Содержание
Размеры отверстий под метрическую и дюймовую резьбу
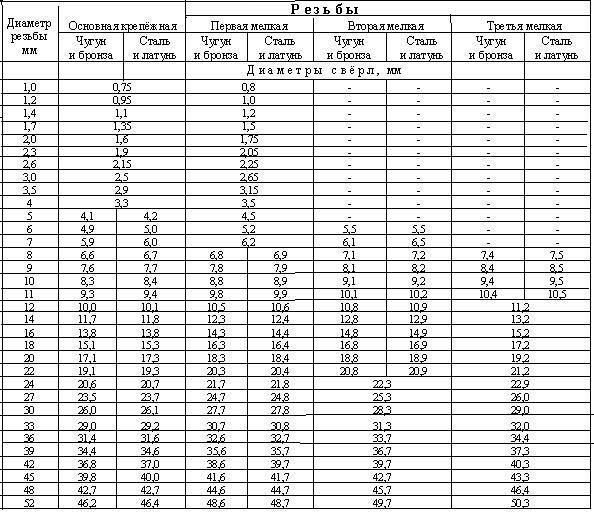
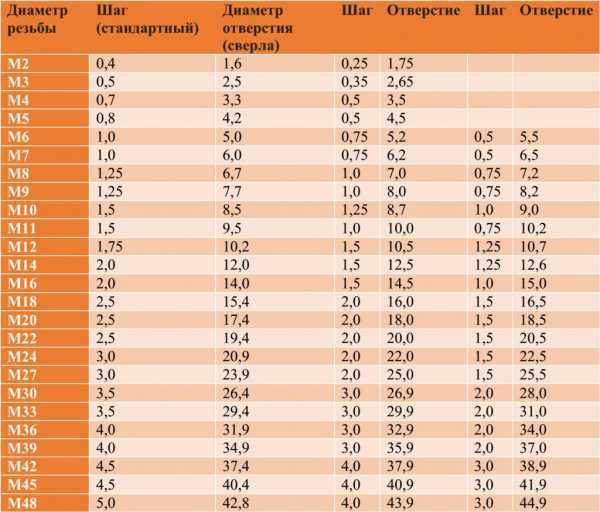
Изначально поверхность необходимо просверлить корончатым сверлом, а только потом метчиком нарезать резьбу. Подготовленное отверстие должно быть на 0,14-0,4 мм меньше диаметра резьбы. Ниже для точного расчета приведена таблица.
| Размер резьбы | Диаметр сверла, мм | Размер резьбы | Диаметр сверла, мм | Размер резьбы, дюйм | Диаметр сверла, мм | Размер резьбы, дюйм |
Диаметр сверла, мм |
|---|---|---|---|---|---|---|---|
| M 1 | 0,75 | M 3 x 0,35 | 2,65 | 1/16 | 1,15 | G 1/16 | 6,8 |
| M 1,2 | 0,95 | M 4 x 0,5 | 3,5 | 3/32 | 1,8 | G 1/8 | 8,8 |
| M 1,4 | 1,1 | M 5 x 0,5 | 4,5 | 1/8 | 2,55 | G 1/4 | 11,8 |
| M 1,6 | 1,25 | M 6x 0,75 | 5,2 | 5/32 | 3,1 | G 3/8 | 15,25 |
| M 1,8 | 1,45 | M 7 x 0,75 | 6,2 | 3/16 | 3,6 | G 1/2 | 19 |
| M 2 | 1,6 | M 8 x 0,75 | 7,2 | 7/32 | 4,4 | G 5/8 | 21 |
| M 2,2 | 1,75 | M 8 x 1 | 7 | 1/4 | 5,1 | G 3/4 | 24,5 |
| M 2,5 | 2,05 | M 9 x 1 | 8 | 5/16 | 6,5 | G 7/8 | 28,25 |
| M 3 | 2,5 | M 10 x 0,75 | 9,2 | 3/8 | 7,9 | G 1 | 30,75 |
| M 3,5 | 2,9 | M 10 x 1 | 9 | 7/16 | 9,2 | G 1 1/8 | 35,5 |
| M 4 | 3,3 | M 10 x 1,25 | 8,8 | 1/2 | 10,5 | G 1 1/4 | 39,5 |
| M 5 | 4,2 | M 12 x 1 | 11 | 9/16 | 12 | G 1 3/8 | 42 |
| M 6 | 5 | M 12 x 1,25 | 10,8 | 5/8 | 13,5 | G 1 1/2 | 45,25 |
| M 7 | 6 | M 12 x 1,5 | 10,5 | 3/4 | 16,25 | G 1 5/8 | 49,5 |
| M 8 | 6,8 | M 14 x 1,5 | 14 | 7/8 | 19,25 | G 1 3/4 | 51 |
| M 9 | 7,8 | M 15 x 1,5 | 13,5 | 1 | 21,75 | G 2 | 57 |
| M 10 | 8,5 | M 16 x 1 | 15 | 1 1/8 | 24,75 | G 2 1/4 | 63 |
| M 11 | 9,5 | M 16 x 1,5 | 14,5 | 1 1/4 | 27,75 | G 2 3/8 | 68 |
| M 12 | 10,2 | M 18 x 2 | 16 | 1 3/8 | 30,5 | G 2 1/2 | 73 |
| M 14 | 12 | M 20 x 1,5 | 18,5 | 1 1/2 | 33,5 | G 2 3/4 | 79 |
| M 16 | 14 | M 20 x 2 | 18 | 1 5/8 | 35,5 | G 3 | 85 |
| M 18 | 15,5 | M 22 x 1,5 | 20,5 | 1 3/4 | 39 | G 3 1/4 | 91,5 |
| M 20 | 17,5 | M 22 x 2 | 20 | 1 7/8 | 41,5 | G 3 1/2 | 98 |
| M 22 | 19,5 | M 24 x 1 | 23 | 2 | 44,5 | G 3 3/4 | 104 |
| M 24 | 21 | M 24 x 1,5 | 22,5 | 2 1/4 | 50 | G 4 | 110,5 |
| M 27 | 24 | M 24 x 2 | 22 | 2 1/2 | 56,5 | ||
| M 30 | 26,5 | M 26 x 1,5 | 24,5 | 2 3/4 | 62 | ||
| M 33 | 29,5 | M 27 x 1,5 | 25,5 | 3 | 68 | ||
| M 36 | 32 | M 27 x 2 | 25 | ||||
| M 39 | 35 | M 28 x 1,5 | 26,5 | ||||
| M 42 | 37,5 | M 30 x 2 | 28 | ||||
| M 45 | 40,5 | M 33 x 2 | 31 | ||||
| M 48 | 43 | M 36 x 1,5 | 34,5 | ||||
| M 52 | 47 | M 36 x 2 | 34 | ||||
| M 56 | 50,5 | M 36 x 2 | 34 | ||||
| M 60 | 54,5 | M 39 x 3 | 36 | ||||
| M 64 | 58 | M 42 x 1,5 | 40,5 | ||||
| M 68 | 62 | M 45 x 1,5 | 43,5 |
Неверный подбор параметров приведет к некачественному результату и даже поломке метчика. Метчик, в свою очередь, надо отцентрировать, то есть установить его параллельно заготовки.
