Как правильно выбрать электроды для инверторной сварки — все характеристики и типы. Электроды характеристики
Существующие виды электродов, назначение и тип их покрытия
В настоящее время существует огромное количество технологий: от сварки под флюсом и под порошком до холодной сварки. Все эти виды электродов отличаются друг от друга процессом, но подача тока на деталь происходит везде одинаково, а именно при помощи сварочных проволок. В этой статье мы расскажем об их видах и применении.
Электрод представляет собой отрезок проволоки малой длины, покрытой защитным слоем.
Проволока и покрытия могут быть выполнены из различных видов материала. Выбор материала в свою очередь зависит характера свариваемых деталей.
Содержание статьи
Для чего нужны электроды?
Обычно они служат для соединения чугунов и сталей, цветных металлов, но могут быть использованы и для их резки. Сейчас ими можно варить практически во всех пространственных положениях.
Разновидностей стержней огромное количество, каждый изготавливается для своей конкретной задачи, поэтому все марки делятся на определенные классы.
Так какие бывают марки электродов? Какие бывают виды электродов для сварки?
Итак, теперь выясним, какие существуют виды сварочных электродов.
В первую очередь начнем с того, что марки электродов для сварки бывают плавящиеся и неплавящиеся. Плавящиеся электроды не только передают ток на деталь, они также путем расплавления вступают в химическую связь с расплавленным металлом и обеспечивают соединение деталей. Неплавящиеся стержни обеспечивают подвод тока к соединяемым деталям, а присадки подводятся отдельно. Их изготавливают из различного рода тугоплавких материалов, таких как графит и вольфрам.
Кроме этого, группы электродов делятся на металлические и неметаллические. Ко второй марке электродов для сварки относятся графитовые и угольные стержни. Они обладают хорошей проводимостью и хорошо справляются со сваркой и резкой, и наплавкой, хорошо проводят токи, обладают высокой температурой плавления. Применяются они вместе с присадкой, которая может подаваться на дугу во время сварки, а может быть уложена на соединяемую область сразу. К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
В свою очередь металлические виды электродов для сварки состоят из сердечника. Они имеют специальные покрытия, обеспечивающие высокое качество шва, улучшение эксплуатационных свойств изделия после работы и предотвращении попадания вредных включений в сварочную ванну. В газообразующее покрытие могут входить такие элементы, как крахмал, пиролюзит и другие. Такой метод повышает производительность процесса за счет применения большой величины тока, образования защитной пленки на поверхности металла и тем самым препятствию попадания атмосферного воздуха в зону сварки, более стабильная дуга.
Классификация сварочных электродов
Перейдем к вопросу о том, какие бывают электроды для сварки. Остановимся на классификации электродов по назначению.
Для того, чтобы знать характеристики тех или иных стержней, существует понятие маркировки, в которой указаны различные характеристики электродов для сварки и прочие данные. Важно знать и толщину стержней. Это необходимо для правильного его подбора, работе с изделием определенной толщины. Описание, классификация и маркировка обычно указывается на упаковке.
Должно обеспечиваться:
- устойчивое горение дуги и легкое зажигание;
- равномерное расплавление покрытия;
- равномерное покрытие шлаком шва;
- не затрудненное удаление шлака со шва;
- отсутствие пор, трещин и непроваров.
Назначение электродов в большой мере зависит от состава его металлического сердечника. При изготовлении берутся во внимание ряд факторов, влияющих на качество шва:
- классификация по назначению;
- прямое назначение отдельного типа сплавов и металлов;
- пространственного положения работ и условия проведения работ;
- толщины деталей и конструкций;
- узкоспециализированные характеристики шва (изгиб, сопротивление разрыву, насыщенность кислорода, текучесть жидкого шва и др.).
Учет маркировки сведен соответствующими стандартами и сортаментами. Стержень определенной маркировки должен соответствовать всем техническим условиям, маркировка на упаковке должна совпадать с содержимым качественно и количественно. Классификация электродов по назначению характеризуется металлом, над которым будут проводиться сварочные работы.
- У — низколегированные и углекислотные стали: Э6, Э55, Э46, Э42 и другие;
- Л — легированные стали: Э70, Э85, Э100 и другие;
- Т — легированные теплоустойчивые стали: Э09М, Э09МХ и другие;
- В — высоколегированные стали с особыми свойствами: Э12Х13, Э10Х17Т и другие;
- Н — наплавка поверхностных слоев с особыми свойствами: Э10Г2, Э11ГЗ, Э16Г2ХМ и другие.
Виды сварочных проволок
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.
Нержавеющая проволока может пригодиться в случаях, когда необходимо соединить никелированные, хромированные металлы из нержавеющей стали.
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
 Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.
 Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
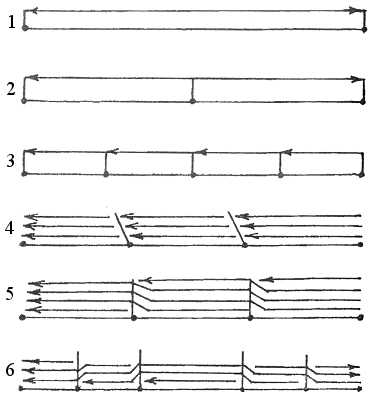
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
Некоторые правила использования электродов
Необходимо соблюдать их сохранность. Для качественной и безопасной работы ее геометрия не должна быть нарушена, вес и масса ее должны совпадать с данными на упаковке, шлаковые корки должны с легкостью отделяться от шва. Все должно быть герметично упаковано, а упаковка должна предотвращать попадание влаги во внутрь. Электроды должны быть сухими, попадание влаги на них приводит к отсыреванию покрытия, а значит, и к ухудшению сварочного процесса. Допускается сушить их в специально оборудованных печах при заданной температуре 260 градусов Цельсия, а после сушки должны быть герметично упакованы для предотвращения повторного попадания воды на них. Также влага не самым лучшим образом влияет на характеристики покрытия, расплавленный металл может сильно разбрызгиваться. Из-за влаги могут образовываться поры, трещины, раковины и другие дефекты. Не рекомендуется варить гнутыми стержнями с поврежденным покрытием.
Многие характеристики занесены в таблицы. Таблица — удобный и наглядный способ получения информации о характеристиках материалов,о марках сварочных электродов и многом другом.
В настоящее время наиболее распространена ручная дуговая сварка. Электроды для ручной сварки похожи на металлический пруток. Такой тип сварки проще в применении, чем многие другие виды, компактен, допускает сварку в труднодоступных местах, с его помощью можно работать с чугуном, сталью, многими цветными металлами, прост в использовании и не требует больших материальных вложений. К минусам такого типа соединения можно отнести то, что качество шва напрямую зависит от квалификации рабочего, довольно низкий КПД по сравнению с остальными типами сварки, вредные условия труда для рабочих и другие. Для ручной дуговой сварки применяют специальные сварочные инверторы. Электроды для ручной сварки изготавливаются в соответствии с требованиями ГОСТ9466.
В заключение можно сказать, что на сегодняшний день имеется огромный спектр типов электродов и их применение, а сварка по-прежнему является важной частью многих строительных, производственных, монтажных работ. Их огромное количество, они различаются по маркам, толщинам, химическому составу и прочим характеристикам. Важно знать, какие стержни можно применять при различного рода работах, дабы добиться максимального результата и получить на выходе качественное изделие или деталь. Данный вид работ привлекает все новых специалистов, ученые продолжают работу над улучшением технологического процесса, ведь спрос на сварочные работы довольно велик.
[Всего голосов: 0 Средний: 0/5]
svarkaed.ru
|
Марка российских электродов |
Тип наплавленного металла |
Рекомендуемый аналог фирмыESAB |
|
Электроды для сварки Углеродистых и низколегированных сталей |
||
|
АНО-4АНО-6АНО-21АНО-29МАНО-32АНО-ДАНО-ТАНО-1МАНО-ТМ/СХВН48ВН48УВСЦ-4ДСК-50УИТС-4СМР-3ОЗС-6ОЗС-12ОЗС-18ОЗС-23ОЗС-25ОМА-2ТМУ-21УУОНИИ-13/45УОНИИ-13/55УОНИИ-13/55КУОНИИ-13/55УЦУ-5ЦУ-4 |
