Содержание
Зачем нужно анодирование
Что такое анодирование и зачем оно нужно?
- Суть явления
- Зачем это нужно
- Особености ухода
Вы, возможно, обращали внимание, что на дорогих велосипедах некоторые запчасти и компоненты не покрашены и не отполированы, а как будто покрыты каким-то исключительно гладким и красивым материалом. Обычно это ноги вилки и шток амортизатора, но зачастую встречаются и другие детали, начиная от крупных, типа руля или ободьев, заканчивая всякой мелочью, типа крутилок настройки и колпачков. Так вот, это необычное покрытие и называется анодированием. И несет в себе оно сразу несколько полезных функций.
Суть явления
Не будем здесь вдаваться в лютую физику и прочие инженерные дебри. Поэтому опишем коротко и понятно. Говорим об анодировании, особенно в велосипедной теме, — скорее всего подразумеваем, что наша деталь сделана из алюминия. Этот процесс применяется и к другим металлам, но в процентном соотношении безоговорочный лидер именно алюминий.
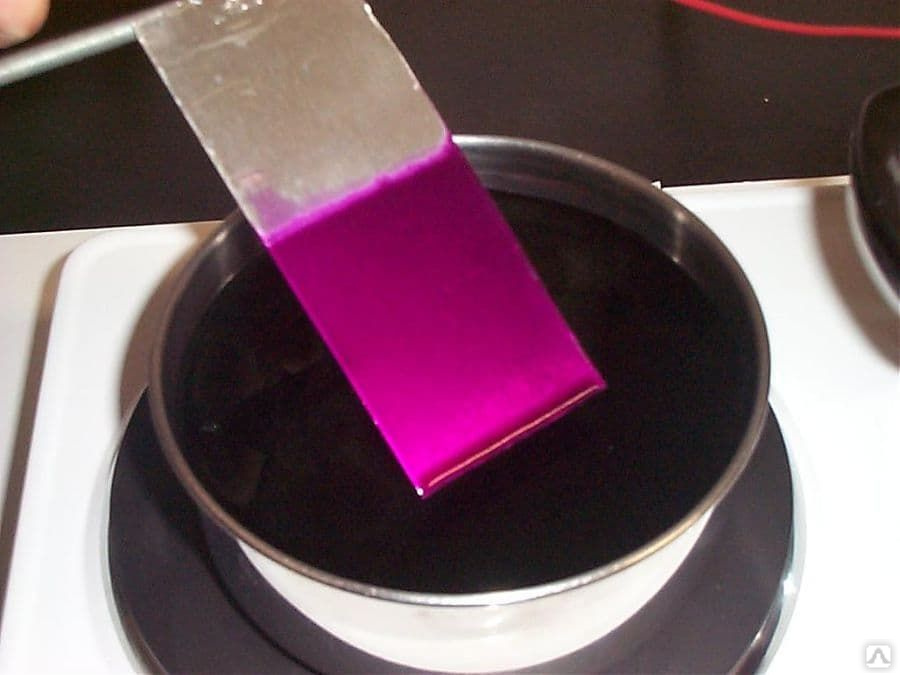
Итак, анодирование — это процесс, при котором деталь погружают в ванну с электролитическим раствором. В этой же ванне установлены катоды. Когда электрический ток проходит через раствор кислоты на катоде выделяется водород, а на аноде – кислород. Благодаря этому на поверхности детали образуется оксидный слой, который защищает ее от зла и добавляет целую пачку полезных свойств. Поскольку деталь является «анодом» в этом электролитическом процессе, то весь процесс и называют «анодированием».
Методов анодирования и составов растворов довольно много. В зависимости от химического состава используемого раствора и дополнительных добавок варьируется цвет покрытия готовой детали. Как правило, это разнообразные оттенки желтого, оранжевого или коричневого цветов, а также черный. Однако существуют специальные красители для анодирования, которые позволяют получить на выходе почти любой цвет.
Зачем это нужно
Это все ясно, но зачем же это все нужно в велоиндустрии? Как только цена велосипеда взлетает вверх использовать в нем сталь становится малость не комильфо. Поэтому используют алюминий и различные легкие композитные материалы. Алюминий при малом весе обладает хорошей прочностью и поэтому плотно прижился в велосипедном мире. Ну а вслед за алюминием в этот мир пришли и методы его обработки.
