Справочник | Лесоматериалы | Деревянное строительство. Для чего нужна прифуговка зубьев пил
Заточка дереворежущих инструментов
4. Заточка дереворежущих инструментов
Если посмотреть под микроскопом или в лупу на режущую кромку, то можно заметить, что она не острая, а округленная. И чем больше округление режущей кромки, тем более тупым является лезвие инструмента. Тупым лезвием трудно делать, так как оно уже не перерезает волокна, а сминает их. Обработанная тупым лезвием поверхность шероховатая, с заколами, разрывами волокон.
Чтобы режущую кромку сделать острой, необходима заточка лезвия инструмента. Заточку производят на заточных станках или вручную. Заточной станок состоит из заточного (абразивного) круга, насаженного на вал и приводимого во вращение рукояткой (рис.7, а) или от электродвигатели (рис.7. б, в). Заточной круг имеет такое направление вращения, что его затачивающая поверхность движется сверху вниз.При заточке всех режущих инструментов на электроточилах есть одна особенность — это расположение режущей кромки впереди затачиваемой поверхности, чтобы она обдувалась набегающим потоком воздуха (не синела и не отпускалась). Если лезвие посинело, значит, оно нагрелось до такой температуры, при которой металл потерял свою твердость. Такое лезвие быстро затупляется, усилие резания при этом возрастает в несколько раз, резко ухудшается качество обработанной поверхности. Однако расположение инструмента при заточке лезвием вперед является более опасным, так как возможен его выброс вращающимся кругом. Поэтому затачиваемый инструмент надежно прижимают к упору и осторожно, плавно подводят его лезвие к кругy.
Затачивают (стачивают) на режущих инструментах обычно более малую поверхность их лезвий, например на ножах рубанков и стамесок- заднюю (рис 8. 2), а на зубьях продольных пил — переднюю и заднюю (рис. 12). При этом снимается меньший объем металла лезвия, экономятся инструменты, трудозатраты и время.
Затачивают инструмент до тех нор, пока режущая кромка не станет острой. Это можно проверить на кусочке древесины, который будет резаться, а не скользить по тупой кромке. О том, что режущая кромка заточилась, сигнализирует образование искр на передней поверхности лезвия при его заточке.
Заточку ножей рубанков и фуганков в школьных мастерских обычно выполняют на электроточиле ЭТШ-1 или на заточном станке C3Ш-I. Нож на станке СЗШ-l крепят и перемещают в специальном суппорте под определенным углом к торцевой плоскости вращающегося заточного круга, тем самым создавая постоянный угол заострения β (рис 7. в).
За счет того, что плоскость круга немного развернута к плоскости ножа, задняя поверхность ножа получается вогнутой по дуге cd (рис. 7, в). Образуется так называемая «сабельная» заточка лезвия Такое лезвие хорошо и быстро правится (доводится) на оселке.
Контролировать правильность заточки и величину угла заострения лезвия можно по шаблону или угломером.
Затачиваемый инструмент во время заточки держат двумя руками, плавно перемешают вдоль режущей кромки, периодически охлаждают в воде, чтобы лезвие не перегревалось. Заточку ведут в защитных очках. При заточке полукруглой стамески ее еще и вращают относительно своей оси. Угол наклона инструмент выбирают так, чтобы затачивалась вся стачиваемая поверхность и образовывался нужный угол заострения лезвия в пределах 30 - 45˚.
Косые стамески затачивают с двух сторон с расположением режущей кромки вверх.
В целях безопасности учащимся работать самостоятельно на заточных станках запрещается!
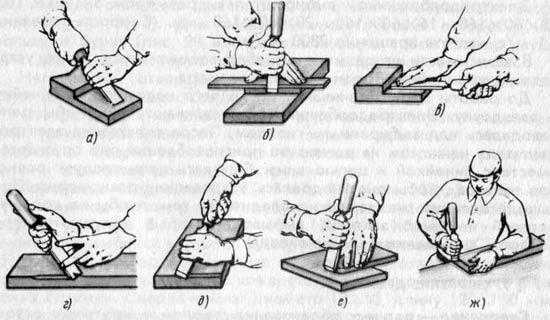
На заточенном лезвии образуются заусенцы. Их снимают путем доводки лезвия на плоском мелкозернистом бруске. При доводке лезвие инструмента сточенной поверхностью плотно прижимают к бруску и перемещают круговыми или перекрестными движениями, пока заусенцы не исчезнут (рис. 8).
Острую режущую кромку получают правкой лезвия па еще более мелкозернистом бруске (оселке). Оселок смачивают водой и перемещают по всей затачиваемой поверхности круговыми движениями. Периодически правят лезвие и по другой его поверхности. После правки лезвие и оселок промывают водой и протирают насухо.
Заточка пил более сложна. Перед заточкой зубьев пил их прифуговывают напильником, закрепленным в специальном приспособлении — колодке (рис. 9).
Прифуговка — выравнивание но одной линии вершинок зубьев посредством срезания их напильником при его движении вдоль зубьев. В результате прифуговки срезают вершинки выступающих зубьев.
3убья поперечных пил затачивают с косой боковой заточкой под углом β1 (рис.10, а) трехгранным (личным) напильником с мелкой насечкой. При этом пилу закрепляют зубьями вверх в деревянных прокладках в зажиме верстака (рис. 11, а) или в тисках (рис. 11. б).
Вначале затачивают зубья с двух сторон с видимыми боковыми скосами двумя-тремя движениями по ним напильника с наклоном под углом β1 к плоскости пилы (рис. 10, а. г; рнс.11 б). Затем пилу закрепляют, повернув к себе не заточенные боковые поверхности, и их также затачивают.
Затачивают зубья до образования острой вершинки и острой боковой режущей кромки.
Зубья пил натачивают по передней и задней поверхностям. Переднюю поверхность натачивают под углом боковой заточки β1 до образования острой режушей кромки. При этом применяют трехгранные и ромбические (рис. 12) напильники с мелкой насечкой. Напильник перемещают под углом заточки и под наклоном от основания зуба к вершине.
