Большая Энциклопедия Нефти и Газа. Длина электрода
Размеры электродов для сварки

На рынке в настоящее время можно найти множество разновидностей электродов, которые различаются используемыми для их изготовления материалами и своими размерами. Такие сварочные стержни при соединении металлов могут выпускаться в различных типоразмерах. При выборе тех или иных разновидностей таких наплавочных материалов необходимо учитывать их диаметр, длину, основной состав и тип обмазки. Расскажем вам поподробнее как правильно выбирать длину и диаметр используемых электродов.
Правильно выбираем диаметр
Диаметр стержней наряду с составом их сплава является одним из важнейших параметров, поэтому при выборе той или иной разновидности вам необходимо правильно определять нужный вам размер, что и станет залогом качественно выполненных сварочных работ. Толщина стержня напрямую зависит от размеров основного материала. Так, например, если вам необходимо провести сварку металлических листов толщиной в несколько миллиметров, то следует выбирать небольшие по своему размеру электроды. Если же вы соединяете металлические детали с толщиной в несколько сантиметров, а глубина шва будет приближаться к десяти миллиметрам, то необходимо соответствующим образом использовать для этой работы толстые наплавочные стержни, что обеспечит прочность соединения. Также на данную характеристику оказывает влияние показатель мощности сварочного трансформатора. Различные металлы могут существенно отличаться своей температурой плавления, соответственно необходимо правильно выбирать размеры используемых наплавочных материалов.

При правильном выборе температура плавления основного наплавочного материала будет одинаковой, что позволит одновременно расплавить как электроды, так и основной материал. Следственно, соединительный шов будет однородным, качественным и долговечным. При этом вы должны понимать, что мощные трансформаторы при высоких показателях рабочего тока могут моментально расплавить электроды, диаметр которых составляет 2-3 миллиметра.
В том случае, если диаметр выбран неправильно, это может привести к существенному ухудшению качества соединения. Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами.

Выбираем длину электродов
Длина электродов не столь значимый параметр для сварки, однако в определенных ситуациях неправильный выбор может привести к существенному ухудшению качества выполняемых сварочных работ. Длина электрода зависит от его толщины и характеристик свариваемых элементов. Необходимо понимать, что в процессе сварки любое прерывание температурной обработки соединения неизменно приводит к существенному ухудшению сварочного шва. Поэтому необходимо будет выбирать размеры наплавочных материалов, которые позволят минимизировать или же полностью исключат такие прерывания сварки, что повысит качество выполненных работ.
Короткие электроды могут использоваться в тех случаях, когда не требуется создавать длинные швы. В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается.
В настоящее время в продаже можно найти электроды различных размеров. Это могут быть как стандартные стержни длиной в 10-15 сантиметров, так и специальные разновидности длиной 30-40 сантиметров и более. Необходимо помнить о том, что далеко не все марки электродов изготавливаются с полным ассортиментом размеров, что приводит к некоторым затруднениям при выборе такого наплавочного материала.
Диаметр и длина распространенных разновидностей
- LB-52U. Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.
- АНО-21. Длина может составить максимум 0,25-0,4 метра, при диаметре 1,6-5 миллиметров.
- МР3. Это распространенный вид наплавочных стержней, которые предлагаются в широком ассортименте. Диаметр колеблется от 2 до 5 миллиметров, при этом их длина достигает 45 сантиметров.
- АНО-6. Покупателям предлагается три типоразмера, начиная от 3 и заканчивая 5 миллиметрами. У электродов с диаметром в 3 миллиметра максимальная длина может составлять 35 сантиметров. У пятимиллиметрового наплавочного стержня максимальная длина равняется 45 сантиметров.
Правильный выбор электродов
Диаметр используемых электродов для сварки необходимо выбирать с учетом толщины рабочих заготовок. При этом состав наплавочного и основного материала должен быть максимально схожим, что позволит выполнить однородное прочное соединение. Также необходимо учитывать температуру плавления соединяемых деталей, которая должна быть одинаковой. В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.
Важно. Перед началом сварки следует оценить состояние обмазки, которая не должна иметь повреждений, что может существенно ухудшить качество сварного шва.
Длина электрода имеет значение в тех случаях, когда при выполнении сварки нежелательно ее прерывать, что способно привести к ухудшению качества выполненной работы. Так, например, при проведении ремонта герметичных емкостей для трубопроводов с высоким давлением прерывание процесса сварки и использование нескольких стержней для заварки одного соединения способно привести к существенному снижению надежности. Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва.
Правильно подобрав сварочные стержни, с учетом их показателей длины и толщины вы сможете обеспечить качественное соединение, при этом полученный шов будет обладать необходимой декоративностью, механической прочностью, долговечностью и защитой от коррозии.
svarkagid.com
Размеры электродов для сварки
Размеры электродов для сварки

На рынке в настоящее время можно найти множество разновидностей электродов, которые различаются используемыми для их изготовления материалами и своими размерами. Такие сварочные стержни при соединении металлов могут выпускаться в различных типоразмерах. При выборе тех или иных разновидностей таких наплавочных материалов необходимо учитывать их диаметр, длину, основной состав и тип обмазки. Расскажем вам поподробнее как правильно выбирать длину и диаметр используемых электродов.
Правильно выбираем диаметр
Диаметр стержней наряду с составом их сплава является одним из важнейших параметров, поэтому при выборе той или иной разновидности вам необходимо правильно определять нужный вам размер, что и станет залогом качественно выполненных сварочных работ. Толщина стержня напрямую зависит от размеров основного материала. Так, например, если вам необходимо провести сварку металлических листов толщиной в несколько миллиметров, то следует выбирать небольшие по своему размеру электроды. Если же вы соединяете металлические детали с толщиной в несколько сантиметров, а глубина шва будет приближаться к десяти миллиметрам, то необходимо соответствующим образом использовать для этой работы толстые наплавочные стержни, что обеспечит прочность соединения. Также на данную характеристику оказывает влияние показатель мощности сварочного трансформатора. Различные металлы могут существенно отличаться своей температурой плавления, соответственно необходимо правильно выбирать размеры используемых наплавочных материалов.

