Устройство фрезерного станка. Устройство консольно-фрезерного станка. фрезерные станки. Конструкция станка фрезерного станка
Изучение конструкции фрезерного станка но-800 — Учись Как На Парах!
Цель работы: Изучить устройство и работу универсально-фрезерного станка НО-800, ознакомиться с оснасткой применяемой для закрепления инструмента, приводами главного движения, движения подач и вспомогательных движений.
Инструменты и принадлежности к работе
1. Универсально-фрезерный станок мод. Н0-800
2. Режущий и вспомогательный инструмент
3. Заготовка
4. Операционный эскиз
5. Микроскоп БМИ-1 c набором измерительных головок
Основные сведения
Классификация фрезерных станков
Фрезерные станки составляют шестую группу станков. Они широко используются при изготовлении разнообразных деталей машин. Применяя различные фрезы, на станках можно обрабатывать плоские и фасонные поверхности, пазы, поверхности тел вращения, нарезать зубчатые колеса по методу копирования, выполнять другие фрезерные операции.
В зависимости от условий производства и для обработки заготовок разного вида могут использоваться различные фрезерные станки. Они могут быть подразделены на станки общего назначения и специальные.
К станкам общего назначения относятся: консольно-фрезерные, вертикально-фрезерные, горизонтально-фрезерные, универсальные и широко универсальные станки, бесконсольно-фрезерные с неподвижной или поворотной шпиндельной головкой, с круглым столом, с копировальным устройством; продольно-фрезерные одностоечные горизонтальные или вертикальные; двухстоечные с двумя или более шпинделями; карусельно-фрезерные с одним или более шпинделями.
К специальным станкам относятся копировально-фрезерные, шлице — и шпоночно-фрезерные, барабанно-фрезерные, фрезерные станки с ЧПУ и др.
Среди станков общего назначения различает несколько типов станков:
1. Вертикально-фрезерные станки предназначены для выполнения различных фрезерных операций.
Отличительная особенность этих станков – вертикальное положение оси шпинделя и наличие подвижной консоли, на которой расположены салазки и стол. На столе закрепляют обрабатываемую заготовку, он имеет продольное перемещение по направляющим консоли, которая, в свою очередь, перемещается в трех взаимно-перпендикулярных направлениях. Коробка подач смонтирована на консоли.
На вертикально-фрезерных станках используют в зависимости от выполняемых операций фрезы почти всех видов, фрезерные головки, концевые, модульные и другие фрезы.
Инструмент устанавливают либо на оправках с коническим хвостиком, закрепляемом в шпинделе, либо в цанговых патронах. На вертикально-фрезерных станках выполняется встречное фрезерование, а при наличии устройства, компенсирующего зазор между винтом и гайкой механизма продольной подачи возможно и попутное фрезерование.
2. Горизонтально-фрезерные консольные станки предназначены для фрезерования различных поверхностей: горизонтальных, наклонных и фасонных, а также уступов, пазов и др. Ось шпинделя у станков этого типа горизонтальна. Движения подачи те же, что и движения подачи заготовок на вертикально-фрезерном станке.
Универсальные станки этого вида имеют следующую отличительную особенность: стол их может поворачиваться относительно вертикальной оси на . Это позволяет обрабатывать винтовые канавки на цилиндрических поверхностях с использованием делительной головки
3. Широкоуниверсальные фрезерные станки имеют различные варианты установки шпинделя: в горизонтальном, вертикальном и наклонном положениях в двух взаимно перпендикулярных плоскостях. На широко универсальных фрезерных станках могут быть использованы фрезы различных типов (цилиндрические, дисковые, торцовые, фрезерные головки и др.) для обработки средних по размерам заготовок в условиях единичного и мелкосерийного производства. Эти станки оснащают большим набором приспособлений: круглыми столами, делительными головками, специальными приспособлениями.
Вспомогательный инструмент и приспособления, применяемые на фрезерных станках
Для закрепления режущего инструмента на фрезерных станках применяют различный вспомогательный инструмент. Он позволяет закреплять на станках как консольноработающий инструмент (хвостовые, концевые фрезы, фрезерные головки и др.), так и инструмент, закрепленный на оправках, один конец которых устанавливают в шпинделе, второй — во втулке серьги (дисковые, отрезные, модульные фрезы и др.).
Конструкция вспомогательного инструмента зависит от крепежно-присоединительной части фрезы и конструктивных особенностей шпинделя. Например, фрезы, имеющие конический хвостик – непосредственно в шпинделе или через переходную конусную втулку. Конец отверстий шпинделей фрезерных станков имеет конус Морзе № 3,4,5. Крутящий момент инструменту от шпинделя передается через сухари, закрепленные на шпинделе, которые входят в пазы на торцовой части втулки или оправки.
Насадные фрезы (дисковые, отрезные и т. д.) базируют по отверстию на оправке, имеющей шпонку для передачи крутящего момента.
Оправку с фрезой или набором фрез крепят одним концом в шпинделе, а другим – в серьге или подвеске. В случае консольного закрепления оправку устанавливают только в посадочном отверстии шпинделя. Торцовые фрезы крепят четырьмя болтами на шпинделе или на оправке, центрируя пояском на шпинделе или на оправке. Крутящий момент передается также двумя торцовыми шпонками.
Основные узлы конcольно-фрезерных станков
Основание – служит опорой станков.
Станина – базовый узел станка, во внутренней полости которого расположены коробка скоростей, шпиндель, электродвигатель главного движения.
По вертикальным направляющим станины перемешается консоль. В верхнем направляющем пазу установлен хобот.
Шпиндель – жесткий пустотелый вал, на переднем конце которого устанавливаются и закрепляются фрезы. Конический участок отверстия шпинделя (7:24) предназначен для установки фрез с помощью оправок или переходных втулок.
Хобот – в станках с горизонтальным шпинделем предназначен для поддержания свободного конца фрезерной оправки серьгой. Вылет хобота регулируется и фиксируется в нужном положении.
Консоль – чугунная отливка коробчатой формы, в которой размещены электродвигатель привода подачи, коробка подач и механизм ее переключения. Со станиной консоль соединяется вертикальным пазом типа "ласточкин хвост".
Салазки – промежуточный узел между консолью и столом станка. Нижним пазом салазки установлены на горизонтальных направляющих консоли в поперечном направлении. Верхний паз салазок типа "ласточкин хвост" служит направляющей для стола.
Стол – расположен на салазках и перемещается по ним в продольном направлении. На столе устанавливается и закрепляется обрабатываемая заготовка или приспособления для крепления заготовки.
Устройство универсального консольного горизонтально-фрезерного станка модели 6М82
Горизонтально-фрезерные станки имеют шпиндель, ось которого расположена горизонтально, а рабочий стол перемещается в продольном, поперечном и вертикальном направлениях. Они подразделяются на простые и универсальные, последние внешне ничем не отличаются от простых, но имеют поворотный вокруг вертикальной оси стол. Это позволяет обрабатывать на станке винтовые канавки, нарезать косозубые колеса и др. Главным движением является вращение фрезы, а движением подачи —продольное, поперечное или вертикальное перемещение стола. На рис. 5.1 показана компоновка, основные узлы и движения универсального консольного горизонтально-фрезерного станка мод. 6М82.
Рис. 5.1. Универсальный горизонтально-фрезерный станок мод. 6М82
На фундаментной плите 1 установлена станина 2, внутри которой размещен механизм главного движения с приводом от электродвигателя 3 и коробка скоростей 4. В вертикальных направляющих станины смонтирована консоль 5, которая может перемещаться вертикально по этим направляющим. На горизонтальных направляющих консоли установлены поперечные салазки 6, поворотная плита 7, а на направляющих последней — продольный (рабочий) стол 8. Таким образом, деталь, установленная непосредственно на столе, в тисках или приспособлении, может получить подачу в трех направлениях. Наличие поворотной плиты позволяет в случае необходимости поворачивать рабочий стол в горизонтальной плоскости и устанавливать его на требуемый угол. Некоторые горизонтально-фрезерные станки не имеют поворотной плиты; в этом случае их называют простыми в отличие от универсальных. Привод подачи стола размещён внутри консоли 5 и состоит из электродвигателя 9, коробки подачи 10 и других механизмов.
Фрезерные патроны и короткие оправки вставляют непосредственно в конусное гнездо шпинделя. Хобот 12 расположен в верхней части станины 2. В его направляющих установлена подвеска 13 с центром (слева) или с подшипником (справа). На хоботе могут быть закреплены также две поддержки 14, нижние концы которых связаны с консолью. Поддержки служат для жёсткости консоли.
На рис. 5.2 показана кинематическая схема универсального горизонтально-фрезерного станка мод. 6М82.
