Содержание
Характеристики отечественных электродов — ООО «АРКГОУ»
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 00
00 08
08
 52
52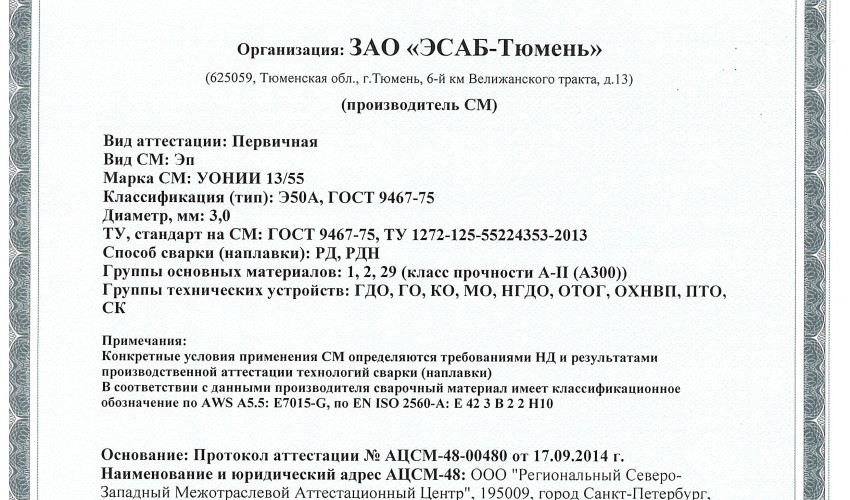 35
35 03
03Условные обозначения сварочных электродов по ГОСТ
Условные обозначения электродов, приведенные в каталоге после маркировки электродов, составлены в соответствии с требованиями стандартов на электроды:
- ГОСТ 9466-75
«Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования». - ГОСТ 9467-75
«Электроды покрытые для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы».
Типы». - ГОСТ 10051-75
«Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы». - ГОСТ 10052-75
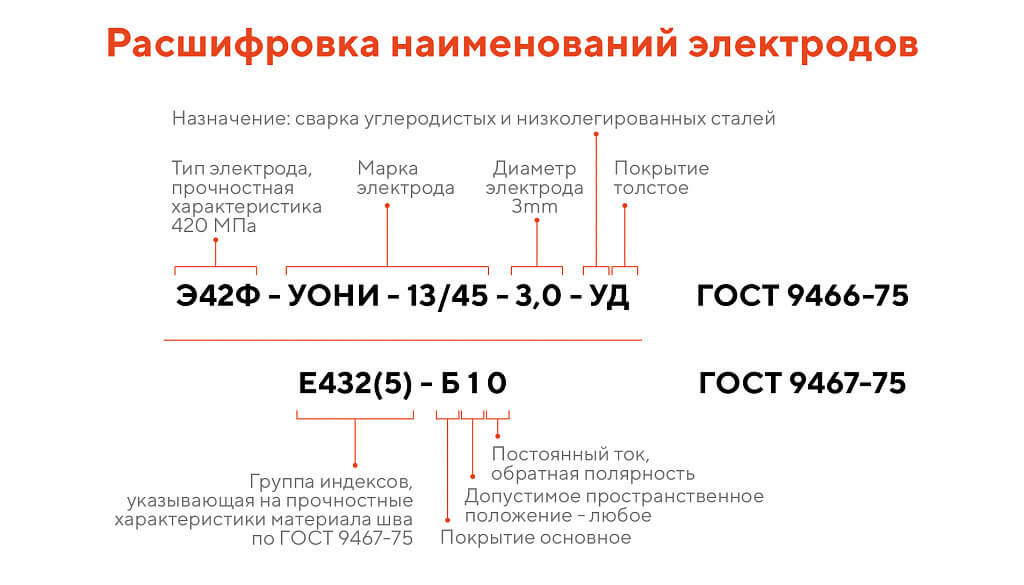
«Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы». Условное обозначение электродов дает сведения об их основных характеристиках. Структура условного обозначения электродов, в соответствии с которой составлены обозначения, приводимые в каталоге, показана на схеме.
 Типы».
Типы».
