Держатель электродов для сварочного аппарата. Держак для сварки аргонной сварки
Горелки для аргоно-дуговой сварки
При производстве сварочных работ важно, какая горелка для аргонодуговой сварки будет использоваться. Сварка в среде аргона является одним из самых качественных и надежных видов соединения металлических деталей. При использовании такой сварки можно соединять детали из любых металлов и их сплавов. Сварочные швы, как правило, не требуют дополнительной обработки из-за полного отсутствия окалины и шлака. Еще одно название аргоновой сварки — TIG сварка.
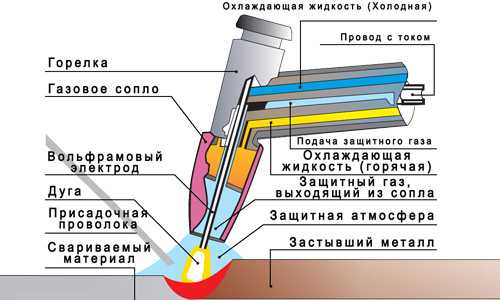
Рисунок 1. Общее устройство аргоновой горелки.
Аббревиатура пришла в Россию вместе с импортным оборудованием и не всегда понятна потребителю. Горелка для производства аргонодуговой сварки российского производства и горелка для TIG сварки принципиальных различий не имеют. Различают два основных вида сварки в защитной газовой среде:
- TIG сварка обозначает использование для создания дуги неплавящегося электрода.
- MIG/MAG обозначает сварку плавящимся электродом. Также в этом режиме возможно использование защитного газа со специальными добавками, придающими соединительному шву дополнительные свойства в результате химического воздействия.
Горелка аргоновая с неплавящимся электродом используется в основном для ручной сварки. Сварщик при этом работает двумя руками: в одной удерживая горелку, второй подавая в ванночку с расплавленным металлом, присадочную проволоку.
Сварка с плавящимся электродом чаще используется в полуавтоматическом или полностью автоматизированном режиме.
Источники сварочного тока
Рисунок 2. Схема установки для аргоновой дуговой сварки.
В качестве источника сварочного тока можно использовать обычные сварочные аппараты с переменным или постоянным напряжением на выходе. Для сварки деталей из алюминия необходимо использовать переменный ток. Во всех остальных случаях предпочтительнее постоянный ток с прямой полярностью подключения. Также можно использовать инверторные сварочные аппараты и другие современные устройства, обеспечивающие необходимую мощность. Торговые организации предлагают большой модельный ряд полных комплектов и различных устройств для сварки в защитной среде от различных производителей. В продаже имеются горелки с регулятором силы тока и дисплеем, отображающим его величину. Но стоимость таких устройств может осилить лишь серьезное предприятие со стабильным объемом работ. Для домашней мастерской и небольших и периодических работ намного дешевле изготовить комплект оборудования самостоятельно, со временем модернизируя и расширяя его.
Вернуться к оглавлению
Устройство и принцип работы горелки
Общее устройство аргоновой горелки можно посмотреть на рисунке (рис.1). Основной частью горелки является резервуар для охлаждающей жидкости с двумя штуцерами, через которые она циркулирует. По центру резервуара установлен вольфрамовый электрод на диэлектрических кронштейнах с проводом и клеммой для подключения кабеля от сварочного аппарата. По свободному пространству вокруг электрода к соплу поступает газ от приемного штуцера. К штуцеру присоединяется шланг от баллона с газом. На рисунке показана общая схема установки для аргоновой дуговой сварки без системы охлаждения (рис.2).
Работает горелка аргонная следующим образом:
- запускаются все устройства: система циркуляции охлаждающей жидкости, сварочный аппарат, открывается подача газа на горелку;
- при образовании защитного слоя зажигается дуга, детали разогреваются в месте начала сварки до температуры плавления, и в образовавшуюся ванночку подается присадочная проволока;
- как только образовалось четко видимое соединение между деталями, электрод и проволока перемещаются дальше по шву.
Жидкостное охлаждение горелки для аргона используется редко, в основном на предприятиях с высокой производительностью труда и круглосуточным режимом работы. В комплект такой системы должен входить насос, емкость с холодной жидкостью и устройство для охлаждения при замкнутой циркуляции жидкости. При разомкнутом цикле будет идти постоянный расход жидкости. Оба варианта требуют дополнительных материальных затрат, что не всегда оправдано. Стоимость горелки для аргонодуговой сварки с жидкостным охлаждением тоже значительно выше.
Вернуться к оглавлению
Как изготовить горелку своими руками
Горелку для аргонодуговой сварки можно собрать своими руками. Образец такого устройства показан на фото (фото 1). Рядом с горелкой находится хомут для крепления при работе в полуавтоматическом режиме. На фотографии показаны основные составные части устройства (фото 2).
Для изготовления цангового зажима использована латунь марки ЛС59-1. Зажим на одном конце имеет четыре прорези для фиксации электрода и прохождения аргона. В корпусе горелки, изготовленном из латуни такой же марки, вырезаны шесть прорезей и проточено установочное место для сопла. Оптимальным материалом для изготовления горелки является медь из-за более низкого удельного сопротивления и большей теплопроводности. Для уплотнения между корпусом и соплом нужно установить прокладку из термостойкой резины. Специальная гайка из стали затягивается от руки, фиксирует электрод и одновременно прижимает сопло.
Фото 1. Аргонодуговая горелка может иметь воздушное или жидкостное охлаждение.
Уплотнение гайки происходит при упоре на шайбу из фторопласта. С обратной стороны корпуса электрод уплотняется второй гайкой из стали с уплотняющей шайбой из фторопласта. В просверленное в корпусе отверстие впаивается медная трубка для подачи аргона. Шов выполнен тугоплавким серебряным припоем. Одновременно трубка исполняет функцию проводника для подключения электрода к сварочному аппарату. Место шва закрыто термоизоляционной втулкой из фторопласта, который свободно надет на трубку. На втором конце трубки припаяна конструкция для подключения сварочного кабеля и фиксации ручки.
Сварочный кабель подсоединяется к токосъему болтом М6 с шайбой. На стороне токосъема, направленной к головке, наружная резьба М12. Перед пайкой на трубку необходимо накрутить гайку и надеть шайбу. Этой гайкой зажимается ручка из эбонита, собранная из двух половинок. Ручку можно использовать от обычной газовой горелки или изготовить самостоятельно. В приемный штуцер на конце медной трубки нужно установить на резьбе дроссель с диаметром внутреннего отверстия 0,5 мм. Дроссель ограничит расход газа при работе и не допустит первичного удара при открытии клапана подачи газа.
