Содержание
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест».
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.

Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 61, Средняя: 2
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.

Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.

Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 61, Средняя: 2
Как правильно сваривать алюминий
Что действительно важно при сварке алюминия
Рамы велосипедов или мотоциклов, прицепы для грузовых автомобилей, профили рельсовых транспортных средств, материалы для космических путешествий — алюминий — это САМЫЙ материал, когда речь идет о снижении веса и сохранении стабильности . Кроме того, красиво сваренный алюминиевый шов привлекает внимание.
Благодаря низкой плотности и хорошей прочности алюминий стал неотъемлемой частью современного производства. Помимо всех достоинств, при обработке этого металла есть и некоторые каверзные моменты. Любой, кто когда-либо случайно прожигал дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше в этом блоге о том, что важно для сварки алюминия и как правильно сваривать алюминий.
Любой, кто когда-либо случайно прожигал дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше в этом блоге о том, что важно для сварки алюминия и как правильно сваривать алюминий.
Что делает сварку алюминия такой сложной
Алюминий обладает одним свойством, которое делает сварку этого металла такой сложной: как только алюминий подвергается воздействию окружающего воздуха, он образует тонкий слой оксида алюминия. И именно этот слой придает металлу неповторимый серебристо-серый цвет. Но это также делает алюминий коррозионно-стойким к воде, кислороду и даже многим химическим веществам. Он защищает алюминий, так сказать. Эта защита должна быть в первую очередь буквально «расколота», потому что, как и сплошная броня, оксидный слой препятствует образованию соединения между дугой и сварочной ванной.
Оксидный слой имеет температуру плавления 2050°С, сам алюминий плавится при ок. 660°С. Так что вам пришлось бы приложить к поверхности температуру в три раза выше, чтобы расколоть оксидный слой одной лишь сваркой. При такой высокой подводимой энергии существует большой риск того, что алюминий расплавится, как только разрушится оксидный слой. По этой причине очень важно, чтобы алюминий был подготовлен к процессу сварки: необходимо снять оксидный слой.
Если вы соблюдаете и выполняете следующие 5 пунктов, вы все делаете правильно при сварке алюминия
1. Подготовьте надлежащим образом
Прежде чем добраться до оксидного слоя, с заготовки необходимо удалить любые загрязнения, такие как жир или масло. Для сварки алюминия чистая поверхность заготовки является основным требованием для хорошего результата сварки. Лучше всего использовать ткань из микрофибры, предварительно пропитанную такими растворителями, как бутанол, ацетон или растворитель для краски. Следите за тем, чтобы не осталось грязи, так как она легко пригорает в процессе сварки и ее будет труднее удалить после.
После того, как вся консистентная смазка и остатки смазки будут удалены, можно приступить к удалению слоя оксида алюминия . С одной стороны, это хорошо получается кистью или начесом, т.е. е. механически. Щетка оставляет на мягком алюминии царапины, которые часто нежелательны и тоже некрасиво выглядят. Вместо этого мы рекомендуем использовать синтетическое волокно, содержащее частицы, связанные с синтетикой, с помощью которого слой можно удалить сравнительно аккуратно. Поскольку через несколько минут алюминий снова окисляется, в зависимости от условий окружающей среды вам, возможно, придется пройти всю процедуру подготовки несколько раз. Черные, закопченные остатки после сварки на металле указывают на примеси газа, основного материала или сварочной проволоки. Чистота при сварке алюминия очень важна.
С другой стороны, оксидный слой также может быть разрушен в процессе сварки при сварке переменным током, когда происходит смена положительных и отрицательных полуволн. Оксидный слой разрушается положительной полуволной. Глубина сварки, так называемый провар, достигается за счет отрицательной полуволны. Электрод также снова остывает. Это приводит к идеальному сочетанию двух полуволн при сварке переменным током.
Это приводит к идеальному сочетанию двух полуволн при сварке переменным током.
В частности, при сварке переменным током необходимо учитывать еще одну вещь: электродом вы привариваете шарик на передней части, так называемую калотту. При этом вы можете проталкивать расплавленный оксидный слой вперед, как комки, чтобы они не попали в сварной шов.
