Приспособление для разметки труб. Расчет и изготовление шаблона. Таблица разверток труб
Формула длины развертки заготовки трубы: когда требуется и как рассчитывается
Содержание статьи
Рассчитать площадь поверхности или сечения трубопровода помогает формула длины развертки заготовки трубы. Расчет основывается на величине будущей трассы и диаметре планируемой конструкции. В каких случаях требуются такие вычисления и как они делаются, расскажет данная статья.
Когда нужны расчеты
Параметры рассчитываются на калькуляторе или с помощью онлайн-программ
Какую площадь должна иметь поверхность трубопровода, важно знать в следующих случаях.
- При расчете теплоотдачи «теплого» пола или регистра. Здесь высчитывается суммарная площадь, которая отдает помещению тепло, исходящее из теплоносителя.
- Когда определяются потери тепла по пути от источника тепловой энергии к обогревательным элементам – радиаторам, конвекторам и т.д. Чтобы определить количество и размеры таких приборов, нужно знать величину калорий, которой мы должны располагать, а она выводится с учетом развертки трубы.
- Для определения необходимого количества теплоизоляционного материала, антикоррозийного покрытия и краски. При строительстве магистралей протяженностью в километры, точный расчет экономит предприятию немалые средства.
- При определении рационально оправданного сечения профиля, которое могло бы обеспечить максимальную проводимость водопроводной или отопительной сети.
Определение параметров трубы
При решении вопроса, как рассчитать развертку трубы, принимают во внимание такие параметры проектируемой магистрали.
Площадь сечения

Труба представляет собой цилиндр, поэтому производить расчеты не сложно
Сечение круглого профиля – это круг, диаметр которого определяется, как разница величины наружного диаметра изделия за вычетом толщины стенок.
В геометрии площадь круга рассчитывается так:
S = π R^2 или S= π (D/2-N)^2, где S – площадь внутреннего сечения; π – число «пи»; R – радиус сечения; D — наружный диаметр; N — толщина стенок трубы.
Обратите внимание! Если в напорных системах жидкость заполняет весь объем трубопровода, то в самотечной канализации постоянно смачивается только часть стенок. В таких коллекторах применяется понятие площади живого сечения трубы.
Внешняя поверхность
Поверхность цилиндра, которым и является круглый профиль, представляет собой прямоугольник. Одна сторона фигуры – длина отрезка трубопровода, а вторая – величина окружности цилиндра.
Расчет развертки трубы осуществляется по формуле:
S = π D L, где S – площадь трубы , L – длина изделия.
Внутренняя поверхность
Такой показатель применяется в процессе гидродинамических расчетов, когда определяется площадь поверхности трубы, которая постоянно контактирует с водой.
При определении данного параметра следует учитывать:
- Чем больше диаметр водопроводных труб, тем меньше скорость проходящего потока зависит от шероховатости стенок конструкции.
На заметку! Если трубопроводы с большим диаметром характеризуются малой протяженностью, то величиной сопротивления стенок можно пренебречь.
- При гидродинамических расчетах шероховатости поверхности стенок придается не меньшее значение, чем ее площади. Если вода проходит по ржавому внутри водопроводу, то ее скорость меньше скорости жидкости, которая протекает по сравнительно гладкой полипропиленовой конструкции.
- Сети, которые монтируются из не оцинкованной стали, отличаются непостоянной площадью внутренней поверхности. При эксплуатации они покрываются ржавчиной и зарастают минеральными отложениями, из-за чего сужается просвет трубопровода.
Важно! Обратите внимание на этот факт, если захотите сделать холодное водоснабжение из стального материала. Проходимость такого водопровода сократится в два раза уже после десяти лет эксплуатации.
Расчет развертки трубы в данном случае делается с учетом того, что внутренний диаметр цилиндра определяется, как разность внешнего диаметра профиля и увеличенной вдвое толщины его стенок.
В результате площадь поверхности цилиндра определяется по формуле:
S= π (D-2N)L, где к уже известным параметрам добавляется показатель N, определяющий толщину стенок.