Поэтому используют алюминий и различные легкие композитные материалы. Алюминий при малом весе обладает хорошей прочностью и поэтому плотно прижился в велосипедном мире. Ну а вслед за алюминием в этот мир пришли и методы его обработки.
Можно выделить три взаимодополняющих назначения анодирования в велотеме.
- Защита от коррозии.
Любому будет неприятно, если ваша любимая деталь вдруг покроется противными пятнами и со временем просто-напросто сгниет. Анодирование, пока оно цело, отлично защищает детали от этой напасти. Главное не забывайте следить. К тому же, в случае таких важных деталей как ноги вилки и шток амортизатора повреждение анодирования повлечет за собой помимо коррозии, окисления и некрасивого вида массу неприятностей, таких как, например, протекание масла через образовавшуюся щель.
- Антифрикционные свойства анодированного покрытия.
Если речь идет не о руле или звездах, а о ногах вилки на первый план выходят именно эти свойства анодирования. Оно служит для уменьшения трения между ногами и направляющими внутри штанов (башингами). Особенно важен параметр называемый страгивание — старт движения ног из состояния покоя. Чем более оптимальным он является, тем более плавно и без рывков работает ваша вилка. Вот здесь раскрывается огромное поле для здоровой конкуренции и разнообразных экспериментов с составами и методами анодирования. Причем иногда даже в рамках одной компании. Так, например, амортизаторы и вилки от Fox имеют две версии, Performance и Factory, одна из которых имеет более простое анодирование, а вторая более сложное, названное Kashima. Надо ли говорить, что цены и характеристики заметно различаются. Вообще с преимуществами покрытия моделей вилок разных производителей можно ознакомиться прямо на их официальных сайтах.
Оно служит для уменьшения трения между ногами и направляющими внутри штанов (башингами). Особенно важен параметр называемый страгивание — старт движения ног из состояния покоя. Чем более оптимальным он является, тем более плавно и без рывков работает ваша вилка. Вот здесь раскрывается огромное поле для здоровой конкуренции и разнообразных экспериментов с составами и методами анодирования. Причем иногда даже в рамках одной компании. Так, например, амортизаторы и вилки от Fox имеют две версии, Performance и Factory, одна из которых имеет более простое анодирование, а вторая более сложное, названное Kashima. Надо ли говорить, что цены и характеристики заметно различаются. Вообще с преимуществами покрытия моделей вилок разных производителей можно ознакомиться прямо на их официальных сайтах.
Ну и, разумеется, определенное значение имеет эстетический момент. Анодированные детали отличаются внешне от крашеных. Для тех, кому важны внешний вид и цветовая гамма байка рынок предлагает огромный ассортимент разноцветных анодированных деталей, начиная от выносов и педалей, заканчивая бонками и колпачками на камеры. В эту же категорию можно включить бесцветные покрытия, которые дают интерференционные эффекты при отражении света. Обладая светоотражающим эффектом такое покрытие способствует лучшей заметности велосипедиста в ночное время.
В эту же категорию можно включить бесцветные покрытия, которые дают интерференционные эффекты при отражении света. Обладая светоотражающим эффектом такое покрытие способствует лучшей заметности велосипедиста в ночное время.
Особенности ухода за анодированным покрытием
Речь пойдет о вилках и амортизаторах. Царапина или потертость на анодированном руле скорее всего ничего кроме проблем с эстетикой не сулит. А вот с подвижными ногами все намного сложнее и драматичнее. Начнем с того, что даже маленькая царапина на ноге может повлечь огромные проблемы, особенно если расположена в наиболее подвижной части ноги. Поэтому, в идеале надо стараться вообще не допускать царапин и потертостей на ногах.
Если злой рок все-таки оказался неизбежен, то постарайтесь аккуратно наждачкой-нулевкой убрать все образовавшиеся заусенцы. Иначе они будут царапать башинг и пыльники, а те в отместку будут развивать объем царапины, и придет все к тому, что образуется цель такого диаметра, что из нее начнет со свистом вытекать масло.
В случае, если царапина или потертость прям масштабная и неумолимая, несите в ремонт. Там применят сильное колдовство, начиная от лака для ногтей и заканчивая восстановлением покрытия. В таком случае вам повезло, но так бывает не всегда. Возможно все очень плохо и ремонту не подлежит вообще. Тут выход один — донорство. Причем в обе стороны.
Старайтесь следить за состоянием пыльников и башингов, потому что, будучи забиты песком, они имеют неприятную особенность начинать обирать ноги. А также следите за тем, чтобы вилка не работала на сухую. Чревато теми же проблемами.