Рис. 5.2. Кинематическая схема универсального горизонтально-фрезерного станка мод. 6М82
Привод главного движения получает начало от электродвигателя 69 и осуществляется 18-ступенчатой коробкой скоростей. Вращение от вала I с помощью зубчатых колес 1-2 передается валу II, и далее через одну из трех пар колёс (3-4, 5-6 или 7-8) – валу III. Отсюда одна из передач 9-10, 11-12 или 4-13 сообщает движение валу IV, а последний по цепи колес 14-15 или 16-17 – шпинделю V. Изменение скоростей достигается переключением колес 3-5-7,10-13-12 и 14-16.
Привод механизма подачи расположен внутри консоли. Электродвигатель 63 с помощью передач 18-19, 20-21 вращает вал VIII. Далее через зубчатые колеса 22-23, 24-25 или 26-27 вращение передается валу IX. С вала IX через зубчатые колеса 27-28, 29-30 или 31-32 вращение передается валу X. Отсюда движение на вал XI может быть передано через пару колес 33-34 (колесо 33 смещается вправо для сцепления с муфтой M), или через перебор, состоящий из колес 35-36, 37-33 и 33-34 (при этом колесо 33 занимает положение, показанное на схеме). Широкое колесо 34 свободно насажено на вал и передаёт ему вращение при включении муфты 64. При включении дисковой функциональной муфты М вал XI может получить быстрое вращение, необходимое для осуществления ускоренных ходов. Цепь быстрого вращения состоит из группы передач 18-19, 19-52 и 52-53. Муфты 67 и 64 сблокированы и имеют один орган управления: при включении одной муфты вторая выключается и наоборот. Подачи столы осуществляются с помощью винтовых механизмов: продольная – парой 54-55; поперечная 56-57 и вертикальная 58-59. Гайка 55 закреплена в верхних салазках, 57 – в консоли, 59 – в тумбе 66.
Цепь продольной подачи соединяет вал XI с ходовым винтом 54. Она состоит из передач 38-39, 40-42, 43-44, 45-46 (на схеме винт 54 повёрнут на 90° относительно оси колёс 44 и 45; его ось перпендикулярна плоскости чертежа).
Цепь поперечной подачи состоит из зубчатых колёс 38-39, 40-42-47.
Цепь вертикальной подачи включает в себя зубчатые колёса 38-39, 40-41, 48-49 и 50-51. Для включения и выключения подач служат муфты 62, 65, 70.
Техническая характеристика станка мод. 6М82
Размеры рабочей поверхности стола, мм 320 х 1250
Наибольшее перемещение стола:
продольное, мм 800
поперечное, мм 250
вертикальное, мм 420
Расстояние от оси горизонтального шпинделя до
Поверхности стола, мм 30-450
Число скоростей шпинделя 18
Частота вращения шпинделя, об/мин. 31,5-1600
Число рабочих подач стола 18
Подача стола, мм/мин:
Продольная 25-125
Поперечная 25-125
Вертикальная 8,3-416,6
Мощность электродвигателя привода
Главного движения, кВт 7,5
Габаритные размеры, мм:
длина 2305
ширина 195
высота 1680
Масса, кг 2900
Устройство и принцип работы станка мод. НО-800
Станок универсально-фрезерный модели НО-800 предназначен для выполнения фрезерных операций технологических процессов по изготовлению деталей приборов. Станок предназначен для использования в составе технологического оборудования предприятий приборостроительной промышленности.
Применяемые в точном приборостроении фрезерные станки обычно работают фрезами небольшого диаметра, в связи с чем экономически целесообразных скоростей резания можно достичь за счёт увеличения частоты вращения шпинделя (до 4000 об/мин).
Особенность большинства этих станков – отсутствие автоматической подачи. Ручная подача осуществляется преимущественно системой элементарных механизмов (рычага или рычага, колеса и рейки), а снятие стружки малого сечения обуславливает необходимость применять при компоновке станков короткие фрезерные оправки, обходиться без использования хобота и т. д.
Фрезерные станки точного приборостроения в зависимости от расположения шпинделя подразделяются на вертикальные и горизонтальные. Существуют также комбинированные станки, у которых шпиндель может устанавливаться горизонтально или вертикально, что определяется характером выполняемых работ. В основном эти фрезерные станки являются малогабаритными, устанавливаются на столы или верстаки. Некоторые вертикально-фрезерные станки имеют поворотные головки, шпиндель которых можно устанавливать под углом ± 40°.
Техническая характеристика станка мод. НО-800
Технические данные, основные параметры и характеристики:
1. Расстояние от оси шпинделя до направляющих станины, мм 90
2. Расстояние от оси шпинделя до боковых салазок, мм 80
3. Максимальное перемещение шпиндельной бабки в горизонтальной и вертикальной плоскостях, 50
4.Диаметр рабочей поверхности стола, мм 100
5.Максимальное продольное перемещение стола, мм 100
6. Максимальный вертикальный ход стола, мм 50
7.Цена деления лимба перемещения стола, мм 0,01
8.Угол наклона стола в вертикальной плоскости ±300
9.Угол наклона шпиндельной бабки ±300
10. Электродвигатель шпиндельной бабки:
мощность, кВт 0,25
частота вращения, мин -1 3000
11.Конус в шпинделе специальный под цангу, 290
12.Напряжение питания, В 220/380
13.Точность обработки при фрезеровании, мм 0,02
14.Частота вращения шпинделя, мин –1 5300
15. Габаритные размеры, мм 650 х 610 х 670
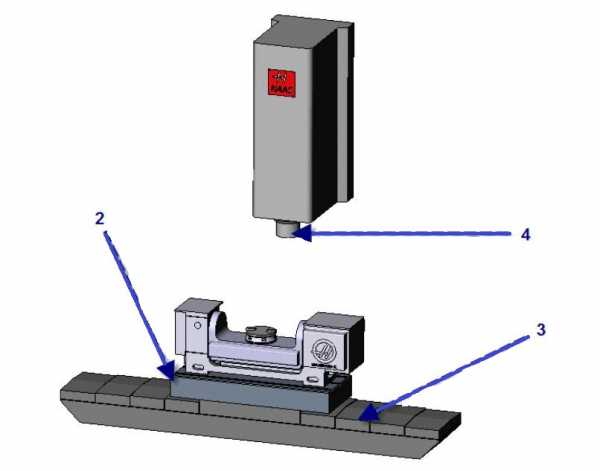
Обработка деталей может производиться в специальном приспособлении, которое крепиться к столу.
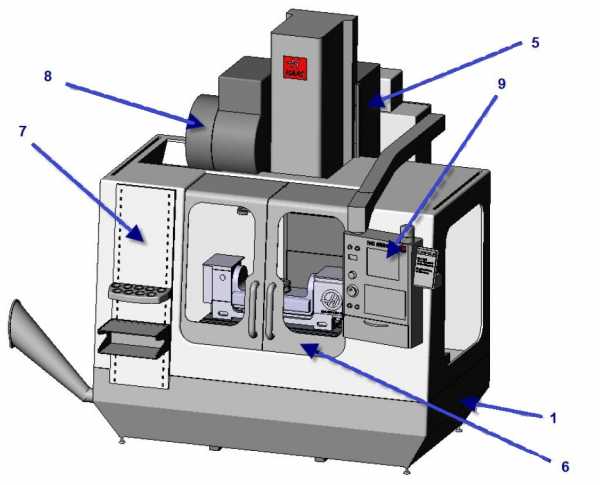
1. Шпиндель.
2. Шкивы трёхступенчатой ременной передачи.
3. Консоль.
4. Рычаг поворота стола.
5. Маховик поперечного перемещения стола.
6. Рабочий стол.
7. Регулировочное устройство шпинделя в вертикальном положении.
8. Натяжной ролик.
9. Стойка.
10. Маховик продольного перемещения стойки.
11. Рычаг вертикального перемещения стола.
12. Электродвигатель.
13. Корпус.
14. Пусковая аппаратура.
Рис. 4.3. Эскиз станка мод. НО-800
Общий вид станка представлен на рис. 4.3. Станок состоит из корпуса (станины) 13, в который встроен привод и пусковая аппаратура 14. Вращение шпинделя 1 осуществляется от электродвигателя 12 через трехступенчатую круглоременную передачу, огибающую натяжной ролик 8. Отверстие шпинделя рассчитано на применение цанги или оправки для фрез. Основание стойки 9, несущей шпиндель 1, закрепляется на призматических направляющих 15 станины с помощью двух эксцентриков. Продольное перемещение стойки 9 ограничивается упорными винтами 16 и осуществляется микрометрическим винтом 10 с ценой деления 0,01 мм. Зазор в направляющих регулируется с помощью клина.
Консоль 3, несущая на себе круглый стол 6, перемещается в вертикальном направлении по призматическим направляющим при помощи реечной пары от рукоятки 11, закрепленной на оси реечной шестерни. Вращение стола 6 вокруг оси осуществляется при помощи рычага 4, а поперечное перемещение стола осуществляется вращением маховика 5 микрометрического винта. Все движения винта ограничиваются упорными винтами.
