпрямитель.
Инверторные. Более совершенные модели. Они имеют массу преимуществ перед трансформаторными.
Достоинства инверторов
- Во-первых, более компактны и меньше весят.
- Во-вторых, могут преобразовывать постоянный ток в переменный.
- В-третьих, высочайшее качество сварки.
- В-четвертых, КПД в пределах 95%.
- В-пятых, возможность сваривания металлов с различной структурой (разнородных).
- В-шестых, значительные пределы регулировки тока, что увеличивает возможности аппарата.

По конструктивному исполнению
- С одним корпусом. Это наиболее удобные для бытового использования аппараты.
- Многокорпусные. Как правило, их 2. Источник тока + блок управления – в одном, подающий механизм + горелка – в другом.
По «шасси»
- Переносные. Они или устанавливаются на месте производства работ, или (в зависимости от длины соединительных шлангов) перемещаются с участка на участок вручную.
- «Мобильные». В нижней части корпуса находятся колесики, которые позволяют переустанавливать аппарат без больших усилий со стороны работника.

По применению
Профессиональные сварочники (используются на производстве).
Полупрофессиональные (для регулярного использования в небольших специализированных организациях – сервисы, мастерские, мелкий бизнес).
Любительские (бытовые). Они имеют несколько ограниченные возможности. Хотя характеристики конкретной модели определяются производителем и для каждого аппарата они свои, можно отметить некоторые общие особенности таких изделий:
- Во-первых, они все однофазные.
- Во-вторых, сечение проволоки, с которой может работать аппарат, не более: полнотелой – 1 (алюминий) и 0,8 (сталь), с наполнителем (порошковым) – 0,9 (мм).
- В-третьих, время непрерывной работы ограничено.
- В-четвертых, сварочный ток – до 200 А.
При выборе аппарата именно для бытового применения стоит обратить внимание на такие марки – «Контур» (17 550 – инвертор), «Мастер» (около 11 000), «ПДГ-200», серии 165, 205 (около 8 500), «Форсаж» (от 29 000 – инвертор). Хотя это и не единственные модели, о которых можно встретить много хороших отзывов.
*Цены указаны в российских рублях.
ismith.ru
Что такое полуавтоматическая дуговая сварка, отличия от автоматической
Технологии сварки постоянно развиваются, на данный момент дуговая сварка может быть автоматической или полуавтоматической, более подробно мы рассмотрим именно полуавтоматическую сварку.
Грань между автоматической и полуавтоматической дуговой сваркой очень небольшая и ее практически незаметно. По идее даже профессиональные сварщики могут порой ошибиться, назвав один процесс автоматическим, а другой полуавтоматическим. Отличие и впрямь сложное, подача электрода в дугу по мере его расходования и самостоятельным передвижением дуги по линии сварки называют автоматической сваркой. Если же механизирована только подача электрода, а сам процесс перемещения дуги по металлу происходит с помощью человека, то это полуавтоматическая дуговая сварка.
Автоматическая сварка не всегда является целесообразной из-за своей высокой стоимости, да и осуществить ее возможно не всегда, в этом случае на помощь приходит полуавтоматическая дуговая сварка, шов получается достаточно хорошим, а сама операция не столь дорогой. Автоматическая дуговая сварка выгодна при массовом производстве каких-то деталей, причем важно отметить, что некоторые работы до сих пор практичнее выполнять только ручным способом сварки, естественно сварка должна проводить профессионалом.
В настоящее время большое распространение получила полуавтоматическая сварка, здесь есть шланг, который внутри себя располагает электрический привод, он подталкивает проволоку к месту сварки, длина этого шланга может достигать пяти метров. Сварщик сам управляет наконечником, который направляется вдоль шва. Ранее работы такие уже осуществлялись, но они велись только на малых сварочных аппаратах, а проволока, как известно, находится в огромной бухте, что было достаточно неудобно для рабочего. Из-за этого сварочные полуавтоматы были известны и использовались, но особой популярностью не пользовались, так как было легче пользоваться ручной сваркой.
С применением флюса, полуавтоматическая электродуговая сварка преобразовалась. Флюс позволил увеличить ток, а это резко повысили производительность и качество шва. Теперь в полуавтоматическом сварочном аппарате тонкая проволока из бухты с помощью специального механизма проходит через шланг в держатель, который держит рабочий. К держателю подключен трансформатор, который подает сварочный ток, благодаря чему происходит сварочный процесс.
Похожие статьи
mastrerkon.ru
Преимущества полуавтоматической сварки
Широкое распространение механизированной сварки обусловлено хорошей производительностью и высоким качеством выполнения сварных соединений этим способом. В производстве механизированной (полуавтоматической) и автоматической сварки используются специальные аппараты, называемые автоматами и полуавтоматами. Последний состоит из сварочной горелки и устройства автоматизированной подачи сварочной проволоки. Передвижение горелки вдоль линии шва осуществляется производящим сварку вручную. То есть в полуавтоматической сварке только одна из операций механизирована – подача электродной проволоки.
Оборудование для полуавтоматической сварки
Сварочная установка обычно состоит из набора оборудования, который составляют аппарат для полуавтоматической сварки, источник для питания дуги и приспособление, предназначенное для передвижения заготовки либо оборудования. Последний включает подающие ролики, электрический мотор и коробку переключения скоростей. Подающее сварочную проволоку устройство бывает трех вариантов: толкающего, универсального тянуще-толкающего и тянущего.

