Содержание
Гибка труб дорном. Прокатка труб по радиусу. Дорновая гибка
Существует 2 основные технологии гибки труб, это дорновая и бездорновая. Чтобы понять какую лучше технологию использовать, нужно знать будущий радиус гиба и толщину стенок.
Бездорновая гибка — применяется при радиуса гиба более 3D, где D — диаметр. Чтобы, при гибки труба не деформировалась, нужно произвести несколько операций, а именно набить трубу песком. Такая технология, не может похвастаться высоким качеством, и считается устаревшей.
Дорновая гибка — осуществляется на специальном станке. Труба располагается на дорне и под действием станка гнётся под заранее заданным углом.
- Дорновая гибка осуществляется несколькими способами:
- Гибка поджимом — осуществляется с помощью линейки или каретки. Данный способ предотвращает деформацию стенок при гибке труб как с большим, так и с маленьким диаметром.

- Проталкивание — осуществляется при помощи вальцов (3 или 4). Наиболее популярна под названиями: «трехвальцовая» и «четырёхвальцовая».
Кроме металлообрабатывающих станков, существует еще и оборудование для гибки труб и листового металла. Это оборудование довольно широко используется во многих крупных промышленных сферах, а также небольших предприятиях. На гибочных станках гнутся металлические листы, трубы самых различных диаметров, металлические пруты и даже толстая листовая сталь.
Для гибки металлических изделий, и изготовления различных заготовок из листового металла используются прессы самой различной конструкции, которые могут комплектоваться программным обеспечением ЧПУ.
Трубогибы
Сфера использования трубогибного оборудования довольно большая. Трубогибы используются не только для изготовления различных элементов для сборки трубопроводов. С их помощью изготавливаются многие элементы для других нужд. Например, такие, как всевозможные кольца, арочные дуги, спирали и другие специфические изделия.
С их помощью изготавливаются многие элементы для других нужд. Например, такие, как всевозможные кольца, арочные дуги, спирали и другие специфические изделия.
Трубогиб состоит из набора сменных роликов, которые соответствуют диаметру загибаемой трубы, и шкива с закрепленным на нем подвижным роликом. Через этот ролик, в процессе работы по загибанию, передается усилие на трубу, под воздействием которого она загибается. Иногда, для более качественной работы, труба заполняется специальным заполнителем (обычно это песок). Ролики могут иметь не только внутреннюю окружность под круглую трубу, но и под определенный профиль (прямоугольную). С помощью таких роликов гнутся изделия из профильных туб.
Станки для загибания труб могут быть с ручным приводом (для работы применяется физическая сила человека), но и полностью автоматизированными. Естественно, что использование ручной силы применяется только к трубам небольшого диаметра. А для гибки толстостенных труб с большим диаметром, уже используются трубогибы с гидравлическими, либо электрическими приводами. В некоторых случаях, перед тем как загнуть трубу под определенным углом, ее прогревают до определенной температуры.
В некоторых случаях, перед тем как загнуть трубу под определенным углом, ее прогревают до определенной температуры.
Дорновая гибка труб | Гефест Санкт-Петербург
Для выполнения дорновой гибки компания Гефест располагает необходимым оборудованием и выполняет заказы любой сложности.
Дорновая гибка от 8 до 51мм
Гибка с переменным радиусом
Производим сборку
Применение дорновой гибки
Подобная технология позволяет качественно без потери механической прочности, исключая образование гофр, овальности и микротрещин, гнуть тонкостенные трубы из мягких металлов.
Тонкостенные трубы малого диаметра широко распространены в быту, так как служат основой систем водоснабжения, отопления, газоснабжения. К тому же любое предприятие невозможно представить без целой сети трубопроводов, где каждый изгиб трубы без нарушения ее монолитности гораздо более надежен фитинговых соединений.
Дорновая гибка применяется и в мебельном производстве, и при изготовлении всех транспортных средств от велосипеда до самолета. С помощью дорновой гибки трубам можно придать угол загиба с радиусом больше двух радиусов самой трубы. Сочетанием нескольких загибов в разных плоскостях трубам придают сложные геометрические формы.
С помощью дорновой гибки трубам можно придать угол загиба с радиусом больше двух радиусов самой трубы. Сочетанием нескольких загибов в разных плоскостях трубам придают сложные геометрические формы.
Примеры наших работ по дорновой гибке
Дорновая гибка предполагает введение внутрь тонкостенной трубы дорна в качестве стабилизатора для минимизации деформационных процессов во время гибки. Тонкостенные трубы более подвержены деформации под действием давления, сжимающего внутреннюю стенку и растягивающего внешнюю стенку трубы, поэтому без использования дорна невозможно качественно изогнуть тонкостенную трубу.
От 12 трубы до 325 мм на холодную
Вальцовка профильных труб от 10 до 200
Прокатка возможна в разных плоскостях, а так же с переменным радиусом
Дорном может служить длинная металлическая пружина или специальное приспособление в форме цилиндрического прутка с одним или двумя шариками на конце. Применение дорна позволяет гнуть тонкостенные трубы без изменения толщины стенок.
Применение дорна позволяет гнуть тонкостенные трубы без изменения толщины стенок.
Компания «ГЕФЕСТ» — это:
2850
КВ. М
Собственных производственных цехов
65
СОТРУДНИКОВ
С большим стажем в профессии
>45
СТАНКОВ
ЧПУ и без для разнообразных работ необходимой степени точности
Как производится дорновая гибка в компании Гефест
Дорновая гибка труб в Гефесте производится на трубогибочных полуавтоматических и автоматических станках с ЧПУ, предназначенных для гибки труб из нержавеющей стали, алюминия и меди. Это станки с высокой точностью и большой производительностью, которые легко справляются даже с большим объемом работ.