Наклон консоли и шпиндельной бабки фиксируется зажимными болтами. Зазоры в направляющих регулируются клиньями.
Шпиндель станка вращается в двух бронзовых втулках. Одна втулка цельная с внутренним конусным отверстием, а вторая – разрезная. Регулировка радиальных и осевых люфтов осуществляется с помощью гаек.
Требование техники безопасности при выполнении лабораторной работы
1. К работе на универсальном фрезерном станке мод НО-800 допускаются лица, прошедшие инструктаж по технике безопасности и изучившие данную инструкцию.
2. Запрещается проводить любые виды работ на станке без разрешения преподавателя или инженера.
3. При установке станок должен быть надёжно заземлён в общую систему заземления.
Электрическое сопротивление, измеренное между заземляющим зажимом находящимся на вводе к станку, и любой металлической частью станка, которая может оказаться под напряжением 42 В и выше, не должно превышать 0,1 Ом.
4. При ремонте станок должен быть отключён от питающей сети вводным выключателем.
5. При работе станка запрещается производить ручные работы в зоне обработки детали.
Порядок выполнения работы
1. Ознакомиться с назначением, компоновкой и техническими характеристиками фрезерного станка мод. НО-800.
2. Изучить назначение основных узлов станка.
3. Определить главное движение, движения подач и вспомогательные движения.
4. По выданному преподавателем эскизу произвести наладку станка на обработку и при помощи микроскопа БМИ-1 определить точность полученных размеров, и сравнить с заданной величиной.
Содержание отчёта
1. Наименование и цель работы.
2. Инструмент, оборудование и принадлежности к работе.
3. Компоновка станка мод. НО-800 с указанием всех видов движений (главное движение, движение подачи, вспомогательные движения).
2. Эскиз детали.
3. Схема измерения и наладка станка.
4. Выводы и рекомндации.
Контрольные вопросы к лабораторной работе
1. Классификация станков фрезерной группы.
2. Назначение и виды выполняемых работ на фрезерных станках.
3. Вспомогательный инструмент, применяемый на фрезерных станках.
4. Устройство, компоновка и кинематическая схема станка мод. 6М82.
5. Назовите основные узлы и движения, необходимые для осуществления процесса резания на станке мод. НО-800.
Записи по теме
naparah.com
Устройство фрезерного станка. Устройство консольно-фрезерного станка. фрезерные станки
Предлагаем вашему вниманию устройство фрезерного станка, предназначеного для выполнения разнообразных фрезерных работ цилиндрическими, угловыми, торцевыми, фасонными и другими фрезами. На станках обрабатывают горизонтальные и вертикальные плоскости, пазы, рамки, углы, зубчатые колеса, модели штампов, пресс-форм и другие детали из стали, чугуна, цветных металлов, их сплавов и пластмасс. Мощность приводов и высокая жесткость станков позволяют применять твердосплавный инструмент.
Вертикально-Фрезерный станок 6Р12
Вертикально-Фрезерный станок 6Р12 предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов. Конструктивные особенности:
механизированное крепление инструмента в шпинделе; механизм пропорционального замедления подачи; устройство периодического регулирования величины зазора в винтовой паре продольной подачи; предохранительная муфта защиты привода подач от перегрузок; торможение горизонтального шпинделя при остановке электромагнитной муфтой; устройство защиты от разлетающейся стружки.
Технологические особенности:
разнообразные автоматические циклы работы; широкий диапазон частот вращения шпинделя и подач стола; большая мощность приводов; высокая жесткость; надежность и долговечность.
Гравировально-фрезерный станок с ЧПУ
Гравировально-фрезерный станок с ЧПУ и устройством автоматической смены инструментов
Характеристика:1. Благодаря тяжеловесной стальной конструкции наши гравировально-фрезерные станки с ЧПУ и устройством автоматической смены инструментов подходят для применения в деревообрабатывающей промышленности, например, для резки и гравировки по палисандру для мебели, оформления внутреннего интерьера, могут использоваться для массового производства мебели, при этом они идут с вакуумным столом и пылеуловителем.2. Мы используем только высококачественные компоненты оборудования мировых лидеров производства, это - HSD шпиндели, инверторы Delta, вакуумные насосы Becker и пр., для поддержания оборудования в лучшем состоянии, даже при эксплуатации на протяжении многих лет.
Высококачественные компоненты:1. Рама машины изготовлена из тяжеловесной стали, отличается надежностью и долгим сроком эксплуатации.2. Импортная высокоточная шариковинтовая передача обеспечивает плавное движение, гарантируя высокую точность работы оборудования.3. Шпиндель HSD, отличная режущая способность, низкий уровень шума, длительный срок работы машины.4. Высокопроизводительный серводвигатель гарантирует высокую скорость и точность работы гравировально-фрезерного станка с ЧПУ и устройством автоматической смены инструментов.5. Контрольная точка в программе памяти позволяет сохранять текущее состояние процесса резки, при внезапном отключении энергоснабжения, а также осуществляет прогнозирование времени обработки и пр.6. Компактный дизайн, высококачественные комплектующие, низкая частота отказов машины.7. (RC 1325 ATC) шаговые двигатели и приводы, два двигателя для оси Y.
Устройство консольно-фрезерного станка
Консольно-фрезерные станки — наиболее распространенный тип станков, используемый для фрезерных работ. Отличительная особенность станка — наличие консоли (кронштейна), несущей стол и перемещающейся по направляющим станины вверх и вниз. Существуют горизонтальные, вертикальные, универсальные и широкоуниверсальные консольно-фрезерные станки. В горизонтально-фрезерных станках шпиндель расположен горизонтально и стол перемещается в трех взаимно перпендикулярных направлениях. Отличие универсальных консольно-фрезерных станков от горизонтальных заключается только в возможности поворота стола относительно вертикальной оси, а широкоуниверсальных фрезерных станков от универсальных — в наличии на станине специального хобота, на торце которого установлена дополнительная головка со шпинделем, поворачивающаяся под углом в любом направлении. Вертикально-фрезерные станки отличаются от горизонтально-фрезерных вертикальным расположением шпинделя и отсутствием хобота. В рассматриваемых станках детали и узлы широко унифицированы.
В качестве примера для рассмотрения технической характеристики, компоновки и кинематической схемы выбран универсальный горизонтальный консольно-фрезерный станок (рис. 5.2). Он предназначен для выполнения разнообразных фрезерных работ по чугуну, стали и цветным металлам твердосплавным и быстрорежущим инструментом в условиях мелко- и крупносерийного производства. Наличие в станке возможности поворота стола вокруг своей вертикальной оси позволяет фрезеровать винтовые канавки сверл, червяков и т.д.
Станок состоит из станины 2, установленной на фундаментной плите 14. На вертикальных направляющих станины расположена консоль 12 с горизонтальными поперечными направляющими, на которых удерживаются салазки 11, а на них — поворотная плита 10 с горизонтальными продольными направляющими. На этих направляющих монтируют стол 9. Такая компоновка узлов обеспечивает возможность перемещения стола в трех направлениях (продольном, поперечном и вертикальном). В станине расположена коробка скоростей 5 с рукояткой 1 и лимбом 3 и привод с электродвигателем, обеспечивающим вращение шпинделя. В консоли 12 размещена коробка подач 13 с электродвигателем, лимбом 16 и рукояткой 15 для установки подач. В верхней части станины смонтирован шпиндель 6, а на направляющих выдвижного хобота 4 закреплены подвески (кронштейны) 7 и 8, которые являются опорами фрезерных оправок для установки фрез.Основные движения в станке
Главное движение. Вал IV (рис. 5.3) со шпинделем получает вращение от электродвигателя Ml (мощность двигателя N= 3 кВт; частота вращения п = 1450 мин-1) через шкивы 100/180 клиноременной передачи и 12-ступенчатую коробку скоростей. От вала II вращение передается валу III посредством передвижных блоков зубчатых колес z = 51/51 или 60/42, 42/60, 34/68, 21/81, 27/75. От вала III вращение зубчатыми колесами z= 75/41 или 24/96 передается валу IV. Уравнение кинематической цепи для минимальной частоты вращения шпинделя
Изменение направления вращения шпинделя осуществляют реверсированием вращения вала электродвигателя Ml.
Движение подачи осуществляется от электродвигателя М2 (N= 0,3 кВт; n = 1450 мин-1) через коробку подач, обеспечивающую 12 ступеней подачи. От вала VIII через цилиндрические передачи z = 26/67 и 36/60 вращение передается валу X, от него через блок зубчатых колес z = 37/53 или 30/60, 45/45 — валу XI и далее перебором z = 45/45 или 24/66 — валу XII, через зубчатые колеса z = 18/72 и 30/60 и широкое колесо z = 60 обгонной муфты вращение передается валу XIII (непосредственно или минуя перебор, когда широкое колесо z = 60 соединено с зубчатым колесом z = 45). От вала XIII вращение зубчатыми колесами z = 37/44 передается валу XIV; при этом вертикальное движение подачи осуществляется ходовым винтом VI (6x1), которому вращение от вала XIV передается зубчатыми колесами z = 25/50 и 24/36. Продольное движение подачи производится от ходового винта XVII (6x1) (на рис. 5.3 винт условно повернут на 90°), который вращается от вала XIV при помощи цилиндрических передач z = 48/52, 17/24, 28/28 (справа при прямом ходе) или z = 28/28 (слева при обратном ходе).
