Содержание
Размеры электродов для сварки
На рынке в настоящее время можно найти множество разновидностей электродов, которые различаются используемыми для их изготовления материалами и своими размерами. Такие сварочные стержни при соединении металлов могут выпускаться в различных типоразмерах. При выборе тех или иных разновидностей таких наплавочных материалов необходимо учитывать их диаметр, длину, основной состав и тип обмазки. Расскажем вам поподробнее как правильно выбирать длину и диаметр используемых электродов.
Правильно выбираем диаметр
Диаметр стержней наряду с составом их сплава является одним из важнейших параметров, поэтому при выборе той или иной разновидности вам необходимо правильно определять нужный вам размер, что и станет залогом качественно выполненных сварочных работ. Толщина стержня напрямую зависит от размеров основного материала. Так, например, если вам необходимо провести сварку металлических листов толщиной в несколько миллиметров, то следует выбирать небольшие по своему размеру электроды. Если же вы соединяете металлические детали с толщиной в несколько сантиметров, а глубина шва будет приближаться к десяти миллиметрам, то необходимо соответствующим образом использовать для этой работы толстые наплавочные стержни, что обеспечит прочность соединения. Также на данную характеристику оказывает влияние показатель мощности сварочного трансформатора. Различные металлы могут существенно отличаться своей температурой плавления, соответственно необходимо правильно выбирать размеры используемых наплавочных материалов.
Если же вы соединяете металлические детали с толщиной в несколько сантиметров, а глубина шва будет приближаться к десяти миллиметрам, то необходимо соответствующим образом использовать для этой работы толстые наплавочные стержни, что обеспечит прочность соединения. Также на данную характеристику оказывает влияние показатель мощности сварочного трансформатора. Различные металлы могут существенно отличаться своей температурой плавления, соответственно необходимо правильно выбирать размеры используемых наплавочных материалов.
При правильном выборе температура плавления основного наплавочного материала будет одинаковой, что позволит одновременно расплавить как электроды, так и основной материал. Следственно, соединительный шов будет однородным, качественным и долговечным. При этом вы должны понимать, что мощные трансформаторы при высоких показателях рабочего тока могут моментально расплавить электроды, диаметр которых составляет 2-3 миллиметра.
В том случае, если диаметр выбран неправильно, это может привести к существенному ухудшению качества соединения. Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами.
Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами.
Выбираем длину электродов
Длина электродов не столь значимый параметр для сварки, однако в определенных ситуациях неправильный выбор может привести к существенному ухудшению качества выполняемых сварочных работ. Длина электрода зависит от его толщины и характеристик свариваемых элементов. Необходимо понимать, что в процессе сварки любое прерывание температурной обработки соединения неизменно приводит к существенному ухудшению сварочного шва. Поэтому необходимо будет выбирать размеры наплавочных материалов, которые позволят минимизировать или же полностью исключат такие прерывания сварки, что повысит качество выполненных работ.
Короткие электроды могут использоваться в тех случаях, когда не требуется создавать длинные швы.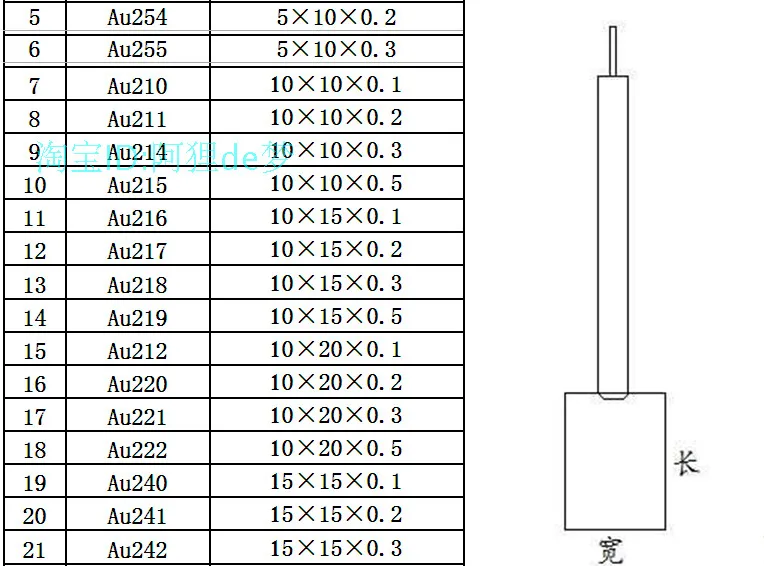 В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается.