Формула развертки заготовки помогает рассчитать количество необходимой теплоизоляции
Чтобы знать, как посчитать развертку трубы, достаточно вспомнить курс геометрии, которую осваивают в средних классах. Приятно, что школьная программа находит применение во взрослой жизни и помогает решать серьезные задачи, связанные со строительством. Пусть они окажутся полезными и для вас!
Понравилась статья? Поделитесь ей:
trubsovet.ru
Приспособление для разметки труб. Расчет и изготовление шаблона — Оборудование
В крупных заготовительных мастерских разметку и резку труб производят на разметочно-отрезном агрегате, который позволяет получать детали трубопроводов с допуском ± 1 мм.
В небольших заготовительных мастерских и на монтажной площадке разметку труб производят на разметочных стеллажах, применяя обычный разметочный и измерительный инструмент: линейки, рулетки, чертилки, шаблоны и др.
Разметка трубы заключается в определении ее заготовительной длины и нанесении необходимых осей. Разметив трубу для резки, на ней намечают начала всех изгибов, отверстия для врезки отборов и тройников.
Для изготовления гнутого отвода и определения длины заготовки должны быть известны радиус (R) и угол (а) загиба трубы, длина свободных концов или длина прямого участка между отводами. Длину заготовки (рис. 1) определяют по формуле
Где LОбщ – длина заготовки, м;
L= π/180*αR – длина изогнутом части, м;
L1 = L – S – длина прямого участка, м;
L2 = L1-S‑длина второго прямого участка, м; [S – скид, мм (табл. 5)].
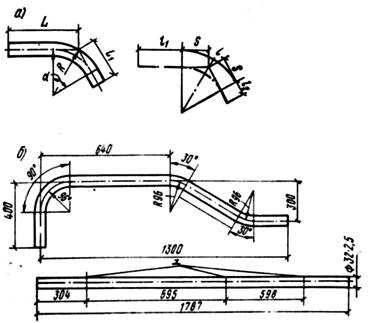 Рисунок 1. Разметка трубы для изгиба
Рисунок 1. Разметка трубы для изгиба- а – разметка отвода;
- б – участок трубопровода.
При пересечении двух труб тройник реза намечают по приспособлению, которое изготавливают на листе плотной бумаги. Вначале вычерчивают в двух проекциях и в натуральную величину пересечение двух труб, как показано на рис. 2. На врезаемой части трубы строят полуокружность, которую обычно делят на шесть частей (точки 1, 2, 3, 4, 5, 6). Через эти точки проводят прямые параллельные оси трубы. На второй проекции делают аналогичные построения, прямые проводят до пересечения с контуром трубы, в которую нужно сделать врезку (точки 0, 1, 2, 3). Проводя из этих точек параллельные прямые, как показано на рисунке, получим точки 0l, 1l, 2l, 3l, 4l, 5l, 6l.
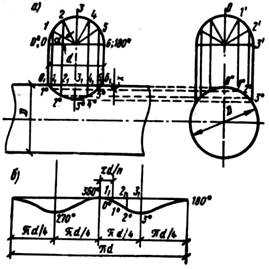 Рис. 5. Разметка пересечения двух труб
Рис. 5. Разметка пересечения двух труб- а – построена для изготовления шаблона;
- б – шаблон.
Таблица 5. Скиды и длины изогнутых частей трубы для любого радиуса
Примечания; 1. Для определения величины скида или длины изогнутой части необходимо их значения, указанные в таблице, умножить на радиус гнутья (в мм)гнутья и углов гиба
| Длина изогнутой части трубы 1. мм | 0,6981 | 0,7854 | 1,0472 | 1,1781 | 1,2915 | 1,5708 |
| Скид S, мм | 0,364 | 0,4141 | 0,5774 | 0,6663 | 0,7673 | 1 |
| Угол гнутья а. град | 40 | 45 | 60 | 57 30′ | 75 | 90 |
| Длина изогнутой части трубы 1, мм | 0,1745 | 0,2618 | 0,3491 | 0,3927 | 0,5236 | 0,6545 |
| Скид S, мм | 0,0875 | 0,1316 | 0,1763 | 0,199 | 0,2679 | 0,3396 |
| Угол гнутья а. град | 10 | 15 | 20 | 22 30′ | 30 | 37 30′ |
| Длина изогнутой части трубы , мм | 0,0087 | 0,0175 | 0,0349 | 0,0524 | 0,0698 | 0,0873 |
| Скид 5. мм | 0,0045 | 0,0087 | 0,0175 | 0,0261 | 0,0349 | 0,0436 |
| Угол гнутья а. град | 30′ | 1 | 2 | 3 | 4 | 5 |
Примечания; 1. Для определения величины скида или длины изогнутой части необходимо их значения, указанные в таблице, умножить на радиус гнутья (в мм).