Сварочная проволока для полуавтоматической сварки подается по внутренней полости специального шланга. Он, помимо этой резиновой оболочки, имеет еще проволочную спираль в особой оплетке. Устройство гибкого шланга позволяет раздельную подачу сварочных токов, защитного газа и охлаждающей воды. Для них и цепи управления внутри шланге предусмотрены отдельные провода. С учетом типа подающего устройства протяженность гибкого шланга варьируется в пределах 3,5 м. Большая длина нецелесообразна из-за возникающей неравномерности в подаче сварочной проволоки на свариваемый участок.

Главной при работе частью такого сварочного аппарата служит горелка для полуавтоматической сварки. При ее участии в зону проведения соединения подаются сварочная проволока с флюсами и защитные газы. Рукоятка горелки снабжена кнопкой пуска подающего устройства проволоки. Как правило, с ее же помощью открывается газовый клапан.
В ходе производства ручной полуавтоматической сварки важное место занимает вылет электродной проволоки. Под ним подразумевается промежуток от детали до точки подвода электротока. Если он больше, чем нужно, появляется эффект разбрызгивания металла, что нарушает сварочный процесс. В противном случае, если вылет проволоки слишком мал, может начать подгорать наконечник горелки. Постоянство вылета сварочной проволоки для надежной работы оборудования для полуавтоматической сварки обеспечивается специальными сапожками, которых с учетом формы наконечника может быть один (для изогнутого) или два (для прямого).

Сварочная установка при полуавтоматической сварке в защитном газе дополнительно оснащается комплектом газового оборудования. Оно обычно состоит из баллонов с используемыми газами, подогревателя, отсекателя, осушителя, смесителя газов, а также редукторов для их дозирования. Все газы находятся в баллонах с высоким давлением в сжатом состоянии. Не касается это только углекислого газа для полуавтоматической дуговой сварки, поставляемого в виде кислоты в жидком состоянии, заполняющей баллон. Осушитель газа необходим для устранения влажности углекислого газа. С этой целью в нем содержатся осушающие вещества: медный купорос либо силикагель. Кнопка пуска аппарата служит также управлением отсекателем газа. Технологией полуавтоматической сварки предусмотрена подача газа в таком режиме, чтобы обеспечивать защитную газовую среду до зажигания дуги с сохранением ее до окончательного остывания металла еще какое-то время после погашения пламени.
Технология полуавтоматической сварки
Процесс соединения в разных пространственных положениях возможен на различных режимах полуавтоматической сварки. Их изменение вручную продолжительно по времени и отвлекает от работы. Во избежание этого ряд моделей сварочных аппаратов оснащаются специальными приспособлениями для дистанционной корректировки режимов сварки. Они подходят и для выполнения операций, связанных с началом сварки и завершением процесса.
Отдельную группу полуавтоматов составляет универсальное оборудование, позволяющее осуществлять настройку полуавтоматической сварки как для работ в средах защитных газов, так и под флюсом. Например, есть аппараты, предназначенные для полуавтоматической сварки порошковыми проволоками, однако они легко перенастраиваются под газовую сварку обычной электродной проволокой.
Принцип полуавтоматической сварки с использованием флюса заключен в подаче сварочных проволок в область горения дуги особым устройством (сварочной головкой полуавтомата) и последующей сборке флюса для вторичного использования. По ходу ручного передвижения сварочной головки к месту проведения сварки поступает флюс, покрывающий слоем в 4-5 см поверхность детали со сварочной проволокой. Он подается из особой воронки, расположенной в сварочной головке, либо пневматической способом с использованием сжатого воздуха через шланг. Сварной шов, выполненный полуавтоматической сваркой под флюсом, приблизительно на треть составляется из материала присадок, а оставшиеся две трети заполняет расплав основного металла.