Схема структуры условной маркировки электродов
1 — тип; 2 — марка; 3 — диаметр, мм; 4 — обозначение назначения электродов; 5 — обозначение толщины покрытия; 6 — группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75; 7 — обозначение вида покрытия; 8 — обозначение допустимых пространственных положений сварки или наплавки; 9 — обозначение рода тока, полярности, номинального напряжения холостого хода источника переменного тока.
Для электродов, не подпадающих под действие ГОСТ 9466-75 (электроды для сварки и наплавки чугуна, меди, резки металлов), условные обозначения не разрабатывались и в каталоге не показаны. Для всех марок в число приемо-сдаточных характеристик, помимо указанных, входят также общие технические требования по ГОСТ 9466-75; ТУ 14-4-644-65; ТУ 14-4-831-77; ТУ 14-4-321-73; ТУ 32-ЦТВР-611-88.
Условное обозначение положения сварки
Электроды тип э 42 46 50.
« Шуруп с потайной головкой размеры и вес. ГОСТ 1145.
Флюс сварочный для автоматической и полуавтоматической сварки. Флюс сварочный ОСЦ-45. Флюс сварочный АН-348А. »
Рубрики:
Прочее
Содержание
- Основные размеры электродов по ГОСТ 9466-70.
- Механические свойства металла шва.
- Наиболее распространенные электроды в строительстве ГОСТ 9467-75.
Основные размеры электродов по ГОСТ 9466-70.
Рисунок 1. Основные размеры электродов по ГОСТ 9466-70.
.
Таблица 1.
Стандартные размеры металлических электродов по ГОСТ 9466-70.
| Диаметр стержня d, мм | Длина электрода L, мм |
| 1,6; 2; 2,5; 3 | 225; 250; 350 |
| 4; 5; 6; 8; 10; 12 | 400; 450; 500 |
Также см. ст. по подбору электродов.
Механические свойства металла шва.
Таблица 2.
Механические свойства металла шва, наплавленного металла и сварного соединения.
| Тип электрода | Временное сопротивление разрыву, кгс/мм2 | Относительное удлинение, % | Ударная вязкость, кгс ∙ м/см2 | Временное сопротивление разрыву, кгс/мм2 | Угол загиба, град. | Содержание в % (не более) в металле шва или в наплавленном металле | |
| При диаметре электрода, мм | |||||||
| ˃2,5 | ≤2,5 | Серы | Фосфора | ||||
| Э34 | 34 | — | — | 34 | 30 | 0,05 | 0,05 |
| Э42 | 42 | 18 | 8 | 42 | 120 | 0,05 | 0,05 |
| Э42А | 42 | 22 | 14 | 42 | 180 | 0,04 | 0,04 |
| Э46 | 46 | 18 | 8 | 46 | 120 | 0,05 | 0,05 |
| Э46А | 46 | 22 | 14 | 46 | 150 | 0,04 | 0,04 |
| Э50 | 50 | 16 | 6 | 50 | 90 | 0,05 | 0,05 |
| Э50А | 50 | 20 | 13 | 50 | 150 | 0,04 | 0,04 |
| Э55 | 55 | 20 | 12 | 55 | 140 | 0,04 | 0,04 |
Примечание: Значения величин, характеризующие механические свойства в таблице 2 приведены минимальные.
Наиболее распространенные электроды в строительстве ГОСТ 9467-75.
Каждому типу электродов может соответствовать одна или несколько марок электродов, характеризуемые свойствами наплавленного шва металла, составом покрытия и маркой стального стержня электродов. При заказе в паспорте указывается характеристика на данную марку электродов.
По стандарту все электроды должны соответствовать следующим технологическим свойствам:
а) дуга должна легко зажигаться и стабильно гореть;
б) покрытие электрода должно равномерно плавиться;
в) после охлаждения должен легко удалятся шлак;
г) металл и сам шов не должен иметь трещин и пористости внутри.
На покрытии электродов не должно быть трещин, оно должно быть достаточно прочным, чтобы при транспортировке не рассыпалось и равномерно располагаться вокруг стержня.
Таблица 3.