Резюме
Если вы гордый обладатель спортивного горного велосипеда, скорее всего на нем установлена вилка, имеющая ноги с анодированным покрытием. Это хорошо, она легкая, долговечная и отзывчивая в работе. Следите за ней, вовремя меняйте масло, не кладите велосипед на ноги, проверяйте башинги и по возможности делайте регулярное ТО, особенно после эксплуатации велосипеда в жестких условиях с обилием грязи и пыли. И тогда ваш велосипед принесет вам много положительных эмоций.
И тогда ваш велосипед принесет вам много положительных эмоций.
Статья по анодированию алюминия переменным током
Анодирование алюминия – это образование особенного защитного покрытия на поверхности изделий электрическим методом. Оксидные пленки, которые образуется при этом процессе, имеют толщину от 5 до 25 мкм и надежно защищают металл от коррозии. Их же используют как основу для лакокрасочных покрытий. Данную процедуру могут применять и в декоративных целях. Перед тем как проводить анодирование постоянным током, деталь предварительно обезжиривают ацетоном и раствором едкого натра.
Для проведения процесса анодирования алюминия нужно приготовить два насыщенных раствора – поваренной соли и питьевой соды. Делают их в течение не менее получаса, иногда помешивая получившийся раствор. После этого растворы отстаиваются в течение пятнадцати минут и фильтруют. Затем нужно приготовить электролит, смешав девять объемных частей питьевой соды с одной объемной частью раствора соли.
Перед тем как проводить анодирование деталей, нужно тщательно зачистить наждачной бумагой или напильником, а потом обезжирить. После этого нужно провести химическое полирование. Для этого алюминиевая деталь помещается на десять минут в состав из 75 объемных долей ортофосфорной кислоты и 25 серной кислоты. После полирования деталь нужно промыть и опустить в ванную, которая заполнена 20%-нам раствором серной кислоты. Затем ее можно погружать в раствор электролита. Положительный заряд источника тока присоединяется к детали, а отрицательный – к токопроводящей емкости с электролитом. Анодировка длится обычно примерно 90 минут. Окончательным этапом является уплотнение пор пленки, которые уплотняются после кипячения детали в воде примерно в течение двадцати минут.
Анодированные детали имеют серый, золотистый, оливковый, черный или коричневый оттенок и незначительную приятную шероховатость. Качество анодировки можно проверить следующим образом: по анодированной поверхности нужно провести черту химическим карандашом. Если черта не смоется проточной водой, то процедура выполнена хорошо.
Если черта не смоется проточной водой, то процедура выполнена хорошо.
Анодирование переменным током
Если анодировать деталь не постоянным током, как описано выше, а переменным, то все подготовительные и заключительные операции нужно проводить так, как уже было описано. Различие состоит в том, что анодироваться должны сразу две детали. Если есть всего одна деталь, то в качестве второго электрода нужно использовать болванку или лист из алюминия. При переменном напряжении 10-12 В можно добиться такой же плотности тока, как и при постоянном токе. Время анодирования при этом составляет 25-30 минут.
При анодировании деталь можно окрасить. Делается это в растворе анилинового красителя. Когда проводится цветное анодирование, красящий раствор должен содержать 15 грамм красителя и 1 миллиграмм уксусной кислоты на литр воды. Окрашивание должно проводиться в подогретом растворе. Деталь нужно выдерживать в растворе красителя не менее 10-15 минут. Для того чтобы закрепить окраску, покрашенную деталь нужно выдержать в кипящей воде в течение 1-1,5 минут.
Что такое анодирование? Отделка на выбор
| Что такое анодирование? — Совет по анодированию алюминия |
Анодирование представляет собой электрохимический процесс, при котором поверхность металла превращается в Структура анодного оксида происходит от алюминиевой подложки и полностью состоит из оксида алюминия. Этот оксид алюминия не наносится на поверхность, как краска или покрытие, а полностью интегрируется с основной алюминиевой подложкой , Анодирование осуществляется путем погружения алюминия в ванну с кислым электролитом и пропускания электрического тока через среду. Катод крепится к внутренней части ванны для анодирования; алюминий действует как анод, так что ионы кислорода высвобождаются Узнайте больше об анодировании…
Анодированная отделка сделала алюминий одним из самых уважаемых и широко используемых материалов сегодня в производстве тысяч потребительских, коммерческих и промышленных товаров. Анодированный алюминий:
|

Что такое анодирование и как оно работает?
