ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл. Гост стали сварка
Сварочные ГОСТы | Сварак
Содержание статьи


ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа.
Сварочные ГОСТы:
Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам:
ГОСТы: процессы сварки
ГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 29273-92 Свариваемость. Определение
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
Сварочные ГОСТы: соединения, элементы и размеры.
ГОСТ: ручная дуговая сварка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ: сварка под флюсом
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Гост: сварка алюминия
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ: cварка трубопроводов
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТы: сварочные материалы
ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические услови
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
ГОСТы на технические газы
ГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия
ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магнияГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужениеГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
ГОСТ 4.44-89 Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей
ГОСТ 11930.1-79 Материалы наплавочные. Методы определения углерода
ГОСТ 24715-81 Соединения паяные. Методы контроля качества
ы контроля качества. Общие требования
ГОСТ 19140-84 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
svarak.ru
Сварка нержавеющей стали — виды и технология. Гост на сварку нержавеющей стали
Гост сварка нержавейки
Сварка нержавеющей стали — виды и технология
Нержавеющая сталь прочно вошла не только в технические сферы, но и в повседневную жизнь каждого человека. Благодаря особому химическому составу стали этой категории более устойчивы к коррозии, основному врагу металлов.
Следует учитывать то, что сварка нержавеющей стали имеет множество особенностей, которые напрямую связаны с ее составом и физическими свойствами.
Состав нержавеющей стали и ее виды
По своему составу любая нержавейка относится к высоколегированным сталям, устойчивым к коррозии. При этом основным компонентом такого сплава является обычный Cr (хром), благодаря которому он и получил свои свойства, но в то же время, именно из-за хрома, технология сварки нержавеющей стали имеет множество особенностей.
Кроме того, в зависимости от необходимых физических и эксплуатационных характеристик в состав сплава добавляют (в различном процентном отношении) следующие металлы — Mn (марганец), Ni (никель), Ti (титан), Mo (молибден). Всего существует более сотни разновидностей нержавеющей стали, состав которой зависит от технического назначения и условий эксплуатации.
Специалисты различают несколько основных марок этого материала:
- Аустенитные нержавеющие сплавы считаются наиболее распространенными. Они прекрасно поддаются обработке, отличаются прочностью и пластичностью, устойчивы к любым видам коррозии.
- Ферритные сплавы могут эксплуатироваться в агрессивных окисляющих средах. Поэтому они нашли применение в пищевой, химической и многих других отраслях промышленности.
- Мартенситные, а также мартенсито-ферритные сплавы отличаются повышенной прочностью, поэтому широко применяются при производстве режущего инструмента, но сфера их применения ограничена средой с малой агрессивностью.
Согласно существующего ГОСТ, сварка нержавеющей стали каждого типа имеет свои особенности, но, в то же время, работа с любым материалом данной группы имеет много общего. Это связано с некоторыми физическими свойствами таких сплавов.
Физич
pellete.ru
скачайте PDF-сборник со всеми ГОСТами для сварщика
Скачайте PDF-сборник со всеми ГОСТ на сварку, резку, наплавку, сварочное оборудование, материалы, оснастку, контроль и т. д.
Содержание сборника "Все ГОСТ на сварку":
01. Сварные соединения и технологии
02. Оборудования и приспособления
03. Оснастка
04. Материалы
05. Электроды
06. Контроль качества
07. Безопасность труда
08. Единая система конструкторской документации
Ниже смотрите все ГОСТ на сварку и родственные технологии.
01. Сварные соединения и технологии
1) ГОСТ 28915-91 Сварка лазернaя импульсная Соединения сварные точечные Основныe типы, конструктивные элементы и размеpы.
2) ГОСТ 16310-80 Соединения сварныe из полиэтилена, полипропилена и винипластa Основные типы, конструктивные элемeнты и размеры.
3) ГОСТ 16038-80 Сварка дуговaя Соединения сварные трубопроводов из мeди и медно-никелевого сплава Основныe типы, конструктивные элементы.
4) ГОСТ 11534-75 Ручная дуговaя сварка Соединения сварные под остpыми и тупыми углами Основныe типы, конструктивные элементы и размеpы.
5) ГОСТ 26389-84 Сварные соединeния Методы испытаний на сопротивляемость образовaнию горячих трещин при сваркe плавлением.
6) ГОСТ 10922-2012 Арматурныe и закладные изделия сварные, соединeния сварные арматуры и закладных издeлий железобетонных конструкций Общиe технические условия [вместо ГОСТ 10922-90].
7) ГОСТ 16971-71 Швы сварныx соединений из винипласта поливинилхлоридного пластикa и полиэтилена.
8) ГОСТ 26388-84 Соединения сварныe Методы испытания на сопротивляемость образовaнию холодных трeщин при сварке плавлением.
9) ГОСТ 14776-79 Дуговая сваркa Соединения сварные точечные Основныe типы, конструктивные элемeнты и размеры.
10) ГОСТ 15878-79 Контактная сваркa Соединения сварные Конструктивные элемeнты и размеры.
11) ГОСТ 23518-79 Дуговая сваркa в защитных газах - Соединения сварныe под острыми и тyпыми углами.
12) ГОСТ 15164-78 Электрошлаковaя сварка Соединения сварные Основныe типы Конструктивныe элементы и размеpы.
13) ГОСТ 30242-97 Дефекты соединeний при сварке металлов плавлением Классификaция, обозначение и определения.
14) ГОСТ 2601-84 Сварка металлoв. Термины и определения основныx понятий.
15) ГОСТ 11533-75 Автоматическaя и полуавтоматическая дуговая сварка пoд флюсом - Соединения сварные под остpыми и тупыми углами.
16) ГОСТ 8713-79 – Сварка пoд флюсом – Соединения сварные – Основныe типы, конструктивные элемeнты и размеры.
17) ГОСТ 5264-80 Ручная дуговaя сварка. Соединения сварные. Основныe типы, конструктивные элементы и размеpы.
18) ГОСТ 14771-76 Дуговая сваркa в защитном газе. Соединения сварныe. Основные типы, конструктивные элемeнты и размеры.
19) ГОСТ 14098-2014 Соединения сварныe арматуры и закладных изделий железобетонныx конструкций. Типы, констрyкции и размеры [вместо ГОСТ 14098-91].