В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается.
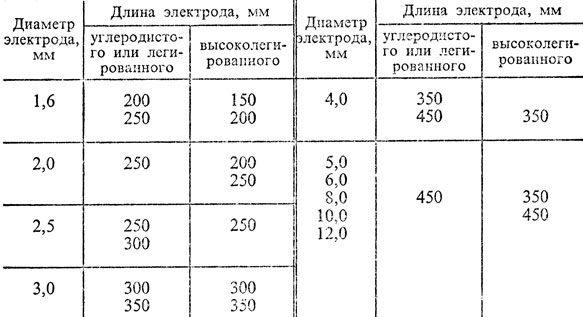
В настоящее время в продаже можно найти электроды различных размеров. Это могут быть как стандартные стержни длиной в 10-15 сантиметров, так и специальные разновидности длиной 30-40 сантиметров и более. Необходимо помнить о том, что далеко не все марки электродов изготавливаются с полным ассортиментом размеров, что приводит к некоторым затруднениям при выборе такого наплавочного материала.
Диаметр и длина распространенных разновидностей
- LB-52U.
 Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.
Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров. - АНО-21. Длина может составить максимум 0,25-0,4 метра, при диаметре 1,6-5 миллиметров.
- МР3. Это распространенный вид наплавочных стержней, которые предлагаются в широком ассортименте. Диаметр колеблется от 2 до 5 миллиметров, при этом их длина достигает 45 сантиметров.
- АНО-6. Покупателям предлагается три типоразмера, начиная от 3 и заканчивая 5 миллиметрами. У электродов с диаметром в 3 миллиметра максимальная длина может составлять 35 сантиметров. У пятимиллиметрового наплавочного стержня максимальная длина равняется 45 сантиметров.
 Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.
Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.Правильный выбор электродов
Диаметр используемых электродов для сварки необходимо выбирать с учетом толщины рабочих заготовок. При этом состав наплавочного и основного материала должен быть максимально схожим, что позволит выполнить однородное прочное соединение. Также необходимо учитывать температуру плавления соединяемых деталей, которая должна быть одинаковой. В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.
В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.
Важно. Перед началом сварки следует оценить состояние обмазки, которая не должна иметь повреждений, что может существенно ухудшить качество сварного шва.
Длина электрода имеет значение в тех случаях, когда при выполнении сварки нежелательно ее прерывать, что способно привести к ухудшению качества выполненной работы. Так, например, при проведении ремонта герметичных емкостей для трубопроводов с высоким давлением прерывание процесса сварки и использование нескольких стержней для заварки одного соединения способно привести к существенному снижению надежности.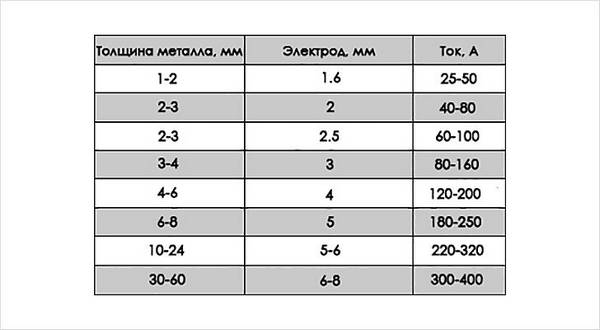 Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва.
Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва.
Правильно подобрав сварочные стержни, с учетом их показателей длины и толщины вы сможете обеспечить качественное соединение, при этом полученный шов будет обладать необходимой декоративностью, механической прочностью, долговечностью и защитой от коррозии.
Размеры электродов для сварки: выбор длины и диаметра
Среди всего разнообразия электродов, которые можно встретить на современном рынке, отличия встречаются не только в различных марках, предназначенных для каждого вида металла, но и в размерах изделий. Практически все сварочные электроды, которые активно используются для промышленных и частных целей выпускаются в нескольких вариантах. Длина электрода хоть и является важным, но не столь существенный показатель, как диаметр электрода. Когда сварщик определился с маркой, относительно сорта металла и прочих нюансов будущей работы, самое время определиться с размерами.
Длина электрода хоть и является важным, но не столь существенный показатель, как диаметр электрода. Когда сварщик определился с маркой, относительно сорта металла и прочих нюансов будущей работы, самое время определиться с размерами.