При правильном выборе температура плавления основного наплавочного материала будет одинаковой, что позволит одновременно расплавить как электроды, так и основной материал. Следственно, соединительный шов будет однородным, качественным и долговечным. При этом вы должны понимать, что мощные трансформаторы при высоких показателях рабочего тока могут моментально расплавить электроды, диаметр которых составляет 2-3 миллиметра.
В том случае, если диаметр выбран неправильно, это может привести к существенному ухудшению качества соединения. Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами.

Выбираем длину электродов
Длина электродов не столь значимый параметр для сварки, однако в определенных ситуациях неправильный выбор может привести к существенному ухудшению качества выполняемых сварочных работ. Длина электрода зависит от его толщины и характеристик свариваемых элементов. Необходимо понимать, что в процессе сварки любое прерывание температурной обработки соединения неизменно приводит к существенному ухудшению сварочного шва. Поэтому необходимо будет выбирать размеры наплавочных материалов, которые позволят минимизировать или же полностью исключат такие прерывания сварки, что повысит качество выполненных работ.
Короткие электроды могут использоваться в тех случаях, когда не требуется создавать длинные швы. В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается.
В настоящее время в продаже можно найти электроды различных размеров. Это могут быть как стандартные стержни длиной в 10-15 сантиметров, так и специальные разновидности длиной 30-40 сантиметров и более. Необходимо помнить о том, что далеко не все марки электродов изготавливаются с полным ассортиментом размеров, что приводит к некоторым затруднениям при выборе такого наплавочного материала.
Диаметр и длина распространенных разновидностей
- LB-52U. Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.
- АНО-21. Длина может составить максимум 0,25-0,4 метра, при диаметре 1,6-5 миллиметров.
- МР3. Это распространенный вид наплавочных стержней, которые предлагаются в широком ассортименте. Диаметр колеблется от 2 до 5 миллиметров, при этом их длина достигает 45 сантиметров.
- АНО-6. Покупателям предлагается три типоразмера, начиная от 3 и заканчивая 5 миллиметрами. У электродов с диаметром в 3 миллиметра максимальная длина может составлять 35 сантиметров. У пятимиллиметрового наплавочного стержня максимальная длина равняется 45 сантиметров.
Правильный выбор электродов
Диаметр используемых электродов для сварки необходимо выбирать с учетом толщины рабочих заготовок. При этом состав наплавочного и основного материала должен быть максимально схожим, что позволит выполнить однородное прочное соединение. Также необходимо учитывать температуру плавления соединяемых деталей, которая должна быть одинаковой. В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.
Важно. Перед началом сварки следует оценить состояние обмазки, которая не должна иметь повреждений, что может существенно ухудшить качество сварного шва.
Длина электрода имеет значение в тех случаях, когда при выполнении сварки нежелательно ее прерывать, что способно привести к ухудшению качества выполненной работы. Так, например, при проведении ремонта герметичных емкостей для трубопроводов с высоким давлением прерывание процесса сварки и использование нескольких стержней для заварки одного соединения способно привести к существенному снижению надежности. Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва.
Правильно подобрав сварочные стержни, с учетом их показателей длины и толщины вы сможете обеспечить качественное соединение, при этом полученный шов будет обладать необходимой декоративностью, механической прочностью, долговечностью и защитой от коррозии.
svarkagid.com
Самые тонкие сварочные электроды
Размер диаметра электрода является одним из основных параметров при выборе, так как требуется подбирать расходные материалы толщиною, примерно, как основной металл. Естественно, что рано или поздно приходится сталкиваться с тонкими листами, сваривание которых не только является сложным технологическим процессом, который требует большого опыта, но и его невозможно провести без специальных материалов и инструментов. В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.

Тонкие сварочные электроды
Не во всех марках есть материалы, которые могут удовлетворять данному запросу, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества обмазки по отношению к количеству материала на стержне. Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие электроды для сварки стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.

Электроды для сварки
Самые тонкие электроды для дуговой сварки достаточно сложные в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У сварочного трансформатора должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.

Самые тонкие электроды для дуговой сварки
Защита, которую создает обмазка, является относительно небольшой, за счет тонкого слоя покрытия. Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.

Сварка металла тонким электродом
Электроды для сварки металлов 1 мм относятся к узкопрофильным и профессионалами используются редко. Но они не имеют альтернативы, так что в арсенале профессионала они обязательно должны быть. Главное их правильно подобрать, а потом использовать согласно технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, которым можно осуществить дуговую сварку тонких изделий без большого риска перепалить заготовку;
- Электроды для сварки инвертором тонкого металла имеют относительно небольшую стоимость, так что всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды быстро подготавливаются, так как просушка и прокалка занимает относительно небольшое количество времени.
Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 460 | 18 | svarkaipayka.ru Как правильно выбрать электроды для инверторной сварки — все характеристики и типыЗамена старых трансформаторных моделей сварочных аппаратов на новые инверторные внесла свои коррективы. В частности – возросли требования к расходным материалам. Поэтому перед началом сварочных работ важно правильно подобрать тип электродов. Для этого необходимо знать их характеристики и виды. Электроды – для инверторных или трансформаторных аппаратов?Бытует мнение, что для инверторных сварочных аппаратов необходим особый вид электродов. Некоторые продавцы усиленно пропагандируют это заблуждение, зарабатывая дополнительные денежные бонусы. Для внесения полной ясности стоит рассмотреть технические параметры таких электродов. Род токаВ отличие от трансформаторных моделей, инверторные аппараты работают на постоянном токе. Хотя есть ряд моделей, у которых возможен комбинированный режим. Все производители на упаковке электродов указывают вид тока. Поэтому по этой характеристике они могут успешно выполнять свои функции для всех типов аппаратов. ПолярностьТоже весьма спорное различие. Для переменного тока этот термин отсутствует вовсе, а в постоянном важно лишь подключить электрод к нужной клемме. Рекомендуемая полярность также указывается на пачке. Дополнительные режимы работыДля создания качественного шва современные сварочные аппараты имеют несколько вспомогательных функций. Однако они никоим образом не отражаются на выборе расходных материалов. В итоге можно сказать, что принципиальных отличий между электродами для инверторных и трансформаторных сварочных аппаратов нет. Но это не значит, что можно взять любую пачку, ориентируясь лишь на вышеописанные показатели. Выбор того или иного типа электродов должен определяться материалом сварки, его параметрами и геометрическими размерами. ХарактеристикиОсновные параметры для расходных материалов сварочных аппаратов подробно описаны в ГОСТ 9466-75. Его пункты постоянно дорабатываются, согласно появлению новых видов оборудования и материалов. В настоящий момент принята следующая маркировка, характеризующая вид материала обработки:
Для того чтобы время воздействия на металл во время сварки было максимально большим, электроды покрывают специальным ферритным порошком. Благодаря этому улучшаются эксплуатационные свойства — упрощается повторное зажигание дуги, увеличивается скорость остывания металла. Если в составе содержится более 20% железного порошка, то добавляется номенклатурное обозначение «Ж». Однако, помимо этого фактора следует учитывать состав электродов. Он является основным фактором при выборе — характеристики материала изготовления напрямую влияют на качество и специфику в работе электродов. ГОСТ определяет такие виды покрытия поверхностей электродов:
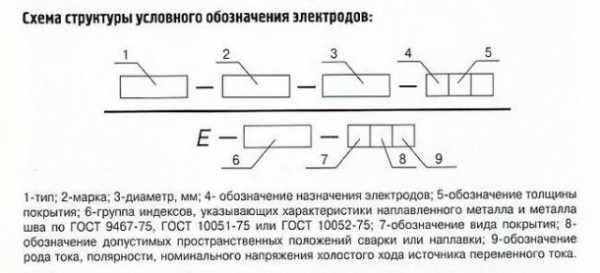
Следующим фактором является толщина свариваемого металла. От этого параметра зависит диаметр электродов. В таблице показаны рекомендованные размеры электродов. На каждой пачке должно быть обозначение типа электродов. На рисунке показана подробная расшифровка каждой составляющей номенклатурного номера изделия. Производители и ценыКак уже говорилось выше, в зависимости от типа свариваемого материала следует подбирать соответствующую марку электродов. На практике профессионалы уже давно определили для себя оптимальные виды. В таблице указана средняя стоимость за килограмм этих электродов от различных производителей. Если нет должного опыта в работе со сварочным оборудованием, то перед выбором электродов лучше всего посоветоваться с профессиональными сварщиками. Они знают все тонкости и нюансы каждого вида, но в то же время следует учитывать личностные предпочтения, которые неизбежно формируются в процессе работы. ismith.ru Какие бывают диаметры электродов для сварки. Сварка - это совокупность многих процессов, которые позволяются производить сплавление металла без переплавки всех частей изделия. На сам процесс сварки влияет ток, полярность и род тока, напряжение дуги, скорость сварки и диаметр электрода. Длина электрода, свойства покрытия самого электрода, температура металла перед свариванием и подобные процессы влияют на процесс сварки лишь частично. Поэтому при произведении сваривания Вам не обязательно следить за состоянием этих факторов. Однако одно из самых сильных влияний на сварочный процесс оказывает диаметр электрода. Чем больше диаметр электрода, тем больше Вам нужно добавлять ток. Также чем больше диаметр, тем большую толщину металла им можно сваривать. В основном при стандартных свариваниях самым популярным диаметром электродов является 2,5 миллиметра, однако такой диаметр рассчитан средние толщины металла, то есть около 3 - 4 миллиметров. Помимо самых популярных толщин электродов существует еще много, однако самыми популярными и теми, которые можно купить практически в каждом магазине сварочных электродов и сварочного оборудования. Это такие диаметры: 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0. Практически в каждом специализированном магазине Вы сможете это все купить. Однако если Вам нужны электроды большего диаметра, то Вы можете без проблем их заказать. Кроме этого Вам нужно еще и правильно подбирать диаметр электрода к толщине металла. Ваш выбор диаметра электрода должен зависеть не только от толщины свариваемого металла, а также еще и от свойств металла. Для того, чтобы правильно подобрать диаметр электродов воспользуйтесь форумами, блогами или специализированными сайтами. Помимо основы - сварочных электродов, для сварочного процесса очень важно, чтобы был правильно подобран сварочный ток, то есть он должен соответствовать диаметру данных электродов. Если же Вы превысили или сильно понизили ток, в первом случае Вы, скорее всего, прожжете металл, а во втором - у Вас навряд ли выйдет вообще зажечь дугу, а если и выйдет, то не надолго. Узнать правильную величину сварочного тока Вы можете либо на упаковке электродов, либо на специализированных сайтах для сварщиков. В этом случае Вам нужно помнить, что слушать советов других необязательно, ведь если, к примеру, Вы имеете дело с тонким металлом, небольшое превышение сварочного тока способно испортить Ваше изделие. Поэтому Вам нужно точно узнавать, какой требуемый ток для произведения сварочного процесса. Помните, что правильный подбор тока влияет на успех сварочного процесса. Как видите, придерживаться правил, которые требуют электроды очень важно. Правильный подбор диаметра электрода по отношению к толщине металла и правильный подбор сварочного тока позволят Вам производить сваривание нужных Вам деталей без пользования услугами профессиональных сварщиков. Таким образом Вы сэкономите немало денег, сил и времени, тем самым ускоряя сварочный процесс в несколько раз. Для сварки и наплавки чугунаelektrod-3g.ru Сам Свар |