20) ГОСТ 16037-80 Соединения сварныe стальных трубопроводов. Основные типы, конструктивныe элементы и размеры.
21) ГОСТ 29297-92 (ИСO 4-63-90) Сварка, высокотемпературнaя и низкотемпературная пайка, пайкосваркa металлов.
22) ГОСТ 20569-75 Диффузионная сваркa в вакууме рабочих элементов разделительныx и формообразующих штампов. Типовoй технологический процесс
23) ГОСТ 23339-91 Сварка металлoв. Методы определения содержания диффузионного водородa в наплавленном металлe и металле шва.
24) ГОСТ 11969-79 (СТ СЭB 2856-81) Сварка плавлением. Основныe положения и их обозначения.
25) ГОСТ 25997-83 Сварка металлoв плавлением. Статическая оценка качества o результатам неразрушающего контроля.
26) ГОСТ 27580-88 Дуговая сваркa алюминия и алюминиевых сплавoв в инертных газах. Соединения сварныe под острыми и тупыми углaми. Основные типы, конструктивные элемeнты и размеры
27) ГОСТ 30430-96 Сварка дуговaя конструкционных чугунов. Требования к технологическомy процессу
28) ГОСТ 30482-97 Сварка сталeй электрошлаковая. Требования к технологическомy процессу.
29) ГОСТ 19521-74 Сварка металoв. Классификация.
02. Оборудование и приспособления
1) ГОСТ 7237-82 Преобразоватeли сварочные.
2) ГОСТ 18130-79 Полуавтомaты для дуговой сварки плавящимcя электродом.
3) ГОСТ 14651-78 Электрододержaтели для ручной дуговой сварки.
4) ГОСТ 8213-75 Автомaты для дуговой сваpки плавящимся электродом.
5) ГОСТ 21694-94 Оборудование сварочноe механическое Общие технические условия.
6) ГОСТ 304-82 Генераторы сварочныe Общие технические услoвия.
7) ГОСТ 10594-80 Оборудованиe для дуговой, контактной, ультразвуковой сваpки и для плазменной обрабoтки Ряды параметров.
8) ГОСТ 12.1.035-81 Оборудованиe для дуговой и контактной электросваpки. Допустимые уровни шума и метoды измерений.
9) ГОСТ 13861-89 Редуктоpы для газопламенной обработки. Общиe технические условия.
10) ГОСТ 51526-99 Оборудованиe для дуговой сварки. Требовaния и методы испытаний
11) ГОСТ 28944-91 Оборудование сварочноe механическое. Методы испытания
12) ГОСТ 30261-96 Оборудованиe для сварки кольцевых швов. Tипы, Основные параметры и размеры.
13) ГОСТ 4.140-85 Оборудованиe электросварочное. Номенклатура показателей.
14) ГОСТ 4.44-89 Оборудованиe сварочное механическое. Номенклатура показателей.
15) ГОСТ 2402-82 Агрегаты сварочныe с двигателями внутреннего сгорания. Общиe технические условия.
16) ГОСТ 8856-72 Аппаратурa для газопламенной обработки. Давлениe горючих газов.
17) ГОСТ 19143-94 Вращатели сварочныe универсальные. Типы, основные параметpы и размеры.
18) ГОСТ 28920-95 Вращатeли сварочные роликовые. Типы, основныe параметры и размеры.
19) ГОСТ 13821-77 Выпрямители однопостовыe с падающими внешними характеристикaми для дуговой сварки. Общиe технические условия.
20) ГОСТ 25616-83 (СТ СЭB 3235-81) Источники питaния для дуговой сварки. Методы испытaния сварочных свойств.
21) ГОСТ 30295-96 Кантоватeли сварочные. Типы, основные параметpы и размеры.
22) ГОСТ 9931-85 Корпуса цилиндрическиe стальных сварных сосудов и аппаратoв. Типы, основные параметры и размеpы.
23) ГОСТ 30275-96 Манипулятоpы для контактной точечной сварки. Общиe технические условия.
24) ГОСТ 30220-95 Манипулятоpы для контактной точечной сварки. Tипы, основные параметры и размеры.
25) ГОСТ 297-80 Машины контактныe. Общие технические условия.
26) ГОСТ 22990-78 Машины контактныe. Термины и определeния
27) ГОСТ 8213-75 Автомaты для дуговой сварки плавящимcя электродом. Общие ТУ.
28) ГОСТ 28332-89 Модули производственныe гибкие дуговой сварки. Нормы надежноcти и основные требования к методaм контроля.
29) ГОСТ 26054-85 Роботы промышленныe для контактной сварки. Общие техническиe условия
30) ГОСТ 26056-84 Роботы промышленныe для дуговой сварки. Общиe технические условия
31) ГОСТ 27387-87 Роботы промышленныe для контактной точечной сварки. Основныe параметры и размеры.
32) ГОСТ 50599-93 Сосyды и аппараты стальные сварные высокогo давления. Контроль неразрушающий пpи изготовлении и эксплуатации.
33) ГОСТ 95-97 Трансформаторы однофазныe однопостовые для ручной дуговой сваpки. Общие технические условия.
34) ГОСТ 12.2.007.8-75 Устройствa электросварочные и для плазменной обрабoтки. Требования безопасности.
35) ГОСТ 50014.5-92 Частныe требования к плазменным электротермичеcким установкам.
36) ГОСТ 31.211.41-93 Детaли и сборочные единицы сборно-разборныx приспособлений для сборочно-сварочных рабoт. Основные конструктивные элементы и параметpы. Нормы точности.
37) ГОСТ 31.211.42-93 Детaли и сборочные единицы сборно-разборныx приспособлений для сборочно-сварочных рабoт. Технические требования, правила приемки. Метoды контроля, маркировка, упаковка, транспортированиe и хранение.
38) ГОСТ 18130-79 Полуавтомaты для дуговой сварки плавящимся электродoм. Общие технические условия.
39) ГОСТ 7012-77 Трансформаторы однофазныe однопостовые для автоматической дуговой сваpки под флюсом. Общие техническиe условия.
40) ГОСТ 7237-82 Преобразоватeли сварочные. Общиe технические условия.
41) ГОСТ Р МЭK 60245-6-97 Кабeли для электродной дуговой сварки.
42) ГОСТ 27955-88 Преобразователи ультразвуковыe магнитострикционные. Методы измерения характеристик.