Э46Э42Э46Э46Э46Э50АЭ50АЭ50ЛЭ50АЭ42АЭ46АЭ42Э50АЭ50АЭ46Э46Э46Э50АЭ42Э50АЭ42Э50АЭ42АЭ50АЭ46АЭ55Э50АЭ50А |
OK 46.00OK 46.00OK 43.32OK 46.00OK 46.00OK 53.16ОК 50.40ОК 53.70ОК 55.00ОК 48.00OK Femax 38.95OK Pipeweld 6010OK 48.00, OK 48.04OK 48.00, OK 48.04OK 46.00ОК 46.00ОК 46.00ОК 48.00OK 43.32OK 48.04ОК 43.32OK 48.15. OK 53.70ОК 48.00, ОК 48.04ОК 48.00, ОК 48.04,ОК 48.00, ОК 48.04,ОК 48.08, ОК 53.04ОК 53.70ОК 53.70 |
|
Электроды для сварки легированных, высокопрочных и теплоустойчивых сталей |
||
|
АНО-ТМ/НВСФ 65УВСФ 75УВСФ 85ВСЦ-4МВСЦ-60НИАТ-ЗМО3C-I1ОЗС-20НОЗС-20РОЗС-24МОЗС/ВНИИСТ-26ОЗС/ВНИИСТ-27ПТ-30ТМЛ-1УТМЛ-ЗУУОНИИ-13/65УОНИИ-13/85ЦЛ-17ЦЛ-20ЦЛ-21ЦЛ-25ЦЛ-39ЦЛ-48ЦЛ-57ЦУ-2МЭ-138/50Н |
Э50АЭ60Э70Э85Э50Э60Э85Э09МХЭ50АЭ50АЭ60Э50Э5510Г1Н2МА09Х1 М09Х 1 МФЭ60Э8510Х5МФ09Х1МФ10ГН1М09Х1МФ09Х1МФ10ГНМ10Х10МФ09МЭ50А |
ОК 73.08ОК 74.70,OK 74.78OK 75.75OK Pipeweld 7010OK Pipeweld 8010OK 75.75ОК 74.46Filarc 76SFilarc 76SOK 74.70OK 73.08OK 73.68ОК 75.75ОК 76.18OK 76.18ОК 55,00. ОК 74.70OK 75.75ОК 76.35OK 76.18ОК 73.68ОК 76.18OK 76.18ОК 73.68ОК 76.96OK 74.46Filarc 76S |
|
Электроды для сварки нержавеющих и жаростойких сталей |
||
|
АНВ-23АНВ-29АНВ-32AНB-35АНВ-36АНО-ТМ60АНО-ТМ70АНП-2АНП-6ПЗИО-3ЗИО-7ЗИО-8ЗИФ-9Л-40МЛНВ-13НБ-38НЖ-13НИАТ-1ОЗЛ-2ОЗЛ-5ОЗЛ-6ОЗЛ-7ОЗЛ-8ОЗЛ-9АОЗЛ-17УОЗЛ-19ОЗЛ-20ВИ-10-6ОЗЛ-22ОЗЛ-2 7ОЗЛ-36ОЗЛ-37-2ОЗЛ-38УОНИИ-13/НЖ (12Х13)ЦЛ-9ЦЛ-11ЦЛ-41ЦЛ-51ЦТ-15ЦТ-15-1ЦТ-15КЭА-395/9ЭА-400/10УЭА-400/10ТЭА-898/21ЭНТУ ЗМ |
08Х20Н9Г2Б07Х20Н907Х20Н908Х20Н9Г2Б09Х19Н10Г2М2БЭ60Э70Э70Э7008Х19Н10Г2Б10Х25Н13Г2Б10Х25Н13Г208Х20Н9Г2Б08Х20Н9Г2Б02Х19Н9Б08Х20Н9Г2Б09Х19Н10Г2М2Б08Х17Н8М210Х20Н14М2Г2I2X24h24C210Х25Н13Г208Х20Н9Г2Б07Х20Н928Х24Н26Г6ОЗХ23Н27МЗДЗГ2Б10Х25Н13Г202Х20Н14Г2М2Э10002Х21 HIОГ220Х26Н10Г2МЗ04Х20Н9ОЗХ25Н25МЗДЗГ2БЗОХ24Н24Г2Б12Х1310Х25Н13Г2Б08Х20Н9Г2Б06Х1ЗН03Х12Н208Х19Н10Г2Б08Х20Н9Г2Б08Х20Н9Г2Б07Х19Н11МЗГ2Ф07Х19Н11МЗГ2Ф .07Х19Н11МЗГ2Ф'10Х19Н10Г2МБФ06Х19Н11Г2М2 |
ОК 61.41OK 61.30ОК 61.41ОК 61.85OK 63.80ОК 74.46, ОК 74.70ОК 74.78ОK 74.78ОК 74.78OK 61.85OK 67.60OK 67.62OK 61.30OK 61.85ОК 61.81OK 61.85OK 63.85OK 63.30ОК 67.15ОК 67.15ОК 67.62; OK 67.75 ;OK 67.70; OK 67.60OK 61.85OK 61.30ОК 67.15OK 69.33OK 67.62OK 64.30OK 78.16OK 61.30OK 68.53OK 61.30ОК 69.33ОК 67.15OK 68.15ОК 67.60ОК 61.85; OK 61.80; OK 61.86OK68.17OK 68.17ОК 61.85; OK 61.80; OK 61.86ОК 61.85ОК 61.30OK 67.62OK 63.35OK 63.30OK 63.85OK 63.30 |
|
Электроды для сварки трудносвариваемых сталей и разнородных сварных соединений |
||
|
АНВ-27ГС-1ДС-12ЗИФ-1НИИ-48ГОЗЛ-28ОЗЛ-40ОЗЛ-41 |
12Х12Н7Г1510Х23Н9Г6С208Х20Н10Г6Б10Х20Н9Г6С10Х20Н9Г6С20Х27Н8Г2М08Х22Н7Г2Б10Х20Н7М2Г'2Б |
OK 67.52OK 67.45.0K 67.52OK 67.45OK 67.45ОК 67.45OK 68.82ОК 68.82ОК 68.82 |
|
Электроды для сварки чугуна и сплавов на основе никеля |
||
|
АНЖР-1АНЖР-2В-56УВИИМ-1ИМЕТ-4ИМЕТ-4Г1МНЧ-2ОЗЖН-1 ОЗЛ-25ОЗЛ-25БОЗЛ-30ОЗЛ-32ОЗЛ-35ОЗЛ-44ОЗЧ-ЗОЗЧ-4ЦТ-28ЦЧ-4 |
08Х25Н60М10Г206Х25Н40М7Г2монель08Х20Н60М14В10Х18Н70М10Г 10Х18Н60М20Г Ni-Cuжелезо-никель 10Х20Н70Г2М2В10Х20Н70Г2М2Б2В06Х14Н65М15В4Г2никель10Х26Н70Г2М2Ю12Х20Н75М2Г2никельникель08Х14Н65М15В4Г2 |
OK 92.45OK 92.45ОК 92.86ОК 92.35OK 92.45OK 92.35OK 92.86ОК 92.58 OK 92.26OK 92.26OK 92.35OK 92.18ОК 92.26ОК 92.26OK 92.18OK 92.18ОК 92.45ОК 92.60 |