Метчик, в свою очередь, надо отцентрировать, то есть установить его параллельно заготовки.
В процессе работы для увеличивается срока службы инструмента используется эмульсия. При обработке чугуна или бронзы СОЖ необязательна.
таблицы для нарезания отверстий (отв) метчиками и сверления по размерам из ГОСТа – каким инструментом нужно сверлить
06Дек
Содержание статьи
- Размеры отверстий согласно ГОСТ
- Размеры отверстий, используемые инструменты, процесс нанесения
- Основные параметры
- Полезная таблица сверл и метчиков: диаметр и шаг резьбы
- Используемые приспособления
- Как правильно наносить витки
- Таблица подбора сверла под метчик с учетом его диаметра
- Диаметр прута для наружной насечки
- Таблица размеров сверл для нарезания резьбы, металлической, дюймовой
Выполнить такую операцию, как создание посадочных мест, достаточно просто. Подбор подходящего инструмента тоже не составит труда, если перед глазами будет таблица диаметра сверла под резьбу метчика и вы будете знать, какое отверстие сверлить. Вот только на какие ее данные смотреть? Ниже мы расскажем, на что обращать внимание, что за параметры должны быть ориентирами.
Вот только на какие ее данные смотреть? Ниже мы расскажем, на что обращать внимание, что за параметры должны быть ориентирами.
Размеры
Действующий сегодня государственный стандарт был введен в уже далеком 1973 году, еще в Советском Союзе. Понятно, что за прошедший период он неоднократно пересматривался, но каждый раз после проверок его положения не только не менялись, но и заново утверждались, так как признавались наиболее рациональным и до сих пор актуальными.
Номер нормативного акта – ГОСТ 19257-73, – и он обладает следующими особенностями:
- представляет собой целый комплект различных документов;
- задает условия для четкого соблюдения геометрических показателей, что позволит обеспечить прочность, износостойкость, качество крепежа;
- регламентирует обработку сразу нескольких сплавов – стали, чугуна, меди и алюминия.
Размеры отверстий, используемые инструменты, процесс нанесения
Для создания спирали сначала требуется просверлить посадочное место с двойным радиусом на 1—2 мм уже необходимого сечения.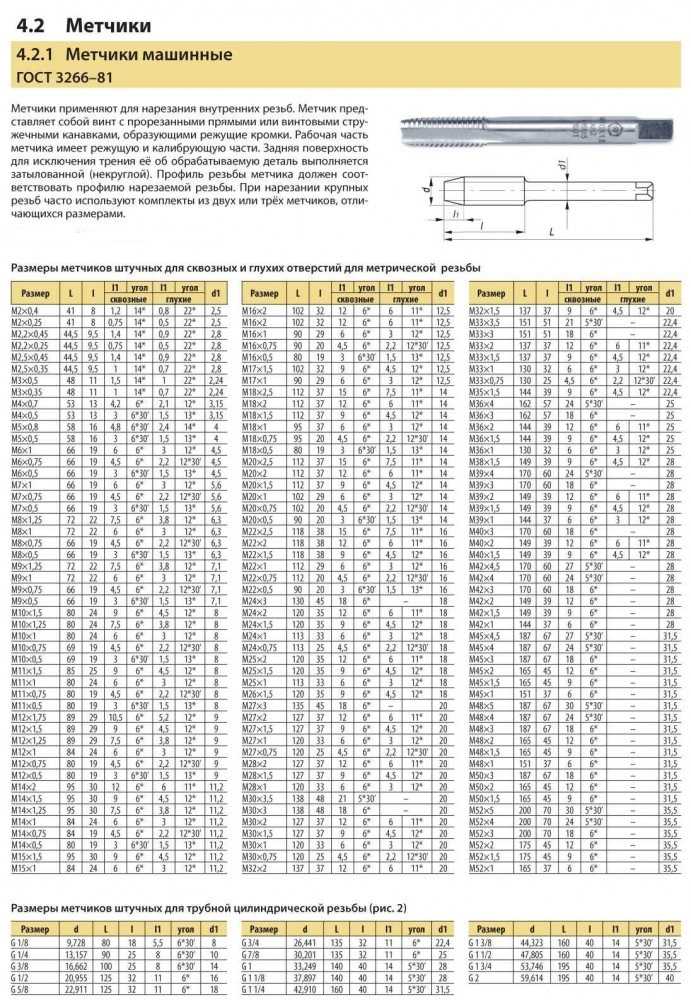 Это нужно, чтобы впоследствии сделать витки и соблюсти их величину.
Это нужно, чтобы впоследствии сделать витки и соблюсти их величину.
Далее следует выбрать диаметр сверла для нарезки резьбы из таблицы (приведем ее ниже, она указывает параметры как внутреннего, так и наружного рисунка), зафиксировать прибор в патроне дрели и немного поработать. Да, вероятно, придется применить еще и некоторые дополнительные приспособления – им мы тоже уделим должное внимание чуть позже.