Заказывайте дорновую гибку труб в надежной производственной компании Гефест с гарантией качества работы по оптимально низким ценам.
Услуги компании Гефест Санкт-Петербург по металлообработке включают вальцовку металла, вальцовку обечаек, вальцовку конусов, гибку металла, гибка листов, гибка, хомутов, гибка кругов, гибка двутвра, индукционную гибку труб, дорновую гибку труб, холодную гибку, токарно-фрезерные работы, шлифовальные работы, строгальные работы.
Компания Гефест изготавливает на заказ металлические емкости для высокого давления, емкости для пищевой, химической, фармацевтической промышленности, силосные емкости, теплообменные резервуары, емкости для топлива.силосные емкости.
Изгиб труб и труб 101
В настоящее время обновляется, чтобы добавить новые смещения для M601/605/625. Пожалуйста, дайте нам знать, если у вас есть какие-либо вопросы.
На этой странице вы можете узнать, как точно сгибать трубы с помощью вашей новой модели 600 или любого другого трубогиба и трубогиба. Как и в настоящем колледже, мы покажем вам старый школьный способ сделать это и немного теории, прежде чем рассказать вам о программном обеспечении, которое может помочь сделать все это за вас. Но вы можете сразу перейти к концу, если хотите, мы продаем лучшее программное обеспечение для гибки, и оно вполне доступно.
 youtube.com/embed/EmLHEvlrB8k?feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/EmLHEvlrB8k?feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Гибка трубы с помощью Rogue Model 600 Гибка, 101: основы
Изгибая 101, вы узнаете, как сделать изгиб там, где вы хотите, в зависимости от того, где начинается изгиб, и как согнуть нужную величину . Гибочный станок Rogue Fabrication имеет фиксированное смещение изгиба для каждого радиуса штампа. Смещение изгиба — это расстояние между началом изгиба и точкой выравнивания трубы в станке. См. изображение ниже.
Если вы хотите сделать изгиб на матрице радиусом 4,5, и вы хотите, чтобы этот изгиб был в 10 дюймах от конца куска трубы, отметьте линию на трубе в 10 дюймах от конца. ВАШ ИЗГИБ НАЧИНАЕТСЯ ЗДЕСЬ. Теперь нарисуйте линию на 5 1/4″ ближе к концу трубы от вашей первой линии (5 1/4 — это смещение изгиба из таблицы ниже). Эта линия, которую вы только что нарисовали, — это место, где вы выравниваете трубку с зажимным блоком в машине («ОТМЕТИТЬ ТРУБКУ ЗДЕСЬ» на изображении выше). Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.
Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.
Если вам не нравятся смещения изгиба (например, если вы привыкли к другому станку), просто купите один из наших измерителей положения изгиба (нажмите ЗДЕСЬ — новое окно), он позволит вам измерять рулеткой от начала изгиба до любого места на трубке, которую вы хотите. Без проблем.
M600 Bend Spossets (2010-2014)
- 3,5 ″ CLR Dies -смещение 6 3/16 ″
- 4,5 ″ CLR Dies -Offset 5 ″
- 6.0.0.023-OFFSET 5 ″
- . 6.0.0.0.023-Offset 5 ″
- 1112. 6.0.0.0.023-Offset 5 ″
- 1112. 6.0.0.0.023-Offset 5 ″
- 1111. 6 5/8″
M600 Bend Moptseds (2015 г. до конца 2021 года)
- 2,5 ″ CLR Dies — смещение 7 1/8 ″
- 3,5 ″ Dies — Offset 6 1/4 ″
- 9002,5 4. 5 4.5 ″ DIES DIES 7 1/4 ″
- 9002,5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5. — Offset 5 1/4 ″
- 6,0 ″ Clr Dies — смещение 6 ″
 5 4.5 ″ DIES DIES 7 1/4 ″
5 4.5 ″ DIES DIES 7 1/4 ″M601/605/625 Бенд. Матрицы CLR 3,5″
— со смещением 4 1/2″
Что насчет пружинения?
Вот лучший способ измерить упругость. Поместите прямой материал в машину и вручную накачайте домкрат до тех пор, пока он не станет едва натянутым, но еще не прогнется. Обнуление индикатора градусов. Если вы хотите согнуть 90°, согните ТОЧНО 90°, а затем ослабьте давление цилиндра до тех пор, пока материал не станет свободным в машине. Затяните клапан и вручную прокачивайте поршень до тех пор, пока он не будет едва плотно прилегать к материалу. Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5. Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Изгиб 102
В разделе Изгиб 102 вы узнаете, как рассчитать длину трубы в изгибе, а также как сделать изгиб посередине трубы.
Сколько труб находится в изгибе?
Расчет трубы на изгиб очень прост. Мы уже сделали расчеты для вас. Просто умножьте градусы изгиба на приведенные ниже числа, и вы получите длину трубы в изгибе. Итак, если вы изгибаете 90 градусов на 6-дюймовом кристалле CLR, ваша трубка в изгибе составляет 90 * 0,104, что равно 9,36 дюйма. Теперь вы можете добавить длину изгиба к длине прямой трубы и узнать фактическую общую длину отрезка трубы!
