дм отв / СВАРНЫЕ СОЕДИНЕНИЯ. Что называется сварным соединением
Сварное соединение - это... Что такое Сварное соединение?
Сварное соединение — неразъёмное соединение, выполненное сваркой.
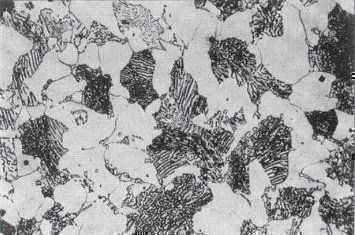
Сварное соединение включает три характерные зоны, образующиеся во время сварки: зону сварного шва, зону сплавления и зону термического влияния, а также часть металла, прилегающей к зоне термического влияния.
Зоны сварного соединения: самая светлая — зона основного металла, темнее — зона термического влияния, самая тёмная область в центре — зона сварного шва. Между зоной термического влияния и зоной сварного шва находится зона расплавления.Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона сплавления — зона частично сплавившихся зёрен на границе основного металла и металла шва.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке.
Основные типы сварных соединений
- Стыковое — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
- Нахлёсточное — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
- Угловое — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев.
- Тавровое — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента.
- Торцовое — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу.
-
Стыковое сварное соединение. Сверху - без раздела кромок, снизу - с симметричной V-образной разделкой кромок под сварку.
-
Двустороннее нахлёсточное сварное соединение.
-
Тавровое сварное соединение с симметричной разделкой кромок под сварку.
-
Угловое сварное соединение с односторонней разделкой кромок под сварку.
-
Торцовое сварное соединение.
Литература
- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий.
Расчет сварных соединений Online .
dic.academic.ru
Сварные соединения. Типы соединений. Сварные швы и их характеристики.
Различают следующие виды сварных соединений: стыковые, внахлестку, угловые и тавровые (впритык).
Стыковыми называют соединения, в которых элементы соединяются торцами или кромками и один элемент является продолжением другого. Стыковые соединения наиболее рациональны, так как имеют наименьшую концентрацию напряжений при передаче усилий, отличаются экономичностью и удобны для контроля. Толщина свариваемых элементов в соединениях такого вида почти не ограничена. Стыковое соединение листового металла может быть сделано прямым или косым швом. Стыковые соединения профильного металла применяются реже, так как затруднена обработка их кромок под сварку.
Соединениями внахлестку называются такие, в которых поверхности свариваемых элементов частично находят друг на друга. Эти соединения широко применяют при сварке листовых конструкций из стали небольшой толщины (2-5 мм), в решетчатых и некоторых других видах конструкций. Разновидностью соединений внахлестку являются соединения с накладками, которые применяют для соединения элементов из профильного металла и для усиления стыков.
Иногда стыковое соединение профильного металла усиливают накладками, и тогда оно называется комбинированным.
Соединения внахлестку и с накладками отличаются простотой обработки элементов под сварку, но по расходу металла они менее экономичны, чем стыковые. Кроме того, эти соединения вызывают резкую концентрацию напряжений, из-за чего они нежелательны в конструкциях, подвергающихся действию переменных или динамических нагрузок и работающих при низкой температуре.
Угловыми называют соединения, в которых свариваемые элементы расположены под углом.
Тавровые соединения (соединения впритык) отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого элемента. Угловые и тавровые соединения выполняются угловыми швами, широко применяются в конструкциях и отличаются простотой исполнения, высокой прочностью и экономичностью.
В ответственных конструкциях, в тавровых соединениях (например, в швах присоединения верхнего пояса подкрановой балки к стенке) желательно полное проплавление соединяемых элементов.Сварные швы Сварные швы классифицируют по конструктивному признаку, назначению,положению,протяженности и внешней форме.По конструктивному признаку швы разделяют на стыковые и угловые (валиковые). В табл. 5.2 показаны виды швов и необходимая форма разделки кромок соединяемых элементов различной толщины для обеспечения качественного соединения при автоматизированной и ручной сварке.Стыковые швы наиболее рациональны, так как имеют наименьшую концентрацию напряжений, но они требуют дополнительной разделки кромок. При сварке элементов толщиной больше 8 мм для проплавления металла по всей толщине сечения необходимы зазоры и обработка кромок изделия. В соответствии с формой разделки кромок швы бывают V, U, X и К-образные. Для V- и U-образных швов, свариваемых с одной стороны, обязательна подварка корня шва с другой стороны для устранения возможных непроваров, являющихся источником концентрации напряжений.