Если вы хотите сваривать более толстые листы алюминия – чуть более 10 мм – мы рекомендуем предварительный нагрев заготовки. Без предварительного нагрева во время сварки в заготовку будет выделяться слишком много тепла, что значительно затруднит формирование сварного шва.
2. Выбор сварочной горелки
Алюминий можно сваривать различными способами, а именно TIG, MIG и плазмой. Сварочный процесс TIG на переменном токе в основном используется для более тонких листов. В частности, стыковые соединения хорошо свариваются с помощью горелки TIG. Например, если вы хотите соединить два алюминиевых листа толщиной 2 мм, вы должны убедиться, что край на обратной стороне сломан. Только тогда будет красивый корень, правильное смачивание металла шва и качественный сварной шов. Более толстые листы предпочтительно обрабатывать с помощью MIG , потому что эти горелки можно использовать для достижения более высокой скорости плавления проволоки. Горелки MIG особенно подходят для угловых сварных швов, чтобы правильно ввести сварочный присадочный материал. Преимущество процесса плазменной сварки на постоянном токе состоит в том, что тепло может направляться в заготовку целенаправленно, но это очень сложный процесс.
Только тогда будет красивый корень, правильное смачивание металла шва и качественный сварной шов. Более толстые листы предпочтительно обрабатывать с помощью MIG , потому что эти горелки можно использовать для достижения более высокой скорости плавления проволоки. Горелки MIG особенно подходят для угловых сварных швов, чтобы правильно ввести сварочный присадочный материал. Преимущество процесса плазменной сварки на постоянном токе состоит в том, что тепло может направляться в заготовку целенаправленно, но это очень сложный процесс.
Еще один совет: При сварке алюминия с помощью сварочной горелки MIG целесообразно использовать изогнутую шейку горелки с изгибом не менее 22 градусов. Это означает, что у вас всегда есть принудительный контакт, который позволяет проводу работать лучше и обеспечивает хорошую передачу тока.
Алюминий также можно сваривать с использованием лазерного процесса и гибридного процесса лазер-MIG. Однако наиболее широко используемым процессом для сварки алюминия является процесс TIG с переменным током.
Однако наиболее широко используемым процессом для сварки алюминия является процесс TIG с переменным током.
3. Специальное оборудование для сварки алюминия
Для процесса сварки MIG/MAG:
Не следует также забывать об оснащении горелки подходящими изнашиваемыми деталями для сварки алюминия. Распространенной ошибкой является использование вкладыша из стали. Однако, если бы проволока была подана, она бы терлась о сталь футеровки и непреднамеренно попадала бы частицы стали в сварочную ванну. Для сварки алюминиевой проволокой мы рекомендуем специальную вкладыш изготовлен из углеродистого ПТФЭ , который благодаря содержанию графита обеспечивает лучшую смазывающую способность. Используемый контактный наконечник должен иметь больший диаметр по сравнению со сваркой других материалов, потому что алюминий, как очень хороший проводник тепла, расширяется больше, чем, например, стальная проволока. С другой стороны, это может привести к проблемам с подачей проволоки или обратному прогоранию. В случае сварки алюминия постоянно присутствует такой прогар, который происходит из-за оксидов на поверхности. Это потому, что они действуют как изолятор, который прерывает прохождение тока от провода к заготовке. Если проволока непрерывно подается через головку горелки, это разрушит быстроизнашивающиеся детали. Еще одна причина, по которой необходимо удалять оксидный слой.
С другой стороны, это может привести к проблемам с подачей проволоки или обратному прогоранию. В случае сварки алюминия постоянно присутствует такой прогар, который происходит из-за оксидов на поверхности. Это потому, что они действуют как изолятор, который прерывает прохождение тока от провода к заготовке. Если проволока непрерывно подается через головку горелки, это разрушит быстроизнашивающиеся детали. Еще одна причина, по которой необходимо удалять оксидный слой.