Поперечные подачи от вала XIV через шестерни z = 48/52, 38/54 передаются на ходовой винт XVIII. Ускоренный ход стола осуществляется от электродвигателя М2 посредством цилиндрических передач z=26/67, 36/60, 60/30 через включенную электромагнитную Мэ и обгонную Мо муфты и далее через ускоренные передачи рабочих подач. Реверсирование поперечного и вертикального движений подачи происходит при включении муфт Мф1 и Мф2 зубчатых колес z=32 и 50. В этом случае вращение от вала XIV передается ходовому винту XVIII цилиндрическими передачами z = 32/39, 39/50 (см. сеч. А—А), а ходовому винту VI — передачами z = 32/39, 39/35, 52/48, 25/50, 24/36.
Уравнение кинематической цепи продольного движения стола с минимальной скоростью
Так же можно записать уравнения кинематических цепей продольного движения стола с максимальной скоростью подачи, поперечного и вертикального движений стола с минимальной и максимальной скоростями подач.Салазки 13 консольно-фрезерного станка (рис. 5.4) перемещаются на консоли 16 в поперечном направлении. На салазках смонтирована поворотная плита 11, а на ней (в продольных направляющих) — стол 9, перемещающийся ходовым винтом 2, вращаемым вертикальным валом 17 при помощи конических зубчатых колес 10, 5, 8. Реверсирование стола осуществляют, перемещая вилкой 6 муфту 7 вправо и влево, а для отключения движения стола необходимо вилку 6 установить в среднее положение. В крайних положениях муфта соединяется с коническими зубчатыми колесами 5 и 8. На ходовом винте предусмотрен механизм выборки зазора между резьбой винта 2 и гайками 3 и 4, из которых одна (3) может перемещаться в осевом направлении при вращении червяка 14 (см. сеч. Б—Б). Ручная подача стола осуществляется при вращении маховика 1.
Поворотная плита 11 (при необходимости) может быть повернута на вертикальном валу 17 относительно салазок 13 на ±45°. Плиту 11 центрируют по Т-образному пазу салазок 13 при помощи двух сухарей 12, которые одновременно служат для закрепления плиты на салазках при их подъеме.
Устройство гравировально-фрезерных станков с ЧПУ
Гравировально фрезерный станок с ЧПУ это высокотехнологичное электронное производственное оборудование позволяющее производить механическую обработку (гравировку или фрезеровку) широкого спектра материалов. Основными сферами применения гравировально фрезерного станка с ЧПУ являются деревообработка, наружная реклама, производство корпусных деталей из пластика, раскрой фанеры и МДФ.
Современные гравировально-фрезерные станки ЧПУ состоят из таких основных узлов:
станины; рабочего стола; портала; системы позиционирования; обрабатывающего инструмента; системы автоматической смены инструмента; вакуумного стола.1. Станина
Станина представляет собой несущую раму или фундамент станка ЧПУ. Основные ее параметры – жесткость и габаритные размеры.
От жесткости станины станка, в значительной степени, зависит качество обработки материала, производительность станка и срок его службы.
Выделяют три основные конструкции станины:
цельно-литые станины;
цельно-варенные станины;
сборные станины с болтовым или клепочным соединением.
Цельно-литая станина самая жесткая, прочная и долговечная. Но у нее есть недостатки. Например, значительная масса и высокая стоимость.
В отличие от цельно-литой, рамы сборной конструкции намного дешевле и легче. Их недостаток - необходимость в регулярном техническом обслуживании (перетяжка клепок и болтов) и более короткий термин эксплуатации.
Оптимально сочетают в себе долговечность, прочность и относительно невысокую стоимость цельно-варенные станины. Рамы цельно-варенной конструкции используются в большинстве современных гравировально-фрезерных станках с ЧПУ.
Сейчас в продаже предлагаются станки от совсем небольших, с размером площади обработки 0,5 на 1 метр, и до громадных с размером рабочего поля 3 на 2 метра. Чаще всего размер рабочей площади привязывается к стандартным размерам листового материала, который обрабатывается на этом станке.
2. Рабочий стол
Рабочий стол – это поверхность станка, на которую крепится обрабатываемая заготовка. Рабочий стол играет роль опоры и служит для жесткой фиксации будущей детали в вертикальной плоскости. Главные требования, предъявляемые к рабочему столу, - это точность фиксации, не зависимо от срока эксплуатации, нагрузок, температурных и других атмосферных факторов. Потому как отклонение даже на 0,1 мм может значительно ухудшить качество обработки материала.
3. Портал
Портал – это движущаяся деталь станка ЧПУ, при помощи которой крепится обрабатывающий инструмент и перемещается относительно обрабатываемого материала по специальным направляющим. Направляющие, как правило, крепятся к станине. Приводной двигатель (шаговый или серводвигатель) передает движение инструменту через передачи (система рейка шестерня или шарико-винтовые). На портале устанавливается система позиционирования суппорта. Она несет на себе обрабатывающие инструменты, которые закрепляются при помощи шпинделя.
4. Система управления ЧПУ
Система управления на станках с ЧПУ, как правило, позволяет реализовать движение в трех плоскостях:
ось Х – вдоль рабочей плоскости;
ось Y – в поперечном направлении относительно рабочей плоскости;
ось Z – в вертикальной плоскости перпендикулярно относительно рабочей поверхности.
В некоторых системах ЧПУ предусмотрено управление пятью координатами
В стандартном случае система управления состоит из приводного двигателя, системы передачи и опорно-направляющей группы.
Предлагаем вашему вниманию устройство фрезерного станка, предназначеного для выполнения разнообразных фрезерных работ цилиндрическими, угловыми, торцевыми, фасонными и другими фрезами. На станках обрабатывают горизонтальные и вертикальные плоскости, пазы, рамки, углы, зубчатые колеса, модели штампов, пресс-форм и другие детали из стали, чугуна, цветных металлов, их сплавов и пластмасс. Мощность приводов и высокая жесткость станков позволяют применять твердосплавный инструмент. УСТРОЙСТВО ФРЕЗЕРНОГО СТАНКА :
В станине 1 размещена коробка скоростей 2. Шпиндельная головка 3 смонтирована в верхней части станины и может поворачиваться в вертикальной плоскости. При этом ось шпинделя 4 можно поворачивать под углом к плоскости рабочего стола 5. Главным движением является вращение шпинделя. Стол, на котором закрепляют заготовку, имеет продольное перемещение по направляющим салазок 6. Салазки имеют поперечное перемещение по направляющим консоли 7, которая перемещается по вертикальным направляющим станины. Таким образом, заготовка, установленная на столе 5, может получать подачу в трех направлениях. В консоли смонтирована коробка подач 8.
На вертикально-фрезерных станках применяют следующие типы фрез: торцовые, концевые, шпоночные. Фрезы изготовляют цельными или сборными с напайными или вставными ножами.Цельные фрезы изготовляют из инструментальных сталей, корпуса напайных фрез - из конструкционных сталей; на рабочие части зубьев фрез припаивают пластинки из быстрорежущих сталей и твердых сплавов.
sawwood.ru
Конструкция и чертежи фрезерного станка. Конструктивные особенности фрезерных станков с ЧПУ фрезерные станки
Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы. Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т.д. Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Конструктивные особенности фрезерных станков с ЧПУ
Фрезерные станки с ЧПУ имеют компоновки вертикально-фрезерных, горизонтально-фрезерных и продольно-фрезерных станков. Вертикальные станки делят на две группы консольно-фрезерные и бесконсольно-фрезерные.
Станки консольного исполнения имеют меньшую массу и занимают меньшую площадь по сравнению со станками других типов, однако в варианте с ЧПУ мало перспективны. Изготавливают эти станки в одноинструментном (рис. 101, а) и многоинструментном (рис. 101, б) исполнениях. Многоинструментность достигается за счет оснащения станка револьверной головкой.Исполнения фрезерных станков с ЧПУ
В бесконсольных станках вертикальное перемещение имеет фрезерная головка. Стол обладает перемещениями по осям X' и Y', он покоится на массивном основании, благодаря чему станки такого типа обладают повышенной, по сравнению с консольными, жесткостью. Бесконсольные станки также можно изготовлять одноинструментными (рис. 101, в) или снабжать револьверными головками (рис. 101, е). Консольно-фрезерные станки имеют ширину стола 200, 250, 320 и 400 мм, бесконсольные - несколько большую: 320, 400, 500 и 630 мм.