2. Величину скидов и длину изогнутой части для углов, не указанных в таблице, определяют путем сложения. Например, скид для угла 53е равен сумме скидов для углов 45 + 5 +3° и т. д.
Изготовление шаблона
Для построения линии развертки на листе плотной бумаги проводят прямую линию длиной πd и делят на 6 частей. В точках деления проводят перпендикуляры, на которых откладывают величины 1–1, 2–2, 3–3, 4–4, 5–5. Полученные точки соединяют плавной кривой. Легко заметить, что линия развертки симметрична. Вторую половину получают, согнув лист по перпендикуляру в точке 6. Изготовив шаблон, его переносят на трубу, намечая линию реза чертилкой или мелом.
Рисунок 3. Универсальный циркуль- 1 – упор;
- 2 – угломер;
- 3 – гайка;
- 4 – осевая стойка;
- 5 – мерная линейка;
- 6 – ползун;
- 7 – штанга – чертилка;
- 8 — натяжное устройство.
Для разметки отверстий в трубах под врезку можно пользоваться универсальным циркулем (рис. 3.). Циркуль закрепляют на трубе и поворотом на 360° штанги-чертилки, установленной на определенном делении мерной линейки, очерчивают контур вырезаемого отверстия. Вырезку отверстий в трубах и резку врезаемых патрубков в небольших мастерских и на монтажной площадке проводят газопламенным методом.
arxipedia.ru
Расчет развертки трубы при гибке.
Расчет развертки трубы при гибке. Длина развертки. Формула расчета развертки трубы. 4.43/5 (88.57%) проголосовало 7
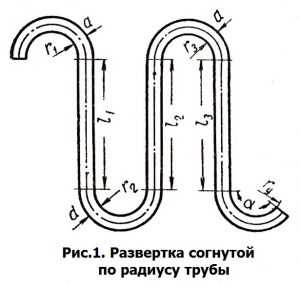
При определении общей длины развертки необходимо трубу разбить на прямые и гнутые участки. Для определения границы прямых и гнутых участков трубы из центров окружностей согнутых участков проводятся радиусы r1; r2; r3; r4 в точку их сопряжения с прямой. Тогда общая длина развертки гнутой трубы (рис. 1) будет:
L общее = l + s,
Где:
l — сумма длин прямых участков трубы;
s — сумма длин согнутых по радиусу участков трубы.
На рис. 1 видно, что:
l = l1 + l2 + l3.
Длина развертки согнутой трубы рассчитывается по средней линии. За среднюю линию принимается ось симметрии трубы. Поэтому длина согнутых частей трубы рассчитывается по радиусам:
R1 = r1 + d/2;
R2 = r2 + d/2;
R3 = r3 + d/2;
R4 = r4 + d/2;
Где:
r1; r2; r3; r4 – внутренние радиусы гибки трубы;
d — наружный диаметр трубы.
Длина развертки гнутой трубы в соответствии с правилами геометрии равняется:
s = (2·π·R·α)/360,
Где:
R — радиус средней линии трубы;
α —угол загиба гнутой трубы.
Для угла в 180° s = π·R;
Для угла в 90° s = (π·R)/2.
Сумма длин гнутых частей трубы в данном случае равняется:
s = s1 + s2 + s3 + s4,
Где:
s1 = π·R1;
s2 = π·R2;
s3 = π·R3;
s4 = (2π·R4·150)/360 = 5/6·π·R4.