Начало и конец шва имеют непровар и кратер, являются дефектными и их желательно выводить на технологические планки за пределы рабочего сечения шва, а затем отрезать.
При автоматической сварке принимаются меньшие размеры разделки кромок швов вследствие большего проплавления соединяемых элементов (табл. 5.2). Чтобы обеспечить полный провар шва, односторонняя автоматическая сварка часто выполняется на флюсовой подушке, на медной подкладке или на стальной остающейся подкладке..
При электрошлаковой сварке разделка кромок листов не требуется, но зазор в стыке принимают не менее 14 мм.
Угловые (валиковые) швы наваривают в угол, образованный" элементами, расположенными в разных плоскостях. Применяющаяся при этом разделка кромок изделия показана в табл. 5.2.
Угловые швы, расположенные параллельно действующему осевому усилию, называют фланговыми, а перпендикулярно усилию - лобовыми.
Швы могут быть рабочими или связующими (конструктивными), сплошными или прерывистыми (шпоночными). По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными. Сварка нижних швов наиболее удобна, легко поддается механизации, дает лучшее качество шва, а потому при проектировании следует предусматривать возможность выполнения большинства швов в нижнем положении. Вертикальные, горизонтальные и потолочные швы в большинстве своем выполняются при монтаже. Они плохо поддаются механизации, выполнить их вручную трудно, качество шва получается хуже, а потому применение их в конструкциях следует по возможности ограничивать. Температурные напряжения и деформации при сварке
Причины возникновения и характеристика сварочных напряжений и деформаций. Неравномерный разогрев изделия при сварке порождает неравномерную температурную деформацию его. Монолитность материала изделия препятствует свободной температурной деформации отдельных частей его, в результате чего во время сварки образуются напряжения и пластическая деформация части металла соединения, а после охлаждения в изделии остаются сварочные напряжения и деформации. Оставшиеся после сварки напряжения и деформации называются термическими сварочными. Эти напряжения, не связанные с действием внешних сил, являются внутренними, собственными напряжениями первого рода, уравновешиваемыми в объеме элемента и вызывающими его деформацию. Помимо термических сварочных напряжений в соединении могут существовать напряжения структурные, получающиеся в результате быстрого охлаждения соединения и появления переохлажденных структур, не свойственных данному температурному состоянию изделия, например мартенсита. Структурные напряжения сильно зависят от свойств материала и технологии сварки, термические сварочные напряжения и деформации - от конструктивного решения и технологии сварки.
Сварочные напряжения и деформации при наплавке валика на кромку листа. Лист при наплавке валика на кромку разогревается неравномерно по ширине и распределение температуры поперек листа имеет вид убывающей кривой е - е.
Если бы рассматриваемый лист состоял из отдельных узких, продольных полос, не связанных друг с другом по краям, то каждая такая полоса удлинялась бы пропорционально своей температуре на
Сварочные напряжения и деформации при соединении листов встык. При сварке двух листов встык возникают как продольные, так и поперечные сварочные напряжения и деформации. Эпюры этих напряжений должны быть уравновешенными, и в результате сварки двух листов встык получаются эпюры напряжений. Сварочные напряжения существенно увеличиваются при сварке встык деталей, закрепленных от свободных перемещений по краям. В этом случае детали при нагревании расширяются в сторону шва и в гаком сближенном состоянии свариваются. При остывании шва невозможность свободной деформации закрепленного по краям изделия вызывает большие растягивающие напряжения в нем, которые могут привести к разрушению.
Возникновение в стыковом шве и в околошовной зоне растягивающих сварочных напряжений двух направлений создает плоско напряженное состояние этой зоны, что может привести к хрупкому разрушению.
Сварочные напряжения и деформации при соединении угловыми швами. В угловых швах также возникают сварочные напряжения, так как жесткость соединяемых элементов препятствует свободному сокращению шва при остывании. Остаточные сварочные напряжения вызывают продольную и поперечную усадку швов и деформацию элементов. Усадка происходит всегда к центру шва. Наиболее неблагоприятна поперечная усадка, которая примерно в 10 раз больше продольной.
Снизить сварочные деформации можно рядом технологических мероприятий, в том числе закреплением или даже выгибом изделия в сторону, обратную его усадке, однако в этом случае увеличиваются сварочные напряжения.