Электроды желательно заточить на алмазном круге под углом около 40°. Оптимальная длина около 250 мм, но размер не критичен. Можно использовать то, что есть в наличии. Давление газа на горелку 1 кГс/м2, качество газа 99,993%. Расстояние от конца электрода до сопла около 4 мм, длина дуги 2,7-2,8 мм при работе в режиме полуавтомата.
Для сварки используется подключение прямой полярности, плюсовой провод на деталь, минусовой на электрод.
Для автоматической подачи при большом количестве одинаковых заготовок используется стол фрезерного станка со скоростью перемещения 80 мм/мин. На краях свариваемых деталей желательно расположить два отрезка из аналогичного материала для розжига дуги или можно использовать угольную пластину, изображенную на рисунке 3. Напряжение холостого хода на электродах номиналом 80 В обеспечивает легкий розжиг дуги. Начальный ток сварки 16 А при работе на заготовке возрастает до 22-24 А. Напряжение на электродах при работе порядка 12-12,5 В и зависит от длины дуги.
Вернуться к оглавлению
Основные преимущества сварки в среде аргона
Фото 2. Основные составные части горелки.
Главными преимуществами такой сварки являются:
- соединяемые поверхности не ведет в разные стороны из-за небольшой площади прогрева;
- на шве полностью отсутствует окалина и шлак;
- дуга маленького размера, но повышенной мощности позволяет выполнять работы за более короткий срок;
- простые приемы сварки позволяют быстро освоить данную технологию;
- возможность работать со многими металлами и их сплавами, которые нельзя сварить другим способом.
К недостаткам аргонодуговой сварки можно отнести следующее:
- затруднительная сварка на ветру или при сильных сквозняках из-за смещения защитного газового слоя;
- при использовании энергоемкой дуги для сварки необходимо дополнительное охлаждение;
- необходимость постоянной заправки баллонов газом.
Несмотря на все трудности, многие специалисты, освоившие сварку в защитной газовой среде, не хотят возвращаться к прежним способам сварки из-за преимуществ и возможностей такого метода.
expertsvarki.ru
Все отечественные и импортные горелки TIG различаются по следующим признакам:
- по конструкции ручки а) только с газовым вентилем; б) только с кнопкой; в) и с кнопкой и с газовым вентилем; г) с изменением угла наклона головки или с гибкой шейкой (flex). - горелка может быть воздушного или жидкостного охлаждения. - шлейф горелки бывает длиной 4 или (реже) 8 и более метров.
Горелки с воздушным охлаждением практически никогда не используются на токах более 200 ампер и для сварки швов длиной более 200-300 мм. Горелки с жидкостным охлаждением используются для токов от 200 до 500 ампер или для протяженных швов. Горелки без кнопки, только с газовым вентилем, часто используются с обычными инверторами, предназначенными для сварки электродом (ММА). Аргон, в этом случае, открывается и закрывается вручную, а дуга возбуждается касанием и отрывом кончика вольфрамового электрода от свариваемой детали, так что кнопка там просто ни при чем. Надо только помнить, что сварка алюминиевых сплавов, в этом случае, будет Вам недоступна (тут нужны специализированные аппараты - AC/DC и, желательно, импульсные. Они гораздо сложнее и дороже, чем обычный инвертор ММА.
ОТЕЧЕСТВЕННЫЕ ГОРЕЛКИ TIG
Представлены, главным образом, горелками марки АГНИ (Северодвинского или Екатеринбургского производства). Это проверенные временем, надежные горелки с высокой ремонтопригодностью, с удобной ручкой и шлейфом длиной 4, 8 или более метров.
В таблице приведены наиболее распространенные типы горелок АГНИ (по статистике продаж в наших магазинах).
| Тип горелки | Макс.сварочный ток,А | Особенностиконструкции | Вид охлаждения |
| АГНИ-03М | 200 | Кнопка+вентиль | воздушное |
| Агни-03/07М | 180 | Кнопка+вентиль,рег.наклона головки | воздушное |
| АГНИ-07М | 315 | Кнопка+вентиль,рег.наклона головки | жидкостное |
| АГНИ-12М | 200 | кнопка | воздушное |
| АГНИ-17М | | Кнопкарег.наклона головки | жидкостное |
ИМПОРТНЫЕ ГОРЕЛКИ TIG
Они производятся большим количеством предприятий таких известных фирм, как EWM, Kemppi, ESAB, Trafimet, TBI, Blueweld, TELWIN, Fubag, Brima, Сварог, Elitech, Aurora и др. Причем, участия китайских производителей нет только в первых трех. Остальные – это либо чисто китайские бренды, либо с существенным участием китайского производства.
И вот здесь часто возникает один важный вопрос - как присоединить горелку к аппарату. Ведь что происходит на практике? Сам аппарат еще жив, и более-менее здоров, а вот горелку пора менять. И приобрести, что называется "родную" удается далеко не всегда. Попробуем разобраться.
У импортных горелок TIG существуют, по крайней мере два типа присоединения их к аппарату. 1. Силовая вставка в гнездо аппарата (25 или 50 мм кв., то есть с диаметром цилиндрической части контакта 9 или 13 мм). Она может быть выполнена отдельно, сама по себе. В этом случае аргон подводится вдоль всего шлейфа горелки по своему шлангу. В других горелках аргон может подводитьсянепосредственно к силовой вставке и поступать к головке горелки по шлангу, медная оплетка которого выполняет роль силового кабеля (схема внизу страницы).
2. Накидная гайка G3/8 (почти совпадает с М16). У такой горелки аргон также проходит по шлангу с медной токоведущей оплеткой. На панели аппарата, в этом случае, вместо гнезда под кабельную вставку установлен штуцер с аналогичной наружной резьбой.
Ну и, кроме главного (силового) соединения необходимо еще подключитьпровод от кнопки управления, через 2-х контактный разъем и шланг подачиаргона, который может иметь на конце или накидную гайку или вставкубыстросъемного соединения. Поэтому, каждый сварщик, при выборе подходящейгорелки должен точно знать все эти особенности, а еще лучше подбирать горелку (например в наших магазинах) имея при себе старую горелку или, хотя бы фотографию лицевой панели аппарата. В этом случае, как минимумсоветом, поможем всегда.
ВАРИАНТЫ ПРИСОЕДИНЕНИЯ АРГОНОДУГОВЫХ ГОРЕЛОК К АППАРАТАМ
ВСЕГДА В ПРОДАЖЕ БОЛЬШОЙ АССОРТИМЕНТ ЗАПАСНЫХ ЧАСТЕЙ К ОТЕЧЕСТВЕННЫМ И ИМПОРТНЫМ АРГОНОВЫМ ГОРЕЛКАМ
СОСТАВНЫЕ ЧАСТИ ГОРЕЛКИ