Наиболее распространенные электроды в строительстве.
| Тип электрода ГОСТ 9467-75 | Марки | Род и полярность | Положение сварки | Коэффициент наплавки, г/а·ч | |
| Электродов | Стали электродов | ||||
| Э34 | Меловые | Св-08; Св-08А | Переменный и постоянный | Все | 7,4 |
| Э42 | МР-3 | Св-08; Св-08А | То же | » | 8,5-9 |
| ЦМ-7 | Нижнее и вертикальное | 7,25 | |||
| Э42А | УОНИ-13/45 | Св-08; Св-08А | Постоянный, обратная полярность. | Все | 9,8 |
| СМ-11 | Переменный и постоянный, обратная полярность | » | 9,5-10,5 | ||
| УП-2/45 | То же | » | 9,7-9,9 | ||
| Э46 | ОММ-5 | Св-08; Св-08А | Переменный и постоянный | » | 7,25 |
| СМ-5 | » | 9,5 | |||
| ЦМ-8 | » | 10,5-11 | |||
| ЦМ-7с | Нижнее | 11-12,5 | |||
| Э50 | К-52 | Св-08; Св-08А | Переменный и постоянный, обратная полярность | Все | — |
| Э50А | УОН- 13/55А | Св-08А | То же | Нижнее | 11-12,5 |
| УП-2/55 | Св-08; Св-08А | » | Все | 9,7 | |
| ДСК-50 | Св-08; Св-08А | » | » | 11 | |
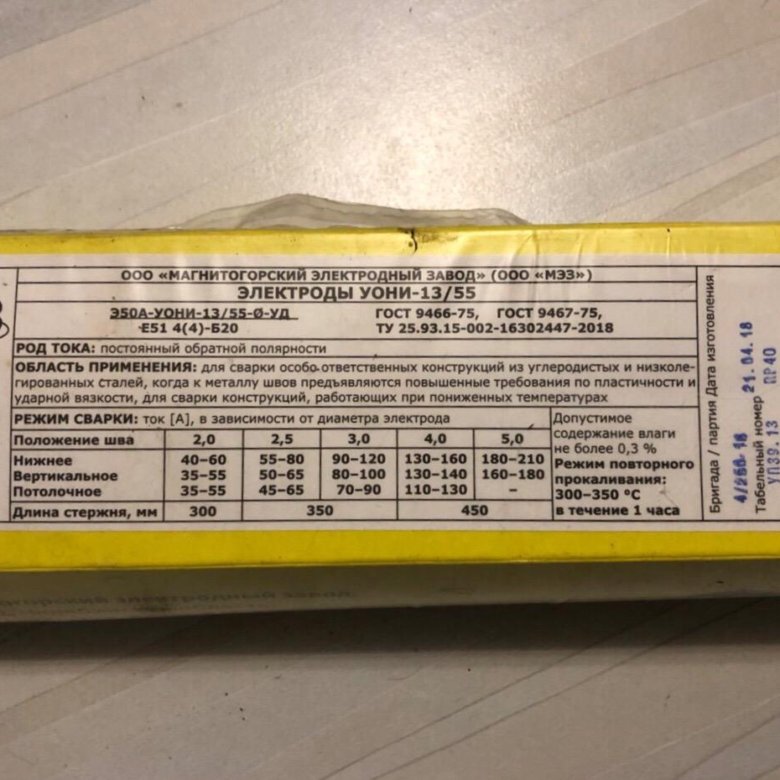
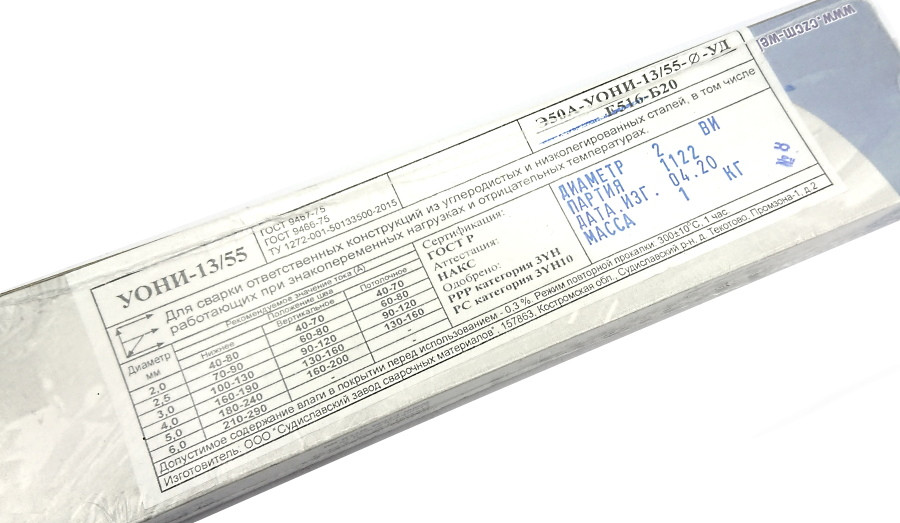
| УОНИ-13/55 | Св-08; Св-08А | Постоянный, обратная полярность | » | 8 | |
| ВСР-50 | Св-08А | То же | » | 9,5 | |
 Сборка обечаек.