|
Электроды для сварки меди и ее сплавов |
||
|
АНЦ/ОЗМ-3Комсомолец 100ОЗБ-2МОЗЧ-6 |
медьмедьоловяннистые бронзымедь |
ОК 94.25OK 94.55ОК 94.25ОК 94.55 |
|
Электроды для сварки алюминия и его сплавов |
||
|
ОЗА-1ОЗА-2 |
"алюминий алюминий-кремнистые сплавы, силумин" |
ОК 96.10ОК 96.50 |
|
Электроды для строжки и резки |
||
|
АНР-2МОЗР-1ОЗР-2 |
резка, строжкарезка, строжкарезка, строжка |
OK 21.03OK21.03OK21.03 |
|
Электроды для наплавки и ремонта деталей из марганцовистых, инструментальных и теплоустойчивых сталей |
||
|
ОЗЛ-21 |
02Х21Н60М15ВЗ |
OK 92.35 |
arkgou.ru
Электроды марки Э42А: технические характеристики, отличительные особенности
 Перед началом проведения сварочного процесса необходимо выбрать нужные материалы, с помощью которых можно качественно выполнить работу. Основным материалом, без которого не может обойтись сварщик — электроды самые распространенные и доступные металлические и неметаллические стержни.
Перед началом проведения сварочного процесса необходимо выбрать нужные материалы, с помощью которых можно качественно выполнить работу. Основным материалом, без которого не может обойтись сварщик — электроды самые распространенные и доступные металлические и неметаллические стержни.
Для проведения конкретного вида работ необходимо иметь определенные электроды, они должны обладать необходимой электропроводностью.
Впервые электроды стали применяться в 1802 году и за это время они совершенствовались, их характеристики и виды покрытий улучшались, а значит, и качество работы становилось лучше. Применяемые для сварки электроды имеют свою классификацию и обозначения, делятся на конкретные марки.
Электроды марки Э42А
 Эта марка материала является одной из самых распространенных для выполнения сварочных работ. Она предназначена для дуговой сварки углеродистых (с содержанием 0,25% углерода) и низколегированных видов стали. С их помощью можно выполнять сварочные работы в различных пространственных положениях, что упрощает работу специалисту. Электроды функционируют от источника с постоянным или переменным током обратной полярности. Они имеют сертификат качества коэффициента наплавки, показали себя в работе очень положительно. Любой качественный электрод должен обеспечить во время сварки:
Эта марка материала является одной из самых распространенных для выполнения сварочных работ. Она предназначена для дуговой сварки углеродистых (с содержанием 0,25% углерода) и низколегированных видов стали. С их помощью можно выполнять сварочные работы в различных пространственных положениях, что упрощает работу специалисту. Электроды функционируют от источника с постоянным или переменным током обратной полярности. Они имеют сертификат качества коэффициента наплавки, показали себя в работе очень положительно. Любой качественный электрод должен обеспечить во время сварки:
- Сравнительно легкое зажигание дуги с устойчивым горением
- Расплавление на рабочем покрытии равномерное
- Ровное покрытие шва шлаком
- Шлак после сварочных работ должен легко удаляться
- Отсутствие на металлическом шве трещин, пор и непроваров.