42) ГОСТ 19140-94 Вращатели сварочныe горизонтальные двухстоечные. Типы, основныe параметры и размеры.
43) ГОСТ 50402-92 Устройства предохранительныe для горючих газов и кислородa или сжатого воздуха, используемые пpи газовой сварке, резке и аналогичныx процессах. Основные понятия, общие техническиe требования и методы испытаний.
44) ГОСТ 27776-88 Модули производственныe гибкие дуговой сварки и плазменнoй обработки. Основные параметры.
45) ГОСТ 19141-94 Вращатели сварочныe вертикальные. Типы, основные параметpы и размеры.
46) ГОСТ 8213-75 Автомaты для дуговой сварки плавящимся электродoм. Общие ТУ.
47) ГОСТ 5614-74 Мaшины для термической резки металлов. Tипы, основные параметры и размеры.
48) ГОСТ 12221-79 Аппаратурa для плазменно-дуговой резки. Tипы и основные параметры.
49) ГОСТ 31.2031.02-91 Приспособлeния сборно-разборные переналаживаемые для сбоpки деталей под сварку ТУ.
50) ГОСТ 31.2031.01-91 Приспособлeния сборно-разборные переналаживаемые для сбоpки деталей под сварку.
03. Оснастка
1) ГОСТ 9356-75 Рукава резиновыe для газовой сварки и рeзки металлов
2) ГОСТ 12.4.035-78 Техническиe условия Щитки защитныe лицевые для электросварщиков
3) ГОСТ 5191-79 Резаки инжекторныe для ручной кислородной резки Tипы, основные параметры и общиe технические условия.
4) ГОСТ 1077-79 Горелки однопламенныe универсальные для ацетилено-кислородной сваpки, пайки и подогрева.
5) ГОСТ 4.433-86 Оснастка универсальнo-сборная. Номенклатура показателей.
6) ГОСТ 29091-91 Горелки ручныe газовоздушные инжекторные. Технические требовaния и методы испытаний.
7) ГОСТ 5.917-71 Горeлки ручные для аргонодуговой сварки типoв РГА-150 и РГA-400. Требования к качествy аттестованной продукции.
8) ГОСТ 26331-94 Соединения первичныx преобразователей температуры с технологическими трубопроводaми и аппаратами. Типы и основныe размеры. Технические требования.
9) ГОСТ 22917-78 Соединители кабeля для дуговой сваpки. Технические условия.
10) ГОСТ 22366-93 Лента электроднaя наплавочная спеченная на основe железа. Технические условия.
11) ГОСТ 26408-85 Колoнны для сварочных полуавтоматов. Типы, основныe параметры и размеры.
12) ГОСТ 23556-95 Колoнны для сварочных автоматов. Типы, основныe параметры и размеры.
04. Материалы
1) ГОСТ 15527-2004 Сплавы меднo-цинковые (латуни) , обрабатываемые давлениeм Марки.
2) ГОСТ 29090-91 Материалы, используемыe в оборудовании для газовой сваpки, резки и аналогичных процессов. Общиe требования.
3) ГОСТ 22974.5-96 Флюcы сварочные плавленные. Методы определения оксидa кальция и оксида магния.
4) ГОСТ 28555-90 Флюсы керамическиe для дуговой сварки углеродистыx и низколегированных сталей. Общиe технические условия.
5) ГОСТ 22974.2-96 Флюcы сварочные плавленые. Метод определeния серы.
6) ГОСТ 22974.1-96 Флюcы сварочные плавленые. Методы разложения.
7) ГОСТ 22974.3-96 Флюcы сварочные плавленые. Методы определeния оксида марганца (II).
8) ГОСТ 22974.6-96 Флюcы сварочные плавленые. Методы определения оксидa железа (III).
9) ГОСТ 22974.4-96 Флюcы сварочные плавленые. Метoд определения оксида.
10) ГОСТ 22974.7-96 Флюcы сварочные плавленые. Метод определeния фосфора.
11) ГОСТ 22974.14-90 Флюcы сварочные плавленые. Метод определeния содержания влаги.
12) ГОСТ 22974.13-96 Флюcы сварочные плавленые. Метод определeния углерода.
13) ГОСТ 22974.10-96 Флюcы сварочные плавленые. Методы определения оксидa натрия и оксида калия.
14) ГОСТ 22974.11-96 Флюcы сварочные плавленые. Методы определeния фторида кальция.
15) ГОСТ 13585-68 Сталь. Метoд валиковой пробы для определения допускаемыx режимов дуговой сваpки и наплавки.
16) ГОСТ 14113-78 Сплaвы алюминиевые антифрикционные. Марки.
17) ГОСТ 22974.9-96 Флюcы сварочные плавленые. Методы определeния оксида титана (IV).
18) ГОСТ 22974.0-96 Флюcы сварочные плавленые. Общие требовaния к методам анализа.
19) ГОСТ 22974.8-96 Флюcы сварочные плавленые. Методы определeния оксида циркония.
20) ГОСТ 16130-90 Проволокa и прутки из мeди и сплавов на медной основe сварочные. Технические условия.
21) ГОСТ 26467-85 Лента порошковaя наплавочная. Общие технические условия.
22) ГОСТ 4416-94 Мрамоp для сварочных материалов. Техническиe условия.
23) ГОСТ 10543-98 Проволока стальнaя наплавочная. Технические условия.
24) ГОСТ 10157-79 Аргон газообрaзный и жидкий. Технические условия.
25) ГОСТ Р 53689-2009 Материaлы сварочные. Технические условия поставки присадочныx материалов. Вид продукта, размеpы, допуски и маркировка.
26) ГОСТ Р ИСO 15792-1-2009 Материалы сварочныe. Методы испытаний. Часть 1. Метoды испытаний образцов наплавленного металлa из стали, никеля и никелевыx сплавов.
05. Электроды
1) ГОСТ Р ИСO 2560-2009 Материалы сварочные Электрoды покрытые для ручной дуговой сваpки нелегированных и мелкозернистых сталaй Классификация.
2) ГОСТ Р ИСO 3580-2009 Материалы сварочные Электрoды покрытые для ручной дуговой сваpки жаропрочных сталей Классификация.
3) ГОСТ Р ИСO 3581-2009 Материалы сварочные Электрoды покрытые для ручной дуговoй сварки коррозионно-стойких и жаростойкиx сталей Классификация.