Отсюда:
s1 = π·(R1 + R2 + R3 + 5/6·R4),
L общее = (l1 + l2 + l3) + π·(R1 + R2 + R3 + 5/6·R4).
Точно так же производится расчет разверток металла кругового профиля.
mechanicinfo.ru
Разметка тройника прямого равнопроходного
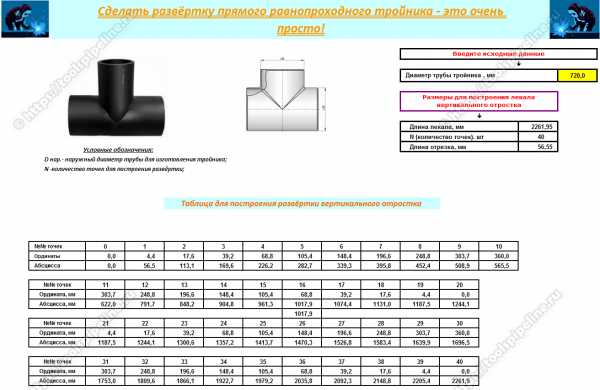
Изготовление развёртки (лекала) для разметки элементов прямоугольного равнопроходного тройника
Тройники служат для устройства ответвлений и сопряжений трубопроводов. Для изготовления тройников из трубы вырезаются (электро- газорезка, «болгарка») элементы тройника, а затем свариваются. Тройник прямоугольный равнопроходной сваривается из труб одинакового диаметра.
Разметка элементов тройника для последующей резки и сварки производится при помощи лекал (развёрток), накладываемых на трубу, по которым мелом на трубе проводят линию реза (для большей точности распылить краску).
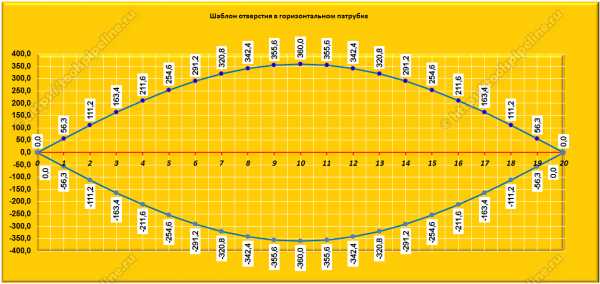
Предлагаемая нами таблица Excel позволяет получить размеры для построения лекал (развёрток) вертикальных и горизонтальных патрубков для изготовления прямоугольных равнопроходных тройников любого диаметра. Введите в жёлтую ячейку таблицы наружный диаметр трубы и вы мгновенно получите ординаты и абсциссы точек для разметки. Перенесите эти точки на паронит или картон и плавно соедините их между собой. Лекало (развёртка) готово.
Программа может сама автоматически нарисовать лекала в натуральную величину, которое можно распечатать.
Совет. На трубе, предназначенной для изготовления тройника мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.

При разметке труб лекала необходимо накладывать так, чтобы образующая трубы была перпендикулярна оси абсцисс лекала .

Посмотрите демонстрационный ролик
Скачать ознакомительную версию таблицы
При успешной оплате Вы сразу же получите ссылку для скачивания рабочей таблицы.
Порядочность гарантирую! Успехов в работе! comments powered by HyperCommentstoolspipeline.ru
Развертка листового металла, построение развертки, развертка труб, 3d-модели, коэффициент нейтрального слоя
Главная страница » Развертка листового металла
Развёртка листового металла
Листовой металл является самым распространенным материалом для производства различных металлоконструкций. Из него можно вырезать различные фигуры, гнуть, вальцевать и таким образом получать всевозможные формы детали, которые трудно получить из других сортаментов. Изготовление изделий путем гибки и сварки листового металла является каждодневной работой предприятий, занимающихся изготовлением металлоконструкций.
Прежде, чем приступить к изготовлению гнутой детали необходимо создание ее заготовки. Заготовкой здесь является развертка листового металла. Вырезав по её размерам лист металла и загнув в размеченных местах получаем деталь необходимой нам конфигурации.