Чтобы полотно пилы свободно перемещалось, в пропиле производят развод зубьев пил. При разводе зубьев пил их поочередно отгибают в разные стороны через один зуб (рис. 13, а). Развод зубьев производят разводкой (рис. 13). При этом зуб пилы 1 заводят в паз разводки 2 и отгибают его до тех пор, пока упор 3 не коснется полотка пилы.
Контроль величины развода осуществляют шаблонами. При этом вершины зубьев должны располагаться на двух прямых линиях, расстояние между которыми (развод) должно быть в 1,5 - 2 раза больше толщины полотна пилы.
Правила безопасности
1.Не допускать заклинивания круга затачиваемым инструментом, так как раскалывание круга приводит к выбросу кусков с большой скоростью.
2.Затачиваемый инструмент подводить к заточному кругу плавно и держать так, чтобы его не выбросили кругом.
3.При заточке на торце круга остерегайтесь попадания инструмента на зажимные шайбы.
4.Все виды заточек приводить только с разрешения учителя и строго под его надзором!
5.Внимательно пронаблюдать заточку, как это делает учитель.
6.При заточке и разводе зубьев пил остерегаться ранения рук.
7.Закрывать незатачиваемые зубья пил специальными защитыми чехлами.
Практическая работа
Заточка и развод зубьев пил.
1. Получите у учителя пилу, напильник, напильник в колодке и разводку для заточки и развода зубьев пил.
2. Запишите последовательность заточки и покажите учителю.
3.По разрешению учителя и под его руководством и наблюдением произведите притирку и заточку зубьев пилы. Контролируйте правильность заточки.
4.Настройте разводку и разведите зубья пилы.
Практическая работа №2.
Правка и доводка лезвий ножей для стругов, стамесок и долот.
1. Получите у учителя инструмент, у которого необходимо выполнить правку и доводку лезвия
2. Попробуйте резать образец древесины этим лезвием.
3. Подберите необходимые бруски и оселки для правки и доводки лезвия.
4. Произведите правку и доводку лезвия, как эти показано на рис. 8.
5. Проконтролируйте остроту режущей кромки.
Новые термины: Округление (затупление) режущей кромки, заточка, заточной станок, заточной круг, доводка, брусок, правка, оселок, прифуговка, угол боковой заточки, paзвод, разводка.
Вопросы и задания
1. Как затачивают стамески, долота и ножи для сругов?
2. Что называют доводкой и правкой лезвия?
3. Для чего нужна прифуговка зубьев пил?
4. Как затачивают зубья пил для поперечной распиловки?
5. Как затачивают зубья пил для продольной и смешанной распиловки?
6. Как производят развод зубьев пил?
Сайт управляется системой uCoz
berezaklim.ru
Заточка дереворежущих инструментов - Легкое дело
4. Заточка дереворежущих инструментов
Если посмотреть под микроскопом или в лупу на режу щую кромку, то можно заметить, что она не острая, а ок ругленная. И чем больше округление режущей кромки, тем более тупым является лезвие инструмента. Тупым лезвием трудно делать, так как оно уже не перерезает волокна, а сминает их. Обработанная тупым лезвием поверхность ше роховатая, с заколами, разрывами волокон.
Чтобы режущую кромку сделать острой, необходима за точка лезвия инструмента. Заточку производят на заточных станках или вручную. Заточной станок состоит из заточного (абразивного) круга, насаженного на вал и приводимого во вращение рукояткой (рис.7, а) или от электродвигатели (рис.7. б, в). Заточной круг имеет такое направление вращения, что его затачивающая поверхность движется сверху вниз.
Затачивать инструменты можно как на цилиндрической поверхности заточного круга, так и на торцевых.
При заточке всех режущих инструментов на электроточилах есть одна особенность — это расположение режущей кромки впереди затачиваемой поверхности, чтобы она обдувалась набегающим потоком воздуха (не синела и не отпускалась). Если лезвие посинело, значит, оно нагрелось до такой температуры, при которой металл потерял свою твердость. Такое лезвие быстро затупляется, усилие резания при этом возрастает в несколько раз, резко ухудшается качество обработанной поверхности. Однако расположение инструмента при заточке лезвием вперед является более опасным, так как возможен его выброс вращающимся кругом. Поэтому затачиваемый инструмент надежно прижимают к упору и осторожно, плавно подводят его лезвие к круг y.
Затачивают (стачивают) на режущих инструментах обычно более малую поверхность их лезвий, например на ножах рубанков и стамесок- заднюю (рис 8. 2), а на зубьях продольных пил — переднюю и заднюю (рис. 12). При этом снимается меньший объем металла лезвия, экономятся инструменты, трудозатраты и время.
Затачивают инструмент до тех нор, пока режущая кромка не станет острой. Это можно проверить на кусочке древесины, который будет резаться, а не скользить по тупой кромке. О том, что режущая кромка заточилась, сигнализирует образование искр на передней поверхности лезвия при его заточке.
Заточку ножей рубанков и фуганков в школьных мастерских обычно выполняют на электроточиле ЭТШ-1 или на заточном станке C 3Ш- I. Нож на станке СЗШ- l крепят и перемещают в специальном суппорте под определенным углом к торцевой плоскости вращающегося заточного круга, тем самым создавая постоянный угол заострения β (рис 7. в).
За счет того, что плоскость круга немного развернута к плоскости ножа, задняя поверхность ножа получается вогнутой по дуге cd (рис. 7, в). Образуется так называемая «сабельная» заточка лезвия Такое лезвие хорошо и быстро правится (доводится) на оселке.
Контролировать правильность заточки и величину угла заострения лезвия можно по шаблону или угломером.
Затачиваемый инструмент во время заточки держат д вумя руками, плавно перемешают вдоль режущей кром ки, периодически охлаждают в воде, чтобы лезвие не пере гревалось. Заточку ведут в защитных очках. При заточке полукруглой стамески ее еще и вращают относительно своей оси. Угол наклона инструмент выбирают так, что бы затачивалась вся стачиваемая поверхность и образовы вался нужный угол заострения лезвия в пределах 30 - 45˚.
Косые стамески затачивают с двух сторон с расположе нием режущей кромки вверх.
В целях безопасности учащимся работать самостоятель но на заточных станках запрещается!