masterweld.ru
Держатель электродов для сварочного аппарата
Главная страница » Статьи о сварке » Сварочный пост » Оснастка » Держатель электродов для сварочного аппарата
 Для профессионального сварщика, да и для любителя, хороший держатель для электродов – залог комфортной и удобной работы сварочного процесса. Приобретая держатель необходимо знать, как выбрать столь необходимую вещь для сварочных работ, на какие моменты необходимо обратить особое внимание, что бы потом не возникли проблемы при его использовании.
Для профессионального сварщика, да и для любителя, хороший держатель для электродов – залог комфортной и удобной работы сварочного процесса. Приобретая держатель необходимо знать, как выбрать столь необходимую вещь для сварочных работ, на какие моменты необходимо обратить особое внимание, что бы потом не возникли проблемы при его использовании.
Устройство
Рассмотрим вкратце устройство держателя электродов. От конструкции прибора зависит несколько важных факторов:
- качество сварных соединений;
- производительность труда мастера;
- удобство и безопасность работ.

недорогой держатель электродов
Держак стандартного типа представляет собой инструмент, состоящий из нескольких частей: корпус, зажим, рукоятка, подвижные части. Но различные виды могут иметь некоторые особенности в строении. Подробнее далее.
Виды
Рассмотрим вкратце, какие виды держателей для электрода существуют. Электрододержатели разделяют на универсальные и специализированные. Производство обеих группы регламентировано стандартами ГОСТ. О самодельных смотрите отдельный подзаголовок ниже.
Держатель электродов универсальный является наиболее популярным, так как позволяет проводить сварку в различных пространственных положениях.
Также существует более подробная классификация:
1. Зажимной держатель-прищепка (пружинный или рычажный) характеризуется простой конструкцией и невысокой ценой. Основной недостаток — слабая фиксация электрода.
Данный тип может быть выполнен в двух модификациях:
- простая отличается совместимостью с большинством типов сварочных аппаратов и полным отсутствием неизолированных зон;
- автоматизированная обеспечивает высокое качество шва, значительное энергосбережение и автоматический поджог дуги.

Держатель «прищепка»
2. Винтовые электрододержатели позволяют крепко закреплять катод. Основной недостаток — потребность постоянного откручивания и закручивания винта в зажимном устройстве при смене материала для сварки.

Держатель винтовой
Предлагаем посмотреть ролик, где пользователь сравнивает два держателя, винтовой и прищепку и делает выбор в пользу винтового.
3. Конструкция инструментов безогаркового вида устроена таким образом: электрод не фиксируется зажимом, а приваривается к концу стержня с изолированной поверхностью и полностью расплавляется в процессе соединения. Затем берется следующий пруток.
4. Довольно востребованной среди сварщиков любого уровня является вилка-трезубец.Однако, выполненный в простой модификации такой тип представляет собой серьезную угрозу здоровью мастера из-за большого количества незащищенных частей.