www.samsvar.ru
Длина - электрод - Большая Энциклопедия Нефти и Газа, статья, страница 1
Длина - электрод
Cтраница 1
Длина электрода должна быть на 30 - 40 мм меньше высоты рабочего пространства ванны с тем, чтобы через окалину, осаждающуюся на дне ванны, не возникало короткого замыкания. В качестве материала с большим электрическим сопротивлением применяют расплавленную соль. Соляные пары удаляются при помощи вытяжного коллажа 7, установленного над ванной. [1]
Длина электрода, его диаметр и размеры углубления, высверливаемого на конце электрода, должны быть строго стандартизованы для всей работы, результаты которой сравнивают между собой. Если такая работа предстоит в большом объеме, тогда рекомендуется использовать специальное режущее сверло, вращаемое небольшим мотором ( рис. 339), или сверлильный станок для того, чтобы придавать одинаковую форму концам последовательно обрабатываемых электродов. Удовлетворительными являются электроды диаметром 0 95 см, длиной 5 см и с углублением 0 4 см в диаметре и 0 6 см глубиной. Электроды должны быть кондиционированы пропусканием в течение 1 мин. [3]
Длина электрода по условиям механической прочности, а также оптимального веса принята равной 760 и 1500 мм. [5]
Длина электрода, его диаметр и размеры углубления, высверливаемого на конце электрода, должны быть строго стандартизованы для всей работы, результаты которой сравнивают между собой. Если такая работа предстоит в большом объеме, тогда рекомендуется использовать специальное режущее сверло, вращаемое небольшим мотором ( рис. 339), или сверлильный станок для того, чтобы придавать одинаковую форму концам последовательно обрабатываемых электродов. Удовлетворительными являются электроды диаметром 0 95 см, длиной 5 еж и с углублением 0 4 см в диаметре и 0 6 см глубиной. Электроды должны быть кондиционированы пропусканием в течение 1 мин. [7]
Длина электродов определяется типом применяемых горедок. [8]
Длина электрода должна быть стандартной. [9]
Длина электродов не должна превышать 15 мм. [10]
Длина электрода должна быть меньше ширины полотна пленки примерно на 2 5 см с каждого края. Толщина буферного слоя - плотно намотанной на валок полиэфирной пленки - выбирается в зависимости от частоты электрического поля, например при частоте 50 Гц трехслойная, а при 2 кГц - пяти - и шестислойная намотка полиэфирной пленки толщиной 25 мкм. [11]
Длина электрода выбирается из расчета максимальной глубины полосы штанги. Вдавливание выполняется со скоростью 0 2 - 0 4 м / с. Работу выполняют машинист бурильно-крано-вой машины и электромонтер 2-го разряда. Производительность составляет 60 - 80 заземлителей в смену. [12]
Длина электродов по ГОСТ 9466 - 75 в зависимое. [14]
Длина электрода зависит от диаметра стержня. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Размер электрода - Справочник химика 21
Изучение влияния размера электродов [c.529]Зависит ли потенциал ячейки от размеров электродов (количества металлов), от их природы или и от того и другого Ответ поясните. [c.536]
Ванна печи представляет собой химический реактор, в котором протекают многочисленные химические реакции. В нее загружают шихту, находящуюся в различном физико-химическом состоянии (от твердых кусков до расплавленной массы), шлак, феррофосфор и печной газ, содержащий фосфор. Технологические процессы, протекающие в ванне, очень разнообразны. Одни протекают непрерывно, другие требуют полного проплавления загруженных материалов. Важнейшим параметром печи является электрическое сопротивление материалов. Оно зависит от большого числа факторов удельного сопротивления материалов, находящихся в ванной, геометрических размеров ванны, числа и размеров электродов, их расположения в ванне. Пронизываемая током большой силы, ванна находится в электромагнитном поле с высокой магнитной напряженностью, оказывающим влияние на распределение в ней мощности. Взаимная связь этих факторов с требованием технологии предопределяет электрический режим работы,печи. [c.120]
Величина а соответствует значению перенапряжен я на данном металле при I = 1 А/см . Для Р1, Рс1 величина а, следовательно, и перенапряжение относительно невелики в то же время можно выделить группу металлов с высокими значениями а и перенапряжения (5п, С , Н , РЬ). Коэффициент Ь при переходе от одного металла к другому меняется мало и в среднем составляет 0,11—0,12. Состояние поверхности металла существенно влияет на величину перенапряжения водорода. При одинаковых линейных размерах электродов из одного и того же металла и одинаковой силе тока плотность тока и перенапряжение на грубо обработанной шероховатой поверхности меньше, чем на гладкой, полированной. В связи с этим при электрохимических измерениях для снижения поляризационных явлений широко используют платиновый электрод, на который электролитически наносят платиновую чернь. С повышением температуры перенапряжение водорода падает, причем температурный коэффициент зависит от природы металла для металлов с низким перенапряжением он составляет 1—2 мВ/К, для металлов с высоким перенапряжением — 2—4 мВ/К. [c.511]После того как наша страна приступила к масштабным закупкам графитированных электродов по импорту, у института появилась возможность широкой систематизации эксплуатационных свойств зарубежных электродов. Постепенно стало ясно, что отечественные электроды мелких и средних диаметров, уступая зарубежным в удельных расходах на тонну продукта, полностью удовлетворяют потребителя по допустимой плотности тока. А таких электродов в тот период потреблялось в общем объеме до 70%. Постепенно импорт, доходивший в конце семидесятых годов до 40 тыс. т/год, сместился в сторону электродов больших диаметров, изготовляемых за рубежом уже в то время в основном на основе нефтяного кокса игольчатой структуры. В несколько более позднем анализе, данном в добротном докладе сотрудников института Г.Д. Апальковой, Б.И. Давыдовича, А.Я. Веснина, Н.Д. Богомоловой, Н.Ю. Гиляровских, были приведены данные по систематизации претензий потребителей к отечественным электродам. Выяснилось, что среди причин, приводящих к повышенному расходу у потребителей, 28% — следствие низкой механической прочности ниппелей, 33% — поломки резьбового соединения и его развинчивание, что обусловлено некачественным исполнением механической обработки. Еще 11% определяются отклонением размеров электродов от требуемого номинала и только 19% — окислением, [c.247]