Сборка обечаек.
Электроды РС-48.18 — РСЭ
Применение:
Предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей.
Применяются в строительстве, судостроении, сварке труб, котлов, сосудов под давлением
Внимание:
При сварке могут выделяться вредные для здоровья пары и газы!
Избегайте вдыхания этих паров и газов!
Обеспечьте надлежащую вентиляцию!
Необходимо использовать специальную защиту для глаз, тела и органов дыхания!
Общее руководство:
Прокаливание сварочных электродов перед сваркой длится 1 час при температуре 350°С.
Перед сваркой поверхность должна быть очищена от ржавчины, масла и других загрязнений.
Сварка должна производиться короткой дугой.
Рекомендуемый ток (DC*)
| Диаметр (мм) | Ф3.2 | Ф4.0 |
| Длина (мм) | 350 | 400 |
| Ток (А) | 80-140 | 110-210 |
Химический состав %
| С | Мн | Си | С | Р | Ni | Кр | Пн | В | |
| Требуемое значение | ≤0,15 | ≤1,60 | ≤0,75 | ≤0,035 | ≤0,035 | ≤0,30 | ≤0,20 | ≤0,30 | ≤0,08 |
| Фактическое значение | 0,06 | 1,00 | 0,30 | 0,015 | 0,020 | 0,030 | 0,035 | 0,005 | 0,004 |
Механические свойства наплавленного металла
| Временное сопротивление МПа | Предел текучести МПа | Удлинение (%) | Ударная вязкость Дж/см2, -30℃ | |
| Требуемое значение | ≥490 | ≥400 | ≥22 | ≥80 |
| Фактическое значение | 590 | 480 | 28 | 160 |
Электроды сварочные
Электроды — сварочный материал, представляющий собой стержень, подающий ток на свариваемую деталь. Этот стержень может быть металлическим или неметаллическим, расходуемым или нерасходуемым.
Этот стержень может быть металлическим или неметаллическим, расходуемым или нерасходуемым.
Продажа электродов завода им. Патона
Компания «Метизы-94» предлагает купить сварочные электроды от «Корифеев» электросварки Опытного завода сварочного оборудования Института электросварки им. ПАТОН.
У нас вы можете заказать электроды серий КЛАССИК и ЭЛИТ (для низколегированных и легированных сталей), СПЕЦИАЛЬНЫЕ ЭЛЕКТРОДЫ (для нержавеющей стали, сварки и наплавки чугуна).
Для компаний, постоянно использующих электроды и сталкивающихся с некачественными сварочными материалами, высылаем бесплатные образцы . Таким образом, вы сможете оценить высокие технологические свойства электродов. В бесплатной упаковке содержится 5 штук электродов диаметром 3 мм, длиной 350 мм.
У каждого покупателя своя цена. Если какая-либо торговая организация предложит электроды ПАТОН по цене ниже нашей, мы сделаем Вам еще более выгодное ценовое предложение.