Продольно-фрезерные станки (рис. 101, г) имеют большую ширину стола (630, 800 и 1000 мм) и длину до нескольких метров. В отличие от станков с ручным управлением продольно-фрезерные станки с ЧПУ чаще всего снабжают неподвижной траверсой, на которой расположена одна вертикальная головка по оси Z не только компенсирует отсутствие смещения траверсы, но и придает станку горазда более широкие возможности, так как вертикальное перемещение головки является как установочным, так и рабочим. На продольно-фрезерном станке такой компоновки при использовании навесных угловых головок можно выполнять полную обработку деталей с пяти сторон. На одностоечном продольно-фрезерном станке (рис. 101, д) обычно встраивают поворотный стол.
Свойство работать разнообразными инструментами (фрезами, резцами, зенкерами, развертками, метчиками) присуще всем фрезерным станкам с ЧПУ, благодаря чему эти станки отвечают требованиям интегральной обработки.
Фрезерные станки имеют, как минимум, три программируемых координатных перемещения по осям X', Y' и Z'. В сложных станках число управляемых координат доходит до пяти. Большинство вертикально-фрезерных станков снабжены контурной системой программного управления, а продольно-фрезерные - как контурной, так и позиционной, обеспечивающей прямоугольную обработку. Последние изготавливают также в исполнении с преднабором и цифровой индикацией (Ф1).
Достаточно широкое распространение получили станки с заданием цикла обработки непосредственно на рабочем месте, так называемые с ЦПУ (цикловое программное управление). Обычно система управления имеет ряд стандартных элементов циклов (например, нарезание резьбы), которые можно вызывать программой. Программирование величин перемещений исполнительных устройств в станках с ЧПУ осуществляется переставными упорами.
В конструкции направляющих тяжелых станков применяют направляющие качения. Выбор зазоров в приводах подач обеспечивает обработку при встречном и попутном фрезеровании. Технические характеристики фрезерных станков с ЧПУ приведены в табл. 47.
Передний конец шпинделя фрезерного станка имеет наружный фланец с посадочной цилиндрической поверхностью и крепежными резьбовыми отверстиями и двумя шпонками по торцу, а также внутреннее коническое отверстие с конусом 7/24.
Рабочие поверхности столов имеют продольные Т-образные пазы, средний из пазов выполняют с точностью H9, который используют для базирования зажимных приспособлений.
Фрезерные станки
Фрезерный станок в металлообработке, металлорежущий станок для обработки резанием при помощи фрезы, наружных и внутренних плоских и фасонных поверхностей, пазов, уступов, поверхностей тел вращения, резьб, зубьев зубчатых колёс и т.п.
По назначению фрезерные станки разделяют на универсально-, горизонтально-, вертикально-, продольно-, копировально-, резьбо-, шпоночно-, карусельно-, барабанно-фрезерные и др. По конструкции фрезерные станки могут быть консольные и бесконсольные. Главное движение у фрезерных станков (вращательное) осуществляется фрезой, движение подачи (поступательное) — заготовкой; в некоторых случаях (например, при обработке крупных изделий) движение подачи может сообщаться фрезе.
Универсально-фрезерный станок консольной конструкции характеризуется горизонтальным расположением оси шпинделя, имеет хобот с подвеской для крепления оправки фрезы и предназначен для работы с разными типами фрез. Станок имеет поворотный (в горизонтальной плоскости) стол, что позволяет фрезеровать винтовые канавки; стол может перемещаться в продольном, поперечном и вертикальном направлениях.
Горизонтально-фрезерный станок аналогичен универсально-фрезерному, но его стол не имеет возможности поворачиваться.
Вертикально-фрезерный станок по конструкции близок к горизонтально- и универсально-фрезерным станкам, но отличается от них вертикальным расположением оси шпинделя.
Ниже представлена компоновочная схема вертикально-фрезерного станка.Компоновочная схема вертикально-фрезерного станка Компоновочная схема вертикально-фрезерного станкаРис.1 Компоновочная схема вертикально-фрезерного станка
Продольно-фрезерный станок предназначен для обработки различных плоскостей у крупногабаритных заготовок (или их групп), установленных в многоместных приспособлениях на столе станка, главным образом торцовыми фрезами. На вертикальных стойках станка, смонтированных на станине, расположены боковые фрезерные головки, а также поперечина с вертикальными фрезерными головками. Каждая головка имеет индивидуальный привод вращения шпинделя; оси шпинделей могут перемещаться в горизонтальной и вертикальной плоскостях, а также устанавливаться под углом. Продольную подачу имеет стол, поперечную — вертикальные фрезерные головки, а вертикальную — боковые. Все фрезерные головки имеют общий привод подач.
Ниже представлена компоновочная схема продольно-фрезерного станка.Компоновочная схема продольно-фрезерного станка Компоновочная схема продольно-фрезерного станкаРис.2 Компоновочная схема продольно-фрезерного станка
В промышленности находят всё более широкое применение различные типы фрезерных станков с программным управлением.
Схема работы фрезерного станка с верхним расположением шпинделя
Пневмосхема станка обеспечивает перемещение фрезерной головки при рабочем и холостом ходах и ее блокировку при падении или исчезновении как давления сжатого воздуха, так и напряжения питающей электросети.
Из цеховой пиевмосистемы сжатый воздух через кран поступает в фшльтр-влагоотделитель, где очищается от твердых частиц, воды и компрессорного масла, далее — в регулятор давления, обеспечивающий регулирование давления в пневмосистеме станка до нужной величины. Давление контролируется манометром. Из регулятора давления воздух попадает в маслораспылитель, работающий по принципу пульверизатора, проходя через который, он насыщается частицами масла и далее разделяется на три магистрали: в пневмоприжим, фиксируя фрезерную головку, в штоковую полость цилиндра, поднимая фрезерную головку в крайнее верхнее положение, а также в воздухораспределитель, представляющий собой комбинацию двух распределителей с электромагнитным и пневматическим управлением. Поршневая полость цилиндра через дроссель и обратный клапан и распределитель в исходном положении связана с атмосферой.При нажатии на педаль управления станком срабатывает электромагнит распределителя, переключая распределитель во второе положение, что вызывает переключение распределителя и обеспечивает подачу воздуха в поршневую полость цилиндра через дроссель и обратный клапан и тем самым опускание фрезерной головки. Скорость перемещения головки при движении вниз (рабочем ходе) регулируется дросселем, при движении вверх (холостом ходе) — другим дросселем. При рабочем ходе головки инструмент обдувается сжатым воздухом. Воздух на пневмоприжим и в штоковую полость подается постоянно, обеспечивая блокировку фрезерной головки; при отключении напряжения, питающей электросети магнит воздухораспределителя отключается, головка под действием усилия в штоковой полости поднимается в крайнее верхнее положение; при падении давления в пневмосистеме станка происходит фиксация фрезерной головки за счет пружины пневмоприжима и системы рычагов.
Работа с периферийными прижимами. В исходном положении, пневмораспределитель 1 стоит в положении «периферийный прижим», а пневмораспределитель 2 — в положении «стоп». Пневмоцилиндры периферийных прижимов в зависимости от положения стола станка и распределительного золотника, установленного в опоре стола, зажаты или отпущены. Обе полости пневмоцилиндра центрального прижима соединены с атмосферой. Поршень цилиндра прижима фрезы находится в крайнем отведенном положении и нажимает на трехлинейный клапан.
В этом положении сжатый воздух по трубопроводу через пневмораспределитель 1 поступает к распределительному золотнику периферийных пневмоприжимов 1...8 и по трубопроводу через пневмоклапан к пнёвмоклапану последовательности, переключая его. При этом сжатый воздух через пневмораспределитель по трубопроводу через пневмодроссель поступает в левую полость цилиндра прижима фрезы и по трубопроводу через трехлинейный клапан по трубопроводу к пневмораспределителю, поддерживая его в крайнем правом положении.Для осуществления обработки пневмораспределитель переключают в положение «фрезерование». Сжатый воздух по трубопроводу через пневмоклапан последовательности (он стоит в положении, открытом для пропуска сжатого воздуха, т. к. магистраль находится под давлением, см. выше) поступает в правую полость цилиндра прижима фрезы. Поршень со штоком перемещается влево. Происходит перемещение фрезы к заготовке и прижим копирного ролика к копиру.
По окончании работы или при смене инструмента необходим отвод фрезы. Это осуществляется следующим образом: пневмораспределитель устанавливается в положение «стоп». При этом сжатый воздух по магистрали поступает в левую полость, цилиндра, а правая полость через трубопровод, клапан последовательности, трубопровод и пневмораспределитель соединена с атмосферой. Поршень и шток перемещаются вправо, отводя фрезу в нерабочее положение.