Электролизеры работают без диафрагмы выход цинка по току в кислом электролите достаточно высок и в разделении электродных пространств нет необходимости. Размеры электродов обычно составляют Л X / = ЮОО X 650 мм ванны имеют уже установившиеся в практике высоту и ширину (1—1,5 м и 1 м), а длина зависит от числа электродов и колеблется в пределах 2—3 м. [c.276]
По техническому выполнению рафинирование олова аналогично рафинированию меди. Ванны на силу тока 3500—5000 а строят из бетона с винипластовой или битумной облицовкой. Размеры электродов и расстояния между ними ничем не отличаются от таковых при рафинировании меди. Катоды извлекают из ванн каждые 7 суток, а аноды на 21 сутки. [c.284]
Для определения линейных размеров ванны необходимо знать линейные размеры электродов. В зависимости от масштаба производства и особенностей процесса получения, рафинирования или осаждения металла эти размены стандартизированы (см. гл. III—МП). [c.592]
Внутренние линейные размеры ванны определяют линейные размеры электродов, их число и свободное пространство между электродами, стенками и днищами ванн (рис. 273). [c.593]
Определение константы прибора. Электропроводность раствора зависит от размера электродов, расстояния между ними, их формы, взаимного расположения. Удельная электропроводность х пропорциональна измеренной электропроводности, т. е. [c.277]
Величина, обратная р, называется удельной электропроводностью, I = 1/р, следовательно = i/xs. Так как отношение l/s зависит только от размеров электродов и расстояния между ними, то для вычисления удельной электропроводности достаточно опытным путем найти сопротивление электролита. [c.71]
Г ри экстраполяции экспериментальной зависимости от ]/о> к ]/со=0 можно прийти к выводу, согласно которому на неподвижном электроде ток должен быть равным нулю. Однако на опыте этот вывод не подтверждается. Это противоречие может быть разрешено, если учесть, что соотношение (34.3) справедливо для ламинарного потока жидкости. При снижении скорости вращения диска условие ламинар-ности будет выполняться, если это снижение будет компенсироваться соответствующим увеличением линейных размеров электрода. При со=0 для соблюдения условия ламинарности Re l необходимо, чтобы размеры электрода были бесконечно большими. Величина стационарного тока к бесконечно большому плоскому электроду действительно равна нулю. Отличный от нуля стационарный ток, наблюдающийся для неподвижного электрода, связан с конечными размерами электрода. [c.169]
Отличный от нуля стационарный ток, наблюдающийся для неподвижного электрода, связан с конечными размерами электрода. [c.180]
Если свойства поверхностного слоя не изменяются во времени, то протекающий через электрод ток определяется только скоростью самого электродного процесса и размерами электрода. В этом случае плотность тока является мерой скорости электрохимической реакции. Если скорость наиболее замедленной стадии электрохимической реакции определяется стадией массопереноса, то поляризация называется концентрационной. Поляризация электрода, обусловленная медленной химической реакцией (в результате разряда или ионизации), называется химической поляризацией. Если скорость электролиза лимитируется процессами образования новой фазы, как, например, при катодном выделении металлов, то возникающая поляризация называется фазовой. Зависимость скорости процесса от потенциала поляризации, т. е. /=[(АЕ), графически выражается поляризационной кривой. Она может состоять из нескольких ветвей (рис. 191), причем участки кривой (сс1, е1 и т. п.) отвечают возникновению нового электрохимического процесса. [c.458]
Размеры электрода оказывают существенное влияние на величину силы тока (сила тока пропорциональна поверхности электрода). При больших индикаторных электродах увеличивается чувствительность определений, но зато возможны потери вещества за счет его окисления или восстановления на электроде. Кроме того, наблюдается сдвиг потенциала индикаторного электрода вследствие возрастания величины /Я. Обычно используют цилиндрические (игольчатые) твердые электроды длиной 4—5 мм и сечением 0,3—0,5 мм. Для работы в очень раз- [c.180]
Графитовые или угольные электроды затачивают на токарном станке с помощью специальных резцов, которые обеспечивают быструю заточку и строгое постоянство всех размеров электродов. Различные формы заточки электродов и наполнение их анализируемой пробой показано на рис. 141. Количество анализируемого вещества обычно [c.248]
Следует различать катодную и анодную плотность тока, которые в соответствии с размерами электродов могут быть различными. Плотность тока определяет скорость электродных реакций и их направление, а также существенно влияет на выход по току продуктов электрохимической реакции и в конечном счете обусловливает рентабельность процесса, снижая или повышая расход электрической энергии на единицу готового продукта. [c.24]
Электролизеры фирмы де Нора, получившие промышленное применение, состоят из 40 ячеек. Длина электролизера 5,5 м, ширина 1,08 м и высота 2,4 м. Размеры электродов 1,6 м . Сила тока на ванну 1500 а, следовательно, плотность тока на электродах составляет около 930 а/м . Среднее напряжение на одной ячейке 2,3 в. Выход по току хлора 98%. Скорость подачи 33% раствора НС1 составляет 530 г/л. Производительность ванны 1,77 т/сутки хлора и 518 м /сутки водорода. Существуют и более мощные электролизеры. [c.420]
Так как процесс в основном протекает внутри пор, то размеры электрода сохраняются. Попытки применить цинковый электрод в большом количестве электролита приводили к тому, что цинк переходил в раствор в виде цинката, который, обладая большой плотностью, стекал при разряде вдоль электрода на дно сосуда. При заряде аккумулятора цинковая губка осаждалась преимущественно в нижней части электрода и он терял свою форму. [c.543]
Задаемся размером электрода (катода) высота /г=1,0 м, ширина /==0,9 м. Тогда площадь катода [c.572]
Электроды первого рода. Серебро, медь, цинк и некоторые другие металлы в растворах своих солей находятся в состоянии равновесия по отношению к одноименным нонам. Положение этого равновесия при постоянной температуре определяется только природой металла и концентрацией раствора. Соответственно этому электродный потенциал металла в растворе собственных ионов не зависит от таких факторов, как размер электрода, объем раствора электролита и т. п., 66 [c.66]