Назначение: Электроды для низкоуглеродистых марок стали Диаметр: 3мм, 4мм, 5мм Длина: 350мм, 450мм Тип покрытия: рутил по ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; Е6013 по АРМ А5.1, Е430(3)-П21 ТУУ 054169 23.001-95. Фасовка: 1 кг, 2,5 кг, 5 кг Изготавливаются из сварочной проволоки марок Св-08, Св-08А по ГОСТ 2246-70. |
Цель: электроды для углеродных и низкоуглеродных стали. 13/55-3-УД ГОСТ 9466-75; Е50А ГОСТ 9467; Е414 В20 ИСО 2560; Е50 В22 ЕН 499; Е 6015 АВС А5.1; Э514-В20 ТУУ 05416923.015-96.. Фасовка: 2,5 кг, 5 кг Область применения: сварка особо ответственных металлоконструкций, испытывающих динамические нагрузки при отрицательных температурах до -40°С; сосуды под давлением; судостроительные металлоконструкции; дефекты литья. |

Назначение: Электроды для низкоуглеродистых марок стали Диаметр: 3мм, 4мм, 5мм Длина: 350мм, 450мм Покрытие: рутиловая целлюлоза Тип: Э46-АНО-21-3 -УД ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; от E6013 до AWS A5.1; Е432(3)-Р11 ТУУ 054169 23.001-95. Фасовка: 1 кг, 2,5 кг, 5 кг. Электроды запаяны в полиэтилен, помещены в картонную коробку, запаянную термоусадочной пленкой. |
Назначение: Электроды для малоуглеродистой стали марки Диаметр: 2 мм, 3 мм, 4 мм, 5 мм Длина: 350 мм, 450 мм Покрытие: рутиловая целлюлоза Тип: Э 46-АНО-36-3-УД по ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 3 RC11 по ISO 2560; E42 0 RC11 согласно EN 499; Э6013 по АРМ А5. Упаковка: 1 кг, 2,5 кг, 5 кг |
 1, Э432(3)-РЦ11 ТУУ 054169 23.050-99.
1, Э432(3)-РЦ11 ТУУ 054169 23.050-99.Диаметр: 2 мм, 3 мм, 4 мм Длина: 3500 мм0005 Тип электрода сварочного по ГОСТ 9466-75 — металлический, плавящийся, с рутил-целлюлозным покрытием, для сварки низколегированных и углеродистых конструкционных сталей во всех пространственных положениях на переменном и постоянном токе. АНО-36 соответствует международным стандартам: ISO 2560; ЕН 499; АМС А5.1 . Украинская маркировка АНО-36: Е46-АНО-36-3-УД, Е432(3)-РЦ11, Е 46 . Мировая маркировка: E43 3 RC11, E42 0 RC11, EN 499, Е6013 . Фасовка: 1 кг, 2,5 кг, 5 кг В 1 кг в среднем 36 штук электродов диаметром 3 мм, длиной 350 мм; 17 штук диаметром 4,0 мм, длиной 450 мм; 12 штук диаметром 5,0 мм и длиной 450 мм. |
Назначение: Электроды для низкоуглеродистой стали марок Диаметр: 3мм, 4мм, Длина: 350мм, 450мм Целлюлоза Покрытие: 0005 Тип: Э46-АНО-21-3-УД ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; Е6013 по АРМ А5.1Е432(3)-Р11 ТУУ 054169 23.001-95. Пакет: 1 кг, 2,5 кг, 5 кг |