К преимуществам полуавтоматической сварки, помимо высокой производительности, относят стабильный сварочный процесс, способность соединять заготовки значительных толщин без скосов кромок, незначительность потерь от разбрызгивание металла и угара, надежная защита сварочной зоны от атмосферного воздействия. Этим способом возможно выполнение различных видов соединений, одно- или многопроходных, с одно- либо двусторонними швами.
Сварка полуавтоматом с применением флюса имеет несколько разновидностей: на весу, на флюсовой подушке, по ручной подварке либо на подкладках (из стали и меди, убирающихся и остающихся). К примеру, односторонняя инверторная полуавтоматическая сварка, выполняемая с неполным проваром без разделывания кромок, требует такого режима, который позволял бы не полностью расплавленному основному материалу удерживать сварочную ванну. А при необходимости полного провара, например, при полуавтоматической сварке труб, требуется обеспечение таких условий, чтобы расплав металла не вытекал через зазоры. С этой целью сварочный процесс ведут такими методами, как сварка на подкладке либо на флюсовой подушке.

Различные флюсы, используемые в этом способе сварки, оказывают существенное влияние на характеристики горения дуги, форму и химический состав металла получаемых швов. От выбора флюса также зависит надежность сцепления поверхности шва со шлаковой коркой. А его состав в значительной мере определяет устойчивость шва к образованию кристаллизационных трещин и пор.
promplace.ru
Автоматическая и полуавтоматическая сварка под флюсом
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Саратовский государственный технический университет
Методические указания к выполнению лабораторной работы
по курсу «Электротехнологические установки и системы»
для студентов дневной и заочной форм обучения
специальностей ЭТС-180500 и ЭПП -100400
Электронное издание локального распространения
Одобрено
редакционно-издательским
советом Саратовского
государственного
технического университета
Саратов – 2006
Все права на размножение и распространение в любой форме остаются за разработчиком.
Нелегальное копирование и использование данного продукта запрещено.
Составитель: доц. Калганова Светлана Геннадьевна
Рецензент проф. Архангельский Ю.С.
410054, Саратов, ул. Политехническая, 77
Научно-техническая библиотека СГТУ
Тел. 52-63-81, 52-56-01
htpp : // lib.sstu.ru
Регистрационный номер……
© Саратовский государственный
технический университет, 2006
Цель работы:
Изучить процессы автоматической сварки под флюсом.
Ознакомиться с материалами, применяемыми для автоматической сварки.
Изучить конструкции сварочного оборудования и ознакомиться с применяемой аппаратурой.
Определить технико-экономические показатели процесса сварки под флюсом.
1. Общие сведения
1.1. Сущность сварки под флюсом
Рис.1. Схема процесса автоматической дуговой сварки под флюсом
А11 10
втоматическая дуговая сварка под флюсом (АДСФ) - способ сварки, при котором дуга горит под слоем сварочного флюса (неметаллического сыпучего материала), обеспечивающего хорошую защиту металла сварочной ванны от газов воздуха (рис.11). Дуга10 горит между электродной проволокой 2 и свариваемым металлом 11 под слоем флюса 4, подаваемого из бункера. Часть окружающего дугу флюса расплавляется, образуя на поверхности сварочной ванны 8 слой жидкого шлака 5, под которым создается полость 9, заполненная парами металла, флюса и газами. По мере перемещения дуги происходит затвердевание металла и шлака − образуется сварной шов 7, покрытый шлаковой коркой 6. Подача проволоки в дугу Vэл и перемещение автомата вдоль изделия Vсв осуществляются с помощью механизмов подачи электродной проволоки 1 и перемещения автомата. Ток подводится к проволоке через токопровод 3 от сварочного ИП (вылет электрода, находящегося под током, равен 40-50 мм, что позволяет использовать большие сварочные токи).При сварке дуга и расплавленный металл закрыты газовой оболочкой и тонким слоем шлака, тем самым обеспечивается их защита от воздействия воздуха (азота и кислорода).
Кроме того, такая защита исключает интенсивное выгорание компонентов расплавленного металла и его разбрызгивание. После охлаждения жидкого флюса на поверхности шва образуется шлаковая корка, которая после остывания легко отделяется от шва за счет разности коэффициентов линейного расширения. Нерасплавившейся флюс убирают и повторно используют. Основными преимуществами сварки под флюсом является: повышенная производительность процесса, экономичность и высокое качество сварного соединения.
studfiles.net