На заточенном лезвии образуются заусенцы. Их снима ют путем доводки лезвия на плоском мелкозернистом бруске. При доводке лезвие инструмента сточенной поверхностью плотно прижимают к бруску и перемещают круговыми или перекрестными движениями, пока заусенцы не ис чезнут (рис. 8).
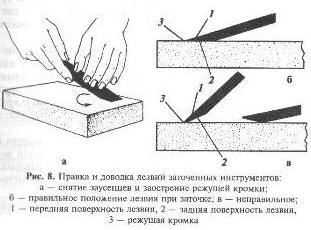
Острую режущую кромку получают правкой лезвия па ещ е более мелкозернистом бруске (оселке). Оселок смачи вают водой и перемещают по всей затачиваемой поверхно сти круговыми движениями. Периодически правят лезвие и по другой его поверхности. После правки лезвие и осе лок промывают водой и протирают насухо.
Заточка пил более сложна. Перед заточкой зубьев пил их прифуговывают напильником, закрепленным в специальном приспособлении — колодке (рис. 9).
Прифуговка — выравнивание но одной линии верши нок зубьев посредством срезания их напильником при его движении вдоль зубьев. В результате прифуговки срезают вершинки выступающих зубьев.
3уб ья поперечных пил затачивают с косой боковой за точкой под углом β1 (рис.10, а) трехгранным (личным) напиль ником с мелкой насечкой. При этом пилу закрепляют зубьями вверх в деревянных прокладках в зажиме верстака (рис. 11, а) или в тисках (рис. 11. б).
Вначале затачивают зубья с двух сторон с видимыми бо ковыми скосами двумя-тремя движениями по ним напильника с наклоном под углом β1 к плоскости пилы (рис. 10, а. г; рнс.11 б). Затем пилу закрепляют, повернув к себе не заточенные боковые поверхности, и их также затачивают.
Затачивают зубья до образования острой вершинки и острой боковой режущей кромки.
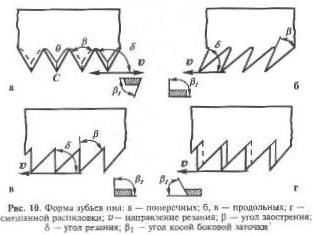
Зубья пил натачивают по передней и задней поверхностям. Переднюю поверхность натачивают под углом боковой заточки β1 до образования острой режушей кромки. При этом применяют трехгранные и ромбические (рис. 12) напильники с мелкой насечкой. Напильник перемещают под углом заточки и под наклоном от основания зуба к вершине.
Чтобы полотно пилы свободно перемещалось, в пропиле производят развод зубьев пил. При разводе зубьев пил их поочередно отгибают в разные стороны через один зуб (рис. 13, а). Развод зубьев производят разводкой (рис. 13). При этом зуб пилы 1 заводят в паз разводки 2 и отгибают его до тех пор, пока упор 3 не коснется полотка пилы.
Контроль величины развода осуществляют шаблонами. При этом вершины зубьев должны располагаться на двух прямых линиях, расстояние между которыми (развод) должно быть в 1,5 - 2 раза больше толщины полотна пилы.
1. Не допускать заклинивания круга затачиваемым инструментом, так как раскалывание круга приводит к выбросу кусков с большой скоростью.
2.Затачиваемый инструмент подводить к заточному кругу плавно и держать так, чтобы его не выбросили кругом.
3.При заточке на торце круга остерегайтесь попадания инструмента на зажимные шайбы.
4.Все виды заточек приводить только с разрешения учителя и строго под его надзором!
5.Внимательно пронаблюдать заточку, как это делает учитель.
6.При заточке и разводе зубьев пил остерегаться ранения рук.
7.Закрывать незатачиваемые зубья пил специальными защитыми чехлами.
Заточка и развод зубьев пил.
1. Получите у учителя пилу, напильник, напильник в колодке и разводку для заточки и развода зубьев пил.
2. Запишите последовательность заточки и покажите учителю.
3. По разрешению учителя и под его руководством и наблюдением произведите притирку и заточку зубьев пилы. Контролируйте правильность заточки.
4.Настройте разводку и разведите зубья пилы.
Практическая работа №2 .
Правка и доводка лезвий ножей для стругов, стамесок и долот.
1. Получите у учителя инструмент, у которого необходимо выполнить правку и доводку лезвия
2. Попробуйте резать образец древесины этим лезвием.
3. Подберите необходимые бруски и оселки для правки и доводки лезвия.
4. Произведите правку и доводку лезвия, как эти показано на рис. 8.
5. Проконтролируйте остроту режущей кромки.
Новые термины:Округление (затупление) режущей кромки, заточка, заточной станок, заточной круг, доводка, брусок, правка, оселок, прифуговка, угол боковой заточки, pa звод, разводка.
Вопросы и задания
1. Как затачивают стамески, долота и ножи для сругов?
2. Что называют доводкой и правкой лезвия?
3. Для чего нужна прифуговка зубьев пил?
4. Как затачивают зубья пил для поперечной распиловки?
5. Как затачивают зубья пил для продольной и смешанной распиловки?
6. Как производят развод зубьев пил?
Сайт управляется системой uCoz
http://berezaklim.ru
legkoe-delo.ru
Заточка зубьев пил - Основные операции по обработке древесины
Для уменьшения трения и во избежание заедания полотна пилы в пропиле зубья разводят.
Полотно пилы зажимают в тиски, и вершины зубьев поочередно отгибают от основания примерно на 2/3 высоты: четные — в одну сторону, а нечетные — в другую. При распиловке древесины твердых пород зубья разводят на 0,25… 0,5 мм, а мягких пород — на 0,5…1 мм.
Разводят зубья с помощью обычной или универсальной разводок. Точность развода проверяют шаблоном. В нерабочем состоянии, во избежание растяжения тетивы, следует немного отпустить закрутку.
