Как выполняется ремонт сварочных инверторов своими руками? Диоды для сварочного инвертора
Ремонт сварочного инвертора TELWIN TECNICA 164
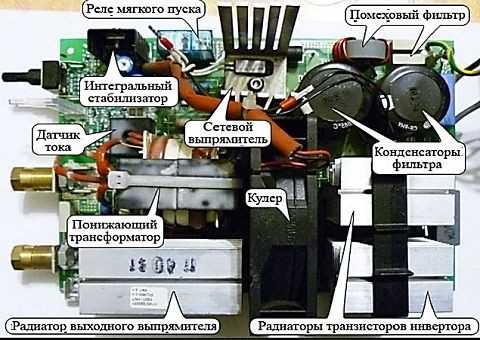
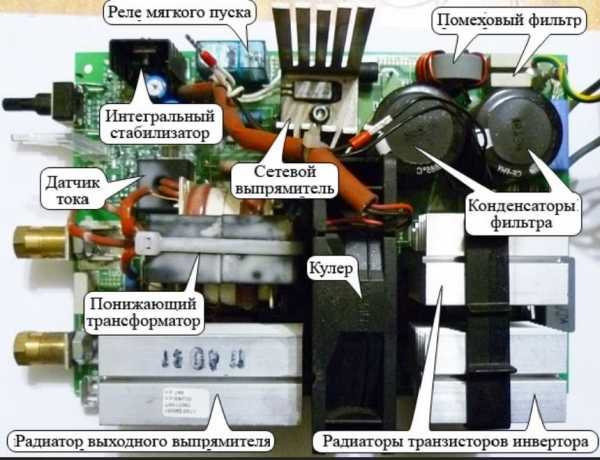
 А внутри оказалось довольно интересно.
А внутри оказалось довольно интересно.
 На этих фотографиях уже со снятыми «дохлыми» силовыми IGBT транзисторами (Но об этом позже!) Давайте теперь разберемся с теорией по поводу сварочных инверторов. Принцип работы инверторов заключается в поэтапном преобразовании энергии. Вот основные этапы работы инвертора -Выпрямление сетевого напряжения -Преобразуется в переменное высокочастотное в блоке инвертора -Понижается трансформатором до рабочего сварочного -Выходной выпрямитель преобразует переменное в постоянное сварочное напряжение Весь процесс регулируется за счет обратных связей блоком управления, который обеспечивает необходимые характеристики сварочного тока. Инверторы так же отличаются низкой пульсацией выпрямленного напряжения, возможность получения разнообразных вольт — амперных характеристик (ВАХ), имеет высокий КПД (до 90%). Так как сварочный инвертор работает на довольно высокой частоте, то это позволило уменьшить габариты силового трансформатора. К примеру, у обычных сварочных выпрямителей с трансформатором, работающем на частоте 50Гц, отношение сварочного тока к единице массы составляет примерно 1-1,5А/кг, а у инвертора, который работает на частоте преобразования 20-30 кГц, это отношение равно 10-15А/кг. Грубо скажем, размеры уменьшились в 10 раз!!! Но за это инверторы «расплачиваются» довольно сложной своей конструкцией и схемотехникой. Для построения сварочных инверторов применяют следующие типы высокочастотных преобразователей: — полумостовой — ассиметричный мост ( еще называют «косым мостом») — полный мост. Подвидом полумоста и моста являются резонансные преобразователи. В зависимости от системы управления выходными параметрами, преобразователи бывают с ШИМ (широтно-импульсной модуляцией) и ЧИМ (частотно-импульсной модуляцией), так же бывают с фазовой регулировкой и комбинацией всех трех типов. Про принципы работы тут рассказывать не буду, в сети информации и книг по этому поводу много. Вернемся к нашему «итальянцу». Поковырявшись в сети по поводу схемы на аппарат, нашел даже целый мануал по ремонту аппаратов этой модели! Ну молодцы итальянцы, уважаю!
На этих фотографиях уже со снятыми «дохлыми» силовыми IGBT транзисторами (Но об этом позже!) Давайте теперь разберемся с теорией по поводу сварочных инверторов. Принцип работы инверторов заключается в поэтапном преобразовании энергии. Вот основные этапы работы инвертора -Выпрямление сетевого напряжения -Преобразуется в переменное высокочастотное в блоке инвертора -Понижается трансформатором до рабочего сварочного -Выходной выпрямитель преобразует переменное в постоянное сварочное напряжение Весь процесс регулируется за счет обратных связей блоком управления, который обеспечивает необходимые характеристики сварочного тока. Инверторы так же отличаются низкой пульсацией выпрямленного напряжения, возможность получения разнообразных вольт — амперных характеристик (ВАХ), имеет высокий КПД (до 90%). Так как сварочный инвертор работает на довольно высокой частоте, то это позволило уменьшить габариты силового трансформатора. К примеру, у обычных сварочных выпрямителей с трансформатором, работающем на частоте 50Гц, отношение сварочного тока к единице массы составляет примерно 1-1,5А/кг, а у инвертора, который работает на частоте преобразования 20-30 кГц, это отношение равно 10-15А/кг. Грубо скажем, размеры уменьшились в 10 раз!!! Но за это инверторы «расплачиваются» довольно сложной своей конструкцией и схемотехникой. Для построения сварочных инверторов применяют следующие типы высокочастотных преобразователей: — полумостовой — ассиметричный мост ( еще называют «косым мостом») — полный мост. Подвидом полумоста и моста являются резонансные преобразователи. В зависимости от системы управления выходными параметрами, преобразователи бывают с ШИМ (широтно-импульсной модуляцией) и ЧИМ (частотно-импульсной модуляцией), так же бывают с фазовой регулировкой и комбинацией всех трех типов. Про принципы работы тут рассказывать не буду, в сети информации и книг по этому поводу много. Вернемся к нашему «итальянцу». Поковырявшись в сети по поводу схемы на аппарат, нашел даже целый мануал по ремонту аппаратов этой модели! Ну молодцы итальянцы, уважаю!
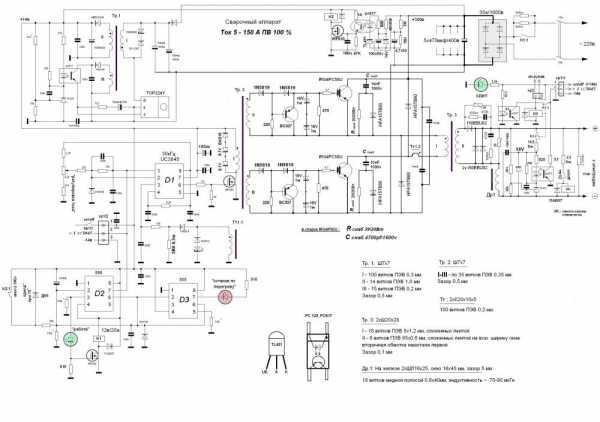
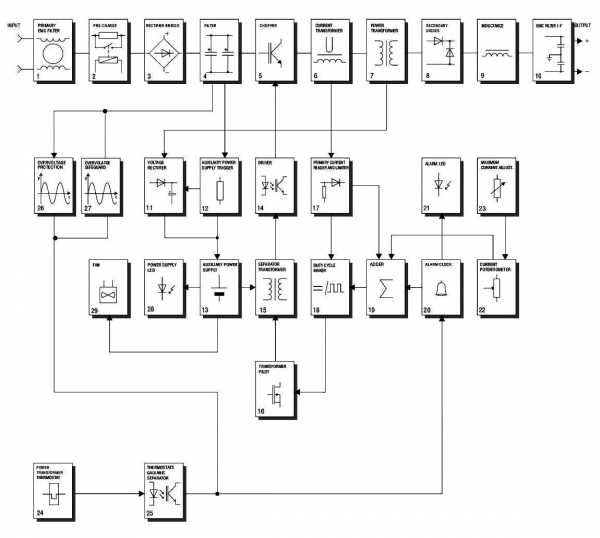 Крупнее Схема аппарата состоит из двух частей — силовой и блока управления. Силовая часть
Крупнее Схема аппарата состоит из двух частей — силовой и блока управления. Силовая часть 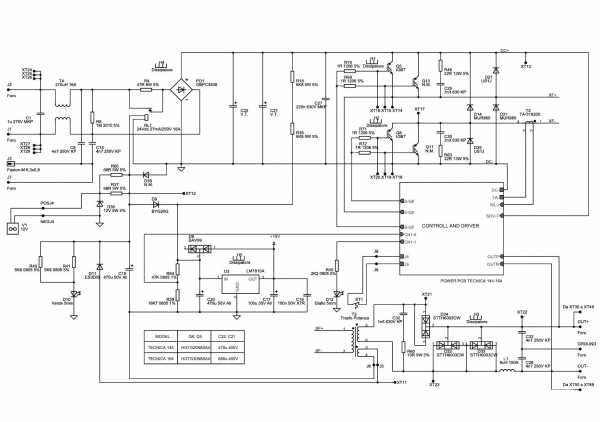 Крупнее Силовая часть состоит из следующих блоков: 1. Фильтр EMC — состоит из С1, T4, С8, С15. Защита сети от проникающих электромагнитных помех. 2. Блок защиты выпрямителя и фильтра — состоит из RL1, R4. Предотвращает появление больших зарядных токов в момент подключения инвертора к сети. При включении питания, напряжение на выпрямитель PD1 поступает через мощный резистор R4, в этот момент конденсаторы C21, C22, C27 плавно заряжаются. Когда произошел заряд конденсаторов, включается реле RL1, и своими контактами закорачивает R4, так сказать система «мягкого запуска». 3. Выпрямительный мост и фильтр — состоит из PD1, который преобразовывает переменное напряжение в пульсирующие, фильтр C21, C22, C27 — сглаживает пульсации выпрямленного напряжения. 4. Собственно силовые ключи инвертора — состоят из IGBT транзисторов Q5 и Q8. Преобразовывают отфильтрованное напряжение в высокочастотные прямоугольные импульсы, которые поступают на силовой трансформатор. 5. Трансформатор тока — Т2, контролирует силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора поступает в блок управления. 6. Силовой трансформатор — Т3, преобразует напряжение и ток от инвертора в напряжение и ток, необходимый для сварки. Так же обеспечивает гальваническую развязку от питающей сети. 7. Выпрямитель сварочного напряжения — D32, D33, D34. D32 — выпрямляет импульсное напряжение, так же служит для ограничения насыщения сердечника трансформатора. D33 и D34 — выпрямляют напряжение самоиндукции силового трансформатора после катушки индуктивности L1, в моменты, когда IGBT транзисторы закрыты. 8. Дроссель L1- подавляет пульсации выпрямленного напряжения. 9. Делитель, выпрямитель и стабилизатор — R18, R35, D11, C20, U3, D8 — служат для питания блока управления. 10. Тепловая защита силового трансформатора — термодатчик ST1 (в нормальном состоянии замкнут). 11. Схема питания вентилятора охлаждения и реле «мягкого пуска» — питается от отдельной обмотки силового трансформатора. Как только накопительные конденсаторы зарядятся, начинает работать преобразователь, на дополнительной обмотке появляется напряжение, которое выпрямляется и подается на вентилятор обдува и реле. Реле включается, замыкает своими контактами резистор R4 и аппарат выходит на нормальный режим работы. Перейдем к блоку управления:
Крупнее Силовая часть состоит из следующих блоков: 1. Фильтр EMC — состоит из С1, T4, С8, С15. Защита сети от проникающих электромагнитных помех. 2. Блок защиты выпрямителя и фильтра — состоит из RL1, R4. Предотвращает появление больших зарядных токов в момент подключения инвертора к сети. При включении питания, напряжение на выпрямитель PD1 поступает через мощный резистор R4, в этот момент конденсаторы C21, C22, C27 плавно заряжаются. Когда произошел заряд конденсаторов, включается реле RL1, и своими контактами закорачивает R4, так сказать система «мягкого запуска». 3. Выпрямительный мост и фильтр — состоит из PD1, который преобразовывает переменное напряжение в пульсирующие, фильтр C21, C22, C27 — сглаживает пульсации выпрямленного напряжения. 4. Собственно силовые ключи инвертора — состоят из IGBT транзисторов Q5 и Q8. Преобразовывают отфильтрованное напряжение в высокочастотные прямоугольные импульсы, которые поступают на силовой трансформатор. 5. Трансформатор тока — Т2, контролирует силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора поступает в блок управления. 6. Силовой трансформатор — Т3, преобразует напряжение и ток от инвертора в напряжение и ток, необходимый для сварки. Так же обеспечивает гальваническую развязку от питающей сети. 7. Выпрямитель сварочного напряжения — D32, D33, D34. D32 — выпрямляет импульсное напряжение, так же служит для ограничения насыщения сердечника трансформатора. D33 и D34 — выпрямляют напряжение самоиндукции силового трансформатора после катушки индуктивности L1, в моменты, когда IGBT транзисторы закрыты. 8. Дроссель L1- подавляет пульсации выпрямленного напряжения. 9. Делитель, выпрямитель и стабилизатор — R18, R35, D11, C20, U3, D8 — служат для питания блока управления. 10. Тепловая защита силового трансформатора — термодатчик ST1 (в нормальном состоянии замкнут). 11. Схема питания вентилятора охлаждения и реле «мягкого пуска» — питается от отдельной обмотки силового трансформатора. Как только накопительные конденсаторы зарядятся, начинает работать преобразователь, на дополнительной обмотке появляется напряжение, которое выпрямляется и подается на вентилятор обдува и реле. Реле включается, замыкает своими контактами резистор R4 и аппарат выходит на нормальный режим работы. Перейдем к блоку управления: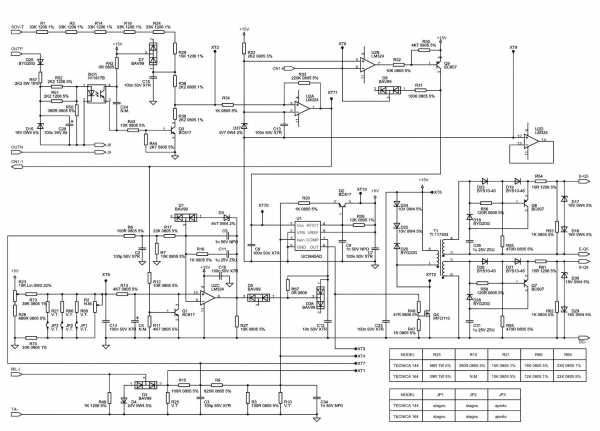
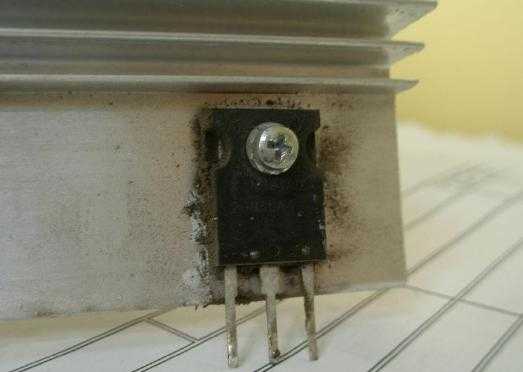
 Диод D31 обязательно должен быть изолирован от радиатора теплопроводящей прокладкой как на фото выше. Так же в ходе осмотра был выявлен вот такой дефект. Плохая пайка выводов силового трансформатора. Выводы запаяны то и с нижней стороны платы, но при работе на токах, близких к максимальным, это место будет довольно сильно разогреваться, что приведет в дальнейшем к выгоранию дорожек. Для исправления данного дефекта был снят теплоотвод силовых диодов и все пропаяно.
Диод D31 обязательно должен быть изолирован от радиатора теплопроводящей прокладкой как на фото выше. Так же в ходе осмотра был выявлен вот такой дефект. Плохая пайка выводов силового трансформатора. Выводы запаяны то и с нижней стороны платы, но при работе на токах, близких к максимальным, это место будет довольно сильно разогреваться, что приведет в дальнейшем к выгоранию дорожек. Для исправления данного дефекта был снят теплоотвод силовых диодов и все пропаяно.
 Силовые транзисторы просто так не выходят из строя, как правило выбивает элементы раскачивающего их драйвера. Вот фото элементов драйвера.
Силовые транзисторы просто так не выходят из строя, как правило выбивает элементы раскачивающего их драйвера. Вот фото элементов драйвера.  Вооружаемся омметром и начинаем проверять элементы драйвера. Нашел неисправных немало, вот списочек.Транзисторы Q5 — HGTG30N60A4 Q6 — BC807 Q7 — BC807 Q8 — HGTG30N60A4Диоды D14 — MUR860 D22 — стабилитрон на 10 вольт D24 — стабилитрон на 10 вольт D26 — BYG20G D27 — BYG20G D30 — стабилитрон на 18 вольт D31 — стабилитрон на 18 вольтРезисторы R54 — 10 Ом (типоразмер 1206) R55 — 470 Ом (типоразмер 0805) R61 — 10 Ом (типоразмер 1206) R71 — 1 Ом (типоразмер 1206) Все неисправные детали были найдены и заменены. Казус получился со стабилитронами. В продаже у себя не нашел стабилитронов в корпусе SOT-23.
Вооружаемся омметром и начинаем проверять элементы драйвера. Нашел неисправных немало, вот списочек.Транзисторы Q5 — HGTG30N60A4 Q6 — BC807 Q7 — BC807 Q8 — HGTG30N60A4Диоды D14 — MUR860 D22 — стабилитрон на 10 вольт D24 — стабилитрон на 10 вольт D26 — BYG20G D27 — BYG20G D30 — стабилитрон на 18 вольт D31 — стабилитрон на 18 вольтРезисторы R54 — 10 Ом (типоразмер 1206) R55 — 470 Ом (типоразмер 0805) R61 — 10 Ом (типоразмер 1206) R71 — 1 Ом (типоразмер 1206) Все неисправные детали были найдены и заменены. Казус получился со стабилитронами. В продаже у себя не нашел стабилитронов в корпусе SOT-23.
 Ну, делать то надо, пришлось «выкручиваться» и впаивать стабилитроны вот таким вот образом
Ну, делать то надо, пришлось «выкручиваться» и впаивать стабилитроны вот таким вот образом Новые силовые IGBT транзисторы Q5 и Q8, а так же диоды D14 и D31 были установлены на свои теплоотводы, предварительно смазанные тонким слоем термопасты КПТ-8.
Новые силовые IGBT транзисторы Q5 и Q8, а так же диоды D14 и D31 были установлены на свои теплоотводы, предварительно смазанные тонким слоем термопасты КПТ-8. Вот фото платы с замененными компонентами
Вот фото платы с замененными компонентами  Впаял силовые транзисторы и диоды
Впаял силовые транзисторы и диоды Вот фото в сборе. Пока возился с установкой теплоотводов сломал конденсатор С27, тако-го же не нашел, поставил обычный пленочный.