Влияние сварочных напряжений на прочность соединения. Сварочные напряжения линейного характера не влияют на прочность изделия при наличии в соединении от внешних усилий тоже линейного напряженного состояния, совпадающего по направлению с первым. В силу уравновешенности сварочных напряжений они будут увеличивать и уменьшать напряжения от внешней нагрузки, но не будут нарушать равновесия внешних сил, действующих на изделие. Сварочные напряжения, совпадающие по знаку с напряжениями от нагрузки, могут вызвать преждевременное появление местной текучести в изделии, выравнивающей неравномерное распределение напряжений. Пластическая работа материала в этом случае уменьшает сварочные напряжения, и после первой же разгрузки конструкция работает упруго.
При плоском однозначном поле сварочных напряжений (например, средняя зона двух листов, сваренных встык, испытывающая растяжение в двух направлениях) они препятствуют развитию пластичности при суммировании сварочных и силовых напряжений и могут вызвать хрупкое разрушение изделия. Их неблагоприятное воздействие усиливается источниками концентрации напряжений вследствие дефектов сварного шва. Особенно опасны сварочные напряжения, появляющиеся при сварке толстых изделий, так как в этом случае распределение остаточных напряжений носит объемный характер, еще более затрудняющий влияние пластичности материала на выравнивание напряжения.
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
zdamsam.ru
СВАРНЫЕ СОЕДИНЕНИЯ
СВАРНЫЕ СОЕДИНЕНИЯ
Сварные соединения — наиболее распространенный тип неразъемных соединений. Они образуются путем местного нагрева деталей в зоне их соединения. Применяют различные виды сварки. Наибольшее распространение получили электрические, основными из которых являются дуговая и контактная сварка.
При дуговой сварке металл в зоне соединения доводится до расплавления. Соединение образуется после отвердения металла. Различают следующие разновидности дуговой сварки:
1) автоматическая сварка под флюсом — высокопроизводительна и экономична, с хорошим качеством шва, применю в крупносерийном и массовом производстве для конструкций с длинными швами;
2) полуавтоматическая шлаковая сварка, применяют для конструкций с короткими прерывистыми швами;
3) ручная сварка — малопроизводительна, с невысоким качеством шва, применяю при малом объеме сварочных работ и в том случае, когда другие виды дуговой сварки нерациональны.
Для дуговой сварки применяют электроды с различной обмазкой. Для сварки конструкционных сталей применяют электроды: Э42, Э42А, Э46, Э46А, Э50, Э50А и др. Число после буквы Э, умноженное на 10, обозначает минимальное значение временного сопротивления металла шва. Буква А обозначает повышенное качество электрода, обеспечивающее получение
более высоких пластических свойств металла шва.
При контактной сварке металл в зоне соединения доводится не до жидкого, а только до пластичного состояния. Соединение образуется путем сдавливания деталей. Контактную сварку применяют в серийном и массовом производстве для нахлесточных соединений тонкого листового металла (точечная, шовная сварка) или для стыковых соединений круглого и полосового металла (стыковая сварка).
Достоинства сварных соединений.
1. Невысокая стоимость соединения вследствие малой трудоемкости сварки и простоты конструкции сварного шва.
2. Сравнительно небольшая масса конструкции.
3. Герметичность и плотность соединения.
4. Возможность автоматизации процесса сварки.
5. Возможность сварки толстых профилей.
Недостатки.
1. Невысокое качество сварного шва. Применение автоматической сварки в значительной мере устраняет этот недостаток.
2. Трудность контроля качества сварного шва.
3. Коробление деталей из-за неравномерности нагрева процессе сварки.
4. Невысокая прочность при переменных режимах нагружения. Сварной шов является сильным концентратором напряжений.
Основные типы и элементы сварных соединений
В зависимости от взаимного расположения соединяемых элементов применяют следующие типы сварных соединений.
Стыковые соединения. Простые и наиболее надежные из всех сварных соединений, их рекомендуют в конструкциях, подверженных воздействию переменных напряжений. При автоматической сварке происходит более глубокое проплавление металла, шов образуется в основном за счет основного металла, а не металла электрода как при ручной Сварке.Возвышение стыкового шва над основным металлом является концентратором напряжений. Поэтому в ответственных соединениях его удаляют механическим способом.