Заточка и фугование пил
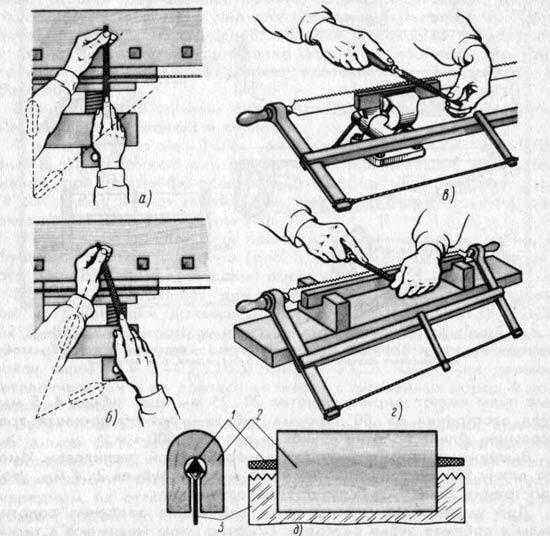
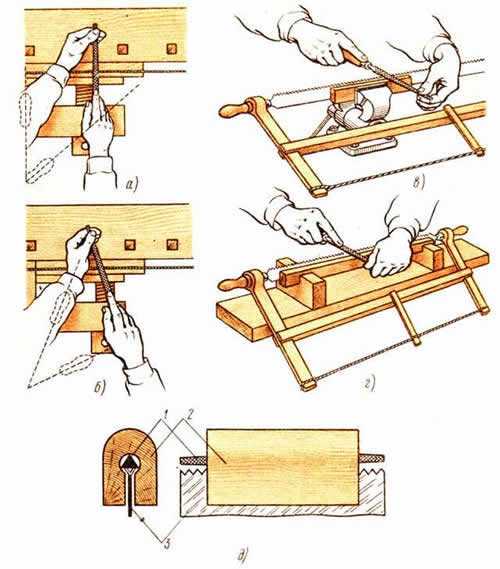
Заточка и фугование пил:
а — расположение пилоточа при прямой заточке, б — расположение пилоточа при косой заточке, в — заточка лучковой пилы, закрепленной в тисках, г — заточка лучковой пилы, уложенной в деревянную колодку, д — фугование пил;
1 — напильник, 2 — колодка, 3 — пила.
В процессе пиления зубья затупляются; чтобы восстановить режущую способность зубьев, их затачивают напильниками (ГОСТ 6476 — 80) (рис. 9, а…г).
Заточку нужно производить ровно, без сильных нажимов (так как это может вызвать перегрев пилы) так, чтобы не было заусенцев, засинений и др.
Пилы для поперечного раскроя имеют косую заточку, поэтому напильник при их затачивании держат под углом 60…70°. Заточив через один зубья с одной стороны, затачивают пропущенные зубья с другой стороны.
Вершины затачиваемых зубьев должны находиться на одной высоте, поэтому до заточки зубья выравнивают по высоте фугованием следующим образом: в деревянную колодку 2 (рис. 9, д), имеющую прорезь, вставляют трехгранный напильник 1, после чего колодку с напильником надевают на пилу 3 и, двигая по полотну, выравнивают вершины зубьев.
Наточенные пилы не должны иметь заусенцев, засинений и других дефектов. Заусенцы снимают напильником с мелкой насечкой (бархатным).
«Плотничные и стекольные работы»,Л.Н.Крейндлин
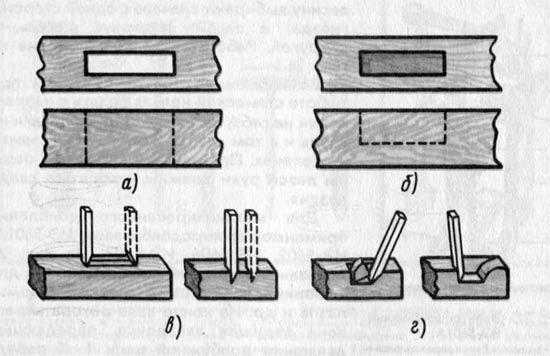
Долотами гнезда выбирают по разметке, причем при долблении сквозных гнезд разметку наносят с обеих сторон детали, несквозных — с одной стороны. Обрабатываемую деталь укладывают на столе или верстаке и закрепляют ее. При выдалбливании сквозных гнезд во избежание порчи крышки стола, верстака под деталь подкладывают отрезок бракованной доски. Ширина лезвий долот должна соответствовать ширине выбираемых гнезд….
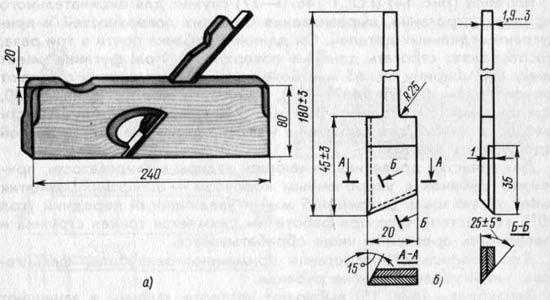
Шерхебель служит для первоначального грубого строгания вдоль, поперек и под углом к волокнам древесины. После строгания шерхебелем поверхность древесины получается неровной, со следами углублений в виде желобков. Это вызвано тем, что лезвие ножа имеет овальную форму. При работе нож выпускают до 3 мм. Шерхебель Шерхебель: а — общий вид, б — шерхебельный нож. Фуганок Фуганок:…
При долблении сквозных гнезд древесину выбирают сначала с одной стороны гнезда, а затем, повернув деталь, — с другой. Работа стамеской показана на рисунке. Работа стамеской Работа стамеской: а — зачистка подрезанных мест, б — поперечная подрезка, в — подрезка вдоль волокон, г — снятие долевой фаски, д — снятие фаски с торца, е — зачистка…
Для зачистки древесины, имеющей задиры и свилеватость, применяют рубанок с укороченным корпусом — шлифтик. Шлифтик имеет узкую щель (шириной 5 мм) и увеличенный передний угол (60°), вследствие чего при работе им снимается тонкая стружка и поверхность древесины чище обрабатывается. Для профильного строгания применяют зензубель, фальцгебель, шпунтубель и другие рубанки. Зензубель Зензубель: а — общий вид,…
Для механизированного долбления применяют электродолбежники ИЭ-5601А, ИЭ-5602, ИЭ-5606, ИЭ-5607. На рисунке показан электродолбежник ИЭ-5601 А для выборки гнезд прямоугольной формы, пазов и др. На конце вала ротора укреплена ведущая звездочка, передающая движение долбежной цепи 1. К переднему щиту долбежника крепится направляющая линейка 8. Регулируют глубину долбления ограничителем хода. Опускание и автоматический подъем линейки осуществляют по…
www.ktovdome.ru
конспект урока по технологии на тему: "Заточка дереворежущих инструментов" 7 класс
План – конспект урока
Тема урока: Заточка дереворежущих инструментов.