Сварочные электроды подходящей длины
При выборе расходного материала диаметр стержня электрода становится одним из определяющих параметров. Он подбирается под размеры основного металла, будь то лист или какая-либо другая форма. Здесь все зависит от мощности сварочного трансформатора, которая потребуется для расплавления присадочного материала и основного материала. Дело в том, если взять такой вариант, что толщина электрода будет заметно меньше толщина листов, то для расплавления основного металла потребуется такая мощность, что стержень просто вскипит и разбрызгается, так и не создав шов. При правильном подборе температура плавления в обоих случаях будет одинаковой, благодаря чему образуется качественный однородный шов. В нем не будет возникать раковин и пор, горячих трещин и температурных деформаций. Окружающая поверхность не забрызгается каплями расплавленного металла.
Окружающая поверхность не забрызгается каплями расплавленного металла.
Если диаметр сварочных электродов окажется выше, чем толщина заготовки, то он может перепалить его. Ведь для расплавки стержня нужно будет намного большую мощность, при которой листы расплавятся и в них образуется дыра. Если же мощность будет выставлена относительно размеров основного металла, то присадочный материал будет постоянно залипать и электрическая дуга не сможет зажечься. Это также испортит качество соединения, так как невозможно будет создать равномерный шов без прерывания дуги. Таким образом, выбор диаметра электрода будет очень важным параметром.
Длина электрода для сварки оказывает не столь важное значение, но все же имеет свой вес. Она напрямую зависит от толщины в прямо пропорциональной зависимости. Зачастую сварщики предпочитают, чтобы она была как можно больше, так как тогда меньше нужно прерываться во время работы и длинные швы можно сделать беспрерывными. Это делает соединение более качественным и эстетически привлекательным. Короткие расходные материалы также используются, так как далеко не везде нужно создавать длинные швы. Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами.
Это делает соединение более качественным и эстетически привлекательным. Короткие расходные материалы также используются, так как далеко не везде нужно создавать длинные швы. Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами.
Размеры видов электродов от различных производителей
Производители создают свой ассортимент размеров, который будет удобен для использования. Поэтому, несмотря на достаточную схожесть, в каждой марке имеются свои нюансы соотношения, и порой возникает разница в несколько сантиметров длины или несколько миллиметров толщины. Более точно требуется смотреть уже в данные конкретной модели. Размеры электродов для сварки от различных производителей:
Размеры электродов для сварки от различных производителей:
LB-52U
| Диаметр, мм | 2.6 | 3.2 | 4 | 5 | |
| Длинна, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |
Сварочный электрод LB-52U
АНО-21
| Диаметр, мм | 1.6 | 2 | 2,5 | 3 | 4 | 5 |
| Длинна, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | 0,4 |
Сварочные электроды АНО-21
МР-3
| Диаметра, мм | Длина, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Сварочный электрод МР-3
ОЗС-12
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Сварочный электрод ОЗС-12
ОК-46
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,35 |
Сварочный электрод ОК. 46
46
УОНИ-13 45
| Величина диаметра, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Электрод для сварки УОНИ-13/45
АНО-6
| Диаметр, мм | Длина, м |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Выбор
Диаметры электродов для сварки подбираются по тому, с какой толщиной заготовок придется работать. Максимально схожий состав металла требуется не только для создания однородного соединения, но и для того, чтобы у них была одинакова температура плавления. Здесь все строится на элементарных законах физики, так как для расплавления большего объема металла требуется большая температура, создаваемая большей силой тока. Здесь нет большой разницы, какая длина электрода имеется, так как сопротивление, вызванное разницей в данном параметре, является незначительным и в расчет может не браться.
| Толщина металла, мм | Электрод, мм | Ток, А |
| 1-2 | 1,6 | 25-50 |
| 2-3 | 2,0 | 40-80 |
| 2-3 | 2,5 | 60-100 |
| 3-4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-24 | 5-6 | 220-320 |
| 30-60 | 6-8 | 300-400 |
«Важно!
Всегда перед использованием следует проверять состояние обмазки, чтобы она не была повреждена или на ней не оставалась влага.»