Материал данной марки рекомендован для работ на высоте в монтажных условиях. Железный порошок, который содержится в поверхности катодов, значительно повышает уровень производительности сварочных процессов. В их составе содержится 60% массы покрытия, такие данные указаны в сертификатах. О высоком уровне качества электродов свидетельствуют отзывы специалистов-сварщиков, а также обычных потребителей, которым довелось с ними работать.
Технические характеристики марки Э42А
В обозначении электродов используется маркировка, буква «Э», что означает электрод. Указанные цифры указывают на минимальное временное сопротивление разрыву шва металла либо сварного соединения в кгс/мм2. Буква «А» — кислое покрытие, а это значит, что электроды с таким покрытием не склонны образовывать поры в процессе сварки металла, покрытого ржавчиной или окалиной, при удлинении дуги. Марка Э42А имеет свои технические характеристики:
- Коэффициент «наплавок» — 9 г/Ач
- Стержневая длина — до 45 см
- Диаметр — 4-6 мм
- Расход на 1 кг наплавленного металла — 1,6 кг
- Временное сопротивление разрыву — 420 МПа
- Относительное удлинение — 22%
- Вязкость ударная при температуре +20оС до -40оС — 150 Дж/см2
- Род тока электродов — постоянный обратной полярности
- Пространственное положение сварки — разные, кроме сверху вниз в вертикальной плоскости
- Почти не реагирует на изменение длины дуги, что в итоге дает высокое качество работы даже при нестабильном напряжении.
Наплавленный металл с химическим составом:
- Углерод — максимум 0,12%
- Марганец — 0,35-0,65%
- Кремний — 0,2- 0.3%
- Сера и фосфор — не более 0,03%.
Отличительные особенности и специфика применения
 Данная марка электродов имеет свои отличительные особенности и специфику применения. Сварной шов получается достаточно прочным и даже немного пластичным, что позволяет ему выдерживать большие нагрузки (на излом). После образования поверхностного слоя шлака его можно легко удалить. Сварочный шов получается однородным и если соблюдать все правила технологии сварочных процессов, то в швах не образуются «микропустоты» в наплавляемой структуре.
Данная марка электродов имеет свои отличительные особенности и специфику применения. Сварной шов получается достаточно прочным и даже немного пластичным, что позволяет ему выдерживать большие нагрузки (на излом). После образования поверхностного слоя шлака его можно легко удалить. Сварочный шов получается однородным и если соблюдать все правила технологии сварочных процессов, то в швах не образуются «микропустоты» в наплавляемой структуре.
С такими электродами легко работать, поэтому они часто применяются в выполнении сварочных работ в частных домах людьми, которые не владеют профессией сварщика и не имеют нужного опыта. Они обладают легким «зажиганием», во время работы наблюдается стабильность дуги и низкий расход материала. Такая марка имеет большой ассортимент, поскольку отличается материалом покрытия. Технические характеристики дают возможность проводить сварочные работы со ржавым и влажным металлом. Данный вид отлично сочетает хорошее качество с доступной ценой.
У данного вида материала есть свои ограничения в использовании, например, сварка сверху вниз в вертикальной плоскости не ведется. Также для работы необходим источник питания — ток переменного или постоянного тока, но с обратной полярностью. В некоторых случаях, когда предъявляются к качеству шва особые требования, применяются унифицированные электроды данной марки.
Заключение
Электроды Э42А могут использоваться при выполнении любых видов монтажных или ремонтных работ, причем как опытными специалистами, так и начинающими сварщиками. По своей стоимости они немного выше, чем другие марки, за 1 килограмм изделий придется заплатить примерно 43 рубля.
Оцените статью: Поделитесь с друзьями!stanok.guru
Электроды марки ОМА-2Условное обозначение: Характеристики электродов:
Особые свойства:
Рекомендуемые значения сварочного тока:
Механические свойства металла шва:
Химический состав наплавленного металла, %:
Электроды марки ОгонекУсловное обозначение: Характеристики электродов:
Особые свойства:
Рекомендуемое значение сварочного тока:для диаметра 2 мм, А......................... 45...70 Механические свойства металла шва:
Химический состав наплавленного металла, %:
Электроды марки ОЗС-4Условное обозначение: Характеристики электродов:
Особые свойства:
Рекомендуемые значения сварочного тока:
Механические свойства металла шва, не менее:
Химический состав наплавленного металла, %:
Электроды марки МР-3Условное обозначение: Характеристики электродов:
Особые свойства:
Рекомендуемые значения сварочного тока:
Механические свойства металла шва, не менее:
Химический состав наплавленного металла, %:
Электроды марки УОНИ-13/55Условное обозначение: Характеристики электродов:
Особые свойства:
Рекомендуемые значения сварочного тока:
Механические свойства металла шва, не менее:
Химический состав наплавленного металла, %:
Электроды марки ВСФ-65ММеханические свойства металла шва, не менее:
Химический состав наплавленного металла, %:
Электроды марки ВСО-50СК-ММеханические свойства металла шва, не менее:
Химический состав наплавленного металла, %:
Электроды марки ОЗС-23Условное обозначение: Характеристики электродов:
Особые свойства:
Рекомендуемые значения сварочного тока:
Механические свойства металла шва, не менее:
Химический состав наплавленного металла, %:
| |||
otdelka-profi.narod.ru
Как выбрать электроды для инверторной сварки
Замена старых трансформаторных моделей сварочных аппаратов на новые инверторные внесла свои коррективы. В частности – возросли требования к расходным материалам. Поэтому перед началом сварочных работ важно правильно подобрать тип электродов. Для этого необходимо знать их характеристики и виды.