Цель: Формировать у учащихся умение заточки столярного инструмента; научить правилам и последовательности заточки деревообрабатывающего инструмента; развивать технические знания в области резания материалов; воспитывать дисциплинированность и точность при выполнении работы.
Задачи урока:
обучающая – ознакомление с приемами заточки и доводки дереворежущих инструментов, формирования у учащихся умения заточки столярных инструментов, дать понятие прифуговки зубьев солярных пил и ножовок;
развивающая – развивать технические знания в области резания материалов;
воспитательная – воспитывать дисциплинированность, аккуратность и точность при выполнении работы.
Оснащение урока: дереворежущий инструмент (стамеска, долото, ножи рубанка или фуганка, столярная ножовка), абразивные бруски, оселки, трехгранный напильник, напильник в колодке, ромбический напильник, разводка; ПК, презентация «Заточка дереворежущих инструментов»
Методы обучения: рассказ, фронтальный опрос, демонстрация инструментов, приемов работы, практическая работа.
Тип урока – комбинированный.
Опорные понятия: оселок, доводка, правка, заусенцы, абразивный инструмент, абразивный брусок, прифуговка.
Время проведения – 45 минут.
Прежде, чем приступить к обработке материалов режущими инструментами, необходимо проверить их надежность, работоспособность. Инструмент должен быть всегда налажен, хорошо заточен. В ходе этого урока ученики знакомятся с приемами и последовательностью заточки долот, стамесок, столярных ножовок. Объяснение учителем процесса заточки сопровождается показом презентации.
Ход урока
п/п
Этапы урока
Действия учителя
Деятельность учеников
ИКТ
1
Организационный момент
Приветствие,
контроль посещаемости,
проверка готовности учащихся к уроку
Приветствие учителя, наличие спецодежды, письменных принадлежностей
2
Проверка ранее изученного материала
Работа с классом: тестирование
Выполнение теста «Конструкторская и технологическая документация»
Сведения о процессе изготовления изделий приведены:
на чертеже изделия;
на техническом рисунке;
на сборочном чертеже;
на технологической карте.
технологическая документация – это:
комплект графических и текстовых документов;
единая система конструкторской документации;
графические и текстовые документы, определяющие технологию изготовления изделия.
Основными технологическими документами являются:
схема, чертеж, эскиз;
маршрутная, операционная карта и технологическая операция;
технологическая, маршрутная и операционная карта.
Технологическая карта – это:
документ, в котором записан весь процесс обработки детали и изделия;
операция, выполняемая на одном рабочем месте;
перечень переходов и установок.
Технологическая операция – это:
часть всего производственного процесса;
законченная часть технологического процесса, выполняемая на одном рабочем месте;
описание отдельных маршрутов, в технологии изготовления.
Точение на токарном станке – это:
технологическая операция;
технологический переход;
маршрутная карта.
3
Переход к изучению новой темы
В процессе работы режущая кромка инструмента в результате истирания и выкрашивания затупляется. Работать таким инструментом гораздо труднее, т.к. резец уже не перерезает волокна древесины, а сминает и разрывает их. В результате качество обработанной поверхности снижается. Поэтому периодически выполняют заточку режущих инструментов.
План
приемы заточки стамески и ножа рубанка;
приемы заточки столярной ножовки;
правила безопасности во время работы.
Записать в тетрадях тему урока и план работы.
Слайд №1
4
Изучение новой темы
Рассказ и демонстрация приемов работы
Ножи рубанков, лезвия долот и стамесок затачивают при помощи заточного станка. Вращение его осуществляется вручную при помощи рукоятки или от электродвигателя. Затачивают инструмент на точиле до образования по всему лезвию тонкой и ровной кромки заусенцев.
После заточки лезвие инструмента доводят на абразивных брусках с мелкими зернами (оселки). Инструмент прижимают к поверхности бруска передней гранью и перемещают из стороны в сторону круговыми движениями. Затем доводят фаску лезвия. Так, чередуя эти операции, делают до тех пор, пока лезвие не станет острым, без заусенцев. Надо периодически поворачивать инструмент с одной стороны в другую, пока обе грани лезвия не будут отполированы до блеска. Движения руки должны становиться все более частыми и легкими, и поворачивать инструмент следует все чаще. При этом необходимо следить за тем, чтобы затачиваемая фаска плотно прилегала к оселку.
Во время заточки необходимо постоянно контролировать качество заточки ножа. Режущая кромка у правильно заточенного ножа расположена строго под прямым углом к боковой грани. Проверить это можно с помощью угольника.
Качество заточки (качество среза поперек волокон) проверяют с помощью деревянного бруска или тетрадного листа. Необходимо провести по нему лезвием: если срез получится без задиров, с ровными краями, значит, инструмент уже достаточно острый. Ни в коем случае нельзя проверять качество заточки пальцем, проводя по лезвию вдоль или поперек.
Работать пилой, если она тупая или неисправная, тяжело и непроизводительно. Поэтому, прежде чем начать работу, необходимо привести пилу в порядок и убедиться в правильности ее заточки.
Прифуговка (или фугование) – выравнивание зубьев по высоте. Для выравнивания используют специальное приспособление, деревянную колодку с прорезью, куда вставляют напильник и пилу; фугуют зубья до тех пор, пока на вершине каждого из них не образуется небольшая плоскость.
Развод зубьев пилы. Зубья по всей длине пилы разгибают поочередно в противоположные стороны.
Заточка зубьев пилы.
В зависимости от формы зубьев пил их затачивают по разному.
Пилы, предназначенные для продольного пиления материала, закрепляют в тисках или в специальном приспособлении. Начинают работу трехгранным напильником с правой стороны. Происходит одновременная обработка передней грани одного и задней грани соседнего зуба. Каждый зуб затачивают до тех пор, пока вершина не станет острой, т. е. образуется режущая кромка.