Работа с центральным прижимом. Пневмораспределитель 1 поставить в положение «центральный прижим». При этом магистраль соединится с атмосферой, а сжатый воздух пойдет по трубопроводу к воздухораспределителю. Так как магистраль (как это было рассмотрено выше при анализе исходного положения) находится под давлением, то сжатый воздух поступит в магистраль и в нижнюю полость пневмоцилиндра 2, поднимая его вверх. Зона загрузки свободна. Одновременно верхняя полость цилиндра, магистрали соединены с атмосферой.
При исчезновении давления в магистрали (в магистрали давление исчезло при установке пневмораспределителя 1 ) в положение «центральный прижим») магистраль также будет без давления и клапан последовательности разобщит магистрали.
Для начала обработки необходимо пневмораспределитель установить в положение «фрезерование». Сжатый воздух поступит по магистрали к клапану последовательности и дальше не сможет пойти, пока магистраль не получит давление и откроет доступ к магистрали. Одновременно с этим магистрали через клапан трехлинейный (в исходном положении этот клапан нажат, как это показано на схеме) и магистраль соединены с атмосферой. В этом случае пневмораспределитель переключит каналы и магистраль соединится с магистралью и сжатый воздух, который получен от распределителя (при установке его в положение «центральный прижим»), поступит в верхнюю полость цилиндра центрального прижима. Произойдет прижим заготовки. Когда давление в магистралях поднимается, клапан последовательности соединит магистрали и воздух поступит в правую полость цилиндра. Фреза начнет приближаться к заготовке. В случае, если деталь окажется не зажата после полного хода штока цилиндра центрального прижима, кулачок на штоке нажмет ролик трехлинейного клапана. Последний соединит магистраль и магистраль с атмосферой, и клапан последовательности не даст разрешения на перемещение фрезы к заготовке.
Отжим заготовки центральным прижимом произойдет только после того, как фреза отойдет от заготовки в исходное положение и нажмет на ролик трехлинейного клапана. Это происходит следующим образом: при переключении пневмораспределителя 2 в положение «стоп» сжатый воздух поступает по магистрали в левую полость цилиндра и начинается отвод шпиндельной бабки. При этом прижим детали не прекращается, т. к. от пневмораспределителя 1 воздух продолжает поступать в магистраль и через распределитель в магистраль, т. к. магистраль продолжает оставаться соединенной с атмосферой (трехлинейный клапан не нажат; он нажимается только в исходном положении) и магистраль, которая уже находится под давлением, не может соединиться с трубопроводом. Центральный прижим продолжает удерживать деталь.
Когда шпиндельная бабка вернется в исходное (отведенное) положение, трехлинейный клапан нажимается и давление из магистрали поступит в магистраль, распределитель переместится вправо и магистраль соединится с атмосферой, а магистраль с нижней полостью цилиндра центрального прижима. Деталь освобождается.
Двухсторонний фрезерный станок, LYNX
Фрезерный станок LYNX разработан специально для того, чтобы решить проблему возникновения сколов при обработке шпонированных или окутанных дверных коробок.Идеальное качество обработки под прямым углом или под наклоном, достигается за счет применения фрезерования, вместо пиления/торцевания.
ОСОБЕННОСТИ КОНСТРУКЦИИ ФРЕЗЕРНОГО СТАНКА:Благодаря интерполяции осей машины, а также сложному программному обеспечению, установленному на борту, оператор может выбрать любой из необходимых рабочих циклов, оптимально подходящих для поставленной задачи.
Компактные рабочие узлы перемещаются по закаленным направляющим на линейных подшипниках, защищенных пыльниками. Все оси приводятся в действие винтовыми направляющими, чтобы обеспечить высокую точность перемещения, при высокой скорости.Блок ЧПУ состоит из трех основных компонетов используемых в большинстве машин компании:
Управляющий компьютер.
Операционная система Windows XP Professional, ОЗУ 512 Мб - PENTIUM 4 or equivalent at 2,8 GHz; 40 Gb Жесткий диск (или более) - Дисковод - CD-ROM 52x drive -RS232 серийный порт - 2-направленный параллельный порт – USB порт; Сетевая карта Ethernet 10/100, клавиатура, мышь and 17" LCD цветной монитор; Дружественный интерфейс пользователя, с возможностью интерполированного программирвоания 4х цифровых осей; Система самодиагностики станка; Телесервис, программное обеспечение (по запросу).
Система цифрового позиционирования положения рабочих узлов и стола машины.
Векторный инвертор для управления пятью трехфазными двигателями с логикой "Motion Control"; Высокодинамичные двигатели для оптимизации отклика инвертора; Программные и механические концевые выключатели для всех подвижных осей машины; Оптимизированные последовательности перемещения осей, предотвращающие возможные пересечения и касания с подвижными частями станка; Система компенсации люфта в двух направлениях по всем осям; Гидравлическая система с помпой мощностью 0,75 кВт для разблокировки осей перед активацией числового программного управления.
Контроллер фрезерного станка NUM 1040 POWER
Управление четырьмя интерполированными рабочими осями; Карточки приводы и двигатели без щеток.
Конструкция и чертежи фрезерного станка
1 Выпилите кусок березовой фанеры для панели А и кусок бумажно-слоистого пластика для покрытия В по указанным в «Списке материалов» размерам, не забыв добавить припуск 25 мм по длине и ширине.
2 Руководствуясь инструкциями на банке, нанесите контактный клей на обратную сторону пластика и верхнюю сторону фанеры. Приклейте пластик к фанере, отступив от ее угла около 3 мм, как показано в «Совете мастера». Плотно прикатайте пластик резиновым валиком.
3 Прижимая к параллельному (продольному) упору пильного станка свободные от пластика края фанеры, опилите с противоположных краев около 6 мм материала, пропиливая фанеру и пластик одновременно. Теперь, прижимая к упору уже опиленные начисто кромки, обрежьте противоположные стороны детали А/В до окончательного размера.4 Выпилите длинные С и короткие D кромочные накладки с припуском около 25 мм. Сделайте на их концах скосы, чтобы закрыть края крышки (рис. 1). Приклейте их к краям крышки и зафиксируйте струбцинами, выровняв верхние стороны с поверхностью пластика, как показано в «Совете мастера» на с. 80.
5 Установите в пильный станок пазовый диск толщиной 19 мм и прикрепите к параллельному (продольному) упору деревянную накладку высотой около 250 мм. Отрегулируйте положение диска и упора для выборки в кромочных накладках D шпунтов для установки алюминиевого профиля, как показано на рис. 1а. Проверьте сделанные настройки на обрезках и, если требуется, измените их. Прижимая к упору покрытую пластиком сторону крышки, выпилите шпунты в кромочных накладках D. Используйте подпорный брусок для предотвращения сколов на выходе пильного диска.6 Тем же самым пазовым диском выпилите шпунт в пробном обрезке доски и проверьте, как входит в него ползун углового упора. Он должен свободно перемешаться вдоль шпунта с минимальным люфтом. Скорректируйте настройки, если требуется. Положите крышку пластиком вниз и выпилите в ней паз для углового упора . Чтобы не было сколов на выходе пильного диска, используйте подпорный брусок.
sawwood.ru
Особенности устройства и конструкции фрезерного станка с ЧПУ
Фрезерные станки с ЧПУ можно классифицировать по различным признакам: по положению шпинделя (вертикальные или горизонтальные), по количеству управляемых осей или степеней свободы (2, 3, 4 или 5 осей), по точности позиционирования и повторяемости обработки, по количеству используемого инструмента (одно- или многоинструментальные) и т. д.
Рассмотрим конструкцию вертикально-фрезерного станка с ЧПУ (рис. 1.4, 1.5). Станина (1) предназначена для крепления всех узлов и механизмов станка. Рабочий стол (2) может перемещаться в продольном (влево/вправо) и поперечном (вперед/назад) направлениях по направляющим (3). Пульт управления, или стойка ЧПУ (9), закреплен на кронштейне и может быть перемещен в удобное для оператора положение.
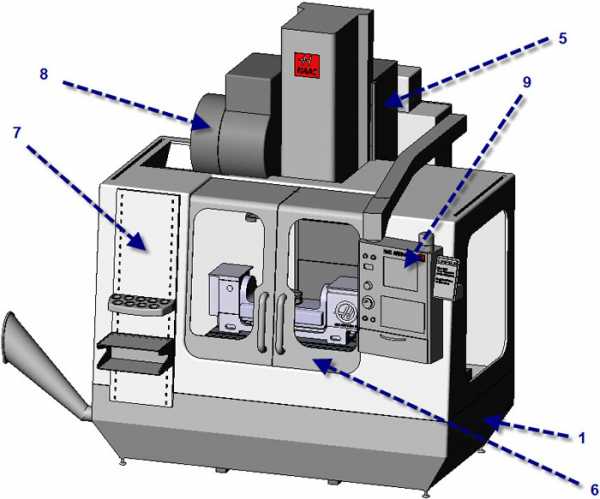
Рис. 1.4. Корпус вертикально-фрезерного станка с ЧПУ
На рабочем столе закрепляют заготовки и различные технологические приспособления. Для этого на столе имеются специальные Т-образные пазы. Шпиндель (4) предназначен для зажима режущего инструмента и придания ему вращения. Шпиндель закреплен на колонне (5), которая может перемещаться в вертикальном направлении (вверх/вниз). От точности вращения шпинделя, его жесткости и виброустойчивости в значительной мере зависят точность и качество обработки. Таким образом, рассматриваемый станок является трехосевым.