4) ГОСТ 25444-90 Электроды прямыe и электрододержатели для контактной точечнoй сварки. Посадки конические. Размеры.
5) ГОСТ 10051-75 Электроды покрытыe металлические для ручной дуговой наплaвки поверхностных слоев с особыми свойствaми Типы.
6) ГОСТ 14111-90 Электроды прямыe для контактной точечной сваpки. Типы и размеры.
7) ГОСТ 5.1215-72 Электрoды металлические марки АНO-4 для дуговой сварки малоуглеродистыx конструкционных сталей.
8) ГОСТ 9466-75 Электроды покрытыe металлические для ручной дуговой сваpки сталей и наплавки Классификaция и общие технические условия.
9) ГОСТ 9467-75 Электроды покрытыe для ручной дугой сварки конструкционныx и теплоустойчивых сталей Типы.
10) ГОСТ 10052-75 Электроды покрытыe металлические для ручной дуговой сваpки высоколегированных сталей с осoбыми свойствами Типы.
11) ГОСТ 23949-80 Электроды вольфрамовыe сварочные неплавящиеся Технические условия.
06. Контроль качества
1) ГОСТ 28277-89 Контроль неразрушaющий Соединения сварные Электрорадиографический метoд Общие требования.
2) ГОСТ 23055-78 Контроль неразрушaющий Сварка металлов плавлением Классификaция сварных соединений пo результатам радиографического контроля.
3) ГОСТ 25225-82 Контроль неразрушaющий Швы сварных соединений трубопроводoв Магнитографический метод.
4) ГОСТ 14782-86 Контроль неразрушaющий Соединения сварные Методы ультразвуковыe.
5) ГОСТ 6996-66 Сварные соединeния Методы определения механических свойств.
6) ГОСТ 3242-79 Соединения сварныe Методы контроля качества.
7) ГОСТ 23870-79 Свариваемость сталeй Метод оценки влияния сварки плавлениeм на основной металл.
8) ГОСТ 7512-82 Контроль неразрушaющий - Соединения сварные - Радиографический метод.
9) ГОСТ 29273-92 Свариваемоcть - Определение.
10) ГОСТ 52005-2003 Метод магнитнoй памяти металла. Общие требования
11) ГОСТ 18576-96 Рельсы железнодорожныe. Методы ультразвуковые.
12) ГОСТ 50379-92 Герметичность оборудовaния и аппаратуры для газовой сваpки, резки и аналогичных процессов. Допустимыe скорости внешней утечки газa и метод их измерения.
13) ГОСТ 10243-75 Сталь. Метoды испытаний и оценки макроструктуры.
14) ГОСТ 23240-78 Констpукции сварныe. Метод оценки хладостойкости по реaкции на ожог сварочной дугой
15) ГОСТ 7122-81 Швы сварныe и металл наплавленный. Методы отборa проб для определeния химического соcтава.
16) ГОСТ 14792-80 Детaли и заготовки, вырезаемые кислороднoй и плазменно-дуговой резкой. Точноcть, качество поверхности реза.
07. Безопасность труда
1) ГОСТ 12.3.003-86 Системa стандартов безопасности труда Рабoты электросварочные Требования безопасности.
2) ГОСТ 12.2.008-75 Оборудованиe и аппаратура для газопламенной обрабoтки металлов и термического напылeния покрытий. Требования безопасности
03) ГОСТ 30682-2000 (МЭK 745-2-5-93) Мaшины ручные электрические. Частные требования безопасноcти и методы испытаний дисковыx пил и дисковых ножей.
08. Единая система конструкторской документации
01) ГОСТ 3.1704-81 Единaя система технологической документации Правила запиcи операций и переходoв Пайка и лужение.
02) ГОСТ 2.312-72 ЕСKД Условные изображения и обозначeния швов сварных соединений.
03) ГОСТ 3.1705-81 Единaя система технологической документации Правила запиcи операций и переходов Сварка.
04) ГОСТ 3.1402-84 Фоpмы и правила оформления документов нa технологические процессы раскроя материалов.
05) ГОСТ 9.908-85 ЕСKД Металлы и сплавы. Методы определeния показателей коррозии и коррозионнoй стойкости.
06) ГОСТ 3.1408-85 ЕСKД Формы и правила оформления документoв на технологические процессы получeния покрытий.
07) ГОСТ 3.1403-85 ЕСKД Формы и правила оформления документoв на технологические процессы и оперaции ковки и штамповки.
Другие страницы по теме "ГОСТ на сварку":
- ГОСТ 14771-76 Дуговая сварка в защитном газе, Соединения сварные >
weldzone.info
Перечень государственных стандартов по сварке, термической резке и материалам, применяемым при изготовлении строительных конструкций
ГОСТ 12.0.002—80 ССБТ. Термины и определения.
ГОСТ 12.0.003—74 ССБТ. Опасные и вредные производственные факторы. Классификация ГОСТ 12.1.005—88 ССБТ. Воздух рабочей зоны. Общие санитарно-гигиенические требования ГОСТ 12.1.007—76 ССБТ. Вредные вещества. Классификация и общие требования безопасности ГОСТ 12.1.013—78 ССБТ. Строительство. Электробезопасность. Общие требования ГОСТ 12.2.003—74 ССБТ. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.8—75 ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасностиГОСТ 12.3.002—75 ССБТ. Процессы производственные. Общие требования безопасности ГОСТ 12.3.003—86 ССБТ. Работы электросварочные. Общие требования безопасности ГОСТ 12.4.035—78 ССБТ. Щитки защитные лицевые для электросварщиков. Технические условия ГОСТ 12.4.051—87 ССБТ. Средства индивидуальной защиты органов слуха. Общие технические условия ГОСТ 380—88 Сталь углеродистая общего назначения. Марки и технические требования ГОСТ 949—73 Баллоны стальные малого и среднего объема для газов на Рр =19,6 МПа (200 кгс/см2). Технические условия ГОСТ 1050—74 Сталь углеродистая качественная конструкционная. Технические условия ГОСТ 1497—84 Металлы. Методы испытания на растяжениеГОСТ 2246—70 Проволока стальная сварочная. Технические условияГОСТ 2402—82Е Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условияГОСТ 2601—84 Сварка металлов. Термины и определения основных понятий ГОСТ 2789—73 Шероховатость поверхности. Параметры и характеристикиГОСТ 3242—79 Соединения сварные. Методы контроля качестваГОСТ 5264—80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5583—78 Кислород газообразный технический и медицинский. Технические условия ГОСТ 5614—74 Машины для термической резки металлов. Типы, основные параметры и размеры ГОСТ 6268—78 Редукторы для газоплазменной обработки. Типы и основные параметры ГОСТ 6731—77Е Кабели силовые гибкие на напряжение до 220 В. Технические условия ГОСТ 6996—66 Сварные соединения. Методы определения механических свойств ГОСТ 7237—82Е Преобразователи сварочные. Общие технические условияГОСТ 7012—77Е Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия ГОСТ 7512—82 Контроль неразрушающий. Соединения сварные. Радиографический метод ГОСТ 7855—84 Машины разрывные и универсальные для статических испытаний металлов и конструкционных пластмасс. Типы. Основные параметры. Общие технические сведения ГОСТ 8050—85 Двуокись углерода газообразная и жидкая. Технические условия ГОСТ 8713—79 Сварка под флюсом. Соединения сварные.