Вот фото в сборе. Пока возился с установкой теплоотводов сломал конденсатор С27, тако-го же не нашел, поставил обычный пленочный.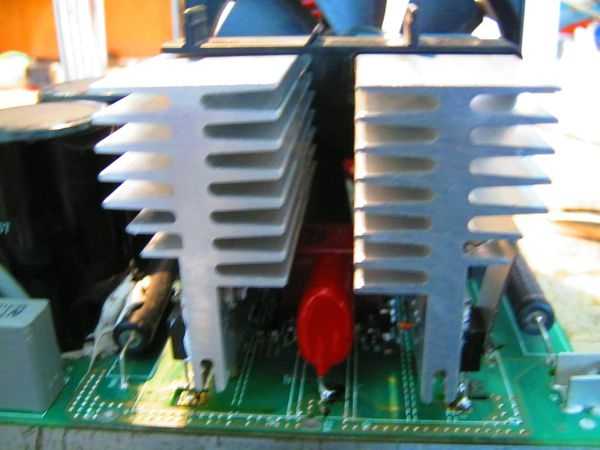 Ну, вот все собрано, пора это дело проверять. Плату инвертора включил в сеть через ЛАТР. К выходным клеммам подключили вольтметр. Включаем ЛАТР в сеть и плавно увеличиваем напряжение на ЛАТРе. До того как напряжение дойдет до 220 вольт, на плате светится желтый светодиод. Как только напряжение будет 220, через некоторое время включается реле на плате и загорается зеленый светодиод.
Ну, вот все собрано, пора это дело проверять. Плату инвертора включил в сеть через ЛАТР. К выходным клеммам подключили вольтметр. Включаем ЛАТР в сеть и плавно увеличиваем напряжение на ЛАТРе. До того как напряжение дойдет до 220 вольт, на плате светится желтый светодиод. Как только напряжение будет 220, через некоторое время включается реле на плате и загорается зеленый светодиод.
 Теперь собственно осциллограммы: 1. Выход драйвера, не нагруженного на затворы ключей
Теперь собственно осциллограммы: 1. Выход драйвера, не нагруженного на затворы ключей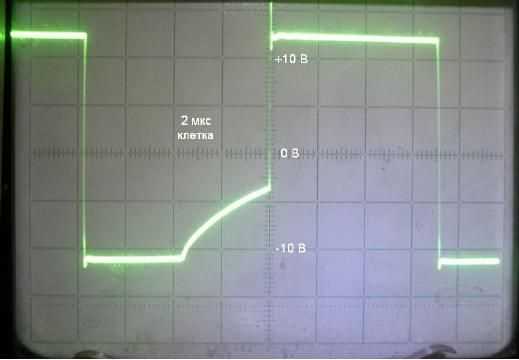 2. Выход драйвера, не нагруженного на затворы ключей — фронт импульса
2. Выход драйвера, не нагруженного на затворы ключей — фронт импульса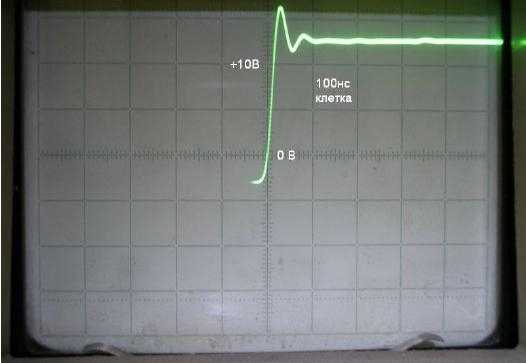 3. Выход драйвера, не нагруженного на затворы ключей — спад импульса
3. Выход драйвера, не нагруженного на затворы ключей — спад импульса 3. Выход драйвера, нагруженного на затвор ключа
3. Выход драйвера, нагруженного на затвор ключа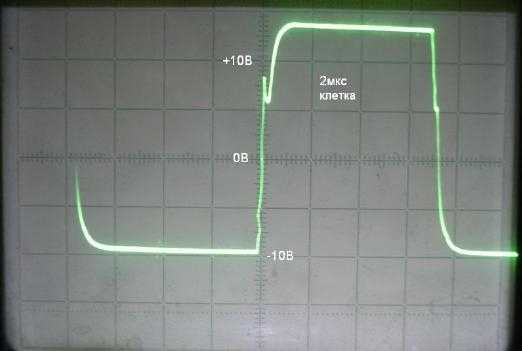 4. Выход драйвера, нагруженного на затвор ключа — фронт импульса
4. Выход драйвера, нагруженного на затвор ключа — фронт импульса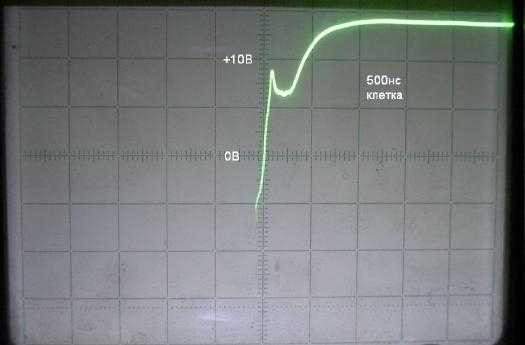 5. Выход драйвера, нагруженного на затвор ключа — спад импульса
5. Выход драйвера, нагруженного на затвор ключа — спад импульса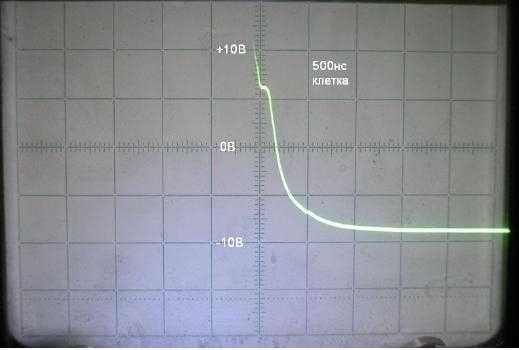
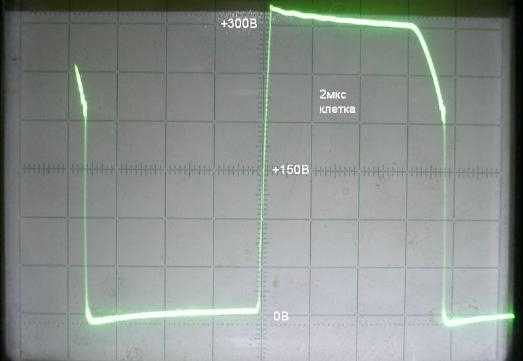 7. Коллектор — эмиттер силового ключа на холостом ходе — открытие ключа
7. Коллектор — эмиттер силового ключа на холостом ходе — открытие ключа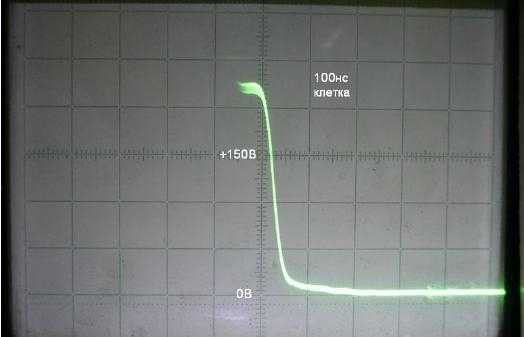 8. Коллектор — эмиттер силового ключа на холостом ходе — закрытие ключа
8. Коллектор — эмиттер силового ключа на холостом ходе — закрытие ключа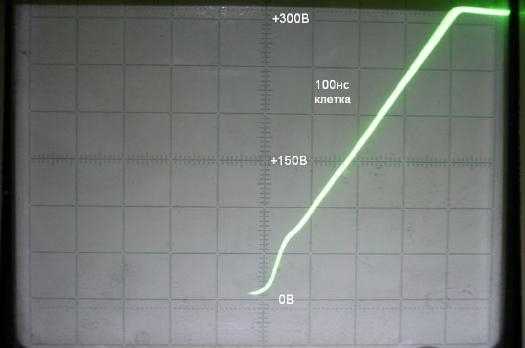 Осциллограммы все в норме, элементы аппарата на холостом ходу не нагреваются, полет нормальный! Для проведения испытания на статическую нагрузку не было ни времени, не оборудования, взял пачку электродов, кусок ненужного металла и начал варить. После 4 спаленных электродов диаметром 3 мм элементы аппарата нагрелись не сильно, дыма и прочих неприятностей замечено не было. Вот постарался и сварил две пластины встык.
Осциллограммы все в норме, элементы аппарата на холостом ходу не нагреваются, полет нормальный! Для проведения испытания на статическую нагрузку не было ни времени, не оборудования, взял пачку электродов, кусок ненужного металла и начал варить. После 4 спаленных электродов диаметром 3 мм элементы аппарата нагрелись не сильно, дыма и прочих неприятностей замечено не было. Вот постарался и сварил две пластины встык. Варит просто замечательно, разбрызгивание металла минимальное. Вот фото шва с отбитым шлаком
Варит просто замечательно, разбрызгивание металла минимальное. Вот фото шва с отбитым шлаком Аппарат работает отлично, все таки фирма TELWIN умеет делать сварочное оборудование! Думаю статья эта кому нибудь, да пригодится! Спасибо за внимание!
Аппарат работает отлично, все таки фирма TELWIN умеет делать сварочное оборудование! Думаю статья эта кому нибудь, да пригодится! Спасибо за внимание! electronics-lab.ru
СВАРОЧНЫЙ АППАРАТ СВОИМИ РУКАМИ СТРАНИЦА В СТАДИИ РАЗРАБОТКИ Прежде всего стоит обратить внимание на то, что у каждого транзистора есть несколько подгрупп, например транзисторы IKW50N60T и IKW50N60h5 названия имеют вроде одинаковое, но имеются и отличия, которые могут стать принципиальными. Хотя с другой стороны максимальный ток в холодном состоянии отличается существенно, а вот у прогретого транзистора он практически одинаков. Тем не менее ушки нужно держать на макушке - у многих типов транзисторов внутри отсутствуют диоды, IGBT транзисторы могут делиться на группы по максимальной рабочей частоте. Все это уже может существенно повлиять на работоспособность собираемого или ремонтируемого сварочного инвертора.
Диоды либо 150EBU04, либо 80EPF06
|

 Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.
Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.