Держатель «вилка» самодельный
5. Зажимной держатель-цанга применяется в сварочных горелках для аргоновой дуговой сварки.
Держатель поворотный
6. Электрододержатель электрода с зажимом поворотного типа позволяет быстро и надежно производить фиксацию стержня только под одним углом.
Кроме вышеперечисленных видов также выделяют агрегаты специального назначения, которые применяются для создания определенного вида шва.
Хороший держатель электродов должен:
Держатель электродный должен соответствовать следующим обязательным требованиям:
- Надежность и уверенность фиксации электрического проводника любых диаметров в необходимом положении.
- Возможность быстрого изменения угла выхода электрода.
- Хороший и полноценный контакт.
- Обеспечение быстрой замены электрода.
- Долговечность использования.
- Легкость прибора.
- Изоляция токоведущих частей.
- Возможность проведения сварки в труднодоступных местах.
Как не купить некачественный держак для сварочного аппарата
Токоведущие части качественного прибора должны быть произведены из меди и защищены изоляционным материалом. Некоторые недобросовестные компании производят токоведущие части из стали, а затем покрывают их медью. Таким образом, части сильно нагреваются и быстро сгорают.
Выглядят они как медные и визуально отличить их непрофессионалу от «цельномедных» деталей сложно. Есть один безошибочный способ, для которого понадобится магнит. Необходимо поднести магнит к проверяемой детали, если части магнитятся, то они выполнены из стали.

Медные губки держака
Популярные производители
Перейдем к популярным производителям держателей для электродов.
Telwin — мировой лидер по изготовлению сварочных аппаратов, систем резки и зарядных устройств. Итальянская компания предлагает держатели под одноименной торговой маркой.
Пружинные электрододержатели для сварочных работ немецкой компании ABICOR BINZEL отличаются следующими характеристиками: высокопрочная и теплоизолирующая рукоятка; жесткая фиксация динода в четырех положениях; эргономичность; прочность; универсальность использования.
Компания Trafimet основана в 1974 году в итальянском городе Винченца. Производитель предлагает инструменты пружинного типа, обладающие следующими техническими параметрами: небольшой вес агрегата; надежность; неприхотливость в эксплуатации.
Российская компания «Сварог» выпускает инверторное оборудование. Держатели от данного производителя изготовлены с соблюдением всех государственных стандартов; позволяют проводить сварку во всех положениях, а также в труднодоступных местах.
 Шведский концерн ESAB является одним из мировых лидеров по производству оборудования, материалов, аксессуаров, средства защиты и других принадлежностей для сварки. Широкий ассортимент включает также электрододержатели винтового типа, характеризующиеся максимальную безопасность и качество работ. См. ролик выше.
Шведский концерн ESAB является одним из мировых лидеров по производству оборудования, материалов, аксессуаров, средства защиты и других принадлежностей для сварки. Широкий ассортимент включает также электрододержатели винтового типа, характеризующиеся максимальную безопасность и качество работ. См. ролик выше.
Головной офис и производство предприятия EWM расположены в немецком городе Мюндерсбах. Компания специализируется на изготовлении и реализации широкого ассортимента оборудования, в том числе и электрододержателей различного типа.
Российская торговая марка BRIMA занимает одну из ведущих позиций на рынке оборудования, комплектующих и материалов для сваривания. Электрододержатели рассчитаны на три группы потребителей: бытовые, профессиональные и промышленные.
Компания SANTOOL — надежный производитель и поставщик качественной продукции для сварки. Оборудование выпускается под несколькими торговыми марками. Приборы обладают надежной фиксацией, электропроводящие части изолированы от случайного прикосновения.
Российское предприятие Skrab реализует продукцию под собственным одноименным брендом, а также поставляет профессиональное оборудование от ведущих производителей. Оснащение применяется во многих сферах деятельности.
СИБРТЕХ — отечественный производитель высококачественного инструмента и оборудования. Компания предлагает электрододержатели клещевого типа. При работе с агрегатами важно, чтобы электроведущие части не соприкасались со свариваемым изделием или руками человека. По продукции данного производителя были замечания, смотрите видео выше и ниже.
Итальянское предприятие Quattro Elementi занимается изготовлением и реализацией оборудования, материалов и аксессуаров. Продукция выпускается под торговой маркой Ergus.
Компания Корд — крупнейший российский изготовитель инновационного оборудования и аксессуаров для сварки. Представленные в ассортименте зажимы созданы в соответствии с нормами ГОСТа и имеют различный тип конструкции.
В 2014 московская компания «Асанта» открыла собственное производство электрододержателей и клемм заземления под торговой маркой «Сатурн«. Зажимы просты в использовании, идеально подходят для сварочных инверторов как бытового, так и профессионального уровня.
Зачем покупать отдельно держатель сварочный, если он уже есть в комплекте со сварочником
Начинающие сварщики часто задаются вопросом: «Зачем отдельно приобретать держатели для сварочного аппарата, если инвертор уже укомплектован зажимом?»