Что такое анодирование? Анодирование является ключом к финишной обработке деталей из алюминия и других металлов. Узнайте, как работает анодирование и почему оно является важной частью обработки и производства с ЧПУ.
Узнайте, как работает анодирование и почему оно является важной частью обработки и производства с ЧПУ.
Что такое анодирование?
Анодирование — ключевой этап производства
алюминиевые детали с ЧПУ
. Электрохимический процесс, включающий покрытие металлической детали оксидным поверхностным слоем, анодирование придает детали дополнительную прочность и более привлекательный внешний вид. В то время как анодирование наиболее распространено с
алюминий , другие подложки могут быть анодированы, включая магний и
титан.
Анодирование обеспечивает устойчивость детали к коррозии и износу при длительном использовании, а также сохранение внешнего вида при любых условиях. Во многих случаях производители отправляют детали стороннему поставщику услуг, специализирующемуся на анодировании, подобно тому, когда вам нужна термообработка, отпуск или гальваническое покрытие.
Наиболее распространенными типами анодирования являются тип I (анодирование хромовой кислотой), тип II (анодирование серной кислотой) и тип III, также известный как твердое покрытие.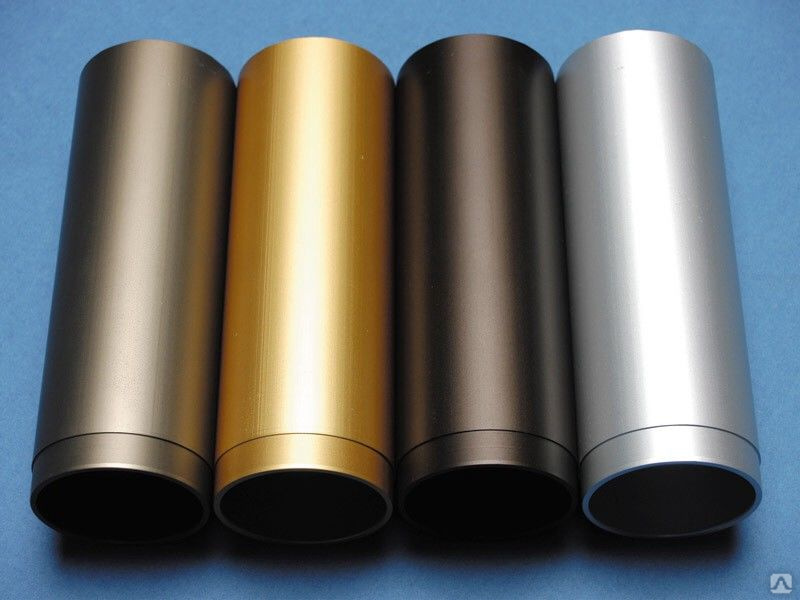 Каждый тип анодирования идеально подходит для различных материалов и служит своим особым производственным параметрам. Несмотря на определенные преимущества и недостатки каждого типа, все они работают примерно одинаково.
Каждый тип анодирования идеально подходит для различных материалов и служит своим особым производственным параметрам. Несмотря на определенные преимущества и недостатки каждого типа, все они работают примерно одинаково.
В этой статье мы объясним, как работает общий процесс анодирования, общие производственные параметры, а также основные преимущества и недостатки для нескольких приложений. Если вы готовы запустить свои детали в производство, перейдите сюда, чтобы узнать больше о наших
услуги по отделке поверхностей .
Как работает анодирование?
Самый простой способ понять, как работает анодирование, можно узнать из названия. Чтобы анодировать деталь, вы подключаете ее к положительной клемме электрической цепи, также называемой анодом. Затем вы погружаете деталь в кислый раствор электролита. Этот раствор содержит химические соединения, такие как фосфат натрия, которые наполняют ванну положительными и отрицательными ионами.
После того, как деталь погружена в воду и закреплена на подвеске, чтобы она не двигалась, вы прикладываете отрицательный конец цепи или катод к металлическому электроду в ванне. Когда вы пропускаете напряжение через цепь, отрицательный электрод притягивает положительные ионы (катионы) из детали, а алюминиевая часть притягивает отрицательные ионы O2 (анионы) из раствора.
Когда положительные ионы алюминия покидают поверхность детали, она становится пористой, вступая в реакцию с отрицательными ионами O2, образуя слой оксида алюминия.