www.samsvar.ru
Ремонт сварочного инвертора своими руками
Содержание:- Принцип работы сварочного инвертора
- Конструкция инверторного устройства
- Управление и защита
- Почему инверторы выходят из строя
- Основные неисправности
- Порядок действий при проведении ремонтных работ
- Как отремонтировать силовой блок инвертора
- Инструменты для ремонта инвертора
- Видео
В настоящее время инверторная сварка нашла широкое применение в самых разных областях. Эти аппараты считаются очень надежными и долговечными. Однако несмотря на все положительные качества, они иногда выходят из строя. В таких случаях при отсутствии специализированных мастерских, особую актуальность приобретает вопрос, как выполнить ремонт сварочного инвертора своими руками. Проведение подобного ремонта не является неразрешимой проблемой. Вполне достаточно основных знаний электротехники, конструктивных особенностей аппарата, а также основные методы и последовательность проведения ремонтных работ в соответствии с выявленными неисправностями.
Принцип работы сварочного инвертора
Традиционный инверторный аппарат по своей сути является источником постоянного тока, обеспечивающим зажигание и поддержку электрической дуги в процессе сварки металлических деталей и конструкций. Основным принципом работы устройства служит высокочастотная трансформация тока, обладающего значительной силой. За счет этого размеры трансформатора существенно уменьшаются, а выходной ток становится более стабильным и хорошо поддается регулировке.

Получение тока с нужными параметрами происходит в несколько этапов:
- В начале поступающий из сети ток подвергается первичному выпрямлению.
- Далее, первичный постоянный ток трансформируется в ток с высокой частотой.
- С помощью высокочастотного трансформатора сила тока увеличивается, а величина напряжения соответственно уменьшается.
- В завершение, на выходе осуществляется вторичное выпрямления тока до нужного значения.
Для выпрямления тока используются диодные мосты с необходимой мощностью. Частота изменяется под действием транзисторов повышенной мощности. Получение необходимой силы тока на выходе обеспечивается с помощью трансформатора высокой частоты.
Конструкция сварочного инвертора
В состав стандартного инвертора входят несколько блоков. Среди них следует отметить блок питания, предназначенный для стабилизации входных сигналов. Схема данного элемента состоит из многообмоточного дросселя, управляемого с помощью транзисторов, а также конденсатора, в котором накапливается энергия. В дроссельной системе управления используются диоды. Блок питания как правило отделяется от других элементов и блоков специальной металлической перегородкой.
Основной деталью сварочного инвертора считается силовой блок. С его непосредственным участием происходит весь цикл преобразования, начиная от первичного тока, выходящего из блока питания, и заканчивая сварочным током на выходе. В состав силового блока входят платы первичного выпрямителя, инверторного преобразователя, трансформатора высокой частоты и вторичного выпрямителя.
Первичный выпрямитель изготовлен в виде диодного моста, на который происходит подача электротока, не превышающего 40 ампер. Чаще всего подается от 25 до 32 А. Значение напряжения составляет 200-250 вольт, а частота – 50 Гц. Конструкция инверторного преобразователя выполнена в виде мощного силового транзистора, рассчитанного на ток в 32 А, напряжение – до 400 В и мощность – не ниже 8 кВт. Выход сигнала из преобразователя имеет частоту от 50 до 55 кГц, максимально – 100 кГц.
Основой трансформатора высокой частоты служат обмотки из тонкой медной ленты, позволяющие увеличивать силу тока до 200-250 ампер. При этом напряжение во вторичной обмотке не превышает 40 вольт. В схему вторичного выпрямителя входят мощные диоды, рассчитанные на рабочий ток не ниже 250 ампер, с рабочим напряжением не более 100 вольт. Вся конструкция инвертора в обязательном порядке охлаждается радиаторами и вентиляторами. Выходной сигнал стабилизируется с помощью дросселя, установленного на выходной плате.
Управление и защита
Системы управления и защиты играют важную роль в обеспечении надежной и устойчивой работы сварочного инвертора. Основой блока управления служит задающий генератор с использованием специальной микросхемы или широкоимпульсный модулятор. Плата управления дополняется резонансным дросселем и резонансными конденсаторами в количестве от 6 до 10 единиц. Трансформатор обеспечивает каскадную систему управления.
Защитная схема чаще всего собирается на плате силового блока, обеспечивая защиту соответствующих частей и элементов. Защита от перегрузок осуществляется с помощью специальной платы, основой которой является микросхема 561ЛА7. Выпрямители и преобразователь защищаются путем использования снабберов, включающих в себя резисторы и конденсаторы К78-2. Для тепловой защиты элементов, установленных в силовом блоке, применяются термовыключатели.
Почему инверторы выходят из строя
Многие поломки и неисправности сварочных инверторов возникают в результате нарушений правил эксплуатации. Нередко внутрь устройства попадает влага, вызывая короткие замыкания. К негативным последствиям может привести пыль, концентрирующаяся внутри аппарата.
Инверторы очень часто выходят из строя при попытках выполнения работ, на которые они не рассчитаны. Это происходит из-за существенных перегрузок. Поломки нередко случаются в результате сильного падения сетевого напряжения, особенно при работе в загородных домах и в сельской местности. Критичным становится снижение напряжения до 190 вольт и более.
Поломка инвертора может быть вызвана некачественным креплением в контактных колодках входного или выходного кабеля. Ослабленные контакты в местах соединений приводят к появлению в этих местах зоны перегрева. В некоторых случаях наблюдается искрение.
Довольно частой причиной становится использование некачественных деталей при ремонте аппаратов и замене схем. Кроме того, в электрических схемах возникают повреждения, вызванные перегревом силовых элементов из-за недостаточного охлаждения.
Основные неисправности сварочных инверторов
Существуют определенные виды неисправностей, характерные именно для сварочных инверторов. Среди них в первую очередь нужно отметить следующие:
- Входное напряжение имеется, но ток на выходе устройства отсутствует. Чаще всего это происходит из-за перегорания предохранителей или нарушенной целостности цепей, которая может появиться в любом месте устройства.
- Сварочный ток на выходе не достигает нужного значения, несмотря на максимальные регулировки. Причиной может стать недостаточное входное напряжение, а также неисправности силового блока и потери в контактных зажимах.
- Инвертор самопроизвольно отключается, что указывает на наличие короткого замыкания в цепи или перегревание элементов, установленных в силовом блоке. В то же время защита срабатывает нормально, в том числе и аварийное отключение.
- Сварочная дуга нестабильная, сварочный ток отрегулировать невозможно. Подобная ситуация возникает из-за неполадок в блоке управления или силовом блоке.
- Работа инвертора сопровождается повышенным шумом. Это связано с возможными перегрузками и может вызвать поломку оборудования.
- Сбой в работе защитной системы инвертора, сопровождающийся сильным нагревом всего устройства.
Порядок действий при проведении ремонтных работ
Прежде чем выполнять ремонт сварочного инвертора, необходимо произвести внешний осмотр устройства. Визуально определяются механические повреждения корпуса, а также черные пятна и прожоги, указывающие на возможные короткие замыкания. Кроме того, проверяется качество крепления кабелей во входных и выходных контактных колодках.

В любом случае все имеющиеся зажимы подтягиваются с помощью отвертки или ключей. Работоспособность предохранителей проверяется тестером, неисправные элементы подлежат замене.
Если первичные действия не позволили устранить неисправность, то следующим этапом будет снятие крышки корпуса устройства. При снятой крышке выполняется осмотр внутреннего содержимого, чтобы выявить возможные обрывы электрических цепей и действия коротких замыканий. Далее, необходимо измерить значения входного тока и напряжения, а затем выполнить такие же замеры на выходе. Для проведения измерений применяется тестер или мультиметр. В случае отсутствия видимых неисправностей, целостность цепи проверяется путем поблочного контроля всех систем и частей аппарата. В начале проверяется блок питания, а после него все остальные блоки.
Как отремонтировать силовой блок инвертора
Силовой блок играет важную роль в обеспечении общей работоспособности сварочного инвертора. Поэтому его проверка осуществляется в первую очередь, сразу же после блока питания. Одновременно рекомендуется проверять и блок управления. Как правило неисправность силового транзистора сопровождается ярко выраженными следами повреждений в виде следов прогара, деформации корпуса и других признаков.
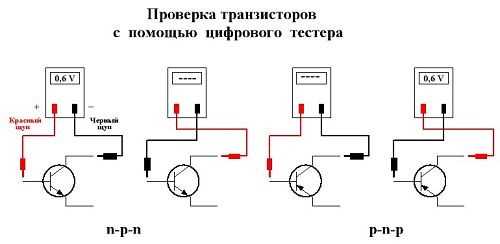
Если визуальный осмотр не дал положительных результатов, рекомендуется проверить транзистор с помощью мультиметра. В случае неисправности транзистора, он должен быть заменен. При установке нового транзистора на плату используется специальная термопаста марки КПТ-8. Другой причиной неисправности может стать драйвер, вышедший из строя. Данная микросхема является транзистором управления и проверяется омметром. При обнаружении неисправных деталей их нужно аккуратно отпаять от платы и заменить новыми.
Проверка диодных мостов также должна быть проведена, несмотря на более высокую надежность этих элементов по сравнению с транзисторами. Для того чтобы точно установить неисправность, диодный мост полностью снимается с платы и проверяется в том состоянии, когда все диоды соединяются друг с другом. Если значение сопротивления близко к нулевому, необходимо определять уже конкретный неисправный диод.

При замене диода следует помнить, что в инверторах как правило применяются быстродействующие элементы. Поэтому устанавливать нужно только аналогичные марки с такой же мощностью. Крепление радиатора охлаждения и соединение его с диодом должно выполняться при помощи теплопроводной пасты КПТ-8. В процессе ремонта блока управления проверяются параметры деталей, выдающих сложные виды сигналов. Этот фактор может вызвать проблемы с диагностикой в случае использования осциллографа. Поэтому такие ремонтные работы рекомендуется проводить с привлечением специалистов.