Штатный держатель от инвертора, поломался

Ответ на данный вопрос достаточно прост: такой электрододержатель обладает низким качеством, соответственно проработает он недолго. Кроме этого, недобросовестные производители часто используют дешевые материалы для изготовления комплектующих для инвертора. Это положительно сказывается на цене и отрицательно на качестве. Чаще всего выходят из строя прижимные губки, они подгорают и перестают обеспечивать фиксацию стержня.
Как выбрать
Выбор инструмента — ответственное занятие, призванное сделать дальнейшую работу безопасной и эффективной и сварочный держатель электродов не исключение. Рассмотрим, что стоит учесть при выборе, какие параметры.
1.Ампераж. Держатель для электродов должен соответствовать силе тока применяемого сварочного оборудования. Так при использовании сварочного инвертора с силой тока в 300А, подключать к нему держатель, рассчитанный не 150А – идея не очень хорошая. Держатель электродов в таком режиме прослужит не более двух дней, так как зажим электрода обгорит и выйдет со строя. Кроме того, использовать держатель с меньшей силой тока просто не безопасно.
При обратной ситуации, когда приобретаются держатели «с запасом», то есть на аппарат в 160А устанавливают держатель на 300А, решение безопасно, но для работы не очень удобно. При большем ампераже, больше габариты и масса держателя (что повлияет на уставаемость сварщика и возможность подлезть в труднодоступные места, см. следующее требование), так как толще изоляция, массивнее литые части, зажим электрода. Поэтому подбирать держатель необходимо исходя из силы сварочного тока.
2. Габариты и вес. Для удобства прибор должен обладать небольшой массой и небольшими габаритами. Лишние граммы никоим образом не скажутся на проведении краткосрочных работ, а вот при длительных процессах, которые требуют внимания и аккуратности, тяжелый агрегат может вызывать дискомфорт и мышечное напряжение. Поэтому выбирая из нескольких моделей с аналогичными техническими характеристиками, следует отдать предпочтение более легкому и компактному.

Габариты и вес сварочных держаков — почувствуйте разницу
3. Часто выполнение работ проводится при неблагоприятных условиях: пыль, грязь, влажность, слишком высокие или низкие температуры. Компенсацией для этих факторов должна выступать высокая надежность электрододержателя. Корпус прибора, чаще всего, производится из пластика с высокими изолирующими свойствами. Что касается зажима, то профессионалы предпочитают литой, поскольку пластинчатые наборные губки более подвержены выходу из строя. Самым надежным вариантом является винтовой прибор, его резьбовая фиксация гарантирует однозначное положение прутка.
4. Известные производители поддерживают свою репутацию, тщательно контролируют качество выпускаемой продукции. Поэтому проверенные бренды пользуются высоким спросом у потребителя. Здесь стоит придерживаться принципа достаточности – недорогой держатель неизвестного производителя не проживет, скорее всего, и месяца на судоверфи при эксплуатации его в две смены, а сварщику любителю его хватит на два-три сезона, а то и на дольше.
5. Напрямую от предыдущего фактора зависит следующий, наиболее важный — стоимость. Цена варьируется в значительных пределах. Дешевые модели по определению не могут отличаться высоким уровнем качества и надежности, продуманностью конструкции, а также они в редких случаях рассчитаны на длительную эксплуатацию. Но недорогой инструмент неплохо подойдет для сварщика-любителя с целью выполнения разовых работ. С другой стороны, для проведения бытовой сварки незачем покупать дорогой аппарат, который необходим для профессиональных и промышленных масштабов.
6. Наибольшим спросом у клиентов пользуются агрегаты, способные фиксировать электроды любых диаметров. Так как подобные приборы являются универсальными и могут применяться при проведении разнообразных работ.
Внимание! Смотрите при покупке на диаметр электродов, для которых сделан держатель, иначе вы рискуете купить, к примеру, рассчитанный на электроды от 6 мм, и варить «двойкой» вы не сможете.
Держатель WESTER 990-046
Купить тут

Держатель SKRAB 27601
Купить тут

Как эксплуатировать
Несколько слов о том, как правильно эксплуатировать держатель для сварочных электродов. Использование электрододержателя подразумевает не только его непосредственное применение, но и правильный уход за ним. Зажим следует содержать в чистоте, это обеспечивает плотный контакт губок с прутком, а, соответственно, избавляет от подгорания и продлевает срок эксплуатации. Также необходимо избегать обгорания остатка электрода (огарка) до самых губок держателя по тем же причинам.
Полезное видео
Посмотрите ролик, где показана процедура замены держака Сибртех любителем. Заодно увидите отзыв о попадающемся браке данной продукции, на что обращать внимание при выборе и покупке.
Самодельные держаки для электродов
Конструкция «Трезубца» проста и незамысловата. Способов сборки такого вида достаточно много, ниже представлен самой несложный.
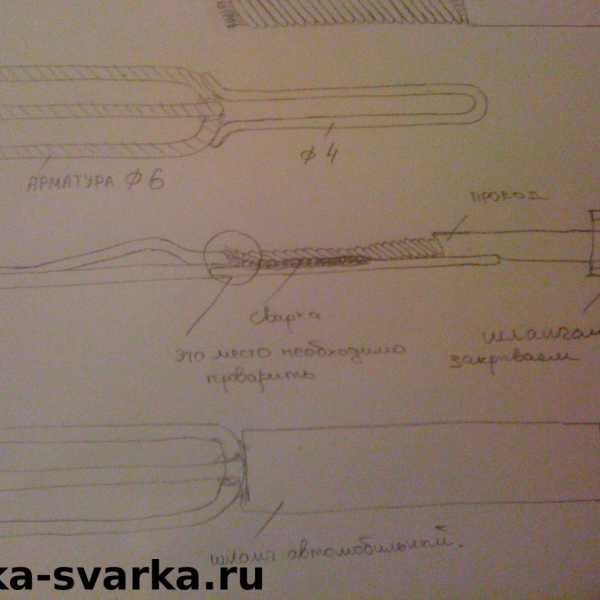
Тело «Трезубца» представляет собой подобие жезла с тремя зубцами; делают его путем гибки и сварки арматуры, изготовленной из углеродистой стали, диаметром 8 мм. Средний стержень также гнут, его функция — фиксация прутка в держаке.
Самое сложное — организовать качественный контакт между кабелем и держателем. Для этого необходимо согнуть трубку, разделенную на две половины. Трубка выполняет роль электрической клеммы. Первая половина фиксирует кабель, а вторая — поддерживает его изоляционную оплетку. Клемма также прихватывается сваркой.
Для изоляции рукоятки можно использовать кусок дюритового армированного рукава, который одевается на разогретую арматуру.