- 6,0 CLR = 0,105 дюйма трубы на градус изгиба
- 4,5 CLR = 0,078 дюйма трубы на градус изгиба
- 3,5 CLR = 0,061″ трубы на градус изгиба
- 2,5 CLR = 0,043 дюйма трубы на градус изгиба
Изгиб посередине трубы
Теперь, когда вы знаете, как рассчитать длину изгиба и где начинается изгиб в зависимости от того, где вы его зажимаете в машине, вы можете легко сделать изгиб в середине отрезка трубы.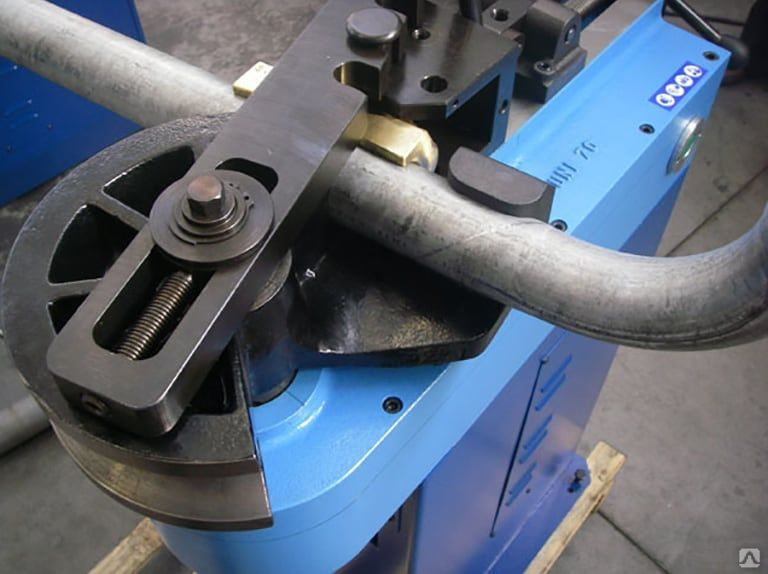 Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Слишком много работы? Без проблем. У нас есть бесплатный калькулятор, чтобы помочь. Нажмите ЗДЕСЬ (откроется в новом окне/вкладке).
Посмотрите проект от начала до конца
У нас есть несколько видеороликов о том, как сгибать трубы для таких проектов, как каркас безопасности и поручни. Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!
Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!
Изгиб 103
В предыдущих уроках мы показали вам основы для определения расстояния между изгибами и длины. Теперь мы собираемся показать вам несколько более продвинутых советов по компоновке и интервалам сгибов. Понимание этого раздела значительно улучшит вашу способность планировать и проектировать гнутые детали, которые вы сможете изготовить на трубогибочном станке (очевидно, это то, чем вы хотите заниматься!).
Близко друг к другу Копланарные изгибы
Изгибы можно располагать намного ближе друг к другу, чем то, что вы узнали в изгибе 101. Мы покажем вам, как это сделать. Два изгиба, которые находятся на одной линии друг с другом, являются «компланарными». Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны.
Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны.
Три предела расстояния между изгибами
- Как поясняется в разделе «Изгиб 101», вы всегда можете сделать изгиб, поместить зажимной блок после этого изгиба и расположить изгибы настолько близко друг к другу, насколько позволяет смещение изгиба. Это размер слева на изображении выше. Этот метод прост и не позволяет делать изгибы очень близко. Тем не менее, он очень легко допускает любое вращение между изгибами.
- Как показано на рисунке, вы можете делать изгибы ОЧЕНЬ близко, если у вас есть роликовый прижимной штамп в машине (маленькое колесо под трубой). Большие радиусы изгиба требуют большего расстояния.
- Вы также можете зажать прямо на изгибе. Для этого может потребоваться перевернуть зажимной блок (болты на блоке теперь будут обращены вниз). Вы можете использовать любое расположение прижимного штифта, чтобы зацепить зажимной блок. Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
 Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.Пример применения изгибов с нулевым шагом см. далее. У нас есть примеры гибки 301, а также гибки 302.
Изгиб 201
До сих пор мы только показывали вам, как сделать симметричные детали, построенные простым способом (от середины к краям). В 201 мы собираемся перейти к тому, чтобы показать, как соединить изгибы ближе друг к другу (путем изменения порядка, в котором вы делаете изгибы) и как согнуть несимметричную трубчатую конструкцию. Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не беспокойтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов.
Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не беспокойтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов.
Несимметричные детали — немного сложнее
- Нарисуйте макет в натуральную величину с острыми углами и размерами (вы можете нарисовать его на бетоне, картоне, бумаге и т. д.).
- Аккуратно проследите изгибы до углов с правильным радиусом. Отметьте начало и конец (по желанию) изгибов.
- Поставьте отметку на макете в центре трубы. Отсюда мы и начнем изготовление.
- Переместитесь от центра макета вправо, проведите линию на расстоянии 5 дюймов от начала каждого сгиба (5 дюймов — это одно из смещений сгиба из таблицы в разделе 101, используйте смещение, соответствующее вашей матрице и станку) . Назовите эти линии «зажимным блоком». Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.
 Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.
Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.ПРИМЕЧАНИЕ. – Эта схема показана с некоторыми устаревшими смещениями изгиба. Процесс хорош, но цифры больше не верны только для смещений изгиба. Пожалуйста, будьте терпеливы, пока мы обновляем контент. Это в конечном итоге будет заменено.