В случае неисправности термовыключателя, в силовом блоке не отключается аппаратура в случае перегрева. В первую очередь проверяется надежность его крепления к тому участку, где осуществляется контроль температуры. Если термовыключатель определяется как нерабочий, его нужно заменить.
Инструменты для ремонта инвертора
Для того чтобы выполнить ремонт сварочного инвертора своими руками потребуется: паяльник, мощностью 40-100 Вт, отвертка, плоскогубцы, кусачки, ключи и нож. Проведение измерений осуществляется с помощью амперметра, омметра и вольтметра, частотомера и осциллографа. Замеры, требующие высокой точности, выполняются штангенциркулем и микрометром.
Ремонт сварочных инверторов своими руками
electric-220.ru
Доработка сварочного инвертора: рекомендации
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать. Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками. Ведь именно к этому в основном и сводится вся работа. В сварочном инверторе очень важную роль играет трансформатор, который преобразует входящее напряжение, повышая его значение до необходимого уровня. Доработка сварочного инвертора с данной информацией превратится в самое настоящее удовольствие.

Схема устройства сварочного инвертора.
Если хорошо посмотреть на сварочный аппарат данного типа, то сразу бросается его простота. Система представляет собой простейший преобразователь напряжения. Первичная обмотка силового трансформатора достаточно проста. Она рассчитана на входное напряжение 220/400 Вольт.
Разумеется, имеется здесь тепловая защита от перегрева и вентилятор охлаждения. Все эти детали являются неотъемлемой частью инвертора. Именно здесь и кроется возможность доработки. В основном подобную схему имеют практически все инверторы. Стоит отметить, что они рассчитаны на работу не с самыми большими токами. Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью. В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания.
Предпосылки к модернизации
Таблица требуемых технических характеристик для сварочного инвертора.
Существует несколько основных предпосылок, которые заставляют людей переходить к доработке сварочного трансформатора. Во-первых, если данный агрегат используется в том месте, где нестабильно напряжение. Он рассчитан на стабильное потребление от 220 до 400 Вольт, но этого добиться можно не всегда. В некоторых случаях напряжение питания может падать куда ниже критической отметки. К примеру, если оно опустится до 170 Вольт, то велика вероятность того, что трансформатор не будет работать, а соответственно, и инвертор. Аппараты подобного типа не предназначены для художественной сварки. Они скорее могут использоваться для работы с крупногабаритными деталями. Если нужна художественная сварка, то придется также переходить к доработке сварочного трансформатора.
Подобный аппарат даже при номинальных значениях напряжения не всегда позволяет зажечь дугу. Выходной каскад трансформатора не всегда выдает нужное высокое его значение. Если говорить о пониженных значениях, то тут может случиться беда. Именно поэтому при возникновении подобных проблем можно смело переходить к доработке.
Вся работа в данном случае сводится к установке диодного моста для выпрямления тока, что позволит получить на выходе более стабильную дугу и приведет к увеличению значения выходного напряжения трансформатора, чтобы розжиг можно было производить даже при недостаточном питании. Это очень полезные решения, которые каждый человек может реализовать самостоятельно.
Процесс выполнения работы
Функциональные возможности сварочного инвертора.
Вся работа сводится к тому, что в схему добавляется перемычка, состоящая из выпрямительного моста с фильтром низкой частоты. В результате получается выпрямительное устройство, на выходе которого при холостом ходе получается значение удвоенного напряжения. Можно более подробно рассмотреть сам процесс работы схемы с перемычкой. Сначала полуволна напряжения поступает на первый вентиль, пройдя через который, она поступает на фильтр.
В результате выпрямленное напряжение поступает на обмотку трансформатора. Происходит полная зарядка конденсатора в схеме. Далее вторая полуволна поступает на второй диод, проходя через который, она поступает на второй конденсатор. Соответственно, он тоже заряжается до максимума.
В результате получается, что по схеме напряжения от обоих элементов складываются между собой, что приводит к удвоению значения этого параметра на выходе. Именно этого и нужно было добиться, чтобы трансформатор позволял без каких-либо затруднений производить розжиг дуги. Итак, можно считать, что первая проблема полностью решена.
Схема источника питания инверторного сварочного аппарата.
Стоит еще отметить тот факт, что третий и четвертый выпрямители при отсутствии нагрузки в схеме никак не работают, то есть они не участвуют в рабочем процессе. Измененная схема выпрямительного моста позволяет сохранить стабильные показатели напряжения на выходе, в то время как стандартная принципиалка не позволяет работать с максимальным качеством дуги.
Это связано с тем, что при касании электрода рабочей поверхности происходит резкий разряд конденсатора, а это приводит к микровзрыву. В подобной ситуации не стоит рассчитывать на качественное сваривание поверхностей. Итак, модифицированный мост позволит получить на выходе действительно потрясающий результат. Он позволяет работать уже не только с толстыми металлами, но и выполнять ювелирную работу.
Несколько слов о самих деталях
Схема дросселя сварочного инвертора.
Теперь стоит поговорить о том, какие детали необходимо включить в схему, чтобы на выходе получить весьма неплохой результат. Ничего сверхъестественного использоваться не будет. Все детали можно без каких-либо проблем приобрести в специализированных магазинах.
Что касается выпрямительных диодов, то лучше всего использовать модель Д161 со стандартными радиаторами охлаждения, которые на них устанавливаются. Можно составить смешанную схему, в которой будут использоваться выпрямители предыдущей марки, а также модели В200. В этой ситуации устройство получается более компактным, так как радиаторы у каждой модели имеют различные габариты. Их проще соединить с помощью специальной шпильки.
В качестве конденсаторов можно использовать практически любые модели этих элементов, но лучше перестраховать себя и установить МБГО, которые не имеют полярности.
Для стабильной работы аппарата придется подбирать емкость каждого элемента.
Для этого используется либо метод тыка, либо математика. В большинстве случаев можно обойтись 400 мкФ.
Токовый дроссель наматывается на сердечник трансформатора. Для этого должен использоваться достаточно крупный провод. В большинстве случаев можно обойтись шнурком диаметром 10 квадратных миллиметров. Мотать нужно до тех пор, пока окно не заполнится. В результате должно получиться пространство без каких-либо щелей. Между половинами сердечника стоит уложить текстолит. Он используется в качестве изолятора.
В результате получается инвертор со стабильными показателями работы дуги и со стабильным розжигом. Этого и стоило добиваться.
Повышение экономичности: рекомендации
Схема работы сварочного инвертора.
Сварочный инвертор — это весьма мощный агрегат, который потребляет огромное количество электроэнергии. Разумеется, с этим явлением можно бороться различными методами. Один из них будет предложен прямо сейчас. Трансформатор в значительной степени влияет на подсадку напряжения в сети. Если работы будут вестись постоянно, то можно быть уверенными, что свет дома будет гореть слабо. Это приводит к дискомфорту всех окружающих. Нужно искать правильный выход из ситуации.
Сам процесс понижения напряжения предельно прост. Придется внедрить еще одну доработку в сварочный инвертор. Делается дополнительный вывод со вторичной обмотки, то есть уменьшается количество ее витков. Разумеется, каждый может начать спорить, ведь значительно ухудшится качество горения при этом, но на самом деле здесь также имеется одна хитрость, которая позволит сохранить стабильное горение дуги.
Нужно сделать плавным входящее напряжение, то есть у него полностью должны отсутствовать какие-либо скачки. Для этого используются, разумеется, конденсаторы. В подобной ситуации достаточно одного мощного устройства, которое будет сделано из бумаги. Его емкость должна при этом составлять приблизительно 15 тысяч мкФ. Этого будет вполне достаточно. Разумеется, для каждого конкретного аппарата это значение может изменяться, но в большинстве случаев оно варьируется от 10 до 18 тысяч мкФ. На это и стоит ориентироваться.
Итак, теперь каждый читатель знает о том, как можно доработать сварочный инвертор, чтобы на выходе иметь оптимальную дугу, которая позволит работать даже с самыми прихотливыми и тонкими материалами.
moyasvarka.ru
Ремонт сварочного инвертора своими руками
Ремонт сварочного инвертора своими руками
Сегодня большинство сварочных агрегатов бытового назначения имеют небольшие габариты и массу. Такая возможность появилась благодаря использованию в их электрической части инверторных схем управления и преобразования сварочного тока, которые позволили избавиться от переключения обмоток сварочного трансформатора.
В электронных схемах инверторных агрегатов, для регулировки величины сварочного тока и коммутации напряжения установлены мощные полевые транзисторы или управляемые диоды – семисторы и тиристоры.
Для того чтобы определить причину неисправности или низкого качества работы сварочного аппарата и наметить способы его ремонта необходимо иметь хотя бы общее представление о его схемотехнике и принципе работы.

Принцип работы и конструкция устройства
Бытовой сварочный инвертор должен сформировать и иметь на выходе постоянной ток определенной силы, значение которого достаточно для поджига и поддержания устойчивого горения дуги.
В отличие от обычных сварочных трансформаторов, которые просто понижают сетевое напряжение, а для его преобразования в постоянное используются блоки выпрямителей, инверторное оборудование преобразует переменное напряжение частотой в 50,0 герц в более высокочастотное, что позволяет значительно повысить стабильность выходных параметров и использовать понижающие трансформаторы меньших габаритов.
Процесс получения необходимых для обеспечения процесса сварки металла параметров включает следующие последовательные процедуры (операции):
- выпрямление сетевого напряжения;
- преобразование его в ток высокой частоты;
- понижение напряжения до необходимого уровня, при котором обеспечивается достаточная величина выходного тока;
- повторное выпрямление напряжение.
Для преобразования низкочастотного, сетевого напряжения в напряжение высокой частоты используются специальные преобразователи, построенные на базе мощных транзисторов. Выпрямление конечного напряжения осуществляется мостовыми устройствами на базе мощных диодных сборок или тиристоров (семисторов).