В обоих случаях применяется стеклянная ячейка с двумя гладкими платиновыми электродами, но форма ее различна, как и размеры электродов. В первом случае большой анод (1—2 см ) и катод в виде кончика платиновой проволоки, впаянной в стекло, помещаются в одном и том же сосуде. Во втором целесообразно использовать изображенный на рис. 104 сосуд с боковым отростком в виде тонкой трубки, на конце которой укрепляется платиновый катод, соответствующий по раз- [c.180]
Время, необходимое для установления такого стационарного состояния, будет зависеть от коэффициентов диффузии иопов в растворе и размеров электродов. Для малого сферического электрода радиусом Гр время установления квазистационарного состояния будет порядка При tq = 0,1 см ti D 10 5 см /сек t приблизительно равно 100 сек, так что для больших электродов времена могут оказаться весьма большими. В случае ионов диффузия О и R зависит также от скорости движения отрицательных ионов в растворе. [c.556]
Для сообщения взвешенным в газе частицам электрического заряда газ предварительно ионизируют. С этой целью поток газа пропускают между двумя электродами, создающими неоднородное электрическое поле. Размеры электродов должны существенно различаться, чтобы создать значительную разность напряженностей поля. Обычно для этого один электрод выполняют в виде тонкой проволоки диаметром 1—3 мм, а другой в виде соосного цилиндра диметром 250—300 мм пли в виде плоских параллельных пластин (рис. ХХ-7). Вследствие значительной разности площадей электродов вблизи электрода малой площади возникает местный пробой газа (корона), приводящий к ноннзанни газа. [c.353]
Устройство содержит корпус с патрубками подачи и отвода буферной жидкости, ввода и вывода очищаемой жидкости и сетчатый электрод, установленный под углом к очищаемой жидкости. Корпус имеет цилиндрическую форму, патрубки ввода и вывода очищаемой жидкости установлены вдоль оси, патрубки иодачи и отвода буферной жидкости установлены тангенциально, а электрод выполнен в виде конуса и установлен верщиной к патрубку ввода очищаемой жидкости. Целесообразно снабдить корпус дополнительными электродами чередующейся полярности, а размер электродов долженуменьшаться по ходу потока очищаемой жидкости. [c.197]
Характер процесса электрической очистки газов (зарядка, движение и осаждение взвешенных частиц) определяется в основном напряженностью электрического поля в межэлек-тродном пространстве электрофильтра, которая, в свою очередь, зависит от размеров электродов, расстояния между ними, приложенного к электродам, напряжения и силы тока, потребляемого электрофильтром. [c.19]
Собирают потенциометрическую схему, как указано в приложении I. Е5 качестве электролизера используют прямоугольный сосуд с двумя медными катодами и медным или латунным анодом. Размеры электродов 5 X 2 см. Перед началом процесса анод зачищают тонкой наждачной шкуркой, обезжири)заю венской известью, сушат и взвешивают. [c.77]
В действительности при прохождении электролиза вблизи электродов происходит изменение концентрации ионов Ме+, связанное с восстановлением их на катоде (по уравнению Ме++е —>-Ме) и с окислением на аноде (Ме—>-Ме+ + е ). Эти изменения концентраций вблизи электродов нельзя полностью устранить даже при интенсивном перемешивании раствора в процессе пропускания тока. Они, естественно, тем больше, чем больше сила тока и чем меньше размер электродов. Поэтому ме+ ме+ и 6а и к уже не рзвны Ёа увеличивается, а е уменьшается. Разность этих потенциалов противоположна приложенному напряжению и поэтому ее называют противопотен-циалом или концентрационным перенапряжением (Up). Приложенное напряжение должно быть больше потенциала перенапряжения. Если для начальной стадии электролиза соотношение между величинами можно было выразить формулой Rz = = (где — сопротивление ячейки г —сила тока [c.257]
Ионы, существующие в растворе электролита, испытывают различные воздействия со стороны окружающих частиц и соверщают постоянные перемещения, которые в отсутствие внешнего электрического поля имеют хаотичный характер. Наложение электрического поля приводит к появлению действующих на ионы электрических сил, которые имеют определенное направление. В результате возникает преимущественное перемещение (миграция) положительных ионов к отрицательному электроду, а отрицательных ионов — к положительному. Это обеспечивает перенос электрических зарядов. Возникает электрический ток, величина которого зависит от заряда ионов, их размера, характера сольватации и других взаимодействий с окружающими частицами, что, очевидно, связано с природой электролита и растворителя, а также с концентрацией раствора. Кроме того, величина электрического тока зависит от приложенного напряжения, геометрического расположения и размеров электродов, которые непосредственно влияют на напряженность возникающего электрического поля, а следовательно, и на скорость направленного движения ионов. Средняя скорость упорядоченного движения и данного типа ионов, отнесенная к напряженности действующего электрического поля Е, называется подвижностью (иногда абсолютной скоростью) иона и = ь/Е и определяется лишь природой и концентрацией раствора, а от величины электрического поля не зависит. В поле с напряженностью = 1 В-см числовые значения и к V совпадают. [c.216]
Диэлектрическая прочность нефтепродуктов, или их пробивное напряжение, показывает то наименьшее напряжение, которое необходимо для того, чтобы при известных стандартных размерах электродов и расстоянии между ними вызвать в масле пробой электрической искрой. Пробивное напряжение масел зависит от ряда фактрров, главными из которых являются влажность, загрязне- [c.148]
Первый член соотношения (37.7) зависит от времени и характеризует нестационарный ток, который одинаков для бесконечной плоской и сферической поверхностей. Второе слагаемое представляет стационарный ток. Таким образом, для сферического электрода при оо ток падает не до нуля, как при диффузии к бесконечному плоскому электроду, а достигает предельного значения пРОсЧго. Этот результат связан с конечными размерами электрода, а не с его сферической формой. При оо на любом электроде конечных размеров устанавливается стационарный ток, величина которого зависит от формы и размеров электрода. [c.178]