С процессом сварки ВИГ:
При сварке алюминия на переменном токе с помощью процесса ВИГ важно правильно выбрать вольфрамовый электрод , так как оксиды могут не содержаться. По этой причине следует использовать нелегированный зеленый электрод из чистого вольфрама, особенно для сварки алюминиевых сплавов, который обеспечивает хорошую стабильность дуги. Однако вольфрамовые компоненты электрода могут излучать, что, в свою очередь, может загрязнить основной материал, вызывая накопление небольшого количества остатков в сварном шве. Это видно по маленьким белым точкам, что указывает на ошибку привязки. Вот здесь-то и вступает в действие ранее упомянутая сварка сферического колпака, чтобы гонять оксиды, как комья, вперед. Фиолетовый E3 ® из редкоземельных элементов или смешанных оксидов является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала-носителя и лантана в качестве легирующего элемента. Кроме того, редкоземельные элементы, такие как иттрий, придают E3 ® исключительную стабильность.
Это видно по маленьким белым точкам, что указывает на ошибку привязки. Вот здесь-то и вступает в действие ранее упомянутая сварка сферического колпака, чтобы гонять оксиды, как комья, вперед. Фиолетовый E3 ® из редкоземельных элементов или смешанных оксидов является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала-носителя и лантана в качестве легирующего элемента. Кроме того, редкоземельные элементы, такие как иттрий, придают E3 ® исключительную стабильность.
4. Проволока и подача проволоки
Поскольку металлический алюминий очень мягкий, для сварки алюминия необходимо использовать не только специальные изнашиваемые детали, но и специальные детали .транспортировочные ролики для подачи проволоки от сварочного аппарата. Они должны иметь U-образный паз, чтобы предотвратить риск деформации. Алюминиевую проволоку трудно транспортировать на расстояние более трех и более метров. Системы push-pull очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате подает проволоку вперед.
Системы push-pull очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате подает проволоку вперед.
В зависимости от основного материала и желаемых свойств соединения выбирается дополнительный материал. Сплавы AlMg обладают более высокой прочностью, чем, например, присадочная проволока AlSi.
5. Правильный защитный газ
Инертные газы – аргон или смеси аргона – используются в качестве защитных газов при сварке алюминия. Чистый аргон используется до толщины листа ок. 12,5 мм. В случае более толстого материала аргон смешивают с гелием, чтобы получить более высокую температурную связь в процессе сварки. Доля гелия в защитном газе варьируется от 25 % до 75 % в зависимости от рекомендации.
Еще одно замечание о газе:
Всегда следует помнить о точке росы защитного газа. Для сварки в основном используется аргон 4.6, который имеет чистоту 99,996 % и, следовательно, точку росы -62 °C. Если ваш поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, поступающим прямо из баллона. Однако влага всегда может попасть через газопровод, например, в процесс сварки, что затем повышает точку росы. Поэтому регулярно проверяйте газовые трубы на наличие конденсата. Если влажность слишком высока, углеводород может попасть в сварной шов и сделать его пористым или иным образом дефектным.
Если ваш поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, поступающим прямо из баллона. Однако влага всегда может попасть через газопровод, например, в процесс сварки, что затем повышает точку росы. Поэтому регулярно проверяйте газовые трубы на наличие конденсата. Если влажность слишком высока, углеводород может попасть в сварной шов и сделать его пористым или иным образом дефектным.
Наши рекомендации для сварки алюминия
После установки сварочного поста для сварки алюминия мы рекомендуем оставить его настроенным исключительно для сварки алюминия и настроить еще один пост для сварки стали. Конечно, только там, где это возможно. Таким образом, вы можете быстро переключиться со стали на алюминий без необходимости все менять и перенастраивать. Вы просто меняете рабочее место.
И после сварки алюминия
После сварки некоторые алюминиевые сплавы должны пройти процесс закалки, на степень закалки которого можно повлиять. Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, тогда как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к неупрочняемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры в процессе старения изменяется решетчатая структура этого металла и, следовательно, механические свойства. Чтобы предотвратить преждевременное осаждение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки закаливаемого алюминия. Поскольку температура старения также влияет на уровень прочности, в принципе применимо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наибольшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация по теме аутсорсинга алюминия после сварки.
Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, тогда как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к неупрочняемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры в процессе старения изменяется решетчатая структура этого металла и, следовательно, механические свойства. Чтобы предотвратить преждевременное осаждение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки закаливаемого алюминия. Поскольку температура старения также влияет на уровень прочности, в принципе применимо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наибольшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация по теме аутсорсинга алюминия после сварки. Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например, на www.hochschule-technik.de или www.maschinenbau-wissen.de.
Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например, на www.hochschule-technik.de или www.maschinenbau-wissen.de.
Надо признать, что сварка алюминия немного сложнее, чем сварка стали. Но если вы будете выполнять наши советы и рекомендации, то вскоре станете настоящим специалистом по сварке алюминия.
Вытяжка дыма также является важной проблемой при сварке алюминия. Узнайте больше по этой теме в нашей бесплатной электронной книге:
Сварка алюминия MIG для начинающих|YesWelder
перейти к содержанию
Сварка алюминия сложнее, чем сварка стали, но у вас гораздо больше шансов получить качественные сварные швы, если вы изучите основы.
Сварка алюминия методом МИГ проще, чем сварка алюминия методом ВИГ, и требует менее дорогого оборудования. Тем не менее, есть еще много переменных и областей, где вы можете ошибиться.
В этом руководстве по сварке алюминия методом MIG для начинающих вы узнаете, почему алюминий сложно сваривать, как настроить аппарат для сварки MIG, очистить алюминий и узнать основные методы сварки алюминия.
Итак, приступим к основному пункту.
Почему сложно сваривать алюминий
Алюминий имеет большое сродство к кислороду, в результате чего его атомы соединяются с кислородом воздуха, образуя оксидный слой на поверхности алюминия. Этот оксид имеет более высокую температуру плавления, чем чистый алюминий под ним, и это первая проблема, с которой вы столкнетесь при сварке алюминия.
Чистый алюминий имеет температуру плавления 1200°F (650°C), а оксид на поверхности имеет температуру плавления 3700°F (2037°C). В двух словах это означает, что вы должны удалить оксидный слой, прежде чем пытаться сварить алюминий MIG.
Следующая проблема, с которой вы столкнетесь, это высокая проводимость алюминия. Этот металл быстро отводит тепло от сварного соединения. Это означает, что для сварки этого металла требуется большее количество тепла, чем для сварки мягкой стали.
Однако низкая температура плавления чистого алюминия в сочетании с необходимостью применения высоких температур из-за высокой проводимости алюминия приводит к узкому диапазону рабочих температур.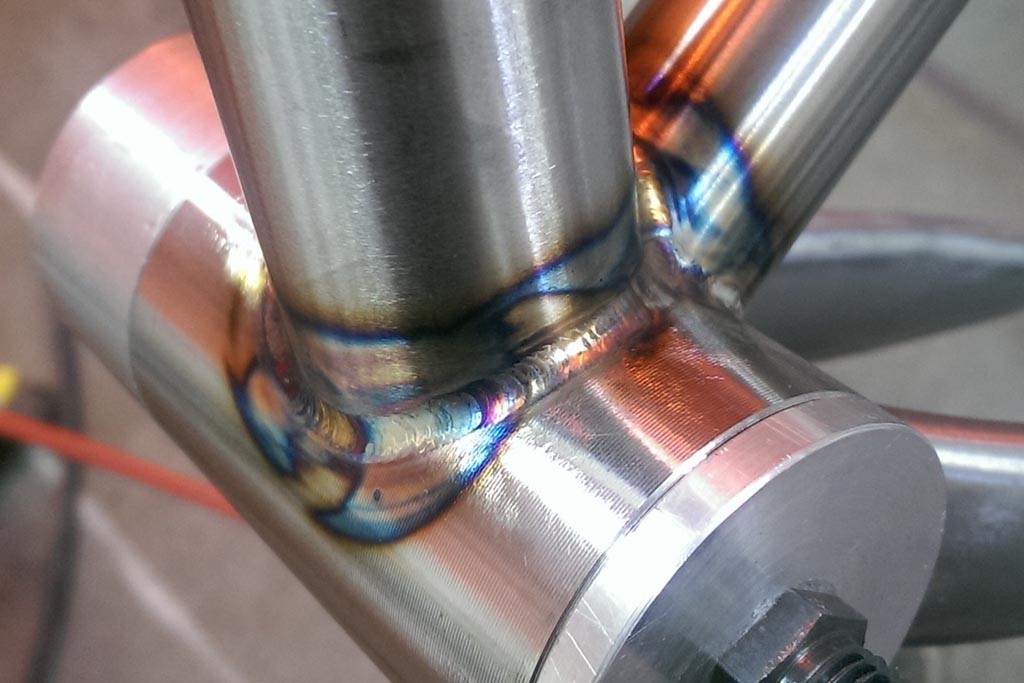 Это означает, что его легко прожечь или недостаточно нагреть, чтобы образовалась лужа.