Бытовые инверторы в своей конструкции содержат несколько функционально связанных блоков, которые расположены на отдельных платах и соединены посредством проводников или шлейфов между собой.
Основным элементом инвертора является силовой блок, на котором установлены следующие модули:
- Блок первичного выпрямителя, представляющий собой плату, на которой установлены по мостовой схеме мощные диоды.
- Инверторный преобразователь создан на основе мощного транзистора, который формирует высокочастотное напряжение частотой 50,0…100,0 килогерц.
- Модуль понижения напряжения включает трансформатор с ленточными обмотками понижающий напряжение до 40,0…50,0 вольт.
- Выходной выпрямитель собран на базе диодов, рассчитанных на ток до 250,0 ампер.
- Все силовые элементы (диоды и транзисторы) установлены на охлаждающих радиаторах (теплоотводах) а корпус устройства оборудован системой принудительной вентиляции.
Причины входа из строя инверторных сварок
Как правило нарушение работоспособности инверторного сварочного аппарата происходит из-за несоблюдения или нарушения правил эксплуатации. Довольно часто поломки вызываются попаданием влаги на электронные детали отдельных модулей.
Высокочастотное напряжение образует электростатическое поле, которое способствует накоплению пыли, с удалением которой не справляется вентиляционная система. Пыль приводит к изменению параметров сопротивления на отдельных участках плат электронных блоков, что также является причиной нарушения нормальной работы всего агрегата.
Неопытный сварщик может вывести инвертор из строя если будет выполнять сварочные работы, на которые аппарат не рассчитан. Например, резка швеллерного профиля маломощным бытовым устройством приведет к его перегрузке и гарантированной поломке. Если не будет обеспечен надежный контакт сетевых и сварочных кабелей, то будет наблюдаться перегрев контактной зоны и разрушение клемных изоляторов.
Помимо эксплуатационных нарушений, к неработоспособности инверторной сварки могут привести причины независящие от квалификации сварщика и характера выполняемых работ. Это прежде всего снижение сетевого напряжения до уровня 180,0…190,0 вольт, что является достаточно частым явлением в дачных поселках и сельских поселениях.
Нельзя забывать и о некачественной сборке и использовании недоброкачественных комплектующих, что является основной причиной выхода из строя неотработанных в производстве и непроверенных в эксплуатации сварочных инверторов.
Основные виды дефектов
Рассмотрим основные неисправности, с которыми наиболее часто сталкивается владелец инверторного аппарата для сварки. Если на выходе аппарата отсутствует напряжение это обычно вызвано перегоранием предохранителей или нарушением целостности одного из проводников в схеме прибора.
Вторая достаточно часто встречающаяся неполадка проявляется в невозможности выставить нужное значение сварочного тока даже в крайнем, максимальном положении регулятора мощности. Причиной это дефекта, как правило, является пониженный уровень питающего напряжения.
Если устройство самопроизвольно, довольно часто отключается во время работы следует проверить не перегреваются ли его модули. Второй причиной отключения может быть наличие короткого замыкания в каких-либо элементах схемы прибора.
Нестабильность горения сварочной дуги вызывается неисправностями или силового блока, или модуля управления. Если при работе агрегат создает повышенный уровень шума, это является свидетельством перегрузки, которые могут привести к более серьезным неисправностям.
При наличии дефектов в работе системы защиты, последствия могут быть самыми непредсказуемыми. К сожалению обычно неправильная работа этого модуля обнаруживается слишком поздно, когда неисправность достигла критического уровня и какой-либо узел аппарата вышел из строя.

Основные правила ремонта
Нарушение работоспособности сварочного инвертора не всегда является проблематичной и вполне может устранена своими руками лицом, имеющим определенные электротехнические навыки и способном разобраться в тонкостях схемотехники изделия. Перед тем как начинать разборку аппарата следует проверить надёжность контакта входных и сварочных кабелей.
Любой ремонт следует начинать с визуального осмотра «внутренностей агрегата». Наличие механических повреждений на печатных платах, обугливание или почернение изоляции проводников, следы короткого замыкания свидетельствуют о возможном наличии неисправности. Если визуально определить причину не удается, следует с помощью мультиметра проверить целостность соединительных проводников между отдельными модулями агрегата.
Если дело не в этом, а причина неисправности носит более серьёзный характер следует приступить к более тщательной диагностике изделия. Для этого может потребоваться следующий инструмент:
- плоскогубцы с изолированными ручками;
- набор прямых и крестообразных отверток;
- электропаяльник мощностью 40,0 …100,0 ватт;
- набор гаечных рожковых и торцевых ключей
- кусачки;
- слесарный нож;
- мультиметр (тестер с пределами измерения 50,0 … 250,0 вольт;
- амперметр с диапазонами измерений 0…50,0 и 0,250 ампер.
Некоторые специалисты могут сказать, что без осциллографа и частотомера многие причины выхода из строя отдельных блоков сварочного аппарата определить не удастся. Однако эти причины достаточно специфичны, а устранение достаточно сложно. Для ремонта аппарата с подобными дефектами следует обращаться к специалистам ремонтных фирм.

Ремонт силового блока
Основной причиной неисправности силового блока является выход из строя (перегорание, пробой) мощного транзистора. В большинстве случаев его неисправность удается определить визуально. Корпус транзистора может иметь деформации (вздутие, разрывы), потемнение, прогары. Ремонт заключается в замене неисправной детали. Перед установкой нового транзистора на радиатор, место из контакта следует смазать специальной термопастой.
Обычно силовой триод не выходит из строя в одиночку, а сопровождается перегоранием микросхем и транзисторов управляющей схемы. Ремонт аппарата в этом случае также заключается в замене вышедших из строя деталей.
Пробой или перегорание диодов силового моста встречается более редко. Однако перед началом замены силового транзистора диоды следует прозвонить мультиметром, определяя их сопротивление. Нулевое или бесконечно большое сопротивление одного из диодов при поочередном подключении щупов мультиметра различной полярности свидетельствует о неисправности проверяемого электронного прибора.
При замене диодов и транзисторов следует подбирать их полные аналоги, вплоть до соответствия буквенного индекса, который характеризует быстродействие электронного элемента.
Ремонт блока управления
«Домашний» ремонт блока управления заключается в визуальном осмотре деталей модуля и проверке проводников на наличие обрыва.
Если причина неисправности не в этом, то имеет смысл обратиться в специализированную ремонтную организацию. Это не только обойдется дешевле, но и гарантирует от повторного выхода их строя замененных деталей электронной схемы.
Если при перегреве агрегата не происходит его атематического отключения и не срабатывает сигнальная лампочка (имеется не на всех моделях), следует проверить надежность соединения термовыключателей с датчиками температуры. Устраняют неисправность путем замены одного из этих элементов.

Безопасность при ремонте устройства своими руками
Современные сварочные бытовые сварочные инверторы достаточно надежны в работе, а при их периодическом техническом обслуживании и ремонте следует соблюдать определенные правила:
- Запрещается эксплуатация изделия со снятым кожухом.
- Все диагностические работы и замену деталей производят на полностью обесточенном устройстве.
- При удалении накопившейся внутри корпуса пыли используют струю сжатого воздуха при избыточном давлении, не превышающем 5,0 атмосфер.
- Очистку печатных плат и расположенных на ней электронных элементов производят кисточкой (наподобие кисточки для бритья).
- Длительное хранение прибора проводят только в сухом помещении, с полностью закрытым корпусом и отключенным от сети.
househill.ru
Ремонт сварочного инвертора своими руками, этапы диагностики
Конструкция сварочного инвертора является довольно сложной, поэтому наименее безопасной при ее эксплуатации. Большим преимуществом является высокое качество выполняемых работ аппаратом. Вместе с тем любая конструкция со временем изнашивается и ломается. Поэтому имеются два решения данной проблемы. В первом случае аппарат ремонтируют своими руками, а второй случай связан с обращением к специалистам по ремонту сварочных инверторов.
Схема сварочного инверторного полуавтомата.
Как устранить неисправность своими руками?
Какие элементы имеет сварочный инвертор?
Непростой прибор требует соответствующих знаний и правильного подхода к ремонту. Здесь важно разбираться в электронике, то есть в диодах, транзисторах, резисторах и стабилизаторах.
Какие приборы при этом понадобятся:
- Мультиметр.
- Осциллограф.
- Вольтметр.
Схема подключения мультиметра.
Потребуются и другие специальные приборы для измерения различных показателей. Обнаружить неисправность бывает слишком затруднительно, поэтому понадобится не один раз сделать проверку всех элементов, их определенной последовательности, в которой они должны содержаться в общей схеме.
Работа инвертора строится по схеме, связанной с поэтапным преобразованием сигнала. Первоначально происходит выпрямление тока за счет входного выпрямителя, после этого он начинает преобразовываться в ток переменной частоты за счет модуля инвертора. Затем в процессе преобразования участвует силовой трансформатор, поэтому происходит преобразование частотного тока в сварочный. После трансформатора ток переменной частоты за счет выходного выпрямителя преобразуется в форму сварочного. Перед осмотром инвертора следует обратиться к его микросхеме и чертежам.
Какие бывают предпосылки для проведения ремонта инвертора?
Требуется подчеркнуть, что главными чертами сварочных инверторов является точность работы. Если даже самый качественный инвертор вышел из строя, то среди основных причин для этого можно выделить следующие:
- Некорректное использование устройства.
- Отсутствие точного подключения прибора.
- Изменения напряжения электросети.
- Изменения силы тока.
Рисунок 1. Перечень возможных неисправностей сварочного инвертора.