Вот еще один вариант, как сделать держак-вилку. Фото кликабельно, для увеличения, кликайте на картинку. Более подробно, как сделать такой держак, описано на этом сайте.

Тип «Уголок» имеет схожее устройство с «Трезубцем». Главное отличие — вместо двух пружинящих контактов здесь используется металлический уголок, а электрический проводник держит один зубец, а не три.
«Продвинутый» вариант самодельного инструмента собирается из обрезков материалов. Мастеру понадобится труба диаметром 15 мм. и длиной 250 мм., к которой крепится пластинка толщиной 3 мм. и шириной 25 мм. Затем пластина сворачивается в кольцо диаметром 50 мм., концы выпрямляются и используются для зажима. В месте крепления кабеля трубка сжимается и сверлится отверстие для болта, который зажимает наконечник кабеля. Рукоятка выполнена из дюрита.
Рейтинг: какой держатель для электродов лучше
Мы понимаем, что вопрос выбора держателя субъективен, кому что нравится. Но тем не менее, считаем, что для выбора стоит учитывать мнение большинства. Поэтому сделаем опрос про лучшие держатели электродов. Предлагаем вам проголосовать и высказать свое мнение о том, какой держатель для вас самый хороший. Можно выбрать два варианта ответа одновременно.
Загрузка ...Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Сварка аргоном черного металла. Технология сварочного процесса.

Содержание статьи
Особенности сварки аргоном
Главная сложность, которая возникает в процессе работы – кипение сварочной ванны. Это происходит по причине того, что металл недостаточно разогревается. Для того, чтобы избежать этого негативного явления, нужно верно выбрать присадочный материал, а также использовать флюс, благодаря которому заготовленная деталь лучше будет плавиться. Выполнив все эти требования, вы значительно упростите себе работу и в итоге получите хороший шов.
На заметку! Весь производственный процесс должен выполняться в соответствии с ГОСТом 14771-76.

Достоинства
Если сваривать заготовки из черного металла при помощи аргона в соответствии со всеми рекомендациями, то в результате можно получить максимально качественное соединение. Отметим основные плюсы:
- процесс несложный и недлительный по времени,
- образовавшиеся в итоге сварки электродом швы, могут быть пригодны практически в каждой сфере,
- дуга зажигается быстро и легко,
- за счет применения длинной проволоки, любой шов может выполняться непрерывно,
- сами металлические изделия можно подогреть газом горелки.

Недостатки
Несмотря на большое количество достоинств, выделяется и ряд минусов:
- tig сварка – достаточно затратный процесс, если сравнивать с обычной дуговой, то стоимость первой будет больше в 10 раз,
- поскольку применяется газ, работа – небезопасна,
- возникает риск того, что сварочная ванна может вскипеть и в результате металл будет разбрызгиваться в разные стороны, что чревато попаданием на незащищенные участки тела и качество соединения будет значительно хуже,
- могут возникнуть трудности с поиском некоторых материалов, необходимых для таково вида сварки.
Однако все описанные недостатки станут незначительными по сравнению с тем, какого качества соединение может получиться у вас в итоге. К тому же, если подойди к процессу ответственно, то подобных недочетов и вовсе можно избежать.

Критерии выбора инструмента
Во многом успешное выполнение шва зависит от правильно выбранного инструмента и материалов, которыми вы будете пользоваться. Присадочный материал должен быть как можно более подходящим для металлического изделия, подвергающегося сварке. Поэтому, очень важно знать все составляющие металла. Однако, это не всегда удается выполнить, в связи с этим, основным ориентиром выступают популярные марки проволоки, которые наиболее часто используются. Большинство профессионалов советуют применять Св-08Г2С.