Давайте разобьем процесс на следующие простые шаги:
Превратить деталь в анод с положительным зарядом
Превратите металлические пластины в катод с отрицательным зарядом
Погрузите оба в кислотную ванну
Подать напряжение
Вычесть ионы алюминия из детали, создав поры
Привлечение ионов кислорода к поверхности детали
В результате реакции образуется твердый, устойчивый к коррозии слой оксида алюминия
Как анодировать алюминий?
 youtube.com/embed/BhUjEacii3k» frameborder=»0″ allow=»encrypted-media» allowfullscreen=»»>
youtube.com/embed/BhUjEacii3k» frameborder=»0″ allow=»encrypted-media» allowfullscreen=»»>
Вот подробное введение в анодирование и почему это идеальный процесс отделки (и необходимый для
изготовленные на заказ алюминиевые детали
). Мы занимаемся правильной укладкой, очисткой и травлением, удалением мути, окраской, герметизацией, отверждением и обертыванием.
Каковы параметры и свойства анодирования?
Вот параметры, которые необходимо учитывать при анодировании:
При настройке этих параметров свойства материала, измененные анодированием, включают: тем больше времени они проводят в кислом растворе. Анодированные покрытия имеют толщину от 8 до 16 мкм или до 35-50 мкм для твердого покрытия.
Для получения дополнительной информации о выборе правильного процесса анодирования с концентраторами ознакомьтесь с нашим
Страница Surface Finish Service или посетите наш
Справочный центр
.
В чем разница между анодированием и гальванопокрытием?
Если вы знакомы с гальванопокрытием, вы можете заметить, что анодирование во многом похоже. Сравнение двух процессов определенно помогает понять анодирование как уникальный и важный шаг в производстве.
ЧПУ алюминиевые детали.
Подобно анодированию, гальваническое покрытие заключается в помещении детали в ванну с электролитом и приложении к ней заряда. Ключевое отличие заключается в том, что при гальванике деталь заряжается отрицательно, становясь катодом, а не анодом.
Анод наносится на кусок желаемого материала покрытия, например, золота. Как и при анодировании, эта схема позволяет положительно заряженным ионам течь к катоду (детали). Эти ионы покрывают деталь тонким равномерным слоем.
Как происходит анодирование на практике?
Анодирование проводится по той же схеме, что и многие другие процессы отделки. На практике это означает, что вы должны следовать этому процессу:
Подготовка поверхности
Анодировать
Очистите детали
Добавить цвет
Запечатывает поры
Подготовка поверхности
Перед анодированием детали необходимо подготовить ее поверхность механическими и химическими средствами. Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
Химикаты, которые вы используете перед анодированием, будут влиять на глянец вашей детали. Травление, например, придаст вашей детали гладкую атласную поверхность. Для глянцевого покрытия вам понадобится яркое погружение или химическая полировка.
Затем промойте деталь деионизированной водой и другими растворителями, чтобы удалить загрязнения, в том числе остатки после механической обработки, такие как масла и охлаждающая жидкость. Поместите промытые детали в химическую ванну с гидроксидом натрия (NaOH) и азотной кислотой (HNO3), чтобы очистить верхний слой металла. Если вы уже обрабатывали деталь механически, этот шаг не всегда необходим.
Вы также можете замаскировать участки детали, чтобы предотвратить образование на них поверхности анодирования.
Анодирование
Затем поместите деталь или детали в ванну для анодирования, подключенную к электрической цепи. Параметры могут варьироваться в зависимости от желаемых свойств, описанных выше, включая состав раствора, температуру, плотность тока, напряжение и время.
Очистка деталей
После анодирования необходимо очистить деталь деионизированной водой и растворителями. Не забудьте после этого высушить деталь. Это удалит излишки раствора и подготовит деталь к хроматической отделке.
Добавить цвет
Вы можете контролировать цвет детали во время анодирования. Длины волн видимого спектра света, измеряемые в нанометрах, могут отражать по-разному в зависимости от толщины оксидного покрытия. Различные параметры позволяют получить различные цвета.
Чтобы придать изделию бронзовый или черный цвет, погрузите его в раствор солей металлов. Они вступают в реакцию с поверхностью, заполняя поры химическим соединением черного или бронзового цвета. Этот процесс называется электролитическим окрашиванием.
Этот процесс называется электролитическим окрашиванием.