Основные параметры
Определяясь, следует учитывать такие важные практические характеристики:
- Измерительная система, используемая для расчетов, – все российские заводы, изготавливающие крепеж, ориентируются на миллиметры, тогда как на Западе в ходу дюймы (по умолчанию).
- Количество нитей для захода – 1, 2, 3 – оно определяет максимальную интенсивность и прочность закручивания; две – наиболее распространенный вариант.
- Геометрия профиля – он будет круглым, квадратным, треугольным или трапециевидным.
- Характер развития витков – правый или левый.

- Расположение относительно заготовки – внутри (гайки – лучший пример) или снаружи (шурупы) – это влияет напрямую, какие выбрать сверла под резьбу.
- Форма создаваемой поверхности – с расширением к шляпке, в виде конуса, как у самореза, или одинаковая по всей детали, как у винта.
- Назначение готового крепежного элемента – условия его дальнейшего использования обязательно принимаются во внимание.

Чтобы эти параметры было проще учитывать, ввели ряд условных обозначений, проставляемых в схемах и на чертежах:
- М – метрическая СИ, согласно ГОСТ 9150-2002.
- BSW, NPT, UTS – дюймовая.
- МК – коническая нарезка, в соответствии со стандартом 6211-81.
- MJ – в форме цилиндра, ее определяет уже ГОСТ 6351-81.
- Tr – трапециевидная, по нормативному акту 9484-81.
- Кр – округлая, находит применение главным образом в сантехнике.
- S – упорная, обусловлена ГОСТ 10177-82.
- E – с эдисоновским профилем.
- R и G – трубная.
- S45 – усиленная.
Данные маркеры также являются составной частью номенклатуры целого ряда выпускаемых крепежных элементов.
Полезная таблица свёрл и метчиков: диаметр отверстий (отв) для нарезания и шаг резьбы
Сначала нелишним будет привести немного важной информации. Один и тот же виток можно обозначать по-разному, но не составляет труда рассчитать его – нужна лишь обычная линейка и терпение. Необходимо измерить расстояние между соседними боковинами профиля – ближайшие стороны и дадут нам заветную величину Р.
Для большей точности есть альтернативный способ:
- отсчитайте 10 ниток;
- проверьте, сколько миллиметров на отрезке от первой до десятой;
- разделите данную цифру на 10.
Ph, то есть ход, рассчитывается похожим образом, только вычисления следует проводить по оборотам одной нити. Если взять в качестве примера двухзаходной болт, стоит ориентироваться по верхним точкам – учитывается каждая вторая.
Как правило, Ph в 2—3 раза превышает P, но также он может быть нестандартным. Хотя лучше, чтобы он все-таки соответствовал стандарту, ведь тогда крепежный элемент универсальный, и его не проблема поменять в случае поломки. Ведь искать какие-то индивидуальные винты, саморезы, чтобы точно подходили уже использованным, зачастую проблематично.
Хотя лучше, чтобы он все-таки соответствовал стандарту, ведь тогда крепежный элемент универсальный, и его не проблема поменять в случае поломки. Ведь искать какие-то индивидуальные винты, саморезы, чтобы точно подходили уже использованным, зачастую проблематично.
А вот и таблица с размерами, что поможет проследить зависимость от диаметра отверстия для нарезания под метрическую резьбу по ГОСТу.
| Обозначение | Сечение, мм | Шаг с дополнительным значением для мелкой насечки в миллиметрах |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Используемые приспособления
Наносить витки можно как вручную, так и на предназначенном для этого станке. Второй способ, конечно, точнее и не такой трудозатратный, но и для его реализации оператор должен:
Второй способ, конечно, точнее и не такой трудозатратный, но и для его реализации оператор должен:
- зафиксировать заготовку в тисках;
- установить необходимые настройки на пульте управления;
- получить и проверить обработанную деталь.
Это универсальный порядок действий для изделий из всех подходящих материалов, в том числе и пластика или дерева. Но так как мы рассматриваем сверла для резьбы по металлу (диаметры, таблицы их соответствия и все в этом духе), то предлагаем сосредоточиться на способах, актуальных для стального, чугунного, медного, алюминиевого крепежа. Благо винты, шурупы, гайки сегодня используются в огромных количествах. Предметы более сложных форм или массивных габаритов тоже есть, и для них подходят те же правила, просто мощность и производительность оборудования должны быть посерьезнее.
Есть и еще более технологичный метод, но для его реализации необходимы плашки – круглые основания с асимметрично расположенными лезвиями. Внутри одной из них и нужно зафиксировать заготовку, после чего вращать ее, для чего на ее торцах предусмотрены специальные отверстия, в которые вставляется любой подручный рычаг, например, отвертка. Конечно, у таких приспособлений тоже есть своя маркировка.
Конечно, у таких приспособлений тоже есть своя маркировка.
И если мы осуществляем действительно грамотный подбор сверл под резьбу, таблица размеров плашек (смотря какое сечение прутка) нам тоже пригодится – приведена ниже:
| Диаметр, мм | Габариты заготовки в виде стержня, мм |
| М6 | 5,8 |
| М8 | 7,8 |
| М10 | 9,8 |
| М12 | 11,8 |
| М14 | 13,7 |
| М16 | 15,7 |
| М18 | 17,7 |
| М20 | 19,8 |
Также существует метчик, то есть специальное приспособление для нанесения рисунка изнутри, например, на гайку. Вариантов его тоже очень много – для выполнения самых разных задач, – но работают они похожим образом. При использовании любого из них сначала просверливают отверстие, в которое затем и вкручивают инструмент с 1—3 кромками, формирующими соответствующее количество нитей.