5. Теперь отрежьте трубку по длине и поставьте отметку в самом центре трубки. Длина — это просто сумма всех прямых отрезков из макета плюс «подъем» A.K.A. длина изгиба, которую можно легко рассчитать, используя числа, указанные в разделе 102 выше.
6. Отмерьте расстояние от центра и начертите линии зажимного блока на трубе (7,75” и 10,75” в приведенном выше примере).
7. Возьмитесь за центральную линию трубы. Загрузите в трубогиб (спереди), пока линия зажимного блока не окажется на передней поверхности зажимного блока.
8. Сделайте изгиб в соответствии с инструкциями к машине.
Сделайте изгиб в соответствии с инструкциями к машине.
9. Снимите трубку и положите ее поверх макета. Вы сможете увидеть любую ошибку. Настало время учесть любое растяжение, которое может иметь место. Если расположение второго зажимного блока кажется не таким близким к изгибу, как вы его нарисовали, вы можете нарисовать его ближе и сохранить максимальную точность.
10. Повторяйте этот процесс, пока не закончите сгибание макета. Если вы обрежете трубку до полной длины «острого угла», вам придется обрезать концы после того, как вы закончите. Это приведет к тому, что у вас будет более длинная длина среза. Это может быть хорошо, если вы хотите, чтобы все было просто и не возражало против небольшой траты.
Начиная с одного конца трубы, а не с середины
Следующий абзац представляет собой ОЧЕНЬ ПОДРОБНОЕ объяснение другого способа сгибания той же формы, что и нарисованная выше в разделе «Изгиб 103».
Мы собираемся сгибаться от одного конца к другому, начиная с изгиба 90 градусов (следуя той же схеме из секции 201). Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильное число для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок на расстоянии 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильное число для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок на расстоянии 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
Посмотрите несимметричный проект от начала до конца
Владелец снял это видео, делая самые первые поручни, которые он когда-либо построил. Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ или математическими расчетами!
Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ или математическими расчетами!
Гибка 202
Как и в колледже, вы должны изучить теорию, прежде чем получите настоящие инструменты и обнаружите, что «вы никогда не будете использовать математику». Хотя эта цитата не всегда верна, мы собираемся показать вам инструменты, которые профессионалы используют при проектировании каркасов безопасности, гибке выхлопных труб и других деталей для проектов своих клиентов.
Усовершенствованные инструменты для повышения точности — Программное обеспечение
Компания Bend Tech производит несколько уровней программного обеспечения, которое поможет вам управлять проектированием и производством в вашем бизнесе или завершить проект.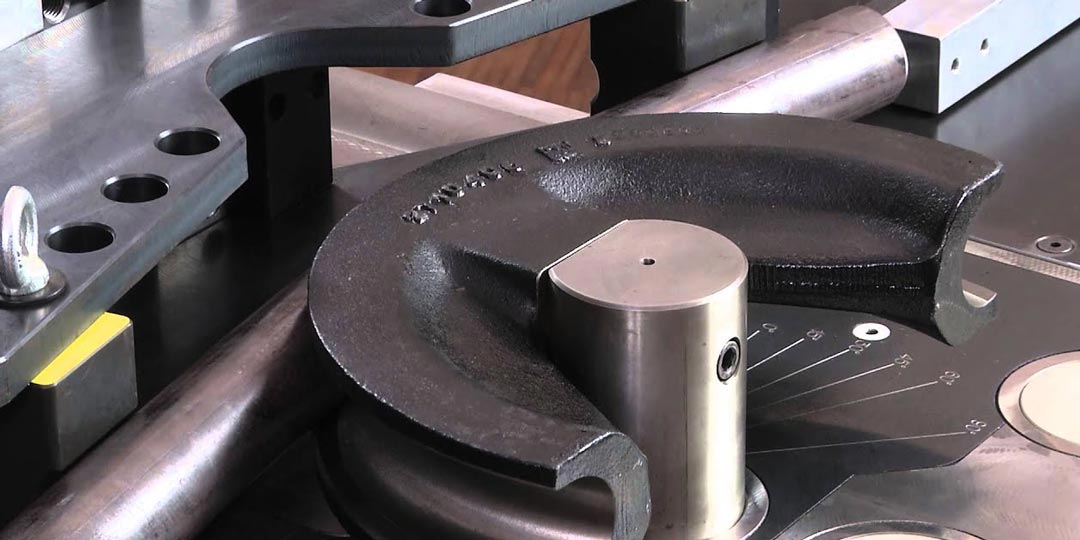 Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения.
Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения.
Цена: $599
Наше коммерческое программное обеспечение SE (стандартная версия) для проектирования/производства труб. Если гибка труб является частью бизнеса вашей компании или вы серьезно относитесь к гибке труб, то Bend-Tech SE — это то, с чего вы хотите начать. Большое дело : Экспорт в САПР!
Цена: 295 долларов США
Если вы проектируете шасси, каркасы безопасности, качающиеся ползуны, рамы или что-то еще, от отдельных деталей до сборки из нескольких труб, то Bend-Tech PRO — это то, с чего вы хотите начать. Большое дело – полная сборка и надрезы.
Цена: $149
Если вам нужно несколько отдельных деталей, согнутых с вращением, EZ3D — это начало. EZ3D также полезен, если вы не собираетесь изготавливать многотрубные сборки, такие как каркасы безопасности, бамперы и т. д. Большое дело — точное изготовление 3D-деталей.
д. Большое дело — точное изготовление 3D-деталей.