Если вы хотите другой цвет, вы можете использовать краску погружением, которая заполняет поры раствором красителя. Окунув деталь в краситель, поместите ее в нагретую деионизированную воду, чтобы остановить дальнейшие реакции. Окрашивание погружением является наименее долговечным из описанных здесь вариантов окрашивания, поскольку со временем цвет может ухудшиться под воздействием ультрафиолетового излучения.
Заделка пор
После анодирования необходимо запечатать микроскопические поры на поверхности детали, чтобы предотвратить дальнейшую коррозию и улучшить характеристики. Без герметизации пор анодированные детали могут казаться липкими на ощупь. Кроме того, открытые поры могут собирать грязь, загрязнения и пятна.
Существует три распространенных процесса герметизации пор:
Горячая ДИ-герметизация:
При использовании этого метода деталь погружается в деионизированную воду, нагретую почти до кипения. Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
Этот процесс прост и легко стандартизируется. Однако это требует больших затрат энергии и может вызвать вымывание краски и вымывание цвета на окрашенных деталях.
Среднетемпературная герметизация
В этом методе, менее энергозатратном, чем горячая герметизация, используются растворенные соли металлов, такие как соли никеля, магния или кобальта, которые взаимодействуют с поверхностью и заполняют поры.
Этот метод лучше подходит для окрашенных деталей и уменьшает образование уплотняющей сажи или минеральных отложений на поверхности. Однако его сложнее контролировать и сложнее повторить с той же точностью.
Холодная герметизация или герметизация при комнатной температуре
Химические препараты для холодной герметизации обычно включают составы на основе фторида никеля, предназначенные для взаимодействия с пористым слоем оксида алюминия и осаждения на поверхности в виде герметизирующего слоя фторалюмината.
Этот процесс травит поверхность для лучшей адгезии и производительности. Он также соответствует некоторым военным и автомобильным спецификациям. Однако это может быть медленным, и может потребоваться горячая водяная баня для ускорения отверждения, что затрудняет контроль.
Что дает анодирование и зачем его делать?
Анодирование чрезвычайно выгодно, если вы хотите получить высококачественный и долговечный
алюминиевые детали. Поскольку оксидный слой полностью интегрирован с поверхностью материала, со временем он не будет скалываться, отслаиваться или трескаться. Чего нельзя сказать о краске или порошковой окраске. Анодированные покрытия имеют очень долгий срок службы благодаря превосходному сцеплению и адгезии покрытия.
Анодирование также упрочняет поверхность детали до твердости по шкале Роквелла 70C, что гарантирует ее долговечность. Поскольку анодированные детали очень долговечны, их не часто нужно смазывать, кондиционировать или перекрашивать. Кроме того, твердый анодированный алюминий является электрическим изолятором и служит жизнеспособным изоляционным материалом, когда других оказывается недостаточно.
Кроме того, твердый анодированный алюминий является электрическим изолятором и служит жизнеспособным изоляционным материалом, когда других оказывается недостаточно.
Когда вы используете анодирование для придания деталям определенного цвета, эти красители и красители не ложатся ненадежно на плоскую поверхность. Красители просачиваются в полые поры, образовавшиеся в результате реакции анодирования. Это означает, что деталь не теряет свой цвет при истирании, износе, воздействии УФ-излучения и других источниках повреждений. В зависимости от типа анодирования, которое вы используете, также существует широкий выбор цветовой отделки.
Помимо этих преимуществ, сам процесс является экономически эффективным, как и стоимость обслуживания детали в течение ее жизненного цикла. Мало того, анодирование относительно безопасно и производит меньше вредных или экологически вредных побочных продуктов, чем другие процессы отделки.
Что нужно знать перед анодированием деталей?
Несмотря на то, что анодирование является неотъемлемой частью производства высококачественных алюминиевых деталей, необходимо помнить о нескольких вещах, прежде чем приступать к процессу. Конечно, не все материалы можно анодировать. Скорее всего, вы когда-либо будете анодировать только алюминий, хотя титан, цинк, тантал и ниобий также могут нуждаться в быстром раунде анодирования.
Чтобы анодировать деталь, ее необходимо полностью погрузить в раствор. Обычно для этого требуется закрепить деталь на подвесах, а это означает, что ваша деталь будет иметь конструктивные особенности, не вступающие в контакт с анодируемым раствором. В результате деталь никогда не может быть полностью анодирована на 100% ее поверхности.
Еще один фактор, о котором следует помнить, это то, что геометрические размеры и допуски вашей детали могут измениться при анодировании. Анодирование создает слой на детали, поэтому помните об этом, когда вы находитесь в процессе проектирования.