Диаметр: 3 мм, 4 мм Длина: 350 мм, 450 мм металлический, плавящийся, с рутиловым покрытием, для сварки низколегированных и углеродистых конструкционных сталей во всех пространственных положениях на переменном и постоянном токе. MD6013 соответствует международным стандартам: EN 499; AWS/ASME SFA 5.1 Украинская маркировка АНО-36: E46 -MD 6013 -3-UD;, E 431(3)-R22, E 46. Мировая маркировка: E 38 2RR12; Е 6013. Фасовка: 1 кг, 2,5 кг, 5 кг MD6013 — соответствие лучшим мировым аналогам; отличные сварочно-технологические свойства, значительно превосходящие характеристики электродов марок МП-3, АНО-4, АНО-21, АНО-36 |
Назначение: Электроды для наплавки стали и чугуна. Диаметр: 4 мм, 5 мм Длина: 350 мм, 450 мм Покрытие: основное, особо толстое. Тип: Э-320Х25С2ГР-Т-590-д-НГ ГОСТ 9466-75, Э-700/59-1-П40; ТУУ 05447444.004-97. Область применения — восстановление деталей машин, работающих в условиях абразивного износа при умеренной ударной нагрузке — наплавка ковшей экскаваторов, ножей дорожных машин, дисков и лап культиваторов Коробка: 5 кг Сварка в наклонном и нижнем положениях. Род тока — сменный ток от трансформатора с напряжением холостого хода не менее 70 В, постоянный ток любой полярности |
Назначение: Электроды для сварки, наплавки чугуна и стали Диаметр : 3мм, 4мм Длина: 350мм, 450мм Покрытие: основное Наплавка в нижнем и наклонном положении на токе обратной полярности. Упаковка: 1 кг Область применения: холодная ручная дуговая сварка различных деталей из обычного и высокопрочного чугуна, чугуна и стальных сплавов, заварка литейных дефектов, поврежденных деталей |
Назначение: Электроды сварочные; высоколегированные стали Диаметр: 3 мм Длина: 350 мм Покрытие: основное Тип: Э-07Х20Н9 — ОЗЛ8-д-ВД; по ГОСТ 9466-75; E-07X20H9по ГОСТ 10052-75; Е 19,9 В 20 по ИСО 3581; E 19,9 B 20 по DIN 8556; Э308-15; по данным АВС; Е-2004-В20; ТУУ 13668923-001-97 Область применения: сварка изделий, деталей, емкостей, работающих в условиях постоянного воздействия агрессивной среды, из коррозионностойких, хромоникелевых марок стали — 0,8Х18х20Т, 18х20Т, 08Х19х22Т, Х19х22Т, 08Х18х22Б , Х18х22В. Фасовка: 1 кг При использовании ОЗЛ-8 содержание ферритной фазы в наплавленном металле составляет 2-8%, что позволяет предотвратить появление горячих трещин и минимизировать охрупчивание при высоких температурах. |