Цена: $69
Если вы планируете сгибать всего несколько деталей в год, и эти детали представляют собой отдельные 2D-детали, то EZ может вам помочь.
Вы можете нарисовать трубу вручную или в SolidWorks или другом программном обеспечении САПР, но ни одно из них не будет генерировать производственные инструкции. Компания Bend Tech напечатает лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поставить зажимной блок, чтобы правильно определить места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто щелкая по трубам, для которых вы хотите сделать панели. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т. д.
д.
Если вы можете использовать большинство компьютерных программ после обучения, у вас не должно возникнуть проблем с запуском этого программного обеспечения. Это не «интуитивный MS-Paint»… Так что не думайте, что вы научитесь проектировать свое шасси за 5 минут. Это больше похоже на MS Excel. Зайдите в Интернет и посмотрите видео или прочитайте о функции, и она расскажет вам, где находится эта кнопка и что она делает. Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, создавать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Интеграция программного обеспечения с M600
Запустите Bend Tech и выберите M600 и штампы в библиотеке штампов, они поставляются предварительно загруженными. Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
И вернуться назад? Легкий! Согните любые 2 величины и сообщите Bend tech величину пружинения, и он интерполирует весь диапазон изгиба до крошечных долей градуса. Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения. Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок) при печати инструкций по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения. Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок) при печати инструкций по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Изгиб 301
Изгиб с 101 по 202 предназначены для того, чтобы вооружить вас ноу-хау для выполнения самых простых проектов с некоторой практикой. В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в уже прочную базу знаний.
В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в уже прочную базу знаний.
Как делать S-изгибы, метод 1
1. Если картинка стоит 1000 слов, то сколько стоит видео? Не отвечай. Просто посмотрите видео.
Как сделать S – изгибы, метод 2
В методе 1 первый изгиб помещается внутрь машины, пока вы делаете второй изгиб. Метод 2 является противоположным: первый изгиб делается сразу за гибочной матрицей (но перед зажимом), в то время как изгиб 2 формируется. Преимуществами этого метода являются более высокие углы изгиба и доступная совместимость с гибочным станком.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов.
2. Снимите зажим, переместите его вправо к началу изгиба из шага 1. Плотно зажмите. Теперь переверните зажим и материал вверх дном (используйте наши датчики вращения или второй зажим, чтобы при желании сделать их идеально копланарными — ссылка ЗДЕСЬ откроется в новом окне/вкладке). Ваш изгиб будет обращен вниз к передней части машины.
3. Осторожно продвигайте машину, пока штифты не будут затянуты. Повторно обнулите индикатор степени (если только вы не хотите сгибаться до «сколько угодно» градусов).
4. Снова согните на 45 градусов. Удалите материал. У вас получится изгиб под углом 45 градусов.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Научитесь делать свои собственные рецепты изгибов
Следуя нашим инструкциям, вы далеко не продвинетесь. Когда-нибудь вы создадите что-то сложное и захотите снова сделать то же самое, может быть, даже его зеркальное отражение.
Подготовка к точному документированию того, как повторить процесс гибки, невероятно проста. Для этого нужны только маркер, рулетка и план.
Прежде чем начать, нарисуйте кольца на трубке с помощью маркера через каждый дюйм. Наши зажимные блоки — отличные трафареты для рисования этих колец. Отметьте, где вы поместите зажимные блоки для каждого изгиба, пока вы экспериментируете. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу. Бесполезно измерять изогнутую трубу до зажима, чтобы выяснить, где поставить этот зажим на прямой кусок, чтобы сделать это снова. Это позволяет проводить измерения «прямой трубы» прямо через все изгибы, которые вы можете придумать. Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется.
Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется.
Изгиб 302
Достаточно просто сделать точные изгибы там, где вы хотите. Вы хотите знать, как сделать гнутую трубу, о которой большинство производителей даже не подозревают, что это возможно из цельного куска? Продолжим ваше обучение. Это следующий шаг на пути к успеху в производстве.
Как согнуть БЫЧИЙ ОШЕЙНИК!
Это не для сельского хозяйства. Обычно они применяются на заднем полу NHRA / SFI или других гоночных шасси и каркасах безопасности, где перекладина пола должна быть непрерывной, но может быть непрямой. Это разрешают многие контролирующие органы, и это позволяет опустить весь пол автомобиля, давая возможность рослым водителям чувствовать себя комфортно. Приводной вал проходит под (или над) центральным смещением.
ЭТО БЫЛО СДЕЛАНО НА МАТРИЦЕ 4,5 CLR. ЦИФРЫ БУДУТ ОТЛИЧАТЬСЯ ДЛЯ CLR 6.0.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов. Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут).
Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут).
СОВЕТ. Прочтите все шаги и СЕЙЧАС поставьте метки на трубке для всех 3 мест зажима. Их гораздо легче измерить на прямой трубе.
2. Снимите зажим, переместите его вправо на 3 3/8 дюйма от положения зажима для изгиба 1. Плотно зажмите.
3. Теперь переверните зажим и материал вверх ногами ровно на 180 градусов. Обнулите индикатор степени. Не будь хакером.
4. Согните на 90 градусов.
5. Снимите зажим, переместите его на 12 1/4 дюйма (от того места, где вы зажали в шаге 1, конец трубки в нашем случае) и крепко зажмите. Это будет прямо посередине изгиба 90 градусов. Мы рекомендуем вам сохранить зажим, которым вы злоупотребляете, и по крайней мере один зажим, который вы держите в первозданном виде, они очень доступны ЗДЕСЬ (ссылка, новое окно/вкладка).