Причинами поломок могут быть и плохие погодные условия, если они наблюдаются во время работы аппарата на улице. Это могут быть слишком загрязненные помещения, повышенный уровень влажности, дождь, снег и т.д. Более уязвимым местом инвертора является клеммная колодка, к ней подключается кабель. Отсутствие нормального контакта и одновременно значительного показателя силы тока будет предпосылкой, связанной с перегреванием всех элементов и соединений.
Неисправностью является и плавление изоляции, что может вызвать замыкание цепи. Перечень возможных неисправностей представлен в таблице (рис. 1). При этом ремонт сварочного инвертора своими руками осуществляется путем зачистки контактов и плотного стыкования с соединением, которое нагревается во время работы.
Этапы проведения диагностики инвертора
Выделяют следующие основные этапы, связанные с диагностикой неисправностей инвертора:
- Не происходит включение оборудования.
- Инвертор выключается сам.
- Прибор сильно шумит.
- Происходит сильный перегрев конструкции.
- Наблюдается обрыв электрической дуги при сварке.
- Плохо регулируется ток.
- Потребление электроэнергии является сверхлимитным.
Если прибор не включается, то основной причиной этому выступает:
- Недостаток сетевого напряжения.
- Срабатывание автомата на щитке.
- Оборудование перестает работать.
Как и что следует проинспектировать в приборе перед его ремонтом?
Перед началом проведения ремонта инвертора для сварки своими руками проверяют транзисторы, которые зачастую выходят из строя в первую очередь.
Схема устройства электронного осциллографа.
Здесь потребуется сделать тщательный осмотр. Внешний вид неисправной части говорит сам за себя, отличаясь покоробленным корпусом. При обнаружении перегоревшего транзистора его требуется заменить на новый. Если внешние дефекты отсутствуют, то с помощью мультиметра необходимо прозвонить транзистор, после чего следует подобрать новый элемент и сделать его качественную установку на место прежнего транзистора.
Силовые транзисторы имеют элементы драйвера, которые следует проверить во вторую очередь. Данный вид деталей является более устойчивым к повреждениям, поскольку это может случиться с элементами, приводящими в действие сами драйверы. Сделать проверку работоспособности силовых транзисторов позволяет омметр, после чего деталь можно выпаять и заменить аналогом.
Из чего состоит инвертор?
Если возникли трудности при обнаружении дефектов, то очень важно осуществить проверку выпрямителей, соединенных за счет диодных мостов, смонтированных на основе радиатора. Эти элементы инвертора имеют значительную жизнестойкость, поскольку может произойти поломка внутри механизма. Диагностика диодного моста требует вначале осуществить его освобождение паяльником от любых проводов, сняв соответственно с платы управления. Значительно облегчает работу с инвертором отсутствие зависимости цепи от короткого замыкания. Выпаять неисправный диод помогает паяльник, оснащенный отсосом.
Оканчивая осуществлять диагностику, производят осмотр платы, позволяющей управлять ключами. Эта деталь является непростым и важным элементом аппарата. Оканчивая осуществление ремонта инвертора, проверяют работу сигналов управления, которые должны поступать к шинкам затворов модуля ключей.
Схема устройства передней панели инвертора.
Контроль данного сигнала управления не является сложным, так как можно использовать осциллограф. Если случай является неясным, то потребуется вмешательство эксперта.
Долгая и бесперебойная работа инвертора может быть обеспечена за счет соблюдения особых правил:
- Проведение технического осмотра сварочного инвертора перед началом работы с ним и подготовка рабочего места.
- Установка прибора в горизонтальное положение, что позволит подготовить рабочее место.
- Подключение сварочных кабелей к силовым разъемам прибора: к электрододержателю со знаком «+», а на массу — со знаком «-«.
- Проверка фиксации кабельных вставок в паяльных гнездах путем их поворота по направлению часовой стрелки.
- Подключение электроприбора к электросети питания, вставляя в розетку электрическую вилку.
- Переключение выключателя в расположение «ON», чтобы включить вентилятор.
- Осуществление пробного зажигания дуги.
- Ручкой регулятора тока выставляют необходимый режим для проведения сварочных работ.
Если следовать рекомендациям, связанным с правильным техническим обслуживанием прибора, то он будет служить долгое время:
Структурная схема цифрового вольтметра с времяимпульсным преобразователем.
- Категорически запрещается использовать прибор со снятым кожухом долгое время.
- Следует чаще производить осмотр внутренних узлов прибора, что определяется частотой применения прибора и степенью загрязнения рабочего пространства.
- Пыль, которая накоплена в приборе, следует удалять путем применения сжатого воздуха при низком давлении, то есть меньше 10 бар.
- Очистку электронных плат не производят за счет струи сжатого воздуха, а только с помощью небольшой щетки.
- До выполнения работ следует осуществить проверку безопасности при креплении силовых разъемов в соответствующих гнездах прибора, проверить сетевую вилку, розетку и изоляцию электронного кабеля.
- Транспортировка и хранение прибора должны соответствовать погодным условиям.
- При перевозке прибора транспортом его можно поставить и в вертикальное положение.
- Хранение прибора осуществляется только в сухом помещении, где относительная влажность воздуха составляет 80%.
- Инвертор хранится отсоединенным от электросети.
Принцип работы сварочного инвертора и начало его ремонта
Схема сварочного инвертора.
Для ремонта неисправного инвертора следует выяснить все принципы его действия. На первом этапе работ со сварочным инвертором за счет приборов выпрямляется напряжение сети, а в дальнейшем происходит его преобразование в напряжение переменной частоты. После этого оно снижается до уровня, позволяющего осуществлять безопасную сварку. Последний этап связан с наличием постоянного сварочного напряжения.
Перечисленные процессы регулируются за счет блока управления, имеющего достаточно сложную конструкцию. Начиная ремонт сварочного инвертора, его обязательно зрительно осматривают, чтобы зачистить все места, которые не имеют нормального контакта.
Этими зонами традиционно являются выпрямительные диоды. Осуществлять крепление диодов возможно за счет резьбовых соединений, а все специальные инструменты не понадобятся.
Как самостоятельно сделать ремонт сварочного инвертора правильно?
Предварительно делают проверку диодов, исследуя их «пропускную» способность или «пробой», что связано с возможностью свободного прохождения тока через диод в одном и том же направлении. Это делается с помощью мультиметра. При неизменном сопротивлении в случае замеров от плюса к минусу следует заменить диод.
Даже неисправный диод позволит осуществлять сварку инвертором, а возможность включения прибора не связана с обеспечением нормальной работы. Если прибор нельзя нормально включить или выключить, то здесь потребуется проведение срочного ремонта. Любая модель инвертора имеет предохранитель на плате управления. Если ее демонтировать, то можно и добраться до данного устройства.
Съем платы управления требует маркировки всех разъемов, которых может быть больше трех, а сами они являются схожими друг с другом. Если предохранитель неисправен, то производить его сборку и установку не сложно, требуется только терпение и аккуратность.
Схема питания сварочного инвертора.
Зачастую причиной выхода из строя транзисторов сварочных инверторов является недостаточное остывание. Контакт элемента должен иметь термопасту и теплоотводную пластинку. Сделать распайку и установку детали не сложно, но обязательно следует контролировать возможность ее перегрева, так как для пайки используется достаточно твердоплавкий припой.
Если силовой транзистор выходит из строя, то это приводит к поломке драйверов, примыкающих к данной детали. Зачастую могут выйти из строя диоды и стабилитроны. Транзисторы вначале осматривают снаружи, а затем их заменяют.
Проведение проверки драйвера, выпрямителей и полуавтомата
Если транзисторы уже прошли осмотр и проверку с последующей заменой, поскольку причина их поломки была найдена, то в качестве предпосылки рассматривается наличие «раскачивающегося» драйвера. Аналогично с использованием тестера можно прозванивать любые элементы платы, заменяя их на исправные.
Обязательно следует проверять печатные проводники платы, что позволит выявить присутствие подгара. Имеющиеся пригоревшие участки можно удалять и заново припаивать другие перемычки. Все места пайки покрываются специальным лаком. Вначале проверяют и зачищают с помощью белого ластика для чертежей каждый контакт разъемов.
Схема внутреннего устройства сварочного инвертора.
Выпрямители представляют собой выходные и входные двухполупериодные диодные мосты, которые оснащены кремниевыми вентилями. Их считают безотказными деталями, но они способны также изнашиваться. Осуществление их контроля не является сложной задачей. Выпаивание мостов из электронных цепей связано с демонтажом кронштейнов. Если мост прозванивается только в одну из сторон, то он является исправным, а если сразу в обе стороны, то данный мост поломан. Проверку осуществляют, когда мост уже является собранным и установленным на нужное место.
Проведение проверки платы, позволяющей осуществлять управление прибором, связано с прозвонкой тестером, что позволяет осуществлять контроль над сигналом управления затвором с помощью модуля ключей. Осуществлять проверку можно с применением прибора под названием осциллограф. При нормальном выполнении проверки все сигналы будут верными, иначе окажется, что что-то было пропущено.
Если используется полуавтомат для сварки, то в нем могут возникать исключительно механические неисправности. К примеру, если выявили задержку при подаче проволоки, то это может возникать по следующим двум причинам:
- Механизм подачи проволоки связан с небольшим прижимным усилием, которое требуется верно отрегулировать.
- Наблюдается сильный процесс трения между проволокой и каналом в рукаве.
Следует поменять канал в ходе одного протяга. С этой целью удаляется старый и ставится новый канал, позволяющий объединить начало и конец.
moyasvarka.ru
Ремонт сварочных инверторов своими руками: основные виды неисправностей
Сварка инверторным способом сегодня нашла широкое применение. При всей надежности инверторов нередки случаи выхода их из строя по разным причинам. В таких моментах остро встает вопрос о том, как произвести ремонт сварочного инвертора своими руками.

Устройство сварочного инвертора.