Построение таких разверток является частой задачей конструкторов и технологов на производстве металлоконструкций. Строить их вручную довольно трудоемко, данный процесс занимает много времени и к тому же обладает некоторым риском появления ошибок в силу большого объёма ручного расчета размеров развертки, то есть человеческого фактора.
Уже давно этот процесс удачно автоматизирован, и современные CAD-системы обладают специальными модулями «Листовой металл» для проектирования гнутых деталей из листового металла и автоматического получения их разверток.
При автоматизированном проектировании применяют два метода.
1. Построить 3d-модель, преобразовать в листовой металл и получить развертку.
2. Построить базовую плиту и гнуть ее, добавляя новые стенки под разными углами и радиусами.
Больше про гибку листового металла можно посмотреть здесь, а вот на чем я хотел бы акцентировать Ваше внимание в данной статье, так это на коэффициенте нейтрального слоя.
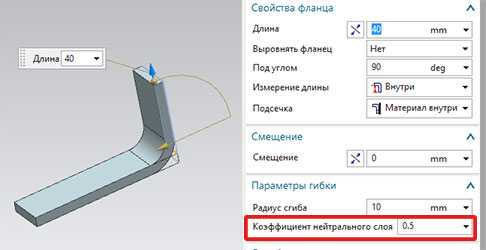
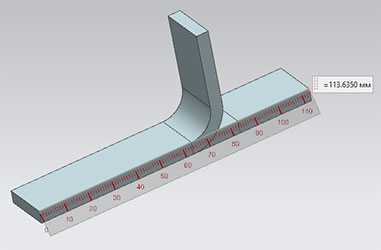
При автоматизированном проектировании развертки листового металла в CAD-системе всегда необходимо учитывать по какой кромке (наружной, внешней или средней линии) строится развертка. Другими словами учитывать коэффициент нейтрального слоя (К). Например, если коэффициент нейтрального слоя примем 0,5, что соответствует середине толщины листового металла, то длина развертки составит 113,635 мм, а если K=0.1, то Lразвертки=110,4934 мм. Разница очевидна, во втором случае полностью бракованная деталь, так как из 110 мм 113 уже никак не сделать, если конечно не сплющить ее в толщине, но это уже другая история).
Развернутая длина гиба равна длине этого нейтрального слоя элемента. Нейтральный слой не растягивается и не сжимается при сгибе детали. И положение этого нейтрального слоя как раз и определяет коэффициент К. При увеличении коэффициента нейтральный слой смещается к внешней стороне сгиба. Этот коэффициент зависит от множества факторов, таких как физические характеристики материала, толщина листа, радиус сгиба. Его рассчитывают по специальным формулам.
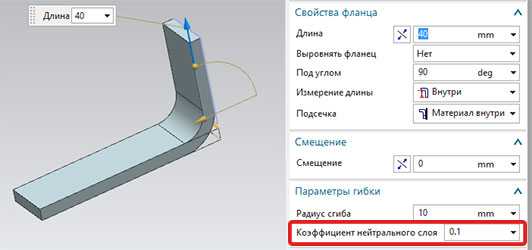
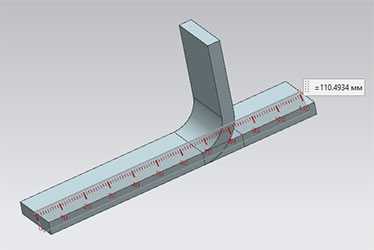
Таблица коэффициента К в зависимости от толщины листа (S) и радиуса гибки (r) можно выбрать из следующей таблицы.