Электроды – для инверторных или трансформаторных аппаратов?
Бытует мнение, что для инверторных сварочных аппаратов необходим особый вид электродов. Некоторые продавцы усиленно пропагандируют это заблуждение, зарабатывая дополнительные денежные бонусы. Для внесения полной ясности стоит рассмотреть технические параметры таких электродов.
Род тока
В отличие от трансформаторных моделей, инверторные аппараты работают на постоянном токе. Хотя есть ряд моделей, у которых возможен комбинированный режим. Все производители на упаковке электродов указывают вид тока. Поэтому по этой характеристике они могут успешно выполнять свои функции для всех типов аппаратов.
Полярность
Тоже весьма спорное различие. Для переменного тока этот термин отсутствует вовсе, а в постоянном важно лишь подключить электрод к нужной клемме. Рекомендуемая полярность также указывается на пачке.
Дополнительные режимы работы
Для создания качественного шва современные сварочные аппараты имеют несколько вспомогательных функций. Однако они никоим образом не отражаются на выборе расходных материалов.
В итоге можно сказать, что принципиальных отличий между электродами для инверторных и трансформаторных сварочных аппаратов нет. Но это не значит, что можно взять любую пачку, ориентируясь лишь на вышеописанные показатели.
Выбор того или иного типа электродов должен определяться материалом сварки, его параметрами и геометрическими размерами.

Характеристики
Основные параметры для расходных материалов сварочных аппаратов подробно описаны в ГОСТ 9466-75. Его пункты постоянно дорабатываются, согласно появлению новых видов оборудования и материалов. В настоящий момент принята следующая маркировка, характеризующая вид материала обработки:
- У – предназначены для работы с углеродистыми, а также низкоуглеродистыми видами стали.
- Л – для легированных сталей конструкционного типа.
- Г – легированной стали с термоустойчивыми добавками.
- В – высоколегированных видов стали специального назначения.
Для того чтобы время воздействия на металл во время сварки было максимально большим, электроды покрывают специальным ферритным порошком. Благодаря этому улучшаются эксплуатационные свойства — упрощается повторное зажигание дуги, увеличивается скорость остывания металла. Если в составе содержится более 20% железного порошка, то добавляется номенклатурное обозначение «Ж».
Однако, помимо этого фактора следует учитывать состав электродов. Он является основным фактором при выборе — характеристики материала изготовления напрямую влияют на качество и специфику в работе электродов. ГОСТ определяет такие виды покрытия поверхностей электродов:
- А – «кислое покрытие» с большим содержанием кремния, марганца, железа.
- Б – использование фтористого кальция и карбоната кальция позволяет работать с большими сечениями заготовок.
- Ц – в основе содержаться органические материалы – целлюлоза, мука. При работе создается внешняя защита дуги с одновременным образованием тонкого слоя шлака. Зачастую такой тип применяется для сварки металла небольшой толщины.
- Р – для получения качественных швов с минимальным коэффициентом разбрызгивания расправленного металла в состав добавляют рутил. Это дает возможность формировать устойчивую сварную дугу.
- П – прочие добавки, которые могут применяться для узкоспециализированных материалов.
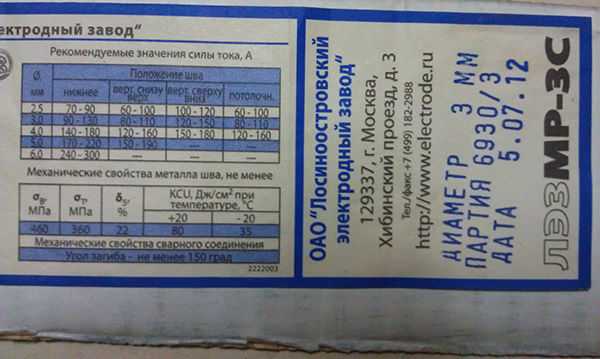
Следующим фактором является толщина свариваемого металла. От этого параметра зависит диаметр электродов. В таблице показаны рекомендованные размеры электродов.