Защитные кожухи (7) необходимы для обеспечения безопасности. Они защищают оператора станка от летящей стружки и смазывающе-охлаждающей жидкости (СОЖ), которая подается в зону обработки под давлением. Дверца (6) обеспечивает доступ в рабочую зону станка. В магазине инструментов (8) барабанного типа находится набор режущих инструментов. При этом взятие необходимого инструмента и фиксация его в шпинделе обеспечиваются устройством автоматической смены инструмента и производятся по определенной команде управляющей программы.
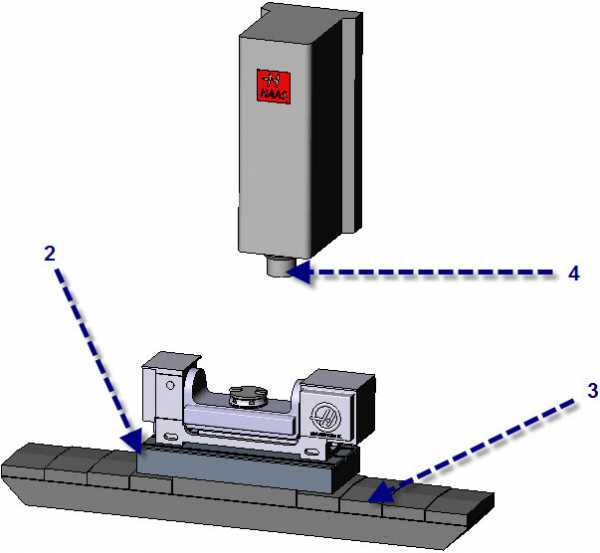
Рис. 1.5. Конструктивные элементы станка
planetacam.ru
Устройство и конструкция фрезерного станка с ЧПУ
Фрезерные станки с ЧПУ, как правило, классифицируют по различным признакам, например по положению шпинделя (горизонтальные или вертикальные), по присущему количеству степеней свободы либо управляемых осей (2,3,4,5 осей), также возможна классификация по точности обработки, а также ее повторяемости, по количеству инструментов, используемых в обработке (одно- или многоинструментальные) и так далее.
Для примера рассмотрим вертикально-фрезерный станок с ЧПУ, показанный ниже:
Для крепления механизмов и узлов станка предназначена станина 1. В поперечном (вперед-назад) и в продольном (влево-вправо) направлениях перемещается рабочий стол 2 по направляющим 3. Стойка с ЧПУ 9, как правило, крепится на кронштейн и может перемещаться оператором станка в любое удобное для него положение.
Заготовки, а также различные технологические приспособления размещают на рабочем столе. Для этого на нем существуют Т-образные специальные пазы. Для зажима рабочего инструмента а также для его вращения существует шпиндель 4. Он крепится в колонне 5, которая перемещается в направлении – верх/низ. Качество и точность обработки напрямую зависит от точности скорости вращения шпинделя, его виброустойчивости и жесткости.
Для обеспечения необходимого уровня безопасности применяют защитные кожухи 7. Они производят защиту обслуживающего персонала от смазывающе-охлаждающей жидкости (СОЖ), которая под большим давлением подается в зону обработки детали, а также от стружки, отлетающей в процессе обработки. Набор режущих инструментов для данного станка с ЧПУ находится в магазине инструментов 8 барабанного типа. При этом выбор нужного инструмента обработки и его фиксация в шпинделе производятся автоматически, по команде управляющей программы. Также происходит и автоматическая смена инструмента.
elenergi.ru
Устройство фрезерного станка | Lathe.by
Фрезерные станки делятся на станки горизонтального и вертикального типа. Однако и те и другие имеют одинаковое устройство с небольшими различиями в параметрах.
Виды конструкции фрезерного станка
В устройство фрезерного оборудования входит шпиндель, который может двигаться продольных, поперечных и вертикальных направлениях. Горизонтально-фрезерный станок бывает простой и универсальной конструкции. Конструкция универсальная означает, что фрезерный станок помимо поворотного механизма шпинделя имеет поворачивающийся на 45 градусов стол. Чтобы стол был расположен на требуемый угол и максимально точно, на его поверхность нанесены деления в градусах.
Вертикальный станок имеет те же составные элементы, что и станок горизонтального типа, но шпиндель у него расположен вертикально.
Составные части станка
Фрезерный станок имеет составные элементы в виде станины, шкафа для электрооборудования, коробки скоростей, подач и переключения, а также хобота, стола, салазок, консоли.На станине крепятся узловые соединения станка. Фрезерная оправка, на которой закрепляется инструмент, поддерживается с помощью хобота. Фрезерная оправка крепится с помощью серьги, которая фиксируется гайкой, направляющие хобота ее перемещают. Однако серьги, предназначенные одной модели станков, не нужно переставлять на другие модели. Поддержки используются в качестве соединения хобота и консоли, что обеспечивает более жесткое крепление хобота.
Консоль
Консоль имеет вертикальные или горизонтальные направляющие и представлен в форме коробки. Направляющие вертикального вида соединяют консоль со станиной и обеспечивают ее движение. Горизонтальные направляющие обеспечивают движение салазок. Консоль является связующим элементом всех узлов и подач. Имея крепление с помощью зажимов, консоль поддерживается еще и стойкой и может подниматься и опускаться с помощью винта.
Салазки
По салазкам стол перемещается только продольно. В то же время на столе закрепляются с помощью зажимных устройств заготовки или обрабатываемый материал.Салазки выполняют роль промежуточного звена, связывая консоль и стол. Поперечное движение стола осуществляется с помощью верхних направляющих консоли, а продольное движение стола – по верхним направляющим салазок.
Шпиндель
Шпиндель – это важная часть станка, так как он передает вращение инструменту и от него зависит точность обработки материала.
Коробка скоростей
Коробка скоростей служит переключению режимов работы и увеличивает или уменьшает количество оборотов.
Коробка подач
Коробка подач управляет движением стола, салазок и консоли.
Уход
Чтобы станок работал наиболее эффективно, не забывайте его смазывать и очищать от стружки.
lathe.by
Тема: Обработка металлов фрезерованием, устройство фрезерного станка.
Дата:
Класс: 9
Тема: Обработка металлов фрезерованием, устройство фрезерного станка.
Цель: Изучить устройства фрезерного станка. Методы его использования.
Ход урока.
Организационный момент: проверка готовности учащихся к уроку.
2. Повторение пройденного материала.
Фрезерные станки
Фрезерный станок — металлорежущий станок для оснастки резания при помощи фрезы, внутренних и наружных плоских, также фасонных поверхностей, уступов, пазов, поверхностей тело вращения, резьбы, зубьев зубчатых колёс и т. д. Во фрезерных станках основным движением является оборотистое вращение фрезы, а подачи движения — относительное перемещение фрезы и заготовки. Во фрезерном станке для подготовки процесса резания необходимы вспомогательные движения. К дополнительным движениям относятся, связанные с настройкой, а также наладкой фрезерного станка, закреплением и его управлением, освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; все действия приборов для автоматического контроля размеров и т. д. Далее вспомогательные движения можно делать на фрезерных станках как, вручную и автоматически. На фрезерных станках-автоматах все основные вспомогательные движения в специальной последовательности делаются автоматически.
Фрезерные станки производство СНГ
Вертикально-фрезерные станки (пр-во СНГ)
Горизонтально-фрезерные станки (пр-во СНГ)
Универсально-фрезерные станки (пр-во СНГ)
Фрезерные станки производство КНР
Вертикально-фрезерные станки (пр-во КНР)
Горизонтально-фрезерные станки (пр-во КНР)
Универсально-фрезерные станки (пр-во КНР)
Фрезерные станки с ЧПУ (пр-во КНР)
Фрезерно расточные станки (пр-во КНР)
Фрезерные станки производство Европа
Вертикально-фрезерные станки (пр-во Болгария)
Горизонтальные — универсальные фрезерные станки (пр-во Болгария)
Широкоуниверсальные фрезерные станки (пр-во Болгария)
Виды фрезерных станков
· горизонтально-фрезерные консольные станки (с горизонтальным шпинделем и консолью)
· универсальные — с поворотным столом
· широкоуниверсальные — с дополнительными фрезерными головками
· вертикально-фрезерные станки (с вертикальным шпинделем) в том числе консольные
· бесконсольные называемые также с крестовым столом
· с передвижным порталом
· широкоуниверсальные инструментальные станки — с вертикальной рабочей плоскостью основного стола и поперечным движением шпиндельных узлов
· копировально-фрезерные станки
· фрезерные станки непрерывного действия, в том числе карусельно-фрезерные
· барабанно-фрезерные
Универсально-фрезерный станок
Имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и не тяжелых деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этомфрезерном станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
На станине смонтированы все основные узлы фрезерного станка. Внутри станины размещены шпиндельный узел и коробка скоростей. Для поддержания оправки с фрезой служит хобот с серьгами. По вертикальным направляющим станины перемещается консоль, несущая коробку подач. По направляющим консоли в поперечном направлении движутся салазки с поворотным устройством, которое несет продольный стол и позволяет поворачивать стол вокруг вертикальной оси на 45° в обе стороны, благодаря чему стол может перемещаться в горизонтальной плоскости под разными углами к оси шпинделя
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (1 — фундаментная плита, 2 — станина, 3 — консоль, 4 — салазки, 5 — стол, 6 — хобот, 7 — оправка со фрезой)
Отличается от универсально-фрезерного станка отсутствием поворотного устройства, то есть стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.