Длина сварочного электрода будет иметь значение для тех соединений, где очень нежелательно прерываться во время процесса сварки. Это может быть ремонт герметической емкости, вещей, которые работают под давлением, и так далее. В иных случаях больше обращают внимание на толщину. Иногда специально выпускают длинные и тонкие материалы для таких целей. Тонкие материалы могут также служить для создания прихваток, чтобы зафиксировать заготовки перед основным свариванием. Использование более мощных материалов может повредить основной металл, а так материал не сможет провариться на достаточную глубину.
Тонкие материалы могут также служить для создания прихваток, чтобы зафиксировать заготовки перед основным свариванием. Использование более мощных материалов может повредить основной металл, а так материал не сможет провариться на достаточную глубину.
Руководство по сварке электродами на кораблях
Главный инженер Мохит Сангури
Руководство
Руководство по сварке электродами на судах. Выбор электрода и установка тока
В машинном отделении корабля есть машины, конструктивные элементы, трубы и т. д., изготовленные из различных металлов и сплавов. Второй инженер должен быть в состоянии помочь судовому сварщику определить металл машины или конструктивного элемента, подлежащего ремонту, и предложить подходящий электрод для его сварки.
Электроды имеют идентификационные номера, такие как E6013, а иногда и цветовую кодировку, которые трудно понять. Обычно фирменные электроды известных компаний можно идентифицировать, поскольку на борту имеется руководство по продукту. Однако часто мы обнаруживаем в магазине упаковки с электродами на непонятном языке и понятно только количество.
Обычно фирменные электроды известных компаний можно идентифицировать, поскольку на борту имеется руководство по продукту. Однако часто мы обнаруживаем в магазине упаковки с электродами на непонятном языке и понятно только количество.
Эта статья призвана помочь морским инженерам распознать часто используемые электроды в машинном отделении для ручной дуговой сварки металлическим электродом.
Обычно используемые сварочные электроды в машинном отделении корабля
В каждом машинном отделении есть коллекция сварочных электродов в машинном отделении. Как правило, существуют электроды общего назначения оптом и несколько килограммов специальных электродов, таких как электроды с низким содержанием водорода, электроды из чугуна и т. д. Распознавание нескольких электродов и областей их применения может облегчить жизнь второму инженеру. В машинном отделении обычно используются следующие электроды:
E6011: Электрод для сварки во всех положениях, который можно использовать как на переменном, так и на постоянном токе. Это полезно для сварки труб. Он производит сварной шов с глубоким проплавлением, а также может сваривать ржавчину, грязь и краску. Он также подходит для сварки рентгеновского качества. Электрод общего назначения для судостроения. Поскольку он имеет быстрое застывание или быстрое застывание металла шва, он также подходит для вертикальной и потолочной сварки.
Это полезно для сварки труб. Он производит сварной шов с глубоким проплавлением, а также может сваривать ржавчину, грязь и краску. Он также подходит для сварки рентгеновского качества. Электрод общего назначения для судостроения. Поскольку он имеет быстрое застывание или быстрое застывание металла шва, он также подходит для вертикальной и потолочной сварки.
Важные характеристики : сварка труб, вертикальная и потолочная, устойчивая к ржавчине и краске, глубокое проплавление.
E6013: Электрод общего назначения, который можно использовать как с переменным, так и с постоянным током, обеспечивает сварку со средним проплавлением и превосходным внешним видом сварочного валика. Подходит для сварки стали средней толщины и листового металла. Это также особенно полезно, когда есть плохая подгонка и большие зазоры в обрабатываемой детали.
Важно Характеристики : Общего назначения, плохое прилегание, среднее проникновение.
E7014: Это электрод общего назначения, который используется там, где требуется более высокая эффективность, чем E6013. Может использоваться как с переменным, так и с постоянным током. Имеет легкое и среднее проникновение. Он предназначен для предоставления высоких ставок по депозитам и подходит для более высоких скоростей.
Важный Характеристики : Высокое осаждение, высокая скорость, универсальное применение, легкое и среднее проникновение.