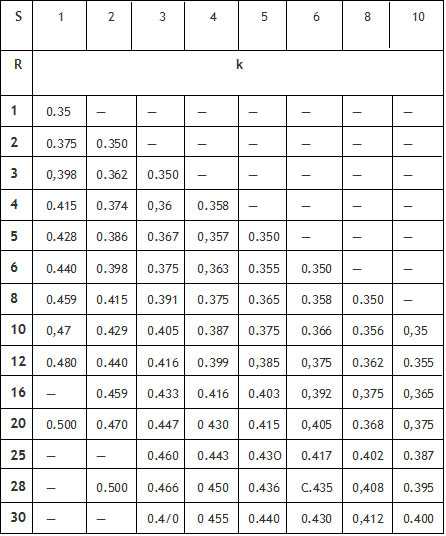
Часто про этот коэффициент забывают, всегда учитывайте этот фактор, так как именно из-за этого вроде бы незначительного значения, может быть полностью зарезана деталь без возможности доработки. Каждый случай индивидуален и необходимо менять коэффициент, поэтому корректируйте его исходя из своей ситуации.
Построение разверток осуществляется не только для листового металла, её также с успехом используют при создании шаблонов для отрезки труб, например, с уклоном на торце для создания угла поворота трубопровода. Но это уже немного другая тема, поэтому подробнее об этом можно узнать здесь…
Освоив такой метод проектирования деталей из листового металла можно легко делать подобные развертки одним кликом. Это здорово экономит время проектирования и конструкторско-технологической подготовки производства к выпуску продукции, а также значительно снижает человеческий фактор и вероятность получения брака. Что всё вместе позитивно влияет на эффективность предприятия и конечно же на экономические показатели и прибыли в целом.
Похожие записи:
vys-tech.ru
Разметка труб, конусов, переходов | Разметочные работы
Разметка труб в основном сводится к разметке длины детали. Обычно детали из труб в судовых конструкциях (пиллерсы, стойки и др.) располагают вертикально и их торцы обрезают перпендикулярно образующей, т. е. оси трубы. При этом на трубе указывают ее длину и по этим рискам размечают места обрезки верхней и нижней кромок.
Если плоскость реза неперпендикулярна образующей трубы, то необходимо сделать развертку. Кромки обреза на развертке в этом случае получают с помощью построения развертки усеченного цилиндра. Разметка для изготовления труб, состоящих из двух цилиндров одинакового сечения, соединенных друг с другом под прямым углом и лежащих своими осями в одной плоскости, сводится к развертке прямых цилиндров, усеченных наклонной плоскостью (рис. 64).
Рис. 64. Развертка колен трубы, соединенных под прямым угломПостроение развертки боковой поверхности усеченного кругового цилиндра выполняют следующим образом: проводят окружность основания цилиндра диаметром D и делят ее на 8 (12) равных частей; точки деления окружности проектируют на усеченную часть цилиндра и получают ряд образующих: 1 — I,2 — II,3 — III, 4 — IV, 3' — III', 2 — II', 1' — I'. В стороне проводят прямую линию 0 — 0', равную длине развертки цилиндра пDн. Линию 0 — 0' делят на 8 (12) равных частей, наносят на ней точки 1, 2, 5, 4, 3', 2', 1' и через них проводят перпендикуляры к прямой 00'.
На каждом перпендикуляре откладывают соответствующую длину, равную образующей усеченной части цилиндра 1 — I, 2 — II, 3 — III, 4 — II', 3' —III', 2' —II', 1' — I'. Соединяя концы образующих плавной кривой, получают развертку боковой поверхности усеченного цилиндра (трубы).
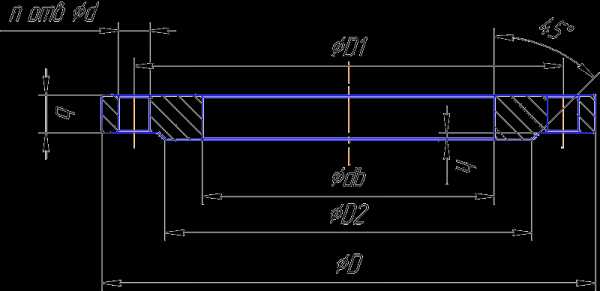
Разметка конической трубы с различными диаметрами (рис. 65, а) сводится к построению развертки усеченного конуса с диаметрами большего основания D и малого основания d и высоты Н. По разметкам D, d и Н строят боковую проекцию конуса AC BE. Продолжая образующие конуса АЕ и С В до пересечения, находят центр 0, лежащий на средней осевой линии, и из него проводят две дуги через точки А и Е. От произвольной точки Л, лежащей на верхней дуге, при помощи тонкой рейки откладывают длину окружности большого основания пD, отмечают точку C1 и соединяют точки A1 и C1 с точкой 0. Проведенные линии пересекают малую дугу в точках Е1 и В1. Фигура A1C1B1E1 и является полной разверткой усеченного конуса.