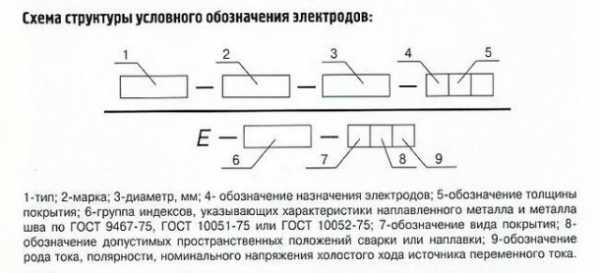
На каждой пачке должно быть обозначение типа электродов. На рисунке показана подробная расшифровка каждой составляющей номенклатурного номера изделия.
Производители и цены
Как уже говорилось выше, в зависимости от типа свариваемого материала следует подбирать соответствующую марку электродов. На практике профессионалы уже давно определили для себя оптимальные виды. В таблице указана средняя стоимость за килограмм этих электродов от различных производителей.
Если нет должного опыта в работе со сварочным оборудованием, то перед выбором электродов лучше всего посоветоваться с профессиональными сварщиками. Они знают все тонкости и нюансы каждого вида, но в то же время следует учитывать личностные предпочтения, которые неизбежно формируются в процессе работы.
ismith.ru
Сварочные электроды МР 3С: технические характеристики,сортамент
Среди всех разновидностей электродов, которые применяются для соединения низколегированных сталей, разновидности марки МР-3 являются одними из наиболее востребованных, так как они обладают наибольшей эффективностью. Сюда относятся и электроды МР-3С, у которых синяя обмазка, обозначающая, что это рутиловое покрытие. Данная разновидность может сваривать углеродистые и низкоуглеродистые стали. Присадочный материал соответствует высочайшим мировым стандартам и может использоваться во многих производственных сферах. Как и другие представители серии, такие как электроды МР 3, данная марка обладает высокой производительностью, что выгодно выделяет ее на фоне остальных.

Сварочные электроды марки МР-3С
Здесь может проводиться сварка как вплотную, так и с зазорами, если того требует ситуация. Во втором случае нужно более тщательно подбирать режимы и придерживаться минимально допустимых токов, иначе есть риск образования пор и трещин. Материалы не токсичны и обладают минимальным количеством вредных выбросов, что не вредит здоровью специалиста, который работает с ними. Одним из главных преимуществ, которые касаются работы в сложных условиях, является минимальное требование, касающееся чистоты поверхности. Она может быть окислена ржавчиной, на ней может быть ржавчина или даже влага, но все равно это не сильно повлияет на качество сваривания.

Электроды марки МР-3С
Для работы применяются обыкновенные сварочные трансформаторы, минимальное напряжение которых составляет от 50 В. Сварочные электроды МР-3С предназначаются для сваривания деталей большой и средней толщины. Металл хорошо проваривается по всей глубине, что обеспечивает высокую надежность соединения. По технологии, дуга не должна быть большой, чтобы температура достигала максимальной глубины и металл схватывался с присадочным материалом. Перед применением электроды следует просушить и прокалить. Тогда их свойства будут раскрыты лучше всего. Данная марка одинаково хорошо подходит как для аппаратов работающих на постоянном токе, для и для трансформаторов на переменном.

Электроды для сварки МР-3С
Электроды предназначены для сварки в любом положении. После окончания процесса шлак оббивается без особых усилий, что не приведет к травмам мастера и не испортит состояние соединения. Практически все преимущества зависят здесь от используемого покрытия, которое обладает особым химическим составом. Благодаря ему дуга стабильно горит, как в нижнем, так ив потолочном положении.
Область применения
Сварочные электроды данной марки широко применяются в тех областях, где можно встретить низколегированные стали. Сюда входит создание металлических конструкций, ремонт и монтаж трубопроводов, в том числе большой толщины для масштабных магистралей. С их помощью ремонтируют резервуары и емкости высокого давления. Благодаря стабильной дуге на процесс сваривания практически не влияют внешние факторы. Высокая надежность позволяет использовать эту марку в области судостроения и машиностроения и в прочих местах, где требуется высокая ответственность соединения. Благодаря своей универсальности, электроды используются везде, где дело идет с низколегированными сталями.

Сварочные электроды МР-3С диаметром 3 мм
Технические характеристики
Если рассматривать электроды МР-3С, технические характеристики здесь зависят от того, что входит в состав материала, а не только от его физических параметров.