Широкоуниверсальный фрезерный станок
Отличие от горизонтально-фрезерного станка имеет ещё одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальностифрезерного станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д.
В некоторых фрезерных станках этого типа отсутствует консоль, а вместо неё по вертикальным направляющим станины, перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
Вертикальный консольно-фрезерный станок
Вертикально-фрезерный станок (1 — фреза, 2 — шпиндель, 3 — хобот, 4 — станина, 5 — стол, 6 — салазки, 7 — консоль, 8 — фундаментная плита)
В отличие от горизонтально-фрезерного станка имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка.
Вертикально- и горизонтально-фрезерные бесконсольные станки
Предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель вместе с гильзой можно сдвигать в осевом направлении при точной установке фрезы на требуемый размер.
Продольно-фрезерные станки
Используют для обработки крупногабаритных деталей, главным образом, торцовым; а также цилиндрическими, концевыми, дисковыми и фасонными фрезами. Станки делятся на одностоечные и двухстоечные. В четырёхшпиндельном двухстоечном продольно-фрезерном станке станина имеет стол и портал, состоящий из двух стоек и балки, По направляющим стоек перемещается траверса и две горизонтальные поворотные фрезерные головки. Две другие фрезерные головки перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе и подаче головок или при одновременно движущихся столе и фрезерных головках.
-фрезерные консольные 6Т104, 6Р11, 6Р11Ф3–1, 6Р11МФ3–1, 6Р12, 6Р12К-1, 6Р12Б, 6Р13, 6Р13РФ3, 6Р13Ф3–01, 6Р13Ф3–37, 6Р13К-1Фрезерные широкоуниверсальные 67К16В, 67К16ВФ1, 675П-1, 675ПФ1, 6Б75В, 6Б75ВФ1, 67К25ВФ1, 67К25ПФ1, 6Б76ПФ2, 676П, Вертикально-фрезерные с крестовым столом 6520Ф3, 6530К, 6560Ф1, 6560Ф3–2, 6А56, 6А59
Итог урока.
Ответы на вопросы:
- Какие модели фрезерного танка вы знаете?
- Как избежать получения брака от не правильной нарезки шипов и проушин?
Объявление оценок.
Домашнее задание: изучить детали фрезерного станка
Просмотр содержимого документа «Тема: Обработка металлов фрезерованием, устройство фрезерного станка. »
Дата:
Класс: 9
Тема: Обработка металлов фрезерованием, устройство фрезерного станка.
Цель: Изучить устройства фрезерного станка. Методы его использования.
Ход урока.
Организационный момент: проверка готовности учащихся к уроку.
2. Повторение пройденного материала.
Фрезерные станки
Фрезерный станок — металлорежущий станок для оснастки резания при помощи фрезы, внутренних и наружных плоских, также фасонных поверхностей, уступов, пазов, поверхностей тело вращения, резьбы, зубьев зубчатых колёс и т. д. Во фрезерных станках основным движением является оборотистое вращение фрезы, а подачи движения — относительное перемещение фрезы и заготовки. Во фрезерном станке для подготовки процесса резания необходимы вспомогательные движения. К дополнительным движениям относятся, связанные с настройкой, а также наладкой фрезерного станка, закреплением и его управлением, освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; все действия приборов для автоматического контроля размеров и т. д. Далее вспомогательные движения можно делать на фрезерных станках как, вручную и автоматически. На фрезерных станках-автоматах все основные вспомогательные движения в специальной последовательности делаются автоматически.
Фрезерные станки производство СНГ
Вертикально-фрезерные станки (пр-во СНГ)
Горизонтально-фрезерные станки (пр-во СНГ)
Универсально-фрезерные станки (пр-во СНГ)
Фрезерные станки производство КНР
Вертикально-фрезерные станки (пр-во КНР)
Горизонтально-фрезерные станки (пр-во КНР)
Универсально-фрезерные станки (пр-во КНР)
Фрезерные станки с ЧПУ (пр-во КНР)
Фрезерно расточные станки (пр-во КНР)
Фрезерные станки производство Европа
Вертикально-фрезерные станки (пр-во Болгария)
Горизонтальные — универсальные фрезерные станки (пр-во Болгария)
Широкоуниверсальные фрезерные станки (пр-во Болгария)
Виды фрезерных станков
горизонтально-фрезерные консольные станки (с горизонтальным шпинделем и консолью)
универсальные — с поворотным столом
широкоуниверсальные — с дополнительными фрезерными головками
вертикально-фрезерные станки (с вертикальным шпинделем) в том числе консольные
бесконсольные называемые также с крестовым столом
с передвижным порталом
широкоуниверсальные инструментальные станки — с вертикальной рабочей плоскостью основного стола и поперечным движением шпиндельных узлов
копировально-фрезерные станки
фрезерные станки непрерывного действия, в том числе карусельно-фрезерные
барабанно-фрезерные
Универсально-фрезерный станок
Имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и не тяжелых деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этомфрезерном станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
На станине смонтированы все основные узлы фрезерного станка. Внутри станины размещены шпиндельный узел и коробка скоростей. Для поддержания оправки с фрезой служит хобот с серьгами. По вертикальным направляющим станины перемещается консоль, несущая коробку подач. По направляющим консоли в поперечном направлении движутся салазки с поворотным устройством, которое несет продольный стол и позволяет поворачивать стол вокруг вертикальной оси на 45° в обе стороны, благодаря чему стол может перемещаться в горизонтальной плоскости под разными углами к оси шпинделя
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (1 — фундаментная плита, 2 — станина, 3 — консоль, 4 — салазки, 5 — стол, 6 — хобот, 7 — оправка со фрезой)
Отличается от универсально-фрезерного станка отсутствием поворотного устройства, то есть стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.
Широкоуниверсальный фрезерный станок
Отличие от горизонтально-фрезерного станка имеет ещё одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальностифрезерного станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д.
В некоторых фрезерных станках этого типа отсутствует консоль, а вместо неё по вертикальным направляющим станины, перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
Вертикальный консольно-фрезерный станок
Вертикально-фрезерный станок (1 — фреза, 2 — шпиндель, 3 — хобот, 4 — станина, 5 — стол, 6 — салазки, 7 — консоль, 8 — фундаментная плита)
В отличие от горизонтально-фрезерного станка имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка.
Вертикально- и горизонтально-фрезерные бесконсольные станки
Предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель вместе с гильзой можно сдвигать в осевом направлении при точной установке фрезы на требуемый размер.
Продольно-фрезерные станки
Используют для обработки крупногабаритных деталей, главным образом, торцовым; а также цилиндрическими, концевыми, дисковыми и фасонными фрезами. Станки делятся на одностоечные и двухстоечные. В четырёхшпиндельном двухстоечном продольно-фрезерном станке станина имеет стол и портал, состоящий из двух стоек и балки, По направляющим стоек перемещается траверса и две горизонтальные поворотные фрезерные головки. Две другие фрезерные головки перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе и подаче головок или при одновременно движущихся столе и фрезерных головках.
-фрезерные консольные 6Т104, 6Р11, 6Р11Ф3–1, 6Р11МФ3–1, 6Р12, 6Р12К-1, 6Р12Б, 6Р13, 6Р13РФ3, 6Р13Ф3–01, 6Р13Ф3–37, 6Р13К-1Фрезерные широкоуниверсальные 67К16В, 67К16ВФ1, 675П-1, 675ПФ1, 6Б75В, 6Б75ВФ1, 67К25ВФ1, 67К25ПФ1, 6Б76ПФ2, 676П, Вертикально-фрезерные с крестовым столом 6520Ф3, 6530К, 6560Ф1, 6560Ф3–2, 6А56, 6А59
Итог урока.
Ответы на вопросы:
- Какие модели фрезерного танка вы знаете?
- Как избежать получения брака от не правильной нарезки шипов и проушин?
Объявление оценок.
Домашнее задание: изучить детали фрезерного станка
kopilkaurokov.ru