Это означает, что его легко прожечь или недостаточно нагреть, чтобы образовалась лужа.
Кроме того, алюминиевые сварные швы уменьшатся в объеме примерно на 6 процентов после того, как сварной шов остынет. Усадка может привести к трещинам из-за чрезмерной деформации соединения из-за возникающих напряжений.
Алюминий сильно подвержен загрязнению. Поэтому его необходимо тщательно очищать и сваривать в относительно чистой среде. Будьте осторожны с перекрестным загрязнением частицами металлической пыли в воздухе, такими как пыль из мягкой стали и искры.
Очистка алюминия перед сваркой MIG
Перед сваркой необходимо удалить естественный оксидный слой с поверхности алюминия. Но удалять этот слой сначала — не лучшая идея.
Во-первых, алюминиевую деталь нужно очистить от грязи, масел и жира. В противном случае вы рискуете внедрить эти примеси в алюминиевую деталь, когда начнете удалять оксид алюминия.
Совет по безопасности: алюминий немагнитный металл. Если в глаза попадет пыль или мусор, офтальмологам будет сложно оказать медицинскую помощь. Убедитесь, что вы носите все необходимое защитное оборудование, включая защиту для глаз.
Если в глаза попадет пыль или мусор, офтальмологам будет сложно оказать медицинскую помощь. Убедитесь, что вы носите все необходимое защитное оборудование, включая защиту для глаз.
Алюминий обычно чистят щеткой из нержавеющей стали. Однако вы должны использовать проволочную щетку, предназначенную только для алюминия. Если вы используете щетку, которой раньше чистили мягкую или нержавеющую сталь, вы загрязните алюминий, а сварной шов будет слабым из-за пористости.
Также можно использовать специализированные шлифовальные круги для алюминия для удаления поверхностного окиси. Но использовать обычные шлифовальные круги не рекомендуется. Они быстро заполнятся алюминием, потому что алюминий мягкий и имеет низкую температуру плавления.
Этот металл также можно очищать сильной щелочью или кислотой, но перед сваркой его необходимо промыть и тщательно высушить. Но большинству сварщиков-любителей следует придерживаться ручной щетки для сварки MIG алюминия.
Защитное оборудование для сварки MIG алюминия
Как и при любом процессе дуговой сварки, MIG требует, чтобы вы носили сварочный шлем для защиты глаз и лица от вредного излучения. Вы также должны носить сварочные перчатки, сварочную куртку и как минимум фартук для защиты от радиации, высокой температуры и брызг расплавленного металла.
Вы также должны носить сварочные перчатки, сварочную куртку и как минимум фартук для защиты от радиации, высокой температуры и брызг расплавленного металла.
Использование сварочного респиратора также является хорошей идеей, особенно при сварке в неидеальной вентилируемой среде.
Убедитесь, что под сварочной маской надеты защитные очки, особенно при шлифовке или резке. Всегда соблюдайте кодекс и законы вашего региона. Помните, что сварка — отличное хобби, но также и опасное занятие, если вы не защищены.
Подготовка оборудования к сварке алюминия методом MIG
Теперь давайте рассмотрим все, что вам нужно знать, чтобы успешно сварить алюминий новичку. Мы расскажем об алюминиевой сварочной проволоке MIG, пистолете для катушки, защитном газе, сварочном аппарате, переносе распылением, подаче проволоки и других важных деталях.
Защитный газ
Сварка алюминия методом MIG в большинстве случаев требует использования 100% защитного газа аргона. Сварщики-любители не выиграют от любой другой газовой смеси, но вы должны знать, что добавление гелия может помочь вам добиться более глубокого проплавления очень толстых алюминиевых профилей.