Выбирая проволоку, обращайте внимание на такой критерий как кипучесть. Многие пользователи, не зная как варить черный металл сталкиваются с этой проблемой. Чтобы избежать этого надо смотреть на маркировку. Если на проволоке указано значение КП, то это говорит о подверженности металла кипению, поэтому такие детали покупать не стоит. Еще один важный показатель – толщина диаметра присадочного материала. Выбирать нужно исходя из толщины изделий, подвергающихся сварке. Старайтесь подобрать материал максимально идентичный плотности металла.
Режимы сварки листового черного металла аргоном
Даже если вы не имеете никакого опыта, не переживайте, соблюдая все требования можно получить хорошее соединение. Для того, чтобы в конечном итоге шов был как можно более прочным и надежным, надо верно подобрать режим, который будет максимально подходить заданной толщине заготовки и другим показателям.
| Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин | ||||
| 0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
| 1,3 | 118 | 26 | |||
| 1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 | |||
Прежде чем приступить непосредственно к сварочным работам подготовить металл. Для этого надо хорошо зачистить окончания, которые будут подвергаться соединению. Также если на поверхности присутствует масляная пленка, то ее нужно убрать.Технология сварки металла аргоном

На следующем этапе поверхность покрывается флюсом и задаются нужные параметры сварочного аппарата. После выполнения этого порядка действий можно переходить к сварочным работам. Источник энергии и присадочный материал подводятся к участку соединения и зажигается дуга. Когда возникнет сварочная ванна, дуга должна непрерывно вестись до самого конца, осуществляя медленную подачу проволоки.
Обратите внимание! Избавляться от шлака нужно только после того, как шов окончательно остынет, иначе можно попросту его повредить.
После выполнения процесса не забудьте проверить полученный результат. Изначально осмотрите соединение на наличие внешних дефектов. Для того, чтобы провести более детальный осмотр внутреннего состояния изделия можно прибегнуть к рентгено- и магнитографическому анализу. Помимо этого часто используется и контроль качества ультразвуком, благодаря которому можно убедиться в отсутствии скрытых микротрещин.
Техника безопасности
Неважно новичок ли вы или вы знаете, как варить черный металл и имеете в этом деле большой опыт, правила техники безопасности нужно соблюдать всем.
- Важно, чтобы ваше рабочее место, где осуществляется процесс сварки, не находилось рядом с легковоспламеняющимися материалами, т.к. велика возможность возникновения нечаянного возгорания. Также постарайтесь убрать все лишнее с рабочей поверхности.
- Оборудуйте помещение качественной вентиляцией и в случае необходимости подсоедините систему удаления продуктов сгорания.
- Прежде чем приступить к сварке, проверьте аппарат на исправность, проконтролируйте верно ли выставлены все нужные параметры баллона, а также для того чтобы не произошла утечка газа, надо проверить в хорошем ли состоянии находятся шланги.
- Не рекомендуется применять тройники и редукторы, которые нужны для одновременного подключения нескольких горелок.
- Несомненно весь процесс должен производиться в специальной защитной одежде. По возможности постарайтесь укрыть свое тело, чтобы раскаленный металл случайно не попал на кожу, ведь это чревато серьезным ожогом. На руки обязательно наденьте перчатки, а на лицо защитную маску и очки.
Подводя итог вышеизложенного, можно сделать некоторые выводы. В первую очередь стоит отметить, что сваривать черный металл и тонкую сталь не сложно. Для этого достаточно выполнять все правила, предъявляемые к такому способу создания шва. Несмотря на то, что такой вид сварки не из дешевых, при точном соблюдении технологии в конечном итоге вы получите надежный и прочный шов. Как и любой другой вид сварки, электродуговая сопровождается рядом нюансов, на которые следует обращать внимание. Если вы новичок, то для достижения более лучшего результата, потренируйтесь выполнять шов на каких-нибудь ненужных деталях. Так, вы наберетесь опыт и у вас будет больше шансов сварить нужные заготовки правильно. В любом случае, преимущества сварки изделий из черного металла аргоном очевидны, именно поэтому данный способ соединения так популярен у пользователей.
[Всего голосов: 2 Средний: 3/5]
svarkaed.ru
Держак для сварочного аппарата Ресанта, Esab: выбор, характеристики
За все время существования сварочных аппаратов они неоднократно усовершенствовались и меняли свою конструкцию, внешний вид, и особенности работы. Это же касается и аксессуаров, которые для них предназначены. Держак для сварочного аппарата обладает достаточно простой функцией и даже несмотря на это он часто меняет свой внешний вид и принцип зажима, так как здесь, прежде всего, ценится удобство использования и надежность крепления.
Сейчас используются как старые варианты вилочного типа, так и новые в виде зажимов. Все это создает ситуацию, благодаря которой каждый сварщик может подобрать такой держатель электродов для сварочного аппарата, какой ему больше нравится. Их особенность состоит в том, что они легко заменяются и всегда можно переставить держатель с одного места на другое.

Держак для сварочных электродов
Держатель для сварочного аппарата предназначен для закрепления в нем электрода. Он подключается непосредственно к одному из выводов на устройстве. Это токоведущая часть с открытым контактом. Сама закрепляющая часть является этим самым контактом, который подает ток на электрод. Таким образом, не исключены оплавления, попадания расплавленных капель металла, а также приваривание электрода к держателю. Благодаря легкой заменимости, всегда можно купить новый аксессуар, а также более подходящую и удобную модель с удлиненным кабелем и так далее.
Разновидности держаков для сварочного аппарата
Существует несколько разновидностей держателей, представленных в трех основных типах. Их выпускают практически все производители сварочного оборудования, причем каждый со своими модификациями. Но особенности типа, их преимущества и недостатки сохраняются почти во всех моделях. Устаревшие типы могут не производиться современными компаниями. Но их по-прежнему можно встретит на практике. Среди основных разновидностей можно встретить:
- Прищепка – выделяют автоматизированную и ручную разновидности;
- Цанга – стандартный по современным меркам держатель, который нередко идет в комплекте с аппаратами;

Цанга для зажима электродов
- Вилка-трезубец — один из самых старых вариантов, который представлен в виде ручной и автоматизированной разновидности.
Недостаток использования вилки состоит в том, что если электрод залип, то его нельзя также быстро обесточить, как в других моделях. Здесь требуется изламывать его, пока не прервется контакт. Также здесь сложнее устанавливать расходные материалы. Чем больше вилка, тем у нее больше остается огарков. В качестве преимущества стоит отметить низкую стоимость вилки-трезубца.