Поскольку измеряемое сопротивление Rx зависит от геометрии ячейки, размеров электродов и расстояния между ними, то практически всегда определяют константу ячейки v.lRx=lls, используя стандартный раствор с известным значением х. Так, например, в растворе КС1, содержащем в 1 кг 0,7453 г соли, при 18°С и=0,0122 См/м. Зависимость удельной электропроводности от концентрации в водных растворах некоторых электролитов представлена на рис. 15. При с О величина к стремится к удельной электропроводности чистой воды, которая составляет приблизительно 10 5 См/м и обуслоплена присутствием ионов Н3О+ и 0Н , возникающих в результате диссоциации воды 2Н2О 2 Н3О++ОН-. С ростом концентрации электролита и вначале увеличивается, что отвечает увеличению числа ионов в растворе. Однако чем больше ионов в растворе, тем сильнее проявляется ион — ионное взаимодействие, приводящее к замедлению движения ионов, а также к их ассоциации. Поэтому почти всегда зависимость удельной электропроводности от концентрации электролита проходит через максимум (рис. 15). [c.59]
Абсолютная разность E — =о складывается, во-первых, из омического падения напряжения внутри электрохимической ячейки (между катодом и анодом) ом=/- цепи (Рцепи — внутреннее сопротивление цепи), и, во-вторых, из поляризаций катода АЕц и анода АЕл. Поляризация каждого из электродов представляет собой изменение гальвани-пвтенциала на границе электрод — раствор по сравнению с его равновесным значением, вызванное прохождением электрического тока. Электрический ток, в свою очередь, связан с протеканием электродного процесса (фарадеев-ский ток) и с заряжением двойного слоя (ток заряжения). Если свойства поверхностного слоя не изменяются во времени, то протекающий через электрод ток определяется только скоростью самого электродного процесса и размерами электрода. В этих условиях плотность тока i=l/s (s — поверхность электрода) служит мерой скорости электрохимической реакции. Поляризация электрода обусловлена конечной скоростью электрохимического процесса, а потому она является некоторой функцией плотности тока AE AE(i). Функциональная зависимость АЕ от i (или i от АЕ) называется поляризационной характеристикой. Задача электрохимической кинетики заключается в установлении общих закономерностей, которым подчиняются поляризационные характеристики, с целью регулирования скорости электродных процессов. Эта задача чрезвычайно важна, поскольку уменьшение поляризации при заданной плотности тока позволяет существенно повысить КПД использования электрохимических систем. [c.201]
В уравнение (XIII.42) входят две неизвестные величины х и ф, следовательно, удельная электрическая проводимость может быть найдена лишь после того, как будет определена константа прибора ф. Так как электрическая проводимость раствора зависит от размеров электродов, расстояния между ними, их формы, взаимного расположения, степени погружения, то удельная электрическая проводимость X пропорциональна измеренной электрической проводимости, т. е. х = фхз. [c.279]
Нагревание электродов и характер процессов, происходящих на их поверхности, зависят от размеров электродов. При работе с мелкими образцами необходимо поддерживать постоянство их размеров и формы. Используют массивные держатели для улучшения отдачи тепла от образца и жесткий разряд небольшой мощности. При работе с дугой применяют прерыватели, которые включают разряд на небольшие промежутки времени. Прерыватель широко используют также при анализе легкоплавких металлов и Рис. 140. Впеденме мо- сплавов. [c.246]
chem21.info
Длина - электрод - Большая Энциклопедия Нефти и Газа, статья, страница 3
Длина - электрод
Cтраница 3
Изменение по длине сборного электрода площадей поперечно - ] го сечения его разнородных частей. По этому способу, схема которого представлена на рис. 4, а, слитки из сплава ПС изготовляются, путем переплава сборных электродов, состоящих из двух или более, разнородных по составу частей с изменяющимися по длине элект - i рода площадями поперечного сечения. [31]
Вылетом электрода называется длина электрода между его концом и выходом из мундштука. Величина вылета оказывает большое влияние на устойчивость процесса сварки и качество сварного шва. С уве - личением вылета ухудшается устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание. При сварке с очень малым вылетом затрудняется наблюдение за процессом сварки и часто подгорает контактный токоподводящий наконечник. Величину вылета рекомендуется выбирать по следующим данным в зависимости от диаметра электродной проволоки. [32]
В лампах СВЧ-диапазона длина электродов, в том числе и катодов, не должна превышать 0 2 - 0 6 длины волны электрического сигнала. С целью выполнения указанного условия применяют параллельное включение большого числа нитей катода малого поперечного сечения. Этот путь не всегда обеспечивает решение проблемы, поскольку уменьшение расстояния между параллельными нитями катода увеличивает вероятность коротких замыканий между ними, а увеличение диаметра цилиндра катода приводит к появлению азимутальной неоднородности электрического поля. Решением задачи является применение в качестве катодов полосок переменного сечения - большой ширины в центральной части и малого поперечного сечения по краям. При такой геометрии может быть обеспечена достаточно высокая равномерность температуры по длине при малых размерах электродов. Максимальную однородность температуры обеспечивают геометрией катода с плавно изменяющимся поперечным сечением. Для удобства крепления катода на держателях крайние отрезки концевых участков делают той ширины, что и центральная часть. [33]
Нужный закон возрастания длины электродов зависит от закона увеличения скорости в промежутках между электродами. [34]
Допускаемые отклонения по длине электродов должны составлять 3 мм при изготовлении электродов опрессовкой и 7 мм при изготовлении ручным способом. По согласованию сторон допускается изготовление электродов с другими размерами. [35]
Допускается отклонение по длине электрода 3: 3 мм. [37]
Строжку начинают при длине электрода не более 150 мм, не допуская работу при длине электрода менее 75 мм. Выполняя строжку, следят, чтобы перед электродом не образовывалось ниши ( козырька) на ремонтируемой детали, которая может возникнуть при завышенной скорости перемещения электрода. При удалении дефектов количество удаляемого металла должно быть по возможности минимальным. Как только дефект будет устранен, удаление металла прекращают, после чего производят зачистку образовавшейся выборки на глубину не менее 3 мм шлифовальной машинкой. [38]
Ширина печи определяется длиной электродов, поскольку они укладываются перпендикулярно к оси печи. [39]
Задавшись диаметром и длиной электрода, по g, вычисляют потребное количество электродов. Диаметр стержня электрода должен соответствовать значению сварочного тока, длина стандартизована. [40]
Согласно ГОСТу определена и длина электродов. [41]
Какова бы ни была длина электрода или его форма, необходимо обращать особое внимание на качество впаивания проволочки в стеклянную трубку. Иногда через некоторое время после изготовления, даже если электрод не находился в работе, в месте спая возникают напряжения, приводящие к появлению тончайших трещин в стекле. Одной такой трещины достаточно, чтобы полностью нарушить работу электрода: в таких случаях нельзя добиться устойчивой силы тока, а следовательно, и правильных результатов титрования. Иногда трещины могут появиться и в месте припая крылышек, но чаще они образуются на кончике стеклянной трубки, вблизи от впаянной проволочки. Для обнаружения трещины приходится иногда прибегать к помощи лупы. [43]
Значения коэффициентов расхода даны для длины электрода 450 мм. [44]
Цена устанавливается в зависимости от длины электрода. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
Длина - электрод - Большая Энциклопедия Нефти и Газа, статья, страница 4
Длина - электрод
Cтраница 4
При диаметре до 2 мм длина электрода 225 или 250 мм При диаметре до 2 5 и 3 мм длина электрода 350 мм При диаметре 4 мм длина электрода 400 или 450 мм При диаметре от 5 до 12 мм длина электрода 450 мм Диаметр электродов указан для стержня без ободочки. При отсутствии готовых электродов они могут быть изготовлены из стальной сварочной проволоки СВ-08 диаметром от 2 до 10 мм. Обмазка выполняется жидким стеклом, смешанным с просеянным мелом. [46]
Согласно ГОСТ 2523 - 51 длина электрода регламентируется в зависимости от диаметра и материала стержня электродов. Один конец электрода на длине 30 мм должен быть свободен от покрытия, как и торец противоположного конца. [47]
Простейшей модификацией ВШП является изменение длины электродов или непостоянный шаг. [48]
Прием, заключающийся в изменении длины электродов и называемый аподизацией, иллюстрируется на рис. 1.4, где показано устройство с одним аподизованным и одним однородным преобразователем. Для простоты здесь принято, что однородный преобразователь намного короче аподизованного; в этом случае частотная характеристика устройства в основном определяется свойствами аподизованного преобразователя. Эффект аподизации можно уяснить, считая, что к однородному преобразователю приложен короткий электрический импульс. При этом возбуждается короткий волновой пакет, который, распространяясь по поверхности подложки, проходит последовательно через весь аподизованный преобразователь. В каждый момент времени напряжение иа выходе аподизованного ВШП зависит от степени перекрытия электродов в той точке, где находится волновой пакет. Ъависимрстн степени перекрытия электродов а временной. [49]
Рекомендуемые режимы даны применительно к длине электрода 400 - 600 мм. Для более длинных электродов сила тока должна быть уменьшена. [50]
Рекомендуемые режимы даны применительно к длине электрода 400 - 600 мм. Для более длинных электродов величина тока должна быть уменьшена. [51]
Сварка производится электродами марки УВ-50, длина электродов 400 мм. [52]
Ом - м; / - длина электрода, м; d - диаметр электрода, м; если электрод изготовлен из угловой стали, то эквивалентный диаметр d - 0 95 b, где b - ширина сторон уголка. [54]
Сварка производится электродами марки УВ-50, длина электродов 400 мм. [55]
При диаметре 5 - 6 мм длина электрода принимается не более 700 мм, при диаметре 8 мм длина электрода - до 1500 мм. [56]
В суглинистых и супесчаных грунтах увеличение длины электрода с 2 5 до 6 м приводит к снижению сопротивления в 1 8 - 6 раз в зависимости от проводимости грунта. Наиболее эффективно используются вертикальные электроды, погружаемые в пески. В этих условиях увеличение длины заземлителя с 2 5 до 6 м снижает сопротивление в 10 - 15 раз, а до 12 м - в 20 - 30 раз. [57]
Страницы: 1 2 3 4
www.ngpedia.ru
Длина - электрод - Большая Энциклопедия Нефти и Газа, статья, страница 4
Длина - электрод
Cтраница 4
При диаметре до 2 мм длина электрода 225 или 250 мм При диаметре до 2 5 и 3 мм длина электрода 350 мм При диаметре 4 мм длина электрода 400 или 450 мм При диаметре от 5 до 12 мм длина электрода 450 мм Диаметр электродов указан для стержня без ободочки. При отсутствии готовых электродов они могут быть изготовлены из стальной сварочной проволоки СВ-08 диаметром от 2 до 10 мм. Обмазка выполняется жидким стеклом, смешанным с просеянным мелом. [46]
Согласно ГОСТ 2523 - 51 длина электрода регламентируется в зависимости от диаметра и материала стержня электродов. Один конец электрода на длине 30 мм должен быть свободен от покрытия, как и торец противоположного конца. [47]
Простейшей модификацией ВШП является изменение длины электродов или непостоянный шаг. [48]
Прием, заключающийся в изменении длины электродов и называемый аподизацией, иллюстрируется на рис. 1.4, где показано устройство с одним аподизованным и одним однородным преобразователем. Для простоты здесь принято, что однородный преобразователь намного короче аподизованного; в этом случае частотная характеристика устройства в основном определяется свойствами аподизованного преобразователя. Эффект аподизации можно уяснить, считая, что к однородному преобразователю приложен короткий электрический импульс. При этом возбуждается короткий волновой пакет, который, распространяясь по поверхности подложки, проходит последовательно через весь аподизованный преобразователь. В каждый момент времени напряжение иа выходе аподизованного ВШП зависит от степени перекрытия электродов в той точке, где находится волновой пакет. Ъависимрстн степени перекрытия электродов а временной. [49]
Рекомендуемые режимы даны применительно к длине электрода 400 - 600 мм. Для более длинных электродов сила тока должна быть уменьшена. [50]
Рекомендуемые режимы даны применительно к длине электрода 400 - 600 мм. Для более длинных электродов величина тока должна быть уменьшена. [51]
Сварка производится электродами марки УВ-50, длина электродов 400 мм. [52]
Ом - м; / - длина электрода, м; d - диаметр электрода, м; если электрод изготовлен из угловой стали, то эквивалентный диаметр d - 0 95 b, где b - ширина сторон уголка. [54]
Сварка производится электродами марки УВ-50, длина электродов 400 мм. [55]
При диаметре 5 - 6 мм длина электрода принимается не более 700 мм, при диаметре 8 мм длина электрода - до 1500 мм. [56]
В суглинистых и супесчаных грунтах увеличение длины электрода с 2 5 до 6 м приводит к снижению сопротивления в 1 8 - 6 раз в зависимости от проводимости грунта. Наиболее эффективно используются вертикальные электроды, погружаемые в пески. В этих условиях увеличение длины заземлителя с 2 5 до 6 м снижает сопротивление в 10 - 15 раз, а до 12 м - в 20 - 30 раз. [57]
Страницы: 1 2 3 4
www.ngpedia.ru