Чистый аргон является наиболее популярным защитным газом, так как он обеспечивает отличный старт и стабильность дуги. Добавление гелия способствует проплавлению, но за счет стабильности дуги. Кроме того, он расширяет сварной шов. Таким образом, для большинства людей подходит чистый аргоновый защитный газ.
Выбор алюминиевой проволоки для сварки MIG
Выбор присадочной проволоки для алюминиевой сварки зависит от основного алюминиевого сплава и условий, которым будет подвергаться готовая деталь. Поэтому очень важно сопоставить присадочную проволоку с этими двумя переменными.
Наиболее часто используемыми алюминиевыми сварочными проволоками MIG являются ER4043 и ER5356.
ER4043 — это универсальная сварочная проволока MIG, используемая для сварки алюминиевых сплавов 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Сварные швы обладают высокой пластичностью и отличной стойкостью к растрескиванию. Кроме того, проволока содержит добавки кремния, которые снижают температуру плавления и повышают текучесть сварочной ванны.
ER5356 имеет добавки магния для повышения прочности на растяжение, но в отличие от ER4043, ER5356 имеет более низкую устойчивость к трещинам при сварке. ER5356 сваривает алюминиевые сплавы 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454 и 5456.
Пистолет с катушкой или графитовый вкладыш для горелки MIG
Вы можете успешно сваривать MIG алюминий без шпульного пистолета, если используете графеновый вкладыш для горелки MIG и несколько других деталей, которые может указать производитель сварочного аппарата MIG.
Ручной пистолет также является опцией, но требует дополнительных затрат. Пистолет с катушкой имеет систему катушки, прикрепленную к горелке MIG, и приводной ролик подачи проволоки. Таким образом, алюминиевая проволока не должна перемещаться с катушки с проволокой внутри сварочного аппарата и, возможно, вызывать вложенность проволоки. Преимуществом шпульного пистолета является повышенная надежность. Тем не менее, недостатком является более высокая стоимость и невозможность доступа в труднодоступные места из-за прикрепленной к нему большой катушки.
Некоторые сварочные аппараты, такие как сварочный аппарат YesWelder 250A Aluminium MIG Welder, совместимы с катушечным пистолетом. Использование защитного газа, состоящего из 100 % аргона, U-образного валика, наконечников A+ и графенового вкладыша обеспечит хорошие результаты при сварке MIG алюминия любителями.
Для сварки алюминия методом MIG требуется установка графенового вкладыша или катушечного пистолета. Это связано с тем, что алюминиевая проволока мягкая и может легко перегибаться при обычной подаче проволоки, предназначенной для проволоки из мягкой стали.
Получение струйного переноса при сварке MIG алюминия
При сварке MIG можно использовать режим переноса металла: шаровой, с коротким замыканием или распылением. Тем не менее, MIG-сварка алюминия лучше всего достигается с помощью распыления.
Распылительный перенос требует высокой скорости перемещения и подачи проволоки. В нем используются высокие значения силы тока и напряжения, что приводит к образованию крошечных капель расплавленного металла поперек дуги. Дуга постоянно горит, а скорость наплавки металла высокая. Эффективность использования проволоки также выше, чем при шаровом замыкании или коротком замыкании, потому что при разбрызгивании теряется очень мало присадочного металла.
Дуга постоянно горит, а скорость наплавки металла высокая. Эффективность использования проволоки также выше, чем при шаровом замыкании или коротком замыкании, потому что при разбрызгивании теряется очень мало присадочного металла.
Для обеспечения переноса распылением при сварке MIG алюминия необходимо настроить скорость подачи проволоки и напряжение для совместной работы. Ни один из них не должен быть слишком низким или слишком высоким по сравнению с другим. Лучше всего использовать рекомендуемые настройки сварочного аппарата MIG и точно настроить их в соответствии с вашими личными предпочтениями.
Как новичок вы должны знать, что если вам нужно увеличить скорость подачи проволоки и напряжение для сварки более толстых участков, вы должны пропорционально увеличить оба параметра. Кроме того, лучше начинать с более низкого напряжения, чем со слишком высокого напряжения, потому что наконечник горелки MIG может выйти из строя и его потребуется заменить. Затем постепенно увеличивайте напряжение на испытательном алюминиевом образце, пока не почувствуете его.