Сам ремонт сварочных инверторов не является большой проблемой. Для его проведения надо знать конструкцию аппарата и основные принципы ремонта оборудования такого типа. При ремонте потребуются элементарные знания основ электротехники и радиодела в части монтажа простых схем.
Общие сведения об инверторах
Функциональные возможности сварочного инвертора.
Инвертор представляет собой источник постоянного тока для зажигания и поддержания электрической дуги при сварке металлов. Принцип действия сварочных инверторов основан на том, что сварочный ток значительной силы получается путем высокочастотной трансформации, что позволяет значительно уменьшить габариты трансформатора, а также увеличить стабильность и регулируемость выходного тока.
Весь процесс получения нужного тока включает следующие этапы: первичное выпрямление полученного из электросети тока; трансформация первичного постоянного тока в ток высокой частоты; увеличение силы тока при соответствующем уменьшении величины напряжения в высокочастотном трансформаторе; вторичное выпрямление тока выходной силы.
Выпрямление тока производится с помощью диодных мостов соответствующей мощности. Изменение частоты осуществляется мощными транзисторами. Необходимая сила выходного тока обеспечивается высокочастотным трансформатором.
Вернуться к оглавлению
Конструкция инверторов
Сварочные инверторы состоят из нескольких основных блоков. Блок питания обеспечивает стабилизацию входного сигнала. Схема блока основана на многообмоточном дросселе с управлением при помощи транзисторов и накоплением энергии в конденсаторе. Кроме того, в системе управления дросселем применяются диоды. Блок питания располагается отдельно от других блоков и, как правило, отделен от них металлической перегородкой.
Электрическая схема сварочного инвертора.
Основой сварочного инвертора является силовой блок, который обеспечивает все преобразования от первичного тока, поступающего из блока питания, до выходного сварочного тока. Силовой блок состоит из следующих плат: первичный выпрямитель, инверторный преобразователь, высокочастотный трансформатор и вторичный выпрямитель.
Первичный выпрямитель представляет собой диодный мост, на который подается электрический ток силой не более 40 А (наиболее распространено 25-32 А) напряжением 200-250 В частотой 50 Гц. Инверторный преобразователь представляет собой силовой транзистор мощностью не менее 8 кВт (при токе 32 А) с рабочим напряжением до 400 В. Сигнал с преобразователя выходит частотой до 100 кГц (чаще всего 50-55 кГц).
Высокочастотный трансформатор имеет ленточные обмотки и увеличивает ток до 200-250А при напряжении во вторичной обмотке не более 40 В. Вторичный выпрямитель собирается на базе мощных диодов с рабочим током не менее 250 А на рабочее напряжение до 100 В. Предусмотрено обязательное охлаждение при помощи радиаторов, а также устанавливаются вентиляторы. Для стабилизации выходного сигнала на выходном плато установлен дроссель.
Вернуться к оглавлению
Блоки управления и защиты
Сварочный инвертор в разрезе.
Блок управления собран на базе задающего генератора или широкоимпульсного модулятора. Если схема собрана на основе генератора, то в его качестве используется микросхема. Помимо нее, на плато управления размещаются резонансный дроссель и резонансные конденсаторы в количестве 6 или 10 штук. Каскадная схема управления обеспечивается трансформатором.
Схемы защиты обычно собраны на плато силового блока для защиты соответствующего элемента. Для защиты от перегрузок используется схема на базе микросхемы 561ЛА7. В системе защиты выпрямителей и преобразователя применяются снабберы на основе конденсаторов К78-2 и резисторов. Тепловая защита элементов силового блока обеспечивается установкой термовыключателей.
Вернуться к оглавлению
Причины выхода из строя инверторов
Большинство поломок сварочных инверторов вызвано нарушениями эксплуатации аппаратов. Частой причиной коротких замыканий в электрических схемах является попадание влаги. Непредсказуемые последствия может вызвать концентрация пыли внутри инвертора.
Нередко причиной ремонта аппарата становится попытка производства работы, на которую инвертор не рассчитан. Например, малогабаритный аппарат не способен обеспечить разрезания железнодорожного рельса — это вызовет незапланированные перегрузки.
Упрощенная схема силовой части сварочного инвертора.
Из бытовых причин следует особо отметить сильное снижение напряжения в сети. Такое может наблюдаться всюду, но особенно актуально для загородных работ и в сельской местности. Снижение электрического напряжения до 190 В может крайне отрицательно сказаться на работоспособности инвертора.
Достаточно часто выход из строя инвертора вызван некачественным закреплением подводящего или отходящего кабеля в контактных колодках (клеммных зажимах). При ослаблении контакта в месте соединения наблюдается зона перегрева, а иногда и искрение.
Ремонт сварочных инверторов из-за выхода из строя элементов схемы чаще всего происходит при использовании некачественных деталей. Помимо этого, повреждение в электрических схемах может возникнуть по причине перегрева силовых элементов, т.е. если их охлаждение недостаточно.
Вернуться к оглавлению
Основные виды неисправностей
Среди множества возможных неисправностей следует выделить основные виды. Прежде всего, это случаи, когда при наличии входного напряжения отсутствует ток на выходе инвертора. Такая неисправность объясняется перегоранием предохранителей или нарушением целостности электрической цепи, которое может возникнуть в любой зоне инвертора.
Схема сварочного инвертора с системой мягкого поджига.
Другой вид неисправности: выходной сварочный ток не достигает нужных значений даже при максимальных установках. Эта неисправность инвертора может быть вызвана как недостаточным входным напряжением и потерями в контактных зажимах, так и неисправностями, возникшими в силовом блоке.
Частые самопроизвольные отключения инвертора свидетельствуют о том, что в электрической цепи есть короткое замыкание или имеет место чрезмерный перегрев элементов силового блока. При этом система защиты работает нормально и обеспечивает аварийное отключение.
Нестабильность сварочной дуги и отсутствие регулировки сварочного тока указывает на наличие неисправностей в силовом блоке или блоке управления. Повышенный шум, издаваемый инвертором, указывает на наличие перегрузок и может привести в последующем к выходу его из строя. Система защиты инвертора работает с нарушениями. То же самое можно говорить в случае, когда ощущается нагрев самого аппарата. В последнем случае к возможным причинам добавляется слабое закрепление кабеля в контактной колодке.
Вернуться к оглавлению
Общий порядок ремонта сварочных инверторов
Любой ремонт инвертора для сварных работ следует начинать с внешнего осмотра. Визуально определяется наличие механических повреждений корпуса и следов от короткого замыкания (почернение, прожоги). Затем проверяется качество закрепления кабелей в контактных колодках (на входе и выходе инвертора).
Схема блока входного выпрямителя.
Независимо от результатов проверки, следует подтянуть зажимные элементы отверткой или ключом. Следует проверить целостность предохранителей с помощью тестера и, при необходимости, заменить.
Если причина неисправности не устранилась, то снимается крышка корпуса инвертора. После снятия крышки проводится визуальный осмотр с целью выявления обрывов электрической цепи или следов воздействия короткого замыкания. Измеряется величина входного напряжения и сила входного тока, а также их значения на выходе из сварочного инвертора с помощью тестера или мультиметра.
При отсутствии явных неисправностей проводится поблочный контроль целостности электрической цепи. Проверка начинается с блока питания и переходит постепенно на другие блоки.
Вернуться к оглавлению
Ремонт силового блока инвертора
Проверка силового блока и блока управления заключается в проверке основных элементов. Наиболее частой неисправностью силового блока является выход из строя силового транзистора, поэтому и проверку этого блока следует начинать с него.
Обычно неисправный силовой транзистор имеет явные следы повреждения (деформация корпуса, следы прогара). Если визуального осмотра недостаточно, то транзистор следует прозвонить мультиметром. Вышедший из строя транзистор подлежит замене. Установка его на плато проводится с применением термопасты КПТ-8.
Неисправность транзистора, как правило, сопровождается выходом из строя одного из драйверов. Эти транзисторы управления (или микросхемы) следует проверить с помощью омметра. Все неисправные детали необходимо отпаять и заменить на новые.
Диодные мосты выпрямителей обычно более надежны, чем транзисторы, но и их следует проверить. Для более точного определения неисправности с плато следует снять диодный мост полностью и прозвонить в состоянии, когда все диоды соединены между собой. При показаниях сопротивления близких к нулю следует искать конкретный диод, вышедший из строя. Неисправный диод заменяется.
Следует иметь в виду, что при установке аналога надо выполнить условие — в инверторах обычно используются быстродействующие диоды, и менять их необходимо тоже на быстродействующие диоды той же мощности. При замене особое внимание необходимо уделить креплению радиатора охлаждения. При их соединении с диодом следует использовать теплопроводную пасту КПТ-8.
Ремонт блока управления связан с проверкой параметров деталей, выдающих сигналы сложных видов. Это вызывает проблемы в диагностировании неисправностей с применением осциллографов. Ремонт блока следует доверить специалистам.
Если при перегреве элементов в силовом блоке не происходит отключения аппарата, то неисправность следует искать в термовыключателях.
Для этого вначале надо проверить надежность их крепления к детали, на которой контролируется температура. В случае если выясняется, что термовыключатель не срабатывает, его необходимо заменить.
Вернуться к оглавлению
Необходимый инструмент
При проведении проверки и ремонта инверторов возникает потребность в следующем инструменте и измерительных приборах:
- плоскогубцы;
- паяльники мощностью 40 Вт и не менее 100 Вт;
- отвертка;
- ключи гаечные и торцевые;
- нож;
- кусачки;
- тестер;
- амперметры на 50 А и 250 А;
- вольтметры на 50 В и 250 В;
- частотомер;
- осциллограф;
- омметр;
- штангенциркуль;
- микрометр.
Выход из строя сварочного инвертора не всегда является большой проблемой. Если правильно проанализировать причины выхода его из строя и найти неисправность, то ремонт можно произвести своими силами.
moiinstrumenty.ru