E7018: это электрод с низким содержанием водорода, который можно использовать как с переменным, так и с постоянным током. Флюсовое покрытие этого электрода имеет низкое содержание водорода, что снижает количество водорода, попадающего в сварной шов. Электрод способен производить сварные швы рентгеновского качества в руках хорошего сварщика. Обладал средней проникающей способностью. Он используется для сварки углеродистых сталей, низколегированных сталей и сталей, не требующих механической обработки.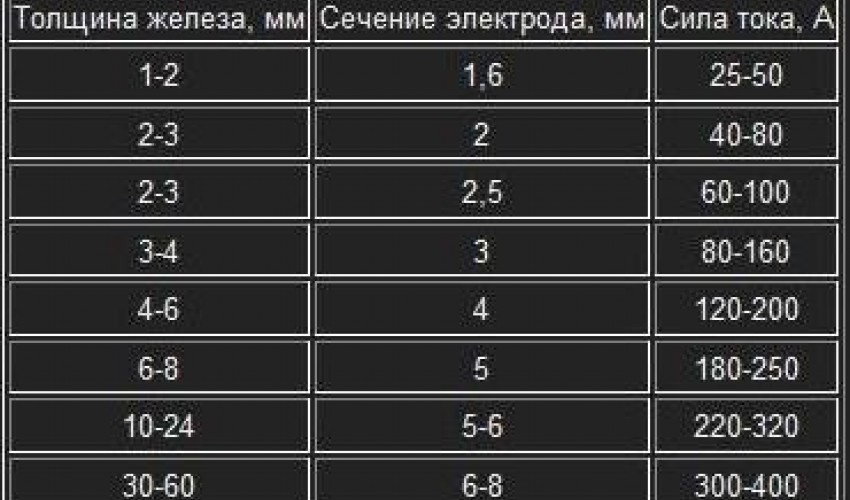 Его другие применения — холоднокатаная сталь, например, в тяжелых машинах, сосуды под давлением с огнем и без него, такие как баллоны с воздухом и котельные трубы, литая сталь и любое применение в кораблестроении, которое необходимо подвергнуть рентгеновской сварке. Он используется там, где существуют высокие требования к прочности сварки.
Его другие применения — холоднокатаная сталь, например, в тяжелых машинах, сосуды под давлением с огнем и без него, такие как баллоны с воздухом и котельные трубы, литая сталь и любое применение в кораблестроении, которое необходимо подвергнуть рентгеновской сварке. Он используется там, где существуют высокие требования к прочности сварки.
Важно Характеристики : Высокая прочность, низкое содержание водорода, среднее проникновение.
Использование электродов с низким содержанием водорода
Электроды с низким содержанием водорода — это электроды с низкой концентрацией водорода во флюсовом покрытии. Это гарантирует, что
водород не попадет в шов металла во время сварки. Они полезны для металлов и сплавов, которые подвержены водородному растрескиванию или холодным трещинам. Электроды LH можно использовать для сварки нелегированных, низколегированных сталей и сталей с контролируемым пределом текучести. Сталь с контролируемым пределом текучести — это корабельная сталь, которая используется в палубных плитах, листах корпуса и шпангоутах.
Сталь с контролируемым пределом текучести — это корабельная сталь, которая используется в палубных плитах, листах корпуса и шпангоутах.
Водород вызывает беспокойство, поскольку он приводит к растрескиванию зоны термического влияния. Водород в сочетании с высокими остаточными напряжениями и чувствительной к растрескиванию стали может привести к образованию трещин после сварки. Поскольку высокопрочные стали и защемленные детали более подвержены водородному растрескиванию, их необходимо сваривать электродами с низким содержанием водорода.
Выбор правильного размера электрода
На борту судов обычно используются электроды диаметром 2,5 мм и 3,2 мм, а иногда и 4 мм. Однако обычно доступны размеры электродов 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм и 5,0 мм. Для специальных применений у нас также есть электроды разных размеров. Некоторые производители используют немного разные размеры, например 3,15 мм вместо 3,2 мм, 2,4 мм вместо 2,5 мм и т. д.
Обычно размер используемого электрода зависит от толщины свариваемой детали. Для тонких металлов размер электрода лишь немного больше размера свариваемого металла. Например, если пластина имеет толщину 2,0 мм, следует использовать электрод толщиной 2,5 мм.
Для тонких металлов размер электрода лишь немного больше размера свариваемого металла. Например, если пластина имеет толщину 2,0 мм, следует использовать электрод толщиной 2,5 мм.
В таблице ниже показаны рекомендуемые размеры электродов для различной толщины обрабатываемой детали.
Настройка тока
Настройка тока также зависит от размера электрода и свариваемого металла/сплава. Обычно производители указывают текущий диапазон, который необходимо поддерживать. При сварке над головой уставка тока немного меньше, чем при плоской сварке.