Чтобы такой помощник оказался эффективным, он должен быть изготовлен из более стойкого к разрушению материала, чем металл заготовки, то есть из высокопрочной углеродной стали, которую, кстати, длительное время вообще не нужно затачивать.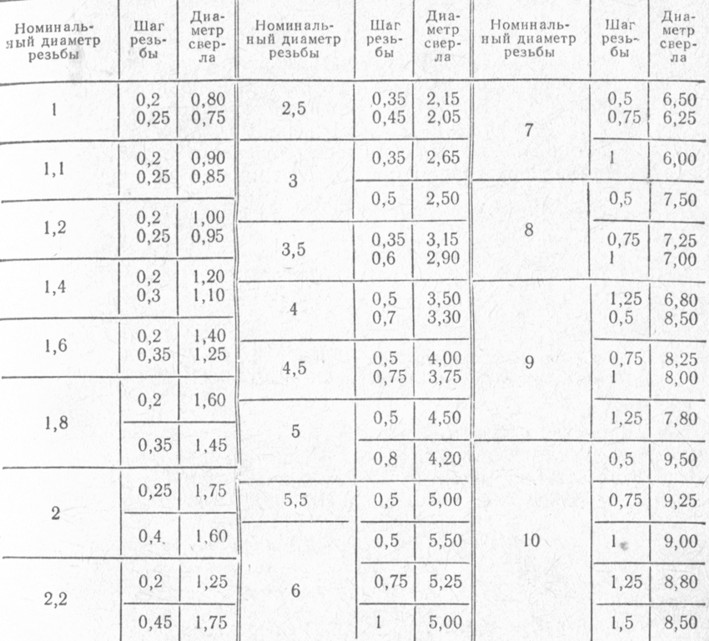 Тогда он создаст в детали точное зеркальное отражение своего профиля.
Тогда он создаст в детали точное зеркальное отражение своего профиля.
Как правильно наносить витки
Выбирая сверло для нарезания резьбы, необходимо помнить и о том, как и когда его использовать. Например, бессмысленно и даже вредно пытаться сделать посадочное место в каленом железе, ведь оно прошло термическую подготовку, а значит приобрело низкую устойчивость к подобным воздействиям и может просто раскрошиться.
Перед проведением технологической операции следует позаботиться о том, чтобы под рукой были зажимы и тиски. Станок, естественно, должен быть в пригодном к эксплуатации состоянии.
В процессе труда следует:
- перемещать инструмент медленно и плавно, без рывков;
- по завершении внимательно осматривать изделие, даже если оно простой формы, и не лениться его шлифовать;
- выполнять предварительный нагрев заготовки, в тех случаях, когда это требуется;
- регулярно проворачивать лезвие в обратную сторону, обламывая таким образом стружку и предотвращая заклинивание воротка.
Подготовка
Прежде чем браться за работу, тщательно счистите ржавчину, маслянистые разводы и любые другие загрязнения или посторонние вещества с контактных поверхностей. Затем просушите деталь и смажьте ту ее часть, на которой появится нить. Чем? Смотря из чего сделаны ваши резьбовые сверла, таблица совместимости выглядит так:
| Средство | Материал | |||||
| Средство | Сталь | Алюминий | Латунь | Медь | Чугун | Бронза |
| Мыльная вода | + | + | + | + | Лучше поддаются обработке «насухую» | |
| Льняное масло | + | – | + | – | ||
| Покупная эмульсия | + | + | + | + | ||
| Керосин | – | + | – | – | ||
| Скипидар | – | – | – | + | ||
| Сало и минеральное, машинное масла | Способствует налипанию стружки из-за своей вязкой структуры, поэтому практически не подходит | |||||
Процесс создания наружной насечки
Труба или прут зажимаются тисками в вертикальном положении. Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно. С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой. Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые щели вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно. С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой. Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые щели вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Технология нанесения внутренней насечки
Поступаете сходным образом:
- надежно зажимаете деталь;
- выполняете дыру и шлифуете ее края;
- наносите смазку и вводите двухпроходное черновое приспособление, вкручивая его постепенно и медленно, регулярно обламывая стружку; затем используете чистовой прибор.
Порядок работ хорошо показан в ролике ниже.
Ну а теперь еще немного полезной статистики.
Таблица подбора сверла под метчик с учетом его диаметров: сверление отверстий для нарезания резьбы
Обратите внимание, она также учитывает шаг, чтобы насечку можно было сделать как мелкой, так и крупной.
| Режущий инструмент | Шаг | Окружность | Спираль | |
| Мелкий | Крупный | |||
| мм | ||||
| 1,6 | 0,25 | 0,4 | 1,75 | 2 |
| 5 | 0,5 | 1 | 5,5 | 6 |
| 8,5 | 0,5 | 1,5 | 9,5 | 10 |
| 12 | 0,5 | 2 | 13,5 | 14 |
| 15,4 | 0,5 | 2,5 | 17,5 | 18 |
| 19,4 | 0,5 | 2,5 | 21,5 | 22 |
| 26,4 | 0,75 | 3,5 | 29,2 | 30 |
| 31,9 | 1 | 4 | 35 | 36 |
| 37,4 | 1 | 4,5 | 41 | 42 |
| 42,8 | 1 | 5 | 47 | 48 |
Диаметр прута для наружной насечки
| Спираль | Шаг | Мин-макс сечение |
| мм | ||
| 6 | 1 | 5,8 |
| 8 | 1,25 | 7,8-7,9 |
| 10 | 1,5 | 9,75-9,85 |
| 12 | 1,75 | 11,76-11,88 |
| 14 | 2 | 13,7-13,82 |
| 16 | 2 | 15,7-15,82 |
| 18 | 2,25 | 17,7-17,82 |
| 20 | 2,25 | 19,82-19,86 |
| 22 | 2,25 | 21,72-21,86 |
| 24 | 3 | 23,65-23,79 |
| 27 | 3 | 26,65-26,79 |
| 30 | 3,5 | 29,6-29,74 |
Таблица размеров сверл для нарезания резьбы, метрической, дюймовой
Она нужна для быстрого перевода российской маркировки в западную.
| Окружность спирали | Сечение инструмента, мм |
| 1/8 | 8,9 |
| 1/4 | 11,9 |
| 3/8 | 15,8 |
| 1/2 | 19 |
| 2/4 | 24,3 |
| 1 | 30,5 |
| 1,75 | 41,6 |
| 1,5 | 45 |
Определяясь, будьте внимательны, не торопитесь, не стесняйтесь сверяться со справочными данными. Помните, что ошибка в таком случае чревата недостаточным качеством крепежа и, в перспективе, преждевременной поломкой функционального узла.