Пилы для разрезания материала поперек волокон затачивают в специальном приспособлении, позволяющем установить полотно под определенным углом, затачивают только зубья, разведенные «от себя», направляя напильник под углом 60-700 к полотну. Обе грани зуба затачивают с одинаковым наклоном. Затем полотно поворачивают и повторяют операцию. По каждому зубу пилы необходимо проходить напильником одинаковое количество ходов, чтобы все зубья остались одинаковыми по высоте.
Ученики слушают учителя и записывают основные понятия в рабочих тетрадях.
Презентация «Заточка дереворежущих инструментов»
Слайд №2
Слайд №3
Слайд №4
Слайд №5
Слайд №6
Слайд №7
Слайды №8,9
Слайд №10
Самостоятельная работа
Какие правила техники безопасности необходимо соблюдать при заточке режущего инструмента?
Проверка записей в тетради.
Примерные ответы учащихся:
Надежно закрепить абразивный брусок на рабочем месте (используя приспособление или кусок резины).
Обе руки держать на ноже.
Не делать сильных, резких движений.
Не проверять качество заточки пальцем или ногтем.
При заточке и разводе зубьев пилы остерегаться ранения рук.
Закрывать не затачиваемые зубья пилы специальным чехлом.
Не производить заточку инструмента без разрешения учителя.
Слайд №11
5
Практическая работа
Корректировка хода практической работы.
Контроль за соблюдением правил безопасной работы.
Анализ успехов и ошибок в практической работе
-Подготовка рабочего места.
-Выбор абразивных брусков для заточки и правки.
-Заточка на крупнозернистом бруске.
-Правка на мелкозернистом бруске.
-Проверка качества заточки инструмента.
6
Закрепление изученного материала
Почему лезвия инструментов периодически нужно затачивать?
От степени заточки зависит качество обработки древесины. Заточка некачественным и затупленным инструментом требует больших затрат времени и усилий и не гарантирует получения качественного изделия. Кроме того, в работе легче поранить руки тупым инструментом, чем остро заточенным.
Как снимаются заусенцы с лезвия?
Заусенцы снимаются на мелкозернистом бруске – оселке.
Как затачивают стамески, долота и ножи для стругов?
Для снятия крупных неровностей применяют заточной станок. Используются абразивные бруски с крупным зерном. Заточку производят до появления заусенцев.
Далее заусенцы снимают, затачивая на мелкозернистых брусках (до отпадания заусенцев). Острую режущую кромку получают правкой лезвия на еще более мелкозернистом бруске – оселке.
Для чего нужна прифуговка зубьев пилы?
Прифуговка зубьев пилы необходима для того, чтобы зубья стали одной высоты.
Как производят развод зубьев пилы?
При разводе зубья пилы через один отгибают в одну сторону, а пропущенные зубья – в противоположную.
Почему трудно пилить пилой с неразведенными зубьями?
В результате развода зубьев пропил получается шире, чем полотно, и пила легко ходит в разрезе.
7
Подведение итогов урока
Оценка практической работы учащихся; анализ допущенных ошибок
Уборка рабочих мест, привести себя в порядок.
Используемые источники:
«Технология», учебник для учащихся 7 класса (вариант для мальчиков) общеобразовательной школы под редакцией В. Д. Симоненко. Москва. 2014г.
Дерендяев К. Л. Поурочные разработки по технологии (вариант для мальчиков): 7 класс. – М.: ВАКО, 2014. – 288 с. – (В помощь школьному учителю).
Технология: поурочные планы по разделу «Технология обработки древесины» по программе В. Д. Симоненко. 5 – 7 классы /авт.-сост. Ю. А. Жадаев, А. В. Жадаева. – Волгоград: Учитель, 2015. – 205 с.
Технология: программы начального и основного общего образования /[М. В. Хохлова, П. С. Самородский, Н. В. Синица и др.]. – М.:Вентана-Граф, 2015 – 192 с.
infourok.ru
Подготовка пилы к работе | Справочник | Лесоматериалы
Подготовка пилы включает фугование, разведение и затачивание зубьев. На характер работы пилы влияют форма, размеры и наклон зубьев. Пилы с зубьями равнобедренной формы рекомендуется употреблять только для поперечного пиления, прямоугольной формы — для продольного и поперечного, с наклонными зубьями — только для продольного.
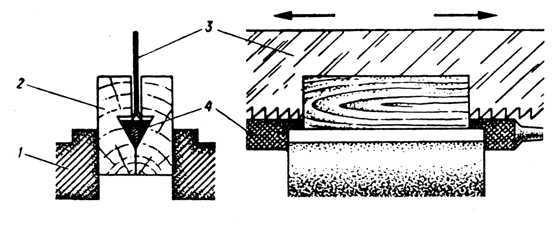
Фугование пилы (рис. 1) заключается в выравнивании вершин зубьев так, чтобы они находились на одной высоте. Для этого в тисках закрепляют напильник и по нему двигают вершинами зубьев. Качество фугования проверяют, приложив к вершинам линейку; при этом между вершинами зубьев и ребрами линейки не должно быть просветов.
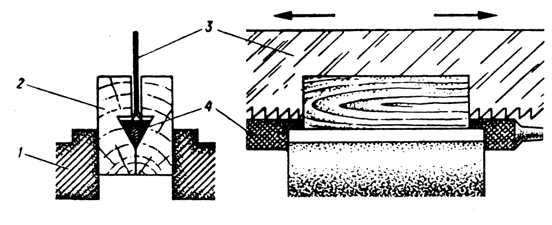 |
| Рис. 1. Фугование зубьев пилы: 1 — тиски; 2 — деревянный шаблон; 3 — полотно пилы; 4 — напильник. |
Разводка зубьев пилы. Чтобы полотно пилы не зажималось в пропиле, зубья пилы разводят, т. е. отгибают: четные — в одну сторону, нечетные — в другую. При этом отгибают не весь зуб, а только его верхнюю часть (1/3 от вершины зуба). При разведении зубьев необходимо соблюдать симметричность отгибов на обе стороны. Для пиления твердых пород зубья разводят на 0,25…0,5 мм на сторону, мягких пород — на 0,5…0,7 мм.