При дуговой сварке очень важен правильный выбор тока. Если ток установлен слишком низким, возникают трудности с запуском дуги, и дуга не будет стабильной. Кроме того, электрод имеет тенденцию прилипать к заготовке, а проплавление плохое.
Если установить слишком высокий ток, электрод может перегреться, появится чрезмерное разбрызгивание, а также может произойти подрез и подгорание материала.
Оптимальный ток находится между диапазонами тока, указанными для электрода производителем. Оптимальным считается ток, при котором не происходит перегрева электрода, подгорания заготовки и подреза заготовки.
Оптимальным считается ток, при котором не происходит перегрева электрода, подгорания заготовки и подреза заготовки.
В таблице ниже приведены рекомендуемые электроды для E6013 в зависимости от размеров. Диапазон может отличаться от производителя к производителю и для разных спецификаций электрода и предназначен для общего ознакомления.
В следующей статье мы поговорим о классификации и номенклатуре сварочных электродов.
Артикул:
- Bohler Welding Guide: 2008
- https://www.mig-welding.co.uk/electrode-classification.htm
- https://www.mig-welding.co.uk/wiki/Electrode_Reference_Chart
- https://www.metalwebnews.com/howto/weldrod.html
- РУКОВОДСТВО UNITOR ДЛЯ МОРСКИХ СВАРЩИКОВ
- https://www.esabna.com/euweb/oxy_handbook/589oxy24_4.htm
- BOC: ОСНОВЫ РУЧНОЙ ДУГОВОЙ СВАРКИ МЕТАЛЛОВ
Старший инженер Мохит Сангури — старший инженер морской пехоты (класс I, неограниченная мощность). Он имеет 12-летний опыт работы в качестве морского инженера. В настоящее время он работает с Dynacom Tankers Ltd в их подразделении балкеров, а в прошлом работал в Wallems Ship Mgmt по автовозам и PCTC, MSC Ship Mgmt по контейнерам, Univan Ship Mgmt по Ро-Ро и Five Stars Shipping по балкерам и SNP Ship Mgmt. на General Cargo под различными обозначениями.
Он имеет 12-летний опыт работы в качестве морского инженера. В настоящее время он работает с Dynacom Tankers Ltd в их подразделении балкеров, а в прошлом работал в Wallems Ship Mgmt по автовозам и PCTC, MSC Ship Mgmt по контейнерам, Univan Ship Mgmt по Ро-Ро и Five Stars Shipping по балкерам и SNP Ship Mgmt. на General Cargo под различными обозначениями.
Обратная зависимость между размером электрода и размером поражения при радиочастотной абляции с активным охлаждением электрода
Сравнительное исследование
. 1998 4 августа; 98 (5): 458-65.
doi: 10.1161/01.cir.98.5.458.
Х Накагава
1
, FH Wittkampf, WS Yamanashi, JV Pitha, S Imai, B Campbell, M Arruda, R Lazzara, WM Jackman
Принадлежности
принадлежность
- 1 Медицинский факультет, Центр медицинских наук Университета Оклахомы, Оклахома-Сити 73104, США. [email protected]
PMID:
9714097
DOI:
10.1161/01.cir.98.5.458
Сравнительное исследование
H Nakagawa et al.
Тираж.
.
. 1998 4 августа; 98 (5): 458-65.
doi: 10.1161/01.cir.98.5.458.
Авторы
Х Накагава
1
, Ф. Х. Витткампф, В. С. Яманаши, Дж. В. Пита, С. Имаи, Б. Кэмпбелл, М. Арруда, Р. Лаззара, В. М. Джекман
принадлежность
- 1 Медицинский факультет, Центр медицинских наук Университета Оклахомы, Оклахома-Сити 73104, США. [email protected]
PMID:
9714097
DOI:
10.1161/01.cir.98.5.458
Абстрактный
Фон:
Клиническая эффективность привела к использованию более крупных электродов (7F, длина > или = 4 мм) для радиочастотной абляции, что снижает разрешение электрограммы и вызывает вариабельность контакта с тканями в зависимости от ориентации электрода. При активном охлаждении размер абляционного электрода может быть уменьшен. Целью данного исследования было изучить влияние длины электрода на температуру ткани и размер поражения при орошении физиологическим раствором, используемом для активного охлаждения.