6. Снова переверните, как в шаге 3, обнулите индикатор и согните на 45 градусов. Оставьте зажимной блок включенным. Продолжай читать.
Продолжай читать.
Доведение до совершенства (угол) – убедитесь, что ваш материал не подвергается сгибающему усилию в машине. Обнулите куб угла слева от всех трех изгибов. Проверьте справа от всех 3 изгибов. Если вы не сгибаетесь на какую-либо величину, перегните сгиб на шаге 6 на эту величину (вот почему вы оставили зажимной блок включенным!).
Доведение до совершенства (офсет) – Закрепите трубку на плоском технологическом столе. Другой конец болтается? Если начальная сторона высокая, вам нужно прибавить к размерам в шагах 2 и 6 поровну. Ожидайте коррекции смещения примерно на 3/4″ на каждый дюйм, который вы перемещаете в этих двух точках сгиба. Поэтому, если вы считаете, что «высота пола» отличается на 1/4″, добавьте 1/3″ к обоим смещениям. Если у вас есть противоположная проблема (ниже перед набором изгибов), добавьте с той же теорией ТОЛЬКО место изгиба в шаге 6.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Гибка 303
Мы на 100 % готовы предоставить вам бесплатное образование в области металлообработки и гибки труб. Хотя этот раздел (303) ничему не учит вас в отношении гибки, пусть это будет нашим письменным обязательством перед вами, нашим клиентом, что ваш успех — это наш успех. Мы будем продолжать разрабатывать методы и рекомендации, которые помогут вам сгибать трубы, трубы DOM, трубы HREW, медь (твердую и мягкую), титан, инконель, дуплексную нержавеющую сталь Sandvik 2507, архитектурную нержавеющую сталь, санитарную нержавеющую сталь и хроммолибден (а также Docol Р8). Вы звезда этого шоу, и мы здесь, чтобы помочь вам добиться успеха. Вернитесь позже, и мы закончим этот раздел. Большое спасибо за прочтение/просмотр.
Вернитесь позже, и мы закончим этот раздел. Большое спасибо за прочтение/просмотр.
Мир гибки труб
Начинается цикл операции гибки оправки. Оправка вставляется во внутренний диаметр трубы. Изгибная матрица (слева) определяет радиус. Зажимная матрица (справа) направляет трубу вокруг гибочной матрицы для установки угла.
В различных отраслях промышленности не ослабевает спрос на сложную гибку труб и трубопроводов. Будь то конструктивные элементы, мобильное медицинское оборудование, рамы для вездеходов или грузовых автомобилей или даже металлические дуги безопасности в ванных комнатах, каждый проект уникален.
Для достижения желаемых результатов требуется хорошее оборудование и, особенно, правильный опыт. И, как и любая другая производственная дисциплина, эффективная гибка труб начинается с основных принципов, фундаментальных концепций, которые составляют основу любого проекта.
Терминология по трубам
Некоторые основные параметры помогают определить объем проекта по гибке труб. Такие факторы, как тип материала, конечное использование и предполагаемое годовое использование, напрямую влияют на производственные процессы, связанные с этим затраты и сроки поставки.
Такие факторы, как тип материала, конечное использование и предполагаемое годовое использование, напрямую влияют на производственные процессы, связанные с этим затраты и сроки поставки.
Первый стержень жизненно важный градусов изгиба (DOB), или угол, на который формируется изгиб. Далее идет радиус осевой линии (CLR), который проходит вдоль осевой линии изгибаемой трубы или трубки. Как правило, максимально достижимый CLR равен диаметру трубы, умноженному на один. Удвойте CLR, чтобы вычислить диаметр центральной линии (CLD), расстояние от центральной оси трубы или трубопровода до другой центральной линии 180-градусного обратного изгиба.
Внутренний диаметр (внутренний диаметр) измеряется в самой широкой части внутреннего отверстия трубы или патрубка. Внешний диаметр (НД) измеряется по самой широкой части трубы, включая стенку. Наконец, номинальная толщина стенки измеряется между внешней и внутренней поверхностью трубы или трубки.
Стандартный допуск для углов изгиба составляет ±1 градус. У каждой компании есть внутренний стандарт, который может основываться на используемом оборудовании, а также на опыте и знаниях оператора станка.
Как назвать трубы и трубы
Трубы измеряются и обозначаются в соответствии с их наружным диаметром и калибром, что означает толщину стенки. Обычные калибры включают 10, 11, 12, 13, 14, 16, 18 и 20. Чем меньше калибр, тем толще стенка: 10-ga. трубка имеет диаметр 0,134 дюйма. стена, тогда как 20-ga. трубка имеет диаметр 0,035 дюйма. стена. Трубка с наружным диаметром 1½ дюйма и диаметром 0,035 дюйма. Стена обозначена на частичных отпечатках как «1½ дюйма. 20-га. трубка.»
Труба определяется номинальным размером трубы (NPS), безразмерным числом в дюймах, которое описывает диаметр, и графиком (или Sch.) для толщины стенки. Труба имеет различную толщину стенки, в зависимости от ее использования. Популярные расписания включают Sch. 5, 10, 40 и 80.
Труба с диаметром 1,66 дюйма. наружный диаметр и 0,140 дюйма. стена вызывается на чертеже детали NPS, за которым следует график — в данном случае «1¼ дюйма. Ш. 40 труб». Диаграммы спецификаций труб указывают наружный диаметр и толщину стенки для корреляции NPS и спецификации.