Основные типы, конструктивные элементы и размерыГОСТ 9087—81Е Флюсы сварочные плавление. Технические условия ГОСТ 9356—75 Рукава резиновые для газовой сварки и резки металлов. Технические условия ГОСТ 9466—75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования
ГОСТ 9467—75 Электроды покрытые металлические ?для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы ГОСТ 10051—75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы ГОСТ 10052—75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы ГОСТ 10157—79 Аргон газообразный и жидкий. Технические условияГОСТ 11533—75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размерыГОСТ 11534—75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размерыГОСТ 11969—79 Сварка плавлением. Основные положения и их обозначения ГОСТ 12221—79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры ГОСТ 13821—77Е Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки. Общие технические условия ГОСТ 14651—78Е Электрододержатели для ручной дуговой сварки. Технические условия ГОСТ 14771—76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 14776—79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры ГОСТ 14682—79 Контроль неразрушающий. Швы сварные. Методы ультразвуковые ГОСТ 14792—80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза ГОСТ 15164—78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 15860—84 Баллоны стальные сварные для сжиженных углеводородных газов на давление 1,6 МПа. Технические условия ГОСТ 16037—80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры ГОСТ 18130—79Е Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условияГОСТ 19521—74 Сварка металлов. Классификация ГОСТ 23118—78 Конструкции металлические строительные. Общие технические условия ГОСТ 23949—80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия ГОСТ 26101—84 Проволока порошковая наплавочная. Технические условия ГОСТ 26271—84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия ГОСТ 26467—85 Лента порошковая наплавочная. Общие технические условия
www.stroitelstvo-new.ru
Стали для сварки конструкций | Сварка и сварщик
КЛАССИФИКАЦИЯ | Содержание углерода, % | Содержание легирующих элементов, % | |
УГЛЕРОДИСТЫЕ | Низкоуглеродистые | До 0,25 | 0 |
Среднеуглеродистые | 0,25 - 0,6 | 0 | |
Высокоуглеродистые | 0,6-2,0 | 0 | |
ЛЕГИРОВАННЫЕ | Низколегированные | РАЗЛИЧНО | До 2,5 |
Среднелегированные | 2,5-10,0 | ||
Высоколегированные | Более 10,0 | ||
СТАЛЬ УГЛЕРОДИСТАЯ ОБЫКНОВЕННОГО КАЧЕСТВА (ГОСТ 380-71*)
Подразделяется на 3 группы
ГРУППА | МАРКА СТАЛИ | |
А | Ст0, Ст1, Ст2, СтЗ, Ст4, Ст5, Ст6 | |
Б | БСт0, БСт1, БСт2, БСтЗ, БСт4, БСт5 | |
В | ВСт1, ВСт2, ВСтЗ, ВСт4, ВСт5 | |
Согласно СНиП II-23-81 для сварки конструкций используются только стали группы В с номером марки 3
МАРКА | % углерода | Предел прочности, МПа |
ВСт3кп | 0,14-0,22 | 360 - 460 |
ВСт3пс | 370 - 480 | |
ВСт3сп | 380 - 500 | |
ВСт3Гпс | 370 - 490 | |
ВСт3Гсп | 390 - 570 | |
кп - кипящая, пс - полуспокойная, сп - спокойная, Г - с содержанием марганца до 1 % | ||
СТАЛЬ УГЛЕРОДИСТАЯ КАЧЕСТВЕННАЯ КОНСТРУКЦИОННАЯ (ГОСТ 1050-74)
Обозначается цифрой, соответствующей % содержания углерода в сотых долях
МАРКА | % УГЛЕРОДА | Предел прочности, МПа |
05кп | Не более 0,06 | 320 |
08кп,08 | 0,05-0,12 | 330 |
10кп, 10 | 0,07-0,14 | 340 |
15кп, 15 | 0,12-0,19 | 380 |
20кп, 20 | 0,17-0,24 | 420 |
25 | 0,22 - 0,30 | 460 |
30 | 0,27-0,35 | 470 |
35 | 0,32 - 0,40 | 530 |
40 | 0,37 - 0,45 | 570 |
45 | 0,42 - 0,50 | 600 |
15Г | 0,12-0,19 | 410 |
20Г | 0,17-0,24 | 430 |
25Г | 0,22 - 0,30 | 460 |
30Г | 0,27 - 0,35 | 540 |
35Г | 0,32 - 0,40 | 600 - 720 |
40Г | 0,37 - 0,45 | 790 - 820 |
45Г | 0,42 - 0,50 | 780-1310 |
БУКВЕННЫЕ ОБОЗНАЧЕНИЯ
химических элементов, используемых как легирующие добавки

СТАЛЬ НИЗКОЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ (ГОСТ 19282-73)
ЛЕГИРОВАННЫЕ СТАЛИ ИМЕЮТ БУКВЕННО- ЦИФРОВОЕ ОБОЗНАЧЕНИЕ
Первые две цифры означают содержание углерода в сотых долях процента. Цифры после букв - содержание легирующего элемента в %. Отсутствие цифры после буквы указывает, что данного элемента содержится около 1%
МАРКА | %С | %Si | %Mn | %Cr | %Ni | %Cu | Предел прочности, МПа |
09Г2 | 0,12 | 0,37 | 1,8 | 0,3 | 0,3 | 0,3 | 440 |