Методы и результаты:
У 11 собак под анестезией мышца бедра была обнажена и промыта гепаринизированной собачьей кровью.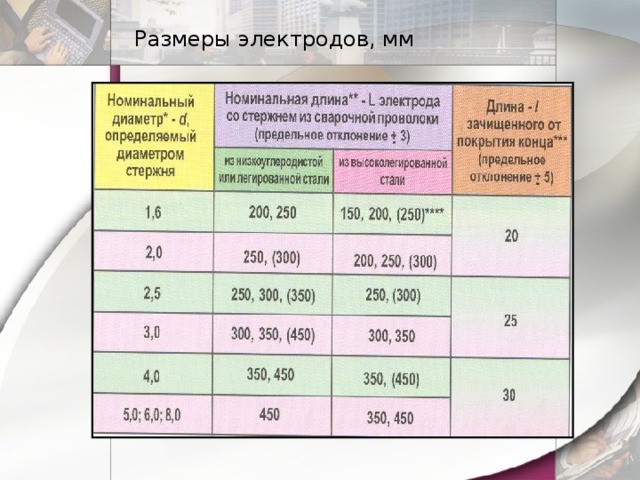 Катетер для абляции 7F с 2- или 5-мм орошаемым электродом на конце устанавливали перпендикулярно или параллельно мышце бедра. Радиочастотный ток подавался при постоянном напряжении (50 В) в течение 30 секунд во время промывания физиологическим раствором (20 мл/мин) на 148 участков. Измеряли температуру ткани на глубине 3,5 и 7 мм и размер поражения. При перпендикулярной ориентации электрода к ткани радиочастотные аппликации при 50 В с 2-мм электродом по сравнению с 5-мм электродом приводили к меньшей мощности при 50 В (26 по сравнению с 36 Вт), но к более высокой температуре ткани, большей глубине поражения (8,0 по сравнению с 36 Вт). 5,4 мм) и большего диаметра (12,4 мм против 8,4 мм). Кроме того, в параллельной ориентации общая мощность была ниже при использовании 2-мм электрода (25 Вт против 33 Вт), но температура тканей была выше, а поражения глубже (7,3 Вт против 6,9 Вт).мм). Диаметр поражения был одинаковым (11,1 против 11,3 мм) для обоих электродов.
Катетер для абляции 7F с 2- или 5-мм орошаемым электродом на конце устанавливали перпендикулярно или параллельно мышце бедра. Радиочастотный ток подавался при постоянном напряжении (50 В) в течение 30 секунд во время промывания физиологическим раствором (20 мл/мин) на 148 участков. Измеряли температуру ткани на глубине 3,5 и 7 мм и размер поражения. При перпендикулярной ориентации электрода к ткани радиочастотные аппликации при 50 В с 2-мм электродом по сравнению с 5-мм электродом приводили к меньшей мощности при 50 В (26 по сравнению с 36 Вт), но к более высокой температуре ткани, большей глубине поражения (8,0 по сравнению с 36 Вт). 5,4 мм) и большего диаметра (12,4 мм против 8,4 мм). Кроме того, в параллельной ориентации общая мощность была ниже при использовании 2-мм электрода (25 Вт против 33 Вт), но температура тканей была выше, а поражения глубже (7,3 Вт против 6,9 Вт).мм). Диаметр поражения был одинаковым (11,1 против 11,3 мм) для обоих электродов.
Выводы:
Электрод меньшего размера приводил к передаче большей части радиочастотной мощности к тканям и приводил к более высокой температуре ткани, более крупным поражениям и меньшей зависимости размера поражения от ориентации электрода.
Похожие статьи
Сравнение температурного профиля ткани in vivo и геометрии поражения при радиочастотной абляции электродом, орошаемым физиологическим раствором, с температурным контролем в препарате мышцы бедра собаки.
Накагава Х., Яманаси В.С., Пита Дж.В., Арруда М., Ван Х, Отомо К., Бекман К.Дж., Макклелланд Дж.Х., Лаззара Р., Джекман В.М.
Накагава Х. и др.
Тираж. 1995 г., 15 апреля; 91(8):2264-73. doi: 10.1161/01.cir.91.8.2264.
Тираж. 1995.PMID: 7697856
Почему электрод с большим наконечником вызывает более глубокое радиочастотное поражение: эффекты увеличения охлаждения электрода и площади контакта электрода с тканью.