Обращайтесь к нам для заказа станков, на которых можно выполнить все работы по созданию технологических отверстий. Теперь, когда вам известно, как по таблице размеров подобрать сверла под метчики для сверления нарезания резьбы, с нанесением необходимой насечки не должно возникнуть сложностей. Если требуется дополнительная консультация от профессионалов – обращайтесь в компанию «Рокта», мы реализуем ленточнопильные станки и готовы оказать помощь в подборе оборудования, свяжитесь с нами по контактному телефону.
Метрическая резьба — размеры отверстий с зазором и размеры метчика
Рекомендуемые размеры отверстий с зазором и размеры метчика.
Спонсируемые ссылки
Отверсти для зазора для метрических болтов:
| Размер Номинальный диаметр (мм) | PINGE (мм) | (мм) | . | Метчик Стандартный шаг (мм) | |||||
|---|---|---|---|---|---|---|---|---|---|
| Fine | Medium | Coarse | |||||||
| 1.6 | 0.35 | 1.7 | 1.8 | 2 | |||||
| 1.8 | 0.35 | 2.0 | |||||||
| 2 | 0,40 | 2,2 | 2,25 | 2,6 | |||||
| 2,2 | 0,45 | 2,45 | |||||||
| 2,45 | |||||||||
| 0.45 | 2.7 | 2.8 | 3.1 | ||||||
| 3 | 0.50 | 3.2 | 3.35 | 3.6 | |||||
| 3.5 | 0.60 | 3.9 | |||||||
| 4 | 0,70 | 4,3 | 4,5 | 4,8 | |||||
| 4,5 | 0,75 | 5,0 | 5,0 | 9 | |||||
| 5 | 0.80 | 5.3 | 5.5 | 5.8 | 4.2 | ||||
| 6 | 1.00 | 6.4 | 6.5 | 7 | 5 | ||||
| 7 | 1.00 | 7.4 | 7,8 | 8 | |||||
| 8 | 1,25 | 8,4 | 10 | 6,75 | |||||
| 10 | 6,75 | ||||||||
| 10 | 6,75 | ||||||||
| 10 | . 0049 1.50 | 10.5 | 11 | 12 | 8.5 | ||||
| 12 | 1.75 | 13 | 14 | 15 | 10.25 | ||||
| 16 | 2.0 | 17 | 18 | 19 | 14 | ||||
| 20 | 2,5 | 21 | 22 | 24 | 17,5 | ||||
| 24 | 3,0 | .0050 | 26 | 28 | 21 | ||||
| 30 | 3.5 | 31 | 32 | 35 | 26.5 |
- Nominal diameters according ISO 724 — Metric Threads.
Рекламные ссылки
Связанные темы
Связанные документы
Engineering ToolBox — Расширение SketchUp — 3D-моделирование в режиме онлайн!
Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, интересными и бесплатными приложениями SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
Перевести
О Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.
Реклама в ToolBox
Если вы хотите продвигать свои товары или услуги в Engineering ToolBox — используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords.
Citation
Эту страницу можно цитировать как
- Engineering ToolBox, (2018). Метрическая резьба — Размеры отверстий с зазором и резьбонарезных сверл . [онлайн] Доступно по адресу: https://www.engineeringtoolbox.com/iso-metric-thread-drill-tap-size-d_2045.html [День доступа, мес. год].
Изменить дату доступа.
. .
закрыть
ISO 724 — Метрическая резьба
ISO 724 определяет основные размеры метрической резьбы в соответствии с ISO 261. Размеры относятся к основному профилю в соответствии с ISO 68.
Шаг варьируется от крупного до очень мелкого до 5 различных шагов для некоторых размеров. Угол резьбы 60 или , а глубина резьбы составляет 0,614 x шаг.
Метрическая резьба – Более крупная резьба
В таблице ниже указаны некоторые из наиболее часто используемых крупных резьб до размера M 68. Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300. Приведенная ниже таблица не является полной.
| Размер — номинальный диаметр (мм) | шаг 1) (мм) | Оснижка (ММ) | (ММ) | .0017 | Tap Drill (mm) | Tensile Stress Area (mm 2 ) | |
|---|---|---|---|---|---|---|---|
| M 1.6 | 0.35 | 1.8 | 1.25 | ||||
| M 2 | 0.40 | 2.4 | 1. 60 | ||||
| M 2.5 | 0.45 | 2.90 | 2.00 | ||||
| M 3 | 0.50 | 3.40 | 2.50 | ||||
| M 3.5 | 0.60 | 3.90 | 2.90 | ||||
| M 4 | 0.70 | 4.50 | 3.30 | 8.78 | |||
| M 5 | 0.80 | 5,50 | 4,20 | 14,2 | |||
| M 6 | 1,00 | 6,60 | 5,00 | 20,1 | |||
| M 8 | 20,1 | M 8 | 20,1 | M 8 | 20,1 | M 8 | 20,1 | M 8 | 20,1 | 9.00 | 6.80 | 36.6 |
| M 10 | 1.50 | 12.00 | 8.50 | 58.0 | |||
| M 12 | 1.75 | 14. 00 | 10.20 | 84.3 | |||
| M 14 | 2,00 | 16.00 | 12.00 | ||||
| M 16 | 2,00 | 18,00 | 14,00 | 157 | |||
| M 20 | 2.50 | 22.00 | 17.50 | 245 | |||
| M 22 | 2.50 | 25.00 | 19.50 | ||||
| M 24 | 3.00 | 27.00 | 21.00 | 353 | |||
| M 27 | 3.00 | 30.00 | 24.00 | ||||
| M 30 | 3.50 | 33.00 | 26.50 | 561 | |||
| M 36 | 4.00 | 40.00 | 32.00 | 817 | |||
| M 42 | 4.50 | 46.00 | 37.50 | 1120 | |||
| M 48 | 5.00 | 53.00 | 43. 00 | 1470 | |||
| M 56 | 5.50 | 62.00 | 50.50 | 2030 | |||
| M 64 | 6.00 | 70.00 | 58.00 | 2680 | |||
| M 68 | 6.00 | 74.00 | 62.00 |
1) For metric threads pitch is the distance between threads.