| . Э-0075-В20 по ГОСТ 9466-75; Э-08Х20Н9 Г2Б по ГОСТ 10052; E 19,9 Nb B20 по ISO 3581; E 19,9 Nb B20 согласно DIN 8556; Э 347-15 по АРМ А5.4 ТУУ 13668923-001-97. Упаковка: 1 кг. Область применения: сварка коррозионно-стойких и хромоникелевых сталей в пищевой, химической и других отраслях промышленности, где емкости и детали из нержавеющей стали подвергаются воздействию агрессивной среды при температуре 400-450 С. Изготавливаются из свариваемых марок Св-04Х29Н9, Св-06Х29Н9Т, Св-07Х29Н10Б по ГОСТ 2246-70. |
Цена электродов с завода. Патона
Компания «Метизы-94» является официальным дилером Опытного завода сварочного оборудования института им.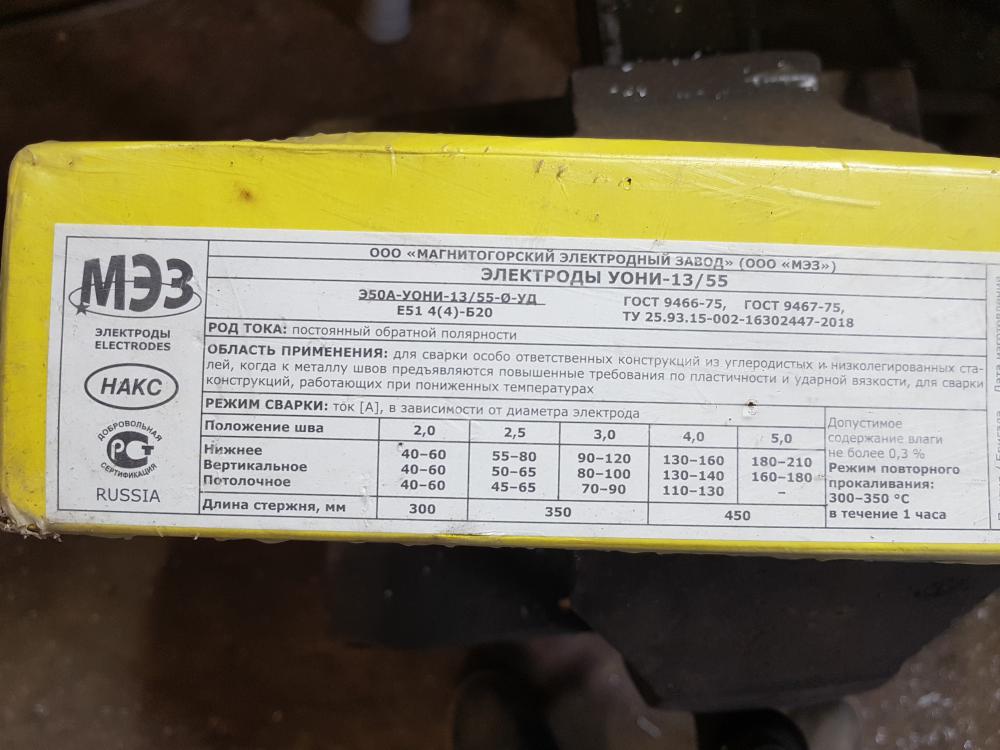 Патона, поэтому продаем сварочные электроды по ценам производителя . Мы реализуем гибкую систему ценообразования — персональная цена за каждый заказ. При покупке свыше 100 кг — бесплатная доставка.
Патона, поэтому продаем сварочные электроды по ценам производителя . Мы реализуем гибкую систему ценообразования — персональная цена за каждый заказ. При покупке свыше 100 кг — бесплатная доставка.
Высылаем бесплатно в качестве образцов небольшое количество электродов для сварки.
Отдельно следует обратить внимание на сварочные электроды АНО-4, АНО-21, АНО-36. Как известно, расшифровка аббревиатуры АНО — Академия наук, институт электросварки. Патон, общего назначения. Логично предположить, что институт как разработчик сварочных электродов АНО обеспечит более высокое качество своей продукции по сравнению с аналогичной маркой других производителей.
Электроды сварочные имеют заключение санитарно-эпидемиологической службы, аттестованы в системе Укрсепро. Марка электродов УОНИ 13/55 получила «Свидетельство об одобрении сварочных материалов» Российского Морского Регистра Судоходства.
Технические характеристики электродов завода.
 Патон
Патон
Сварочные и технологические свойства электродов приведены в таблицах.
Серия Classic
Марка | Диаметр/длина, мм | Механические свойства металла шва | Производительность наплавки, кг/ч | Расход электродов на 1 кг наплавленного металла, кг | ||
| Предел прочности при растяжении, Н/мм 909 2 | Impact strength, J / cm 2 | Relative extension, % | ||||
Electrodes ANO-4 (MP3) | 3/350.4/450.5/450 | 450 | 78 | eighteen | 1.6 | 1.7 |
| electrodes ANO-21 | 3/350.4/450.5/45 | 450 | 78 | eighteen | 0.84 | 1.65 |
| electrodes ANO-36 | 2/350, 3/350. 4/450.5/45 4/450.5/45 | 450 | 78 | 22 | 1.2 | 1.7 |
| electrodes UONI 13/55 | 3/350.4/450.5/ 45 | 490 | 127.4 | twenty | 1.3 | 1.6 |
Elite Series
Brand | Diameter / length, mm | Mechanical properties of the weld metal | Surfacing productivity, кг/ч | Расход электродов на 1 кг наплавленного металла, кг | ||