Несколько слов о коэффициенте стенки
Фактор стенки , соотношение между наружным диаметром и толщиной стенки, является еще одним важным элементом при гибке труб. Работа с тонкостенным материалом — до 18 ga. — может потребовать большей поддержки на дуге изгиба, чтобы предотвратить сморщивание или разрушение. В этом случае для качественного изгиба потребуется оправка вместе с другими инструментами.
Другим важным элементом является D изгиба , диаметр трубы по отношению к радиусу изгиба, часто обозначаемый тем, что во много раз больше радиус изгиба, чем значение D. Например, 2D изгиб радиус трубы с наружным диаметром 3 дюйма будет равен 6 дюймам. Чем выше D изгиба, тем легче будет сформировать изгиб. И чем ниже фактор стены, тем легче изгиб. Эта корреляция между коэффициентом стенки и D изгиба помогает определить, что потребуется для начала проекта по гибке труб.
И чем ниже фактор стены, тем легче изгиб. Эта корреляция между коэффициентом стенки и D изгиба помогает определить, что потребуется для начала проекта по гибке труб.
РИСУНОК 1. Чтобы рассчитать процент овальности, разделите разницу между максимальным и минимальным OD на номинальный OD.
В спецификациях некоторых проектов для экономии материальных затрат используются трубы с более тонкими стенками. Однако более тонкая стенка может потребовать больше времени на производство, чтобы сохранить форму и консистенцию трубки через изгиб и исключить возможность образования складок. В некоторых случаях эти дополнительные затраты на оплату труда перевешивают экономию материалов.
Достижение правильного скругления
Когда труба согнута, она может потерять свою 100% круглую форму рядом с изгибом. Это отклонение, известное как овальность, определяется как разница между максимальным и минимальным размером наружного диаметра трубы.
Например, после изгиба труба с наружным диаметром 2 дюйма может иметь длину 1,975 дюйма. Эта разница в 0,025 дюйма является коэффициентом овальности , который должен находиться в пределах допустимого допуска (см. Рисунок 1 ). Допуски на овальность могут варьироваться от 1,5% до 8% в зависимости от конечного использования детали.
Основными факторами, влияющими на овальность, являются D изгиба и толщина стенки трубы. Изгиб с малым радиусом в тонкостенном материале может быть сложной задачей для сохранения овальности в пределах допуска, но это можно сделать.
Овальность контролируют путем помещения оправки внутрь трубы или трубы во время гибки или, в некоторых спецификациях, с самого начала используя трубку с натянутой оправкой (DOM). (Трубы DOM изготавливаются с чрезвычайно жесткими допусками на внутренний и наружный диаметры.) Чем ниже допуск на овальность, тем больше инструментов и потенциального производственного времени требуется.
В операциях по гибке труб используется специальное контрольное оборудование для проверки того, что формованная деталь соответствует требованиям спецификации и допускам (см. Рисунок 2 ). Любые необходимые корректировки могут быть переданы на станок с ЧПУ по мере необходимости.
Рисунок 2 ). Любые необходимые корректировки могут быть переданы на станок с ЧПУ по мере необходимости.
Общие процессы гибки труб
Гибка валков. Идеально подходит для изготовления гибов с большим радиусом, гибка вальцами включает в себя подачу трубы через три ролика треугольной конфигурации (см. , рис. 3 ). Два внешних ролика, обычно стационарных, удерживают нижнюю часть материала, а внутренний регулируемый ролик давит на верхнюю часть материала.
Сжатие Изгиб. В этом довольно простом методе гибочная матрица остается неподвижной, в то время как встречная матрица сгибает или сжимает материал вокруг приспособления. Метод, в котором не используется оправка, требует точного соответствия между гибочной матрицей и желаемым радиусом гиба (см. Рисунок 4 ).
Ротационная гибка. Один из наиболее распространенных видов гибки труб, гибка с вращающимся вытягиванием (также известная как гибка на оправке) использует гибочную матрицу и матрицу под давлением, а также оправку. Оправка представляет собой вставку или стержень из металлического стержня, который поддерживает трубу или трубку во время ее изгиба. Использование оправки предохраняет трубу от разрушения, сплющивания или образования складок в процессе гибки, сохраняя и защищая форму трубы (см. 9).0363 Рисунок 5 ).
Оправка представляет собой вставку или стержень из металлического стержня, который поддерживает трубу или трубку во время ее изгиба. Использование оправки предохраняет трубу от разрушения, сплющивания или образования складок в процессе гибки, сохраняя и защищая форму трубы (см. 9).0363 Рисунок 5 ).
В рамках этой дисциплины многорадиусная гибка используется для сложных деталей, требующих двух или более осевых радиусов. Многорадиусная гибка также хорошо подходит для деталей с большим радиусом осевой линии (где нельзя использовать жесткие инструменты) или для сложных деталей, которые необходимо формовать за один полный цикл.
РИСУНОК 2. Специализированное оборудование обеспечивает диагностику в режиме реального времени, помогая оператору подтверждать спецификации детали или вносить любые исправления, необходимые в процессе производства.
Для выполнения такой гибки устанавливается ротационно-вытяжной гибочный станок с двумя или более наборами инструментов, по одному на каждый требуемый радиус. Индивидуальные настройки на гибочных станках с двумя головками — одна для гибки вправо, а другая — для гибки влево — могут обеспечить получение как малых, так и больших радиусов на одной и той же детали. Переключение между левосторонними и правосторонними гибочными головками можно повторять столько раз, сколько необходимо, что позволяет формировать сложные формы полностью без удаления трубы или использования какой-либо другой машины (см. 9).0363 Рисунок 6 ).