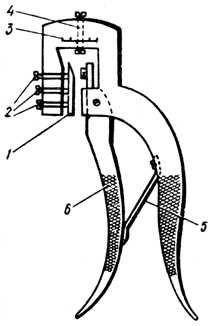 | |
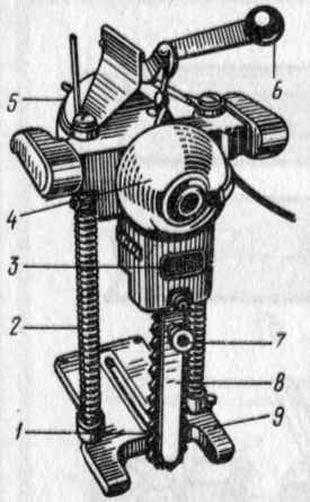
| Рис. 2. Универсальная разводка: 1 — пластинка; 2 — регулировочные винты; 3 — шкала, показывающая величину развода; 4 — винт с упором, регулирующий высоту отгибаемого зуба; 5 — пружина; 6 — рычаг для отгиба зуба от пилы. | Рис. 3. Шаблон для контроля правильности развода зубьев пилы: 1 — пила; 2 — шаблон. |
При распиливании сырой древесины развод должен быть максимальным, а сухой — составлять 1,5 толщины полотна пилы. Ширина пропила не должна быть больше двойной толщины полотна.
Для разведения пилы начинающему столяру рекомендуется использовать специальную разводку (рис. 2). Правильность развода пилы проверяют шаблоном (рис. 3), передвигая его вдоль полотна. Пилу разводят равномерно, не применяя больших усилий, так как иначе можно сломать зуб.

Заточка зубьев пилы. Зубья затачивают напильниками, имеющими форму ромба или треугольника, с двойной либо одинарной насечкой. Перед затачиванием пилу надежно укрепляют в тисках на верстаке. Напильник прижимают к зубу при движении от себя; при возврате его слегка приподнимают, чтобы он не касался пилы. Сильно прижимать напильник к зубу не следует, так как при этом он будет нагреваться, что приведет к уменьшению прочности зубьев.
Зубья пил для продольного раскроя затачивают с одной стороны и напильник держат перпендикулярно к полотну. Для поперечного раскроя зубья затачивают через один и напильник держат под углом 60…70°. Лучковые пилы затачивают трехгранным напильником.
Пилы с крупным зубом разводят и затачивают, а с мелким — преимущественно затачивают, но не разводят. Объясняется это тем, что в столярных работах используют совершенно сухой материал, полотно лучковых пил тонкое (0,5… 0,8 мм), размеры пропила по длине не особенно велики, так что опасность зажима почти исключается, а мелкие зубья с шагом 2…3 мм очень трудно развести. Чистота работы заточенных, но не разведенных пил с натянутым полотном намного выше, чем одноручных ножовок с разводом, что особенно важно при запиливении шипов и проушин.
les.novosibdom.ru
Пилы
Пилы
Пиление - операция разделения древесины на части с помощью многорезцового инструмента. Для распиловки лесоматериалов применяют ручные или механические пилы. Пила представляет собой ленту или диск с расположенными на ней зубьями (резцами). Зубья имеют следующие параметры: расстояние между двумя смежными вершинами составляет шаг, а расстояние между основанием и вершиной - высоту зуба. Для удаления образующихся в процессе пиления опилок служит впадина (пазуха). Каждый зуб пилы имеет три режущие кромки - одну переднюю, короткую, и две боковые. У пил для продольной распиловки древесины зубья короткой режущей кромкой перереза ют волокна, а боковыми разделяют волокна между собой по их направлению. Зубья этих пил имеют форму треугольника, прямую заточку; ими можно пилить только в одну сторону. У пил для поперечной распиловки короткая режущая кромка разделяет волокна, а боковые перерезают их. Зубья имеют форму преимущественно равнобедренного треугольника и двустороннюю заточку, поэтому ими можно пилить в обе стороны.
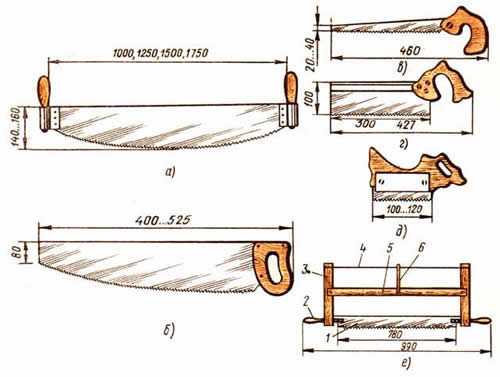
Ручные пилы. К ручным пилам относятся поперечные двуручные, ножевые (ножовки) и лучковые.
Пилы поперечные двуручные (см. схему ниже, поз. а) применяют для поперечного распиливания лесоматериалов. Толщина пил 1,1; 1,4 мм. Зубья имеют форму равнобедренного треугольника, заточка косая. Угол заострения (40 ... 45 ± 2)°.
Ножевые пилы, или ножовки, бывают широкие, узкие и с обушком. Ножовку широкую (см. схему ниже, поз. б) применяют для поперечного раскроя брусков, широких досок и плит. Толщина полотна 1,2 мм. Зубья пилы имеют форму треугольника, заточка косая. Угол заострения 40°. Ручку делают из древесины твердых пород.
Ножовка узкая (см. схему ниже, поз. в) предназначена для распиливания тонких материалов и выпиливания криволинейных заготовок, а также для сквозных пропилов. Толщина полотна 1,5 мм.
Ножовка с обушком (см. схему ниже, поз. г) используется для неглубоких пропилов. Верхняя часть полотна имеет утолщение. Толщина полотна 0,8 мм.
Ножовка-наградка (см. схему ниже, поз. д) применяется для несквозного пропиливания. Толщина полотна 0,4 ... 0,7 мм. Ею можно выпиливать узкие пазы.