Отомо К., Яманаши В.С., Тондо К., Анц М., Бусси Дж., Пита Дж.В., Арруда М.
, Накагава Х., Витткампф Ф.Х., Лаззара Р., Джекман В.М.
Отомо К. и др.
J Cardiovasc Electrophysiol. 1998 Январь; 9 (1): 47-54. doi: 10.1111/j.1540-8167.1998.tb00866.x.
J Cardiovasc Electrophysiol. 1998.PMID: 9475577
Радиочастотная катетерная абляция раздвоенным электродом в терморегулируемом режиме.
Анц М., Отомо К., Накагава Х., Яманаси В.С., Джекман В.М., Кук К.Х.
Анц М. и соавт.
Пейсинг Клин Электрофизиол. 2001 декабря; 24 (12): 1765-73. doi: 10.1046/j.1460-9592.2001.01765.x.
Пейсинг Клин Электрофизиол. 2001.PMID: 11817810
Биофизика радиочастотной катетерной абляции сердца: важность контроля температуры.
Хейнс, Делавэр.
Хейнс ДЭ.
Пейсинг Клин Электрофизиол. 1993 март; 16 (3 часть 2): 586-91. doi: 10.1111/j.1540-8159.1993.tb01630.x.
Пейсинг Клин Электрофизиол. 1993.PMID: 7681962
Обзор.
Контроль температуры во время радиочастотной абляции.
Динерман Дж.Л., Бергер Р.Д., Калкинс Х.
Динерман Дж.Л. и соавт.
J Cardiovasc Electrophysiol. 1996 февраль;7(2):163-73. doi: 10.1111/j.1540-8167.1996.tb00511.x.
J Cardiovasc Electrophysiol. 1996.PMID: 8853026
Обзор.
 , Накагава Х., Витткампф Ф.Х., Лаззара Р., Джекман В.М.
, Накагава Х., Витткампф Ф.Х., Лаззара Р., Джекман В.М. doi: 10.1111/j.1540-8159.1993.tb01630.x.
doi: 10.1111/j.1540-8159.1993.tb01630.x.Посмотреть все похожие статьи
Цитируется
Радиочастотная абляция с использованием нового абляционного катетера с изолированным наконечником может создавать однородные поражения, сравнимые по размеру с обычными ирригационными абляционными катетерами, при этом используя часть энергии и ирригации.
Ариана А., Ирасторза Р.М., Берджано Э., Коэн Р.Дж., Краус Дж., Хагиги-Муд А., Редди В.Ю., д’Авила А.
Ариана А и др.
J Cardiovasc Electrophysiol. 2022 июнь;33(6):1146-1156. doi: 10.1111/jce.15461. Epub 2022 12 апр.
J Cardiovasc Electrophysiol. 2022.PMID: 35322477
Бесплатная статья ЧВК.Электрохарактеристики миокардиальных карманов и снижение частоты паровых ударов при радиочастотной абляции.
Луо Дж, Го Ф, Чжу Х, Су Х, У Ю, Чжу Дж, Чжан С, Сюй Дж.
Луо Дж. и др.
Фронт Физиол. 2022 25 января; 13:816865. doi: 10.3389/fphys.2022.816865. Электронная коллекция 2022.
Фронт Физиол. 2022.PMID: 35145433
Бесплатная статья ЧВК.Абляционный индекс при ФП.
Келла Д., Падманабхан Д.
Келла Д. и др.
Indian Pacing Electrophysiol J. 2021, ноябрь-декабрь; 21(6):342-343. doi: 10.1016/j.ipej.2021.10.006.
Indian Pacing Electrophysiol J. 2021.PMID: 34749980
Бесплатная статья ЧВК.Аннотация недоступна.
Немедикаментозные вмешательства при гипертрофической кардиомиопатии: мини-обзор.
Хэ М, Цю Дж, Бай Ю, Ван Ю, Ху М, Чен Г.
Он М. и др.
Front Cardiovasc Med. 2021 15 окт;8:695247. doi: 10.3389/fcvm.2021.695247. Электронная коллекция 2021.
Front Cardiovasc Med. 2021.PMID: 34722651
Бесплатная статья ЧВК.Обзор.
Количественная оценка морфологии пораженных участков с помощью ближней инфракрасной спектроскопии.
Пак С.Ю., Сингх-Мун Р., Ян Х., Салуджа Д., Хендон С.
Парк С.