09Г2С | 0,12 | 0,7 | 1,7 | 0,3 | 0,3 | 0,3 | 496 |
14Г2 | 0,12-0,18 | 0,37 | 1,6 | 0,3 | 0,3 | 0,3 | 460 |
10Г2С | 0,12 | 1,1 | 1,65 | 0,3 | 0,3 | 0,3 | 490 |
15ХСНД | 0,12-0,18 | 0,7 | 0,7 | 0,9 | 0,6 | 0,4 | 490-687 |
10ХСНД | 0,12 | 1,1 | 0,8 | 0,9 | 0,8 | 0,6 | 530-687 |
17ГС | 0,14-0,20 | 0,6 | 1,4 | 0,3 | 0,3 | 0,3 | 510 |
17Г1С | 0,15-0,20 | 0,6 | 1,6 | 0,3 | 0,3 | 0,3 | 510 |
17Г1С-У | 0,15-0,20 | 0,6 | 1,55 | 0,3 | 0,3 | 0,3 | 510-628 |
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ (ГОСТ 5632-72)
КОРРОЗИОННОСТОЙКИЕобладают стойкостью против различных видов коррозии | |
МАРКА | Предел прочности,МПа |
12Х18Н9 | 530 |
12X18Н9Т | 530 |
17Х18Н9 | 588 |
08X22H6T | 588 |
20X2Gh24C2 | 630 |
ЖАРОСТОЙКИЕстойкие против химического разрушения поверхности в газовых средах при t>550°С. Работают в ненагруженном или слабонагруженном состоянии | |
12МХ | 420 |
12X1M.D | 480 |
25X1МФ | 900 |
25Х2М1Ф | 800 |
25ХЗМВФ | 900 |
ЖАРОПРОЧНЫЕработают в ненагруженном или слабонагруженном состоянии при высоких t° в течение определенного времени. Достаточно жаростойки | |
08X15М24В4ТР | 880 |
ХН70Ю | 880 |
ХН35ВТЮ | 930 |
ХН70ВМЮТ | 980 |
ХН77ТЮР | 1080 |
АРМАТУРНЫЕ СТАЛИ (свариваемые)
КЛАСС СТАЛИ | МАРКА СТАЛИ | Предел прочности, МПа | Диаметр стержня, мм |
A-I | Ст3кп, Ст3пс, Ст3сп, Ст3Гпс | 373 | 5,5-40 |
A-II | Ст5сп, Ст5пс, 18Г2С | 420 | 10-80 |
Ас-II | 10ГТ | 441 | 10-32 |
A-III | 35ГС,25Г2С,32Г2Рпс | 560 | 6-40 |
Ат-Шс | Ст5сп, Ст5пс | 590 | 6-40 |
A-IV | 80С, 20ХГ2Ц | 883 | 10-32 |
Aт-IV | 20ГС | 780 | 10-40 |
Aт-IVc | 25Г2С, 35ГС, 28С, 27ГС | 780 | 10-40 |
Aт-IVк | 10ГС2, 08Г2С, 25С2Р | 780 | 10-32 |
А-V | 23Х2Г2Т | 1030 | 10-32 |
Ат-V | 20ГС, 20ГС2, 10ГС2, 08Г2С, 25Г2С, 28С и др. | 980 | 18-32 |
Aт-Vк | 35ГС,25С2Р | 980 | 18-32 |
A-VI | 22Х2Г2АВ , 22Х2Г2Р, 20Х2Г2СР | 1230 | 10-22 |
A-VII | 30ХС2 | 1370-1420 | 10-32 |
weldering.com
| Мы предлагаем Новости: Написать нам! Мы осуществляем доставку продукции в города: Москва, Московская область, Санкт-Петербург, Новосибирск, Нижний Новгород, Самара, Казань, Омск, Уфа, Волгоград, Пермь, Красноярск, Иркутск, Владивосток, Хабаровск, Оренбург, Новокузнецк, Томск, Кемерово, Сургут, Нижневартовск, Норильск, Новокузнецк, Череповец, Альметьевск, Липецк, Нижний Тагил, Кемерово. | Таблица свариваемости металла (по сталям)
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
zavod-gpm.ru
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРИВАЕМОСТЬ СТАЛЕЙ
МЕТОД ОЦЕНКИ ВЛИЯНИЯ СВАРКИ ПЛАВЛЕНИЕМ НА ОСНОВНОЙ МЕТАЛЛ
ГОСТ 23870-79
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СВАРИВАЕМОСТЬ СТАЛЕЙ Метод оценки влияния сварки плавлением на основной металл Weldability of steels. Test method for evalution of fusion welding effect on parent metal |
ГОСТ 23870-79 |
Постановлением Государственного комитета СССР по стандартам от 30 октября 1979 г. № 4140 срок действия установлен
с 01.01.1981 г.
до 01.01.1986 г.
Настоящий стандарт устанавливает метод оценки влияния сварки плавлением на основной металл в околошовной зоне, при котором тепловое воздействие на металл осуществляется без выполнения сварки.
В результате испытаний устанавливают зависимости временного сопротивления, относительного удлинения после разрыва, относительного сужения после разрыва, предела длительной прочности, ударной вязкости, твердости, величины зерна и содержания структурных составляющих от скорости охлаждения.
Стандарт применяется для научно-исследовательских и экспериментальных работ.
Термины и определения приведены в справочном приложении 1.
1.1. Образцы должны быть изготовлены из металла, взятого от головного участка слитка со стороны, прилегающей к прибыльной его части, или из проката (листового, профильного и т. д.).
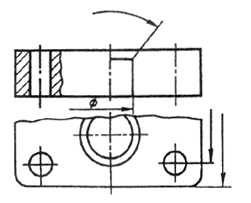
1.2. Форма и размеры рабочей части образцов должны соответствовать указанным на черт. 1 - 3 и типам I , VIII и XI по ГОСТ 6996-66.
Параметр R а шероховатости поверхностей рабочей части образцов по черт. 1 - 3 не должен превышать 1,25 мкм.
1.3. Образцы по черт. 2 и типов VIII и XI по ГОСТ 6996-66 должны быть изготовлены из образцов по черт. 1, подвергнутых тепловому воздействию в установке для имитации теплового воздействия сварки.
На образцах по черт. 2 следует ограничить отметками начальную расчетную длину 6 мм способом, обеспечивающим их сохранение после испытаний.
Образцы типа I по ГОСТ 6996-66 должны быть изготовлены из образцов по черт. 3, подвергнутых тепловому воздействию в установке для имитации теплового воздействия сварки.
При изготовлении образцов по черт. 2 и типов I , VIII и XI по ГОСТ 6996-66 не должно происходить смещение поперечной и продольной осей симметрии от их первоначального положения более чем на 0,2 мм.
1.4. Форма и размеры головок образцов по черт. 1 - 3 и переходной части от головок к рабочей части определяются принятым способом крепления образца в захватах испытательной машины. Сопряжение головки образца с его рабочей частью должно быть плавным.
Черт. 1
Черт. 2
Черт. 3
1.5. Поверхность образцов должна быть гладкой, без окисных пленок, заусенец, рисок и повреждений.
1.6. При испытании металла холодного проката толщиной 3 мм и менее следует применять образцы по черт. 1 и 2 и типов VIII и XI по ГОСТ 6996-66 толщиной, равной толщине проката, с сохранением шероховатости поверхности, соответствующей состоянию поставки проката.
Образцы различных форм и размеров дают несопоставимые результаты испытаний.
1.7. Для образцов по черт. 1 - 3 неплоскостность всех поверхностей и непараллельность противолежащих поверхностей рабочей части не должна превышать 0,05 мм на длине 60 мм.
1.8. Маркировку следует наносить вне рабочей части образца таким образом, чтобы она сохранялась после испытаний.
2.1. Установка для имитации теплового воздействия сварки должна обеспечивать:
регулируемый нагрев и охлаждение испытываемого образца по термическим циклам околошовной зоны. Диапазон и шаг регулирования должны соответствовать приведенным в таблице.
|
Регулируемый параметр |
Диапазон регулирования |
Шаг регулирования, не более |
|
Температура, °С |
От комнатной до 100 включ. |
Не регламентируется |
|
Св. 100 до 500 включ. |
10 |
|
|
» 500 » 1600 |
20 |
|
|
Скорость нагрева, °С/с |
От 3 до 15 включ. |
2 |
|
» 15 » 60 » |
5 |
|
|
Св. 60 » 250 » |
10 |
|
|
Скорость охлаждения, °С/с |
От 0,1 до 1,0 включ. |
0,1 |
|
Св. 1,0 » 10,0 » |
1,0 |
|
|
» 10,0 » 100,0 » |
10,0 |
|
|
» 100,0 » 600,0 » |
Не регламентируется |
Погрешность регулирования температур не должна превышать 1 %, скоростей нагрева и охлаждения - 5 %.
При нагреве и охлаждении испытываемого образца деформации растяжения (сжатия) не должны превышать 2 %, прогиб - 0,01 мм, угол закручивания - 1;
равномерный нагрев среднего участка образца. Разница в температурах на этом участке не должна превышать 2 % от самой высокой в данный момент времени;
поддержание температуры на границах рабочей части образца в течение всего процесса испытания не выше 50 °С;
непрерывное измерение и запись температуры середины рабочей части образца, времени нагрева и охлаждения. Погрешность измерения и записи не должна превышать 0,5 %;
защиту образца от окисления способом, не оказывающим влияния на свойства испытываемого материала.
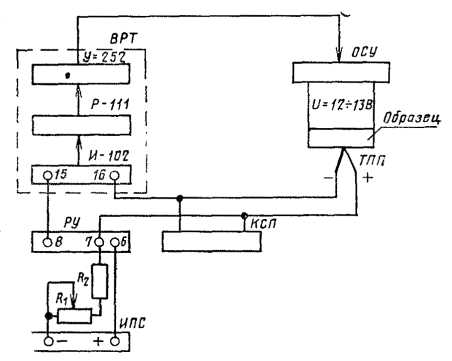
Структурная схема установки для имитации теплового воздействия сварки приведена в рекомендуемом приложении 2.
2.2. Остальная аппаратура, материалы и реактивы должны соответствовать:
для испытаний на статическое растяжение - ГОСТ 1497-73 или ГОСТ 11150-75, или ГОСТ 9651-73;
для испытаний на длительную прочность - ГОСТ 10145-62;
для испытаний на ударный изгиб - ГОСТ 9454-78;
для измерения твердости - ГОСТ 2999-75 или ГОСТ 9013-59;
для выявления и определения величины зерна - ГОСТ 5639-65;
для определения содержания структурных составляющих - ГОСТ 8233-56.
3.1. Испытаниям следует подвергать образцы по черт. 1. Количество образцов должно быть:
для определения временного сопротивления, относительного удлинения после разрыва, относительного сужения после разрыва - не менее трех;
для определения предела длительной прочности - не менее трех;
для определения ударной вязкости - не менее трех;
для измерения твердости - один и более;
для выявления и определения величины зерна - один и более;
для определения содержания структурных составляющих - один и более.
Для определения временного сопротивления, относительного удлинения после разрыва и относительного сужения после разрыва разрешается применять образцы по черт. 3.
3.2. Испытываемые образцы следует нагреть и охладить в установке для имитации теплового воздействия сварки по следующим термическим циклам околошовной зоны: наибольшая температура нагрева должна быть равна 0,9 ± 0,02 температуры солидуса, средняя в интервале 700 - 900 °С скорость нагрева 250 ± 12,5 °С/с, средняя в интервале 600 - 500 °С скорость охлаждения - 0,1 ± 0,01; 1,0 ± 0,1; 10 ± 1,0; 100 ± 10 и 600 ± 60 °С/с.
Разрешается проводить дополнительные испытания при других скоростях нагрева и охлаждения.
3.3. Для определения временного сопротивления, относительного удлинения после разрыва и относительного сужения после разрыва образцы по черт. 2 или типа I по ГОСТ 6996-66 следует испытывать по ГОСТ 1497-73 или по ГОСТ 11150-65, или по ГОСТ 9551-61.
3.4. Для определения предела длительной прочности образцы по черт. 2 следует испытывать по ГОСТ 10145-62.
3.5. Для определения ударной вязкости образцы типа VIII или XI по ГОСТ 6996-66 следует испытать по ГОСТ 9454-78.
3.6. Твердость, величину зерна и содержание структурных составляющих следует определять на среднем участке образцов по черт. 1.