Загрузите и распечатайте метрическую резьбу с крупным зазором и таблицу отверстий под метчик
Метрическая резьба — мелкая резьба
Обычно метрическую мелкую резьбу обозначают заглавной буквой М, а также указывают номинальный внешний диаметр и шаг:
Размер M x шаг
Пример:
M 10 x 1,5
В таблице ниже указаны обычно используемые более тонкие резьбы до размера M 100. Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300.
Size — Nominal Diameter | Pitch 1) (mm) | Tap Drill (mm) | Tensile Stress Area (mm 2 ) | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M 1.0 x 0.2 | 0.20 | 0.80 | ||||||||||||||||||||
| M 1.1 x 0.2 | 0.20 | 0.90 | ||||||||||||||||||||
| M 1.2 x 0.2 | 0.20 | 1.00 | ||||||||||||||||||||
| M 1.4 x 0.2 | 0.20 | 1.20 | ||||||||||||||||||||
| M 1.6 x 0.2 | 0.20 | 1.40 | ||||||||||||||||||||
| M 1.8 x 0.2 | 0.20 | 1.60 | ||||||||||||||||||||
| M 2 x 0.25 | 0.25 | 1.75 | ||||||||||||||||||||
| M 2.2 x 0.25 | 0.25 | 1.95 | ||||||||||||||||||||
| M 2.5 x 0. 35 | 0.35 | 2.10 | ||||||||||||||||||||
| M 3 x 0.35 | 0.35 | 2.60 | ||||||||||||||||||||
| M 3.5 x 0.35 | 0.35 | 3.10 | ||||||||||||||||||||
| M 4 x 0.5 | 0.50 | 3.50 | ||||||||||||||||||||
| M 4.5 x 0.5 | 0.50 | 4.00 | ||||||||||||||||||||
| M 5 x 0.5 | 0.50 | 4.50 | ||||||||||||||||||||
| M 5,5 x 0,5 | 0,50 | 5,00 | ||||||||||||||||||||
| M 6 x 0,75 | 0,75 | 5,205050 | 20,1 | |||||||||||||||||||
| M 7 x 0,75 | 0,75959 | |||||||||||||||||||||
| M 7 x 0,75 | 0,755 | |||||||||||||||||||||
| M 7 x 0,75 | 5550 | |||||||||||||||||||||
| M 7 x 0,75 | ||||||||||||||||||||||
| M 7 x 0,75 | ||||||||||||||||||||||
| M 8 x 0.75 | 0.75 | 7.20 | ||||||||||||||||||||
| M 8 x 1.0 | 1.00 | 7. 00 | 39.2 | |||||||||||||||||||
| M 9 x 0.75 | 0.75 | 8.20 | ||||||||||||||||||||
| M 9 x 1 | 1.00 | 8.00 | ||||||||||||||||||||
| M 10 x 0.75 | 0.75 | 9.20 | ||||||||||||||||||||
| M 10 x 1 | 1.00 | 9.00 | 64.5 | |||||||||||||||||||
| M 10 x 1.25 | 1.25 | 8.80 | 61.2 | |||||||||||||||||||
| M 11 x 0.75 | 0.75 | 10.20 | ||||||||||||||||||||
| M 11 x 1 | 1.00 | 10.00 | ||||||||||||||||||||
| M 12 x 1 | 1.00 | 11.00 | ||||||||||||||||||||
| M 12 x 1.25 | 1.25 | 10.80 | 92.1 | |||||||||||||||||||
| M 12 x 1.5 | 1.50 | 10.50 | 88.1 | |||||||||||||||||||
| M 14 x 1.0 | 1.00 | 13.00 | ||||||||||||||||||||
| M 14 x 1.25 | 1. 25 | 12.80 | ||||||||||||||||||||
| M 14 x 1,5 | 1,50 | 12.50 | ||||||||||||||||||||
| M 15 x 1 | 1,00 | 14,00 | ||||||||||||||||||||
| M 15 x 1,5 | 1,50 | |||||||||||||||||||||
| M 15 x 1,5 | 1,50 | 13.50 | ||||||||||||||||||||
| M 16 x 1 | 1.00 | 15.00 | 178 | |||||||||||||||||||
| M 16 x 1.5 | 1.50 | 14.50 | 167 | |||||||||||||||||||
| M 17 x 1.0 | 1.00 | 16.00 | ||||||||||||||||||||
| M 17 x 1.5 | 1.50 | 15.50 | ||||||||||||||||||||
| M 18 x 1.0 | 1.00 | 17.00 | ||||||||||||||||||||
| M 18 x 1.5 | 1.50 | 16.50 | ||||||||||||||||||||
| M 18 x 2.0 | 2.00 | 16.00 | ||||||||||||||||||||
| M 20 x 1.0 | 1.00 | 19.00 | ||||||||||||||||||||
| M 20 x 1.5 | 1. 50 | 18.50 | 272 | |||||||||||||||||||
| M 20 x 2.0 | 2.00 | 18.00 | 258 | |||||||||||||||||||
| M 22 x 1.0 | 1.00 | 21.00 | ||||||||||||||||||||
| M 22 x 1.5 | 1.50 | 20.50 | ||||||||||||||||||||
| M 22 x 2.0 | 2.00 | 20.00 | ||||||||||||||||||||
| M 24 x 1.0 | 1.00 | 23.00 | ||||||||||||||||||||
| M 24 x 1,5 | 1,50 | 22,50 | 401 | |||||||||||||||||||
| M 24 x 2,0 | 2,00 | 22,00 | 384 | |||||||||||||||||||
| M0050 | 24.00 | |||||||||||||||||||||
| M 25 x 1.5 | 1.50 | 23.50 | ||||||||||||||||||||