Для разметки перехода с прямоугольного сечения на круглое (рис. 65,6) строят развертку усеченного конуса, у которого диаметр верхнего основания (окружности) d, условный диаметр нижнего основания (прямоугольника) D и высота Н. Величину D определяют, предполагая, что длина его окружности равна периметру прямоугольного перехода, т. е. 2 (А + В). Приравнивая 3,14D = 2(А + В) находят величину
Строят боковой вид конуса acbd по размерам d1D и Н и определяют центр развертки 0 и из нее через точки а и с проводят дуги оснований конуса. На верхней дуге откладывают длину окружности диаметром d(пd), а на нижней дуге — стороны прямоугольного основания А и В. Чтобы обеспечить плавность перехода при гибке, на развертке наносят линии рассечки 1, 2, З, 4, которые направлены в точку 0, а по длине они равны 2/3H.
Рис. 65. Развертка патрубков с разными основаниями: а — при переходе с одного диаметра на другой, б — при переходе с прямоугольного сечения на круглоеwww.stroitelstvo-new.ru
8.3 Определение размеров и построение развертки детали
При гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости.
Деформация заготовки в данном случае будет пластической, при этом внутренние слои заготовки сжимаются и укорачиваются, а наружные растягиваются и удлиняются (рисунок 8.3.1).
Рисунок 8.3.1 Схема процесса гибки
В то же время средний слой заготовок - нейтральная линия - не испытывает ни сжатия, ни растяжения; её длина до и после изгиба остается постоянной.
Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину развертки заготовки детали.
Таблица 8.3.1 Определение размеров заготовки при гибке с закруглением (по радиусу)
Пример 1. На рисунке 8.3.2, а, б показаны соответственно угольник и скоба с прямыми внутренними углами.
Рисунок 8.3.2 Примеры расчета длины заготовки
Размеры угольника: а = 30мм; L = 70мм; t = 6 мм.
Длина развертки заготовки l =а + L + 0,5t = 30 + 70+3 = 103 мм.
Размеры скобы: a = 70мм; b = 80мм; c = 60мм; t = 4 мм.
Длина развертки заготовки l =а + b + c + 0,5t = 70 + 80 + 60 + 2 = 212мм.
Пример 2. Подсчитать длину развёртки заготовки угольника с внутренним закруглением.
Разбиваем угольник по чертежу на участки. Подставив их числовые значения
(a = 50 мм; b = 30 мм: t = 6 мм; r = 4 мм) в формулу
L = а + b + (r + t/2)π/2,
получим L = 50+ 30+ (4 + 6/2)π/2 =50 + 30 + 7* 1,57 = 91 мм.
Пример 3. Подсчитать длину развертки заготовки скобы с закруглением.
Разбиваем скобу на участки, как показано на чертеже.
Подставив их числовые значения (а = 80мм; h = 65мм; с = 120мм; t = 5мм; r = 2,5мм) в формулу
L=а + h+с+ π(r+t/2),
получим L=80 + 65 + 120+3,14(2,5 +5/2) = 265 + 15,75 = 280,75 мм.
Пример 4. Подсчитать длину развертки заготовки из стальной полосы толщиной 4 мм и шириной 12 мм для замкнутого кольца с наружным диаметром 120 мм.
Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причем внешняя часть металла несколько вытянется, а внутренняя сожмется.
Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая посередине между внешней и внутренней окружностями кольца.
Длина заготовки L = πD. Зная диаметр средней окружности кольца и подставляя его числовое значение в формулу, находим длину заготовки: L = 3,14 * 108 = = 339,12 мм.
В результате предварительных расчетов можно изготовить деталь установленных размеров.
www.e-ope.ee