Индивидуальные настройки на гибочных станках с двумя головками — одна для гибки вправо, а другая — для гибки влево — могут обеспечить получение как малых, так и больших радиусов на одной и той же детали. Переключение между левосторонними и правосторонними гибочными головками можно повторять столько раз, сколько необходимо, что позволяет формировать сложные формы полностью без удаления трубы или использования какой-либо другой машины (см. 9).0363 Рисунок 6 ).
Чтобы начать работу, техник настраивает машину в соответствии с геометрией трубы, указанной в листе данных сгиба или производственной распечатке, вводя или загружая координаты с распечатки, а также данные о длине, вращении и угле. Затем следует моделирование гибки, чтобы гарантировать, что труба выйдет из станка и инструментов во время цикла гибки. Если при моделировании обнаруживаются столкновения или помехи, оператор корректирует машину по мере необходимости.
Хотя этот метод обычно требуется для деталей, изготовленных из стали или нержавеющей стали, он подходит для большинства промышленных металлов, толщин стенок и длин.
Гибка произвольной формы. Один из наиболее интригующих методов гибки произвольной формы использует одну матрицу, которая соответствует размеру сгибаемой трубы (см. Рисунок 7 ). Этот метод идеально подходит для углов, превышающих 180 градусов, или для изгибов с несколькими радиусами, при этом прямые участки между каждым изгибом практически отсутствуют (традиционная гибка с вращательным вытягиванием требует некоторого прямого участка, чтобы инструмент мог его захватить). Гибка произвольной формы не требует зажима, поэтому исключается любая возможность нанесения маркировки на трубу или трубу.
Тонкостенные трубы, обычно используемые для производства продуктов питания и напитков, деталей мебели, а также медицинского или медицинского оборудования, идеально подходят для произвольной гибки. И наоборот, детали с толстой стенкой могут не подойти.
Основные типы инструментов
Инструменты необходимы для большинства проектов по гибке труб. При гибке с вращающейся вытяжкой тремя наиболее важными инструментами являются гибочная матрица , прессформа и зажимная матрица . В зависимости от радиуса изгиба и толщины стенки, 9Оправка 0315 и шайба также могут понадобиться для получения приемлемого изгиба. Для деталей с несколькими изгибами требуется цанга , которая захватывает и аккуратно смыкается с внешней стороной трубы, поворачивается по мере необходимости и перемещает трубу в положение для следующего изгиба.
В зависимости от радиуса изгиба и толщины стенки, 9Оправка 0315 и шайба также могут понадобиться для получения приемлемого изгиба. Для деталей с несколькими изгибами требуется цанга , которая захватывает и аккуратно смыкается с внешней стороной трубы, поворачивается по мере необходимости и перемещает трубу в положение для следующего изгиба.
Центральный элемент процесса, гибочный штамп формирует радиус центральной линии детали. Вогнутый канал матрицы совпадает с наружным диаметром трубы, помогая удерживать материал при изгибе. Между тем, прижимная матрица удерживает и стабилизирует трубу, когда она оборачивается вокруг гибочной матрицы. Зажимная матрица работает в тандеме с прижимной матрицей, прижимая трубку к прямому участку гибочной матрицы во время ее движения. При приближении к концу гибочной матрицы используется зачистная матрица, когда это необходимо для сглаживания поверхности материала, поддержки стенки трубы и предотвращения складок и образования лент.
Оправка, вставка из сплава бронзы или хромированной стали, которая поддерживает трубу или трубу, предотвращает разрушение или перегиб трубы и сводит к минимуму овальность. Наиболее распространенным типом является шаровая оправка . Идеально подходящие для многорадиусных изгибов и используемые на заготовках со стандартной толщиной стенок, шаровые оправки используются в тандеме с очистителем, зажимом и прижимной матрицей; вместе они добавляют необходимое давление, чтобы удерживать, стабилизировать и сглаживать изгиб. Оправка-пробка представляет собой сплошной стержень, используемый на изгибах большого радиуса в толстостенной трубе, для которого не требуется грязесъемник. А 9Оправка формы 0315 представляет собой сплошной стержень с изогнутым (или формованным) концом, используемый для поддержки внутренней части толстостенной трубы или трубы, изогнутой по среднему радиусу. Кроме того, проекты, требующие квадратных или прямоугольных труб, нуждаются в специальных оправках.
Затраты на инструменты и соображения
Точная гибка требует соответствующих инструментов и настроек. Большинство трубогибочных компаний имеют запас инструментов. Если инструмент недоступен, необходимо приобрести инструмент, соответствующий определенному радиусу изгиба.
Первоначальная загрузка для создания штампа для гибки может варьироваться в широких пределах. Эта единовременная плата покрывает материал и часы производства, необходимые для создания необходимых инструментов, которые затем обычно используются в последующих проектах. Если конструкция детали имеет гибкость в отношении радиуса изгиба, разработчик продукта может скорректировать свои спецификации, чтобы использовать существующую гибочную матрицу поставщика (вместо того, чтобы делать новую). Это может помочь управлять затратами и сократить время выполнения заказа.
РИСУНОК 3. Идеально подходит для изготовления гибки большого радиуса, гибки вальцами образуют трубу или трубу с помощью трех роликов треугольной конфигурации.