| M 25 x 2.0 | 2.00 | 23.00 | ||||||||||||||||||||
| M 27 x 1.0 | 1.00 | 26.00 | ||||||||||||||||||||
| M 27 x 1.5 | 1.50 | 25.50 | ||||||||||||||||||||
| M 27 x 2. 0 | 2.00 | 25.00 | ||||||||||||||||||||
| M 28 x 1.0 | 1.00 | 27.00 | ||||||||||||||||||||
| M 28 x 1.5 | 1.50 | 26.50 | ||||||||||||||||||||
| M 28 x 2.0 | 2.00 | 26.00 | ||||||||||||||||||||
| M 30 x 1.0 | 1.00 | 29.00 | ||||||||||||||||||||
| M 30 x 1.5 | 1.50 | 28.50 | ||||||||||||||||||||
| M 30 x 2.0 | 2.00 | 28.00 | 621 | |||||||||||||||||||
| M 30 x 3.0 | 3.00 | 27.00 | 581 | |||||||||||||||||||
| M 32 x 1.5 | 1.50 | 30.50 | ||||||||||||||||||||
| M 32 x 2.0 | 2.00 | 30.00 | ||||||||||||||||||||
| M 33 x 1.5 | 1.50 | 31.50 | ||||||||||||||||||||
| M 33 x 2.0 | 2.00 | 31.00 | ||||||||||||||||||||
| M 33 x 3. 0 | 3.00 | 30.00 | ||||||||||||||||||||
| M 35 x 1.5 | 1.50 | 33.50 | ||||||||||||||||||||
| M 35 x 2.0 | 2.00 | 33.00 | ||||||||||||||||||||
| M 36 x 1.5 | 1.50 | 34.50 | ||||||||||||||||||||
| M 36 x 2.0 | 2.00 | 34.00 | 915 | |||||||||||||||||||
| M 36 x 3.0 | 3.00 | 33.00 | 865 | |||||||||||||||||||
| M 39 x 1.5 | 1.50 | 37.50 | ||||||||||||||||||||
| M 39 x 2.0 | 2.00 | 37.00 | ||||||||||||||||||||
| M 39 x 3.0 | 3.00 | 36.00 | ||||||||||||||||||||
| M 40 x 1.5 | 1.50 | 38.50 | ||||||||||||||||||||
| M 40 x 2.0 | 2.00 | 38.00 | ||||||||||||||||||||
| M 40 x 3.0 | 3.00 | 37.00 | ||||||||||||||||||||
| M 42 x 1.5 | 1. 50 | 40.50 | ||||||||||||||||||||
| M 42 x 2.0 | 2.00 | 40.00 | ||||||||||||||||||||
| M 42 x 3.0 | 3.00 | 39.00 | 1210 | |||||||||||||||||||
| M 42 x 4.0 | 4.00 | 38.00 | 1150 | |||||||||||||||||||
| M 45 x 1.5 | 1.50 | 43.50 | ||||||||||||||||||||
| M 45 x 2.0 | 2.00 | 43.00 | ||||||||||||||||||||
| M 45 x 3.0 | 3.00 | 42.00 | ||||||||||||||||||||
| M 45 x 4.0 | 4.00 | 41.00 | ||||||||||||||||||||
| M 48 x 1.5 | 1.50 | 46.50 | ||||||||||||||||||||
| M 48 x 2,0 | 2,00 | 46,00 | ||||||||||||||||||||
| M 48 x 3,0 | 3,00 | 45,00 | 1600 | |||||||||||||||||||
| M 48 x 4.0 | 4.00950 | |||||||||||||||||||||
| M 48 x 4.0 | 4.00505050505050505050505050 | |||||||||||||||||||||
| M 48 x 4. 0 | ||||||||||||||||||||||
| M 48 x 4.0 | ||||||||||||||||||||||
| M 48. x 4.0 | ||||||||||||||||||||||
| M 48,00 | 1540 | |||||||||||||||||||||
| M 50 x 1.5 | 1.50 | 48.50 | ||||||||||||||||||||
| M 50 x 2.0 | 2.00 | 48.00 | ||||||||||||||||||||
| M 50 x 3.0 | 3.00 | 47.00 | ||||||||||||||||||||
| M 52 x 1,5 | 1,50 | 50.50 | ||||||||||||||||||||
| M 52 x 2,0 | 2,0050 | 50,00 | ||||||||||||||||||||
| M 522 x 3.05050 | ||||||||||||||||||||||
| M 522 x 3.05050 | ||||||||||||||||||||||
| M 522.0049 3.00 | 49.00 | |||||||||||||||||||||
| M 52 x 4.0 | 4.00 | 48.00 | ||||||||||||||||||||
| M 55 x 1.5 | 1.50 | 53.50 | ||||||||||||||||||||
| M 55 x 2.0 | 2.00 | 53.00 | ||||||||||||||||||||
| M 55 x 3,0 | 3.00 | 52,00 | ||||||||||||||||||||
| M 55 x 4,0 | 4,00 | 51,00 | ||||||||||||||||||||
| M 569 569 569 | ||||||||||||||||||||||
| . 0050 | 1.50 | 54.50 | ||||||||||||||||||||
| M 56 x 2.0 | 2.00 | 54.00 | ||||||||||||||||||||
| M 56 x 3.0 | 3.00 | 53.00 | ||||||||||||||||||||
| M 56 x 4.0 | 4.00 | 52.00 | ||||||||||||||||||||
| M 58 x 1.5 | 1.50 | 56.50 | ||||||||||||||||||||
| M 58 x 2.0 | 2.00 | 56.00 | ||||||||||||||||||||
| M 58 x 3.0 | 3.00 | 55.00 | ||||||||||||||||||||
| M 58 x 4.0 | 4.00 | 54.00 | ||||||||||||||||||||
| M 60 x 1.5 | 1.50 | 58.50 | ||||||||||||||||||||
| M 60 x 2.0 | 2,00 | 58,00 | ||||||||||||||||||||