Держак для электродов в виде вилки
Особенности конструкции и принцип действия
Конструкция большинства изделий предельно проста. Вилочный держатель представляет собой три жестких контакта, которые выполнены в виде штырей трезубца. Они располагаются так, что если сквозь них просунуть электрод, то он будет достаточно надежно держаться во время сварки. Это зубцы подведены к токоведущему кабелю, который напрямую связан с выводом сварочного аппарата. Данная модель имеет только ручку и не какого-либо защитного корпуса, так что порой использование ее является не сильно безопасным.
В других типах используется тот же принцип действия, но в качестве зажимов используются два контакта, которые постоянно прижимаются друг к другу. Сварочные электроды подводятся к ним, когда держатель разведен специальной ручкой. Затем ручка отпускается и изделие зажимает стержень. Таким образом, если электрод залипнет, то его моментально можно обесточит, нажав на соответствующий рычаг развода контактов. Щипцы для зажима выполнены в защищенном корпусе, который оберегает от ожогов, попадания металла и прочих негативных моментов.
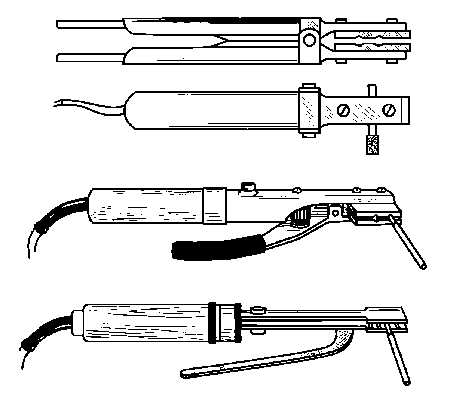
Схематический вид держателей для сварочного аппарата
Рекомендации по использованию
Применение данной техники является небезопасным, так как это ближайшее место к сварщику, где идет открытый контакт с электричеством. При неправильном использовании можно получить ожог током или даже электрический удар. Держатель сварочного аппарата должен быть выполнен по ГОСТ и не рекомендуется применять самодельные устройства, так как у них могут быть проблемы с изоляцией, сопротивлением и прочими характеристиками.
Вставлять электрод сюда нужно только в отдалении от металлических предметов, чтобы случайно не замкнуть цепь. Расходный материал требуется надежно закреплять, чтобы не было шатания. «Обратите внимание! Закреплять нужно так, чтобы не оставался большой хвост сзади держателя и обмазка не доходила до места контакта.» При залипании нужно как можно быстрее отключиться, открыть зажим, изломать электрод или применить прочий удобный способ.
Технические характеристики
Характеристики большинства изделий совпадают с требованиями сварщиков и вполне подходят для большинства видов работ. Помимо универсальных изделий встречаются также более узкоспециализированные, которые имеют сильно отличающиеся характеристики. В среднем все они выглядят следующим образом:
Марка | Характеристики |
| Binzel DE 2400 | Произведено — Германия Производитель — Binzel Максимальный диаметр расходных материалов — 8 мм Минимальный диаметр расходных материалов — 4 мм Максимальный ток — 500 А |
| Binzel De 2200 Abicor | Максимальный диаметр расходных материалов — 4 мм Минимальный диаметр расходных материалов — 2 мм Максимальный ток — 250 А Минимальный ток — 10 А Масса – 0,25 кг |
| Binzel De 2200 | Максимальный диаметр расходных материалов — 4 мм Минимальный диаметр расходных материалов – 1,6 мм Максимальный ток — 250 А Минимальный ток — 10 А Масса – 0,25 кг |
Особенности выбора
Не так уж важно, хотите вы купить держак для сварочного аппарата Esab или от другого производителя, главное определиться с типом. Вилки уже признаны устаревшими и нормально пользоваться ими могут только опытные мастера. Несмотря на свою дешевизну, это преимущество не перевешивает их недостатков. Лучше выбирать держатели в виде прищепок, которые сделают работу проще, быстрее и безопаснее.
В плане характеристик нужно обращать внимание на минимальный и максимальный размер электродов, а также на максимальный ток, с которым он может справиться. Большинство сварочных инверторов для дома обладают такими характеристиками, для которых подходит большая часть держателей.
«Важно!
Перед покупкой стоит убедиться, насколько хорошо инструмент закрепляет электрод, чтобы не купить бракованное изделие.»
Держак для сварочного аппарата своими руками
Держатель можно изготовит и самостоятельно, при наличии медной проволоки. Данный материал выбирается из-за его высокой температуры плавления. Изготовление происходит по следующим этапам.
- Берется медный провод, на который наматывается мягкая проволока;
- Чтобы уплотнить провод, его обстукивают молотком, чтобы максимально расплющить и он прижался к проволоке;
- Из отдельный прутьев формируется трезубец, который и будет служить контактом держателя;
- Трезубец приваривается к обмотанной части проволоки;
- Часть обмотки изолируется, образуя то место держателя, за которое можно спокойно браться.
svarkaipayka.ru