| Предел прочности, Н/мм 2 | Ударная вязкость, Дж/см 2 | Relative extension, % | ||||
Electrodes MD6013 | 3/350.4/450 | 460-470 | one hundred | twenty | 1. 6 6 | 1.7 |
| electrodes ANO-21 | 3/350.4/450 | 450 | 78 | eighteen | 0.84 | 1.65 |
| electrodes ANO-36 | 2/350, 3/350.4/450 | 450 | 78 | 22 | 1.2 | 1.7 |
Series Special electrodes
Brand | Diameter / length, mm | Mechanical properties of the weld metal | Surfacing productivity , кг/ч | Расход электродов на 1 кг наплавленного металла, кг | ||
| Предел прочности, Н/мм 2 | Ударная вязкость, Дж/см 2 | Relative extension, % | ||||
electrodes | 4/350. | 1.8-1.9 | 1.4-1.5 | |||
| electrodes OZL- 8 | 3/350 | 540 | one hundred | thirty | 1.6 | 1.6 |
| electrodes TsL-11 | 3/350.4/450 | 540 | 80 | 22 | 1.5 | 1.6-1.7 |
| electrodes TsCh-4 | 3/350.4/450 | 480-510 | 78 | 22 | 1.08 | 1.8 |
 5/450
5/450Operational свойства электродов
| Показатель | Значение показателя |
| Плавка покрытия | равномерная |
| Отделяемость шлака 7 | 0026 spontaneous |
| The tendency of the weld metal to form pores | low |
| Metal spatter degree | low |
| Arc burning | stable |
| Primary (secondary) arc excitation | light |
| Залипание электрода в конце сварки | отсутствует |
| Механические свойства металла шва | high |
| Anti-corrosion properties of the weld | high |
| Toxicity | lowered |
| Smoke during welding | minimal |
| Theoretical number of electrodes in 1 kg | with a diameter 3 мм — 36 шт диаметром 4 мм — 17 шт диаметром 5 мм — 12 шт |
Пространственное положение сварки и сила сварочного тока при использовании электродов определенного диаметра в таблице.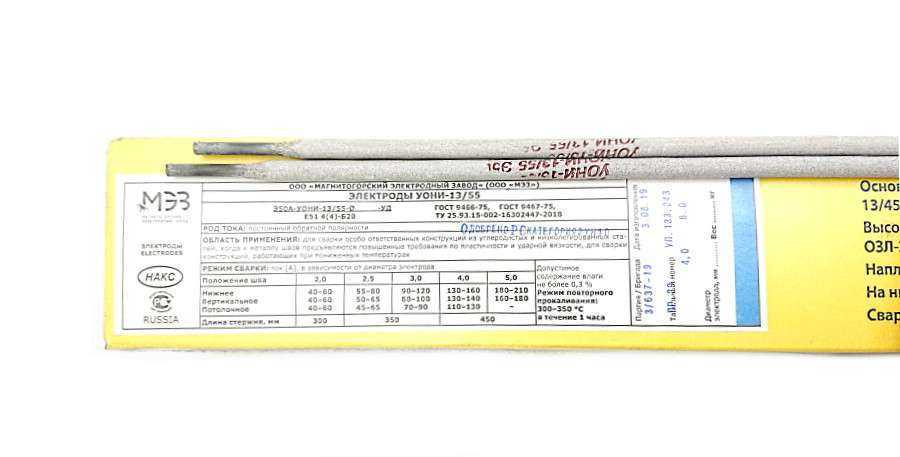
| Electrode brand | Diameter, mm | Spatial position of welding | current mode | Recommended current value, A | |||
| ANO-4 | 3 | welding in all positions except vertical top-down | АНО — электроды универсальные, предназначены для работы как с переменным, так и с постоянным током любой полярности | 100-140 | |||
| 4 | 140-210 | ||||||
| five | 190-270 | ||||||
| UONI 13/55 | 3 | in all but vertical top-down | Constant | 70-100 | |||
| 4 | 130-160 | ||||||
| ANO-21 | 3 | in all | variable, constant of any polarity | 90-140 | |||
| 4 | 140-210 | ||||||
| five | in all but vertical top-down | 150-270 | |||||
| ANO-36 | 3 | in all spatial positions | 80-120 | ||||
| 4 | 130-180 | ||||||
| T-590 | 4 | bottom , косой | Переменная, постоянная полярности | 200-220 | |||
| Пять | 250-280 | ||||||
| OZL-8 | 3 | Top-8 | 3 | 3 | в All Boot-8 | 3 | .
|