С другой стороны, если вы работаете слишком сильно и прожигаете алюминий, уменьшите скорость подачи проволоки и напряжение, но опять же с упором на то, чтобы сначала проверить более низкие напряжения. Как только вы освоитесь в этом, вам не нужно будет делать пробные сварные швы.
Предварительный нагрев алюминия
Обычно в профессиональных условиях нет необходимости предварительно нагревать алюминий. Тем не менее, вы можете извлечь выгоду из предварительного нагрева при сварке алюминия методом MIG в небольших сварочных мастерских или для любителей. Использование стандартного бутона розы для предварительного нагрева примерно до 200 ° F поможет вам сваривать более толстые материалы и массивные алюминиевые секции.
Поскольку алюминий обладает высокой электропроводностью, иногда сложно сваривать более толстые детали на стандартном оборудовании. В профессиональной среде сварка более толстого алюминия выполняется с помощью дорогостоящего оборудования с высокой силой тока и не требует предварительного нагрева, но у большинства людей нет необходимости или ресурсов для сварщиков промышленного уровня.
Никогда не нагревайте до температуры выше 200°F, поскольку алюминий теряет механические свойства при слишком сильном воздействии тепла. Таким образом, сведите предварительный нагрев к минимуму и применяйте его только в случае необходимости.
Сварка алюминия методом МИГ
Для достижения наилучшего качества сварки алюминия методом МИГ следует использовать метод сварки проталкиванием. Отталкивание сварочной горелки MIG от ванны вместо ее вытягивания приводит к более качественной очистке, лучшему покрытию защитным газом и уменьшению загрязнения сварного шва.
Поскольку температурный диапазон между низкой температурой плавления алюминия и высокой теплопроводностью является узким, что требует высокой подводимой энергии, вам необходимо сваривать горячим и быстрым способом. Это означает использование высокой скорости перемещения, поскольку в противном случае вы рискуете прожечь металл, особенно при сварке тонких листов алюминия. Кроме того, поскольку вся алюминиевая деталь нагревается во время сварки, вам придется еще больше увеличить скорость перемещения.
Если вам нужно сваривать медленнее, вы можете использовать теплоотвод для поглощения избыточного тепла, отводимого от сварочного шва.
При сварке MIG алюминия с переносом напыления, как обсуждалось выше, вам потребуется более длинный выступ проволоки. Это расстояние между кончиком проволоки и металлической деталью. В этом случае у вас должен быть примерно 3/4 дюйма торчащей проволоки. Использование более короткого выступа приводит к подгоранию наконечников и затрудняет стабильный перенос распыла. около 1/8 дюйма внутри сопла. Поскольку сварочная ванна и тепло, отражающееся от нее, сильно нагреваются, держите контактный наконечник ближе, чем это увеличивает вероятность обратного пригорания проволоки к нему.
Перемещение вокруг детали приведет к распространению тепла, что полезно, если вы хотите уменьшить деформацию тонких алюминиевых деталей и проплавление. Поэтому, если возможно, целесообразно разбивать сварные швы на несколько этапов.
Заключение
Сварка алюминия в среде инертного газа – сложная задача, но с небольшой практикой вы можете добиться хороших результатов. После нескольких выполненных проектов вы почувствуете себя увереннее и улучшите свои навыки.
После нескольких выполненных проектов вы почувствуете себя увереннее и улучшите свои навыки.
Соединение алюминия с помощью процесса сварки MIG проще, чем сразу приобрести аппарат для сварки TIG на переменном токе, но он обеспечивает меньшую технологичность и регулировку. Итак, после того, как вы освоите этот метод, возможно, вам стоит попробовать сварку алюминия методом TIG на переменном токе.
Всегда помните о мерах безопасности при сварке, независимо от процесса или выполняемой работы. Сварка алюминия так же опасна, как сварка MIG мягкой стали, если не соблюдать необходимые меры предосторожности. Носите надлежащие средства индивидуальной защиты и соблюдайте инструкции по эксплуатации сварочного аппарата и другого оборудования.
15 комментариев
Назад к YesWelder
Сравнение сварочных электродов
: какой из них труднее всего использовать?
Как придать форму вольфрамовому электроду для сварки TIG и почему?
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
{{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.