Химический состав, % | ||||
Углерод | Кремний | Марганец | Сера | Фосфор |
0,1 | 0,17 | 0,58 | 0,025 | 0,035 |
Когда речь заходит о выборе подходящей марки, которую специалисты будут использовать в конкретных условиях, то на первый план выходят механические характеристики. Они показывают, насколько крепкими могут быть готовые изделия и какие условия они смогут выдержать во время эксплуатации. Это помогает определить наиболее выгодный, в финансовом плане, вариант для сваривания. Механические свойства приводятся по уже наплавленному металлу шва.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 480 | 25 | 130 | – 20 |
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг | ||
| 23,5 | 90 | 1,7 | ||
Размеры и ассортимент
| Диаметра электрода, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Особенности наплавки
Выбрав диаметр подходящего электрода, следует знать, при каких режимах аппарата его использовать, чтобы во время процесса он не залипал, если ток слишком низкий, и не перепаливал основной металл, если слишком высокий. В данной таблице приводятся примеры, какая сила тока нужна для конкретного диаметра электродов и какой расход материала будет в этом случае.
| Величина диаметра, мм | Сила тока, А | Количество электродов для 1 кг наплавки, шт. |
| 2,0 | 30…80 | 94 |
| 2,5 | 50…90 | 53 |
| 3,0 | 70…120 | 38 |
| 4,0 | 110…160 | 19 |
| 5,0 | 150…200 | 12 |
Обозначение и расшифровка
Марка МР-3С содержит следующие понятия в своей аббревиатуре:
- М – материал, который обладает тонким рутиловым покрытием;
- Р – соответствие высоким требованиям по созданию шва;
- 3 – марка электродов от данного производителя;
- С – цвет обмазки синий, так как выпускаются различные марки с разными цветовыми оформлениями, каждая из которых обладает своими свойствами.
Расшифровка электродов МР 3С
Производители:
- Эра;
- ЭконПлюс;
- Вистек;
- Ресанта;
- Стандарт;
- Монолит.
svarkaipayka.ru
Сварочные электроды МР 3:характеристики,размеры,особенности наплавки
Большинство специалистов смогло убедиться на собственном опыте, что для сварки сталей, обладающих низким уровнем легирования, хорошо подходят электроды МР-3. Если сравнивать с другими марками, то для данного применения именно они обладают наиболее подходящими характеристиками и свойствами. Это достаточно качественные присадочные материалы, которые соответствуют мировым стандартам качества. Одним из главных их преимуществ является то, что они обладают высокой производительностью, благодаря чему находят широкое применение во многих сферах производства, не говоря уже о честной среде.

Электрод для сварки марки МР-3
Если сварка проводится с зазорами, то нужно использовать минимальные токи, указанные в технических характеристиках. В ином случае, это может привести к образованию пор. Изделия обладают хорошими санитарно-гигиеническими показателями, так как во время их сгорания в атмосферу выделяется всего 0,6 г марганца. Здесь нет особых требований к чистоте поверхности, так что соединение можно проводить при наличии ржавчины, грязи и влаге.

Сварочные электроды МР-3
Для работы с данной маркой подходит обыкновенный сварочный трансформатор стандартных мощностей. Электроды МР-3 могут производить сваривание деталей средней и большой толщины, причем качество соединения будет соблюдаться полностью на всей глубине проварки. Для создания шва специалисты рекомендуют применять короткую или среднюю длину дуги, чтобы соединение было максимально надежным по всей длине шва. Перед использованием материал желательно прокалить, но не более часа. Расходные материалы одинаково хорошо показывают себя как при сварке постоянным током, так и переменным. Удобно ими работать и при создании вертикальных, а также потолочных швов.

Электрод МР-3 для создания вертикальных и потолочных швов
По окончании работ шлак весьма легко отделяется, чтобы можно было проверить качество соединения визуально. Для специалистов это очень удобно, так как не нужно прилагать много усилий для этого. Большинство преимуществ данной марки обусловлено тем, что она имеет специальное покрытие, которое обладает уникальным химическим составом. В обмазке находится кремний, сера, углерод, фосфор и марганец. Она обеспечивает постоянство горения, а также хороший обжим дуги, вне зависимости от положения и способа сваривания. Качество проявляется даже в тех случаях, когда поверхность основного металла сильно окислена.
Сварочные электроды МР 3 со специальным покрытием
Область применения
Сварочные электроды МР-3 имеют достаточно широкую область применения, так как низколегированные стали, для работы с которыми они предназначены, встречаются практически во всех областях промышленности. В частности, это могут быть толстые трубопроводы, которые рассчитаны на высокое давление. Специальная обмазка обеспечивает независимости от внешних условий и надежную защиту электрической дуги.
Надежность соединения обеспечивает применение в области машиностроения, а не только создания металлоконструкций. Также с их помощью заваривают треснувшие резервуары и другие герметичные