Нахлесточные соединения Их выполняют угловыми швами с различной формой сечения:
нормальные, профиль которых представляет собой равнобедренный треугольник;
вогнутые применяют в ответственных конструкциях при переменных нагрузках, так как вогнутость обеспечивает плавный переход, вследствие чего снижается концентрация напряжений. Вогнутый профиль получают последующей механической обработкой шва, что повышает стоимость соединения
выпуклые— нерациональны, так как вызывают повышенную концентрацию напряжений;
специальные, профиль которых представляет неравнобедренный прямоугольный треугольник, применяют при переменных нагрузках
Угловые швы бывают:
лобовые, расположенные перпендикулярно линии действия силы F
фланговые, расположенные параллельно линии действия силы F
комбинированные, состоящие из сочетания лобовых и фланговых швов
В нахлесточных соединениях возникает изгибающий момент M = Fδ от внецентрового действия
растягивающих или сжимающих сил, что является недостатком соединений.
Тавровые соединения. В них свариваемые элементы располагаются во взаимно перпендикулярных плоскостях. Соединение может быть выполнено угловыми или стыковыми швами.
2
studfiles.net
СВАРНОЕ СОЕДИНЕНИЕ - это... Что такое СВАРНОЕ СОЕДИНЕНИЕ?
СВАРНОЕ СОЕДИНЕНИЕнеподвижное неразъёмное соединение двух или более частей конструкции, выполненное сваркой. По взаимному расположению соединяемых элементов различают С. с. (см. рис.) стыковые, нахлёсточные, угловые, тавровые, с накладками и др.
Виды сварных соединений: 1 - стыковые; 2 - нахлёсточное; 3 - угловые; 4 - тавровые; 5 - с накладками
Большой энциклопедический политехнический словарь. 2004.
- СВАРКА ЭЛЕКТРОННО-ЛУЧЕВАЯ
- СВАРНОЙ ШОВ
Смотреть что такое "СВАРНОЕ СОЕДИНЕНИЕ" в других словарях:
Сварное соединение — Сварное соединение неразъёмное соединение, выполненное сваркой. Сварное соединение включает три характерные зоны, образующиеся во время сварки: зону сварного шва, зону сплавления и зону термического влияния, а также часть металла,… … Википедия
сварное соединение — Неразъемное соединение, выполненное сваркой [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] сварное соединение Газонепроницаемое соединение металлических деталей, находящихся в пластичном или… … Справочник технического переводчика
сварное соединение — 3.4 сварное соединение: Неразъемное соединение, выполненное сваркой и представляющее собою совокупность характерных зон в трубе. Источник: ГОСТ Р 52079 20 … Словарь-справочник терминов нормативно-технической документации
Сварное соединение — участок конструкции или изделия, на котором сваркой соединены между собой составляющие их элементы, выполненные из однородного или разнородных материалов. Классификация С. с. и швов. По взаимному расположению соединяемых… … Большая советская энциклопедия
Сварное соединение — Weld Сварное соединение. Соединение металлов или неметаллов, выполненное за счет нагрева материалов до заданных температур, как с применением давления и присадочных материалов, так и без них. (Источник: «Металлы и сплавы. Справочник.» Под… … Словарь металлургических терминов
Сварное соединение — Weldment Сварное соединение. Соединение, чьи детали соединены сваркой. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
сварное соединение — virintinė jungtis statusas T sritis radioelektronika atitikmenys: angl. weld joint; welded joint; welded junction vok. geschweißter Übergang, m; Schweißverbindung, f rus. сварное соединение, n; сварной переход, m pranc. joint soudé, m; jonction à … Radioelektronikos terminų žodynas
сварное соединение — [weld] часть конструкции, элементы которой соединены сваркой. По взаимному расположению соединениямых элементов различают стыковые, тавровые, нахлесточные и угловые сварные соединения. Участок сварного соединения, связывающий свариваемые элементы … Энциклопедический словарь по металлургии
СВАРНОЕ СОЕДИНЕНИЕ — [welded joint] неразъемное соединение, выполненное сваркой … Металлургический словарь
Стыковое сварное соединение — 20. Стыковое сварное соединение Соединение, в котором свариваемые элементы примыкают друг к другу торцевыми поверхностями и включают в себя шов и зону термического влияния Источник … Словарь-справочник терминов нормативно-технической документации
dic.academic.ru