Лучковые пилы (см. схему ниже, поз. е) применяют дня продольного и поперечного распиливания древесины. Они представляют собой деревянный станок (лучок) из древесины твердых пород с натянутым на нем полотном 1. Тетива 4 делается из крученого льняного или пенькового шнура диаметром 3 мм. Лучковые пилы распашные (распускные) предназначены для продольной распиловки. Имеют полотно шириной 45 ... 55 мм, толщиной 0,4 ... 0,7 мм, шаг зубьев 5 мм, угол заострения 40 ... 50º, заточка зубьев прямая. Поперечные пилы имеют ширину полотна 20 ... 25 мм, шаг зубьев 4 ... 5 мм, угол заострения 65 ... 80º, форма зубьев - равнобедренный треугольник.
Выкружные пилы служат для криволинейной распиловки. Имеют длину 500 мм, ширину полотна 4 ... 15 мм, шаг зубьев 2 . ..4 мм, угол заострения 50 ... 60º, зубья с прямой заточкой.
 Пилы
Пилы
Для уменьшения трения и во избежание заедания полотна пилы в пропиле зубья нужно разводить. Развод зубьев пил заключается в том, что полотно пилы зажимают в тиски и вершины зубьев поочередно отгибают от основания примерно на 2/3 высоты: четные в одну сторону, а нечетные - в другую. При распиловке древесины твердых пород зубья разводят на 0,25 ... 0,5 мм, а мягких пород - на 0,5 ... 1 мм. Разводят зубья с помощью обычной или универсальной разводок. Точность развода проверяют шаблоном.
В процессе пиления зубья затупляются, чтобы восстановить режущую способность зубьев, их затачивают напильниками (см. схему ниже, поз. а ... г). Заточку нужно производить ровно, без сильных нажимов (так как это может вызвать перегрев пилы) так, чтобы не было заусенцев, засинений и др. Пилы для поперечного раскроя имеют косую заточку, поэтому напильник при их затачивании держат под углом 60 ... 70º. Заточив через один зубья с одной стороны, затачивают пропущенные зубья с другой стороны. Вершины затачиваемых зубьев должны находиться на одной высоте, поэтому до заточки зубья выравнивают по высоте фугованием следующим образом: в деревянную колодку 2 (см. схему ниже, поз. д), имеющую прорезь, вставляют трехгранный напильник 1, после чего колодку с напильником надевают на пилу 3 и, двигая по полотну, выравнивают вершины зубьев.
 Заточка и фугование пил
Заточка и фугование пил
- как заказать лайки на ютубе на avi1 и не прогадать смотрите при переходе
www.armaxbio.com
Подготовка пилы к работе
Подготовка пилы включает фугование, разведение и затачивание зубьев. На характер работы пилы влияют форма, размеры и наклон зубьев. Пилы с зубьями равнобедренной формы рекомендуется употреблять только для поперечного пиления, прямоугольной формы — для продольного и поперечного, с наклонными зубьями — только для продольного.
Фугование пилы (рис. 1) заключается в выравнивании вершин зубьев так, чтобы они находились на одной высоте. Для этого в тисках закрепляют напильник и по нему двигают вершинами зубьев. Качество фугования проверяют, приложив к вершинам линейку; при этом между вершинами зубьев и ребрами линейки не должно быть просветов.
 |
| Рис. 1. Фугование зубьев пилы: 1 — тиски; 2 — деревянный шаблон; 3 — полотно пилы; 4 — напильник. |
Разводка зубьев пилы. Чтобы полотно пилы не зажималось в пропиле, зубья пилы разводят, т. е. отгибают: четные — в одну сторону, нечетные — в другую. При этом отгибают не весь зуб, а только его верхнюю часть (1/3 от вершины зуба). При разведении зубьев необходимо соблюдать симметричность отгибов на обе стороны. Для пиления твердых пород зубья разводят на 0,25…0,5 мм на сторону, мягких пород — на 0,5…0,7 мм.
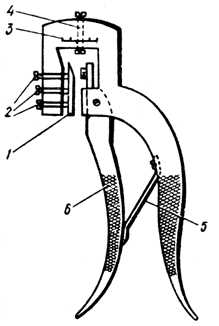 | |
| Рис. 2. Универсальная разводка: 1 — пластинка; 2 — регулировочные винты; 3 — шкала, показывающая величину развода; 4 — винт с упором, регулирующий высоту отгибаемого зуба; 5 — пружина; 6 — рычаг для отгиба зуба от пилы. | Рис. 3. Шаблон для контроля правильности развода зубьев пилы: 1 — пила; 2 — шаблон. |
При распиливании сырой древесины развод должен быть максимальным, а сухой — составлять 1,5 толщины полотна пилы. Ширина пропила не должна быть больше двойной толщины полотна.
Для разведения пилы начинающему столяру рекомендуется использовать специальную разводку (рис. 2). Правильность развода пилы проверяют шаблоном (рис. 3), передвигая его вдоль полотна. Пилу разводят равномерно, не применяя больших усилий, так как иначе можно сломать зуб.

Заточка зубьев пилы. Зубья затачивают напильниками, имеющими форму ромба или треугольника, с двойной либо одинарной насечкой. Перед затачиванием пилу надежно укрепляют в тисках на верстаке. Напильник прижимают к зубу при движении от себя; при возврате его слегка приподнимают, чтобы он не касался пилы. Сильно прижимать напильник к зубу не следует, так как при этом он будет нагреваться, что приведет к уменьшению прочности зубьев.
Зубья пил для продольного раскроя затачивают с одной стороны и напильник держат перпендикулярно к полотну. Для поперечного раскроя зубья затачивают через один и напильник держат под углом 60…70°. Лучковые пилы затачивают трехгранным напильником.
Пилы с крупным зубом разводят и затачивают, а с мелким — преимущественно затачивают, но не разводят. Объясняется это тем, что в столярных работах используют совершенно сухой материал, полотно лучковых пил тонкое (0,5… 0,8 мм), размеры пропила по длине не особенно велики, так что опасность зажима почти исключается, а мелкие зубья с шагом 2…3 мм очень трудно развести. Чистота работы заточенных, но не разведенных пил с натянутым полотном намного выше, чем одноручных ножовок с разводом, что особенно важно при запиливении шипов и проушин.
les.novosibdom.ru