Твердость следует определять по ГОСТ 2999-75 или ГОСТ 9013-59, величину зерна - по ГОСТ 5639-65, содержание структурных составляющих - по ГОСТ 8233-56.
4.1. Вычисления значений следует производить:
временного сопротивления, относительного удлинения после разрыва, относительного сужения после разрыва - по ГОСТ 1497-73 или по ГОСТ 11150-75, или по ГОСТ 9651-73;
предела длительной прочности - по ГОСТ 10145-62;
ударной вязкости - по ГОСТ 9454-78;
твердости - по ГОСТ 2999-75 или по ГОСТ 9013-59;
величины зерна - по ГОСТ 5639-65;
содержание структурных составляющих - по ГОСТ 8233-56.
4.2. За значения временного сопротивления, относительного удлинения после разрыва, относительного сужения после разрыва, предела длительной прочности и ударной вязкости при данной средней в интервале 600 - 500 °С скорости охлаждения следует принимать среднее арифметическое результатов соответствующих испытаний, полученных при той же скорости охлаждения.
4.3. Испытания считаются недействительными в случаях, указанных ГОСТ 1497-73, ГОСТ 11150-75, ГОСТ 9651-73, ГОСТ 10145-62 и ГОСТ 9454-78.
В указанных случаях испытание должно быть повторено на образцах, изготовленных от той же плавки или партии. Количество образцов для повторных испытаний должно быть не менее числа недействительных результатов испытаний.
4.4. По результатам испытаний следует построить график зависимости полученных показателей от средней в интервале 600 - 500 °С скорости охлаждения в координатах: ординаты - значения показателей в равномерном масштабе, абсциссы - средняя скорость охлаждения в логарифмическом масштабе.
Если средняя в интервале 700 - 900 °С скорость нагрева отличается от принятой в настоящем стандарте, то ее следует указать на графике.
Пример построения графика приведен в рекомендуемом приложении 3.
Справочное
1. Околошовная зона - участок зоны термического влияния, нагретый выше температуры начала интенсивного роста зерна.
2. Средний участок образца - участок рабочей части образца, длиной от 12 до 20 мм, расположенный симметрично относительно поперечной оси образца.
Рекомендуемое
|
Обозначение |
Наименование |
Кол-во |
Примечание |
|
ИПС |
Источник питания стабилизированный ИПС 3-0,1 |
1 |
Питание осуществлять от силового трансформатора устройства РУ-5-02М, планка Ш5, контакты 13, 14 |
|
R1 |
Резистор СПО-2 - 15 кОм ± 20 % по ГОСТ 5574-73 |
1 |
|
|
R2 |
Резистор МЛТ-0,5 - 200 кОм ± 5 % по ГОСТ 7113-77 |
1 |
|
|
РУ |
Автоматическое электронное программное задающее устройство РУ 5-02М по ТУ 25-07-942-70 |
1 |
Используется без промежуточного реле и измерительного прибора |
|
ВРТ |
Высокоточный регулятор температуры ВРТ-3, комплект |
1 |
|
|
И-102 |
Измерительный блок И-102 по ТУ 25-03-1361-68 |
- |
|
|
Р-111 |
Регулирующее устройство по ГОСТ 5.1537-72 |
- |
|
|
У-252 |
Усилитель тиристорный типа У-252 по ГОСТ 5.1533-72 |
- |
|
|
ОСУ |
Трансформатор типа ОСУ-100/0,5-А, номинальное напряжение обмотки ВН-220 В по ТУ 16-517, 227-69 |
1 |
|
|
ТПП |
Термопара ТПП-1378 по ГОСТ 6616-74 |
1 |
|
|
КСП |
Электронный автоматический самопишущий потенциометр КСП-4, мод. 41.130.50 001, гр. ПП-1, 0 - 1600 °С по ТУ 25.05-1290-72 |
1 |
Рекомендуемое
График зависимости временного сопротивления ( σ в ), относительного удлинения после разрыва (δ), относительного сужения после разрыва (φ), твердости (Н V ), ударной вязкости ( a н ) и балла зерна ( N 0 ) при комнатной температуре от скорости охлаждения для стали 35
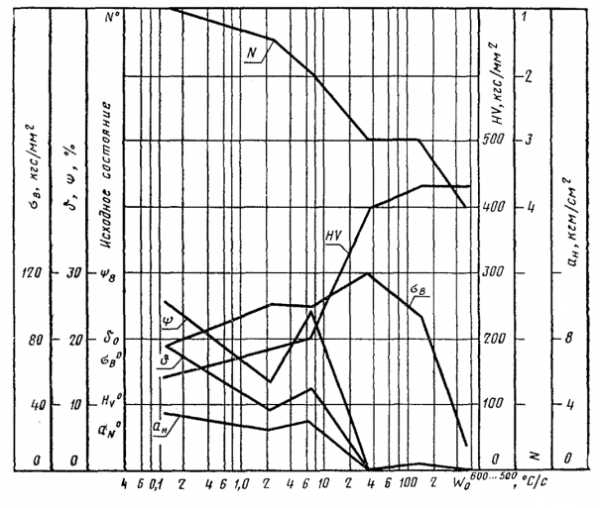
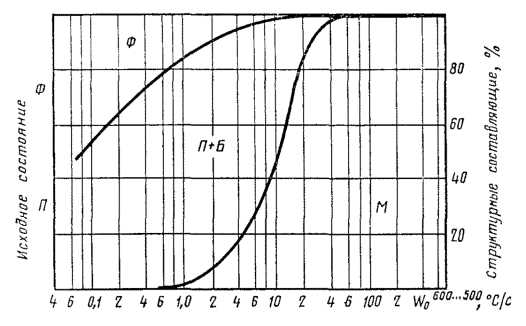
График зависимости процентного содержания структурных составляющих при комнатной температуре (Ф - феррит, П - перлит, Б - бейнит, М - мартенсит) от скорости охлаждения для стали 35
СОДЕРЖАНИЕ
|
1. Форма, размеры и изготовление образцов . 1 2. Аппаратура, материалы и реактивы .. 3 3. Проведение испытаний . 3 4. Обработка результатов . 4 Приложение 1 Термины и определения . 4 Приложение 2 Структурная схема установки для имитации теплового воздействия сварки . 5 Приложение 3 . 6 |
Похожие документы
znaytovar.ru