| M 60 x 3,0 | 3,00 | 57,00 | ||||||||||||||||||||
| M 60 x 4,0 | 4,005050 | 56,009950505050505050599999999999999 4.00950 | 56,009950505050505050599999999 | 4,005050 | 56,0049 | 999999 | 4,00950 | 56,0049 9. 0 | 4,00950 | 56,0049.0010 | M 62 x 1.5 | 1.50 | 60.50 | |||||||||
| M 62 x 2.0 | 2.00 | 60.00 | ||||||||||||||||||||
| M 62 x 3.0 | 3.00 | 59.00 | ||||||||||||||||||||
| M 62 x 4,0 | 4,00 | 58,00 | ||||||||||||||||||||
| M 64 x 1,5 | 1,50 | 62,50 | ||||||||||||||||||||
| M 64 x 2,0 | 2,009 | 62.00 62,00 62,009 | .0059 | |||||||||||||||||||
| M 64 x 3.0 | 3.00 | 61.00 | ||||||||||||||||||||
| M 64 x 4.0 | 4.00 | 60.00 | ||||||||||||||||||||
| M 65 x 1.5 | 1.50 | 63.50 | ||||||||||||||||||||
| M 65 x 2.0 | 2.00 | 63. 00 | ||||||||||||||||||||
| M 65 x 3.0 | 3.00 | 62.00 | ||||||||||||||||||||
| M 65 x 4.0 | 4.00 | 61.00 | ||||||||||||||||||||
| M 68 x 1.5 | 1.50 | 66.50 | ||||||||||||||||||||
| M 68 x 2.0 | 2.00 | 66.00 | ||||||||||||||||||||
| M 68 x 3.0 | 3.00 | 65.00 | ||||||||||||||||||||
| M 68 x 4.0 | 4.00 | 64.00 | ||||||||||||||||||||
| M 70 x 1.5 | 1.50 | 68.50 | ||||||||||||||||||||
| M 70 x 2.0 | 2.00 | 68.00 | ||||||||||||||||||||
| M 70 x 3.0 | 3.00 | 67.00 | ||||||||||||||||||||
| M 70 x 4.0 | 4.00 | 66.00 | ||||||||||||||||||||
| M 70 x 6.0 | 6.00 | 64.00 | ||||||||||||||||||||
| M 72 x 1,5 | 1,50 | 70,50 | ||||||||||||||||||||
| M 72 x 2,0 | 2,00 | 70,00 | ||||||||||||||||||||
| M 72 x 3,05050 | ||||||||||||||||||||||
| M 72 x 3,00050 | ||||||||||||||||||||||
| M 72 x 3,00050 | ||||||||||||||||||||||
| M 72 x 3,05050 | ||||||||||||||||||||||
| M 72 x 3,00050 | ||||||||||||||||||||||
| M | 69.00 | |||||||||||||||||||||
| M 72 x 4.0 | 4.00 | 68.00 | ||||||||||||||||||||
| M 72 x 6.0 | 6.00 | 66.00 | ||||||||||||||||||||
| M 75 x 1.5 | 1.50 | 73.50 | ||||||||||||||||||||
| M 75 x 2.0 | 2.00 | 73.00 | ||||||||||||||||||||
| M 75 x 3.0 | 3.00 | 72.00 | ||||||||||||||||||||
| M 75 x 4.0 | 4.00 | 71.00 | ||||||||||||||||||||
| M 75 x 6.0 | 6.00 | 69.00 | ||||||||||||||||||||
| M 76 x 1.5 | 1.50 | 74.50 | ||||||||||||||||||||
| M 76 x 2.0 | 2.00 | 74.00 | ||||||||||||||||||||
| M 76 x 3.0 | 3.00 | 73.00 | ||||||||||||||||||||
| M 76 x 4.0 | 4.00 | 72.00 | ||||||||||||||||||||
| M 76 x 6.0 | 6.00 | 70. 00 | ||||||||||||||||||||
| M 80 x 1.5 | 1.50 | 78.50 | ||||||||||||||||||||
| M 80 x 2.0 | 2.00 | 78.00 | ||||||||||||||||||||
| M 80 x 3.0 | 3.00 | 77.00 | ||||||||||||||||||||
| M 80 x 4.0 | 4.00 | 76.00 | ||||||||||||||||||||
| M 80 x 6.0 | 6.00 | 74.00 | ||||||||||||||||||||
| M 85 x 2.0 | 2.00 | 83.00 | ||||||||||||||||||||
| M 85 x 3.0 | 3.00 | 82.00 | ||||||||||||||||||||
| M 85 x 4.0 | 4.00 | 81.00 | ||||||||||||||||||||
| M 85 x 6.0 | 6.00 | 79.00 | ||||||||||||||||||||
| M 90 x 2.0 | 2.00 | 88.00 | ||||||||||||||||||||
| M 90 x 3.0 | 3.00 | 87.00 | ||||||||||||||||||||
| M 90 x 4.0 | 4.00 | 86.00 | ||||||||||||||||||||
| M 90 x 6. 0 | 6.00 | 84.00 | ||||||||||||||||||||
| M 95 x 2.0 | 2.00 | 93.00 | ||||||||||||||||||||
| M 95 x 3.0 | 3.00 | 92.00 | ||||||||||||||||||||
| M 95 x 4.0 | 4.00 | 91.00 | ||||||||||||||||||||
| M 95 x 6.0 | 6.00 | 89.00 | ||||||||||||||||||||
| M 100 x 2.0 | 2.00 | 98.00 | ||||||||||||||||||||
| M 100 x 3.0 | 3.00 | 97.00 | ||||||||||||||||||||
| M 100 x 4.0 | 4.00 | 96.00 | ||||||||||||||||||||
| M 100 x 6,0 | 6,00 | 94,00 |
Связанные стандарты ISO0299 ISO 261:1973 Метрическая резьба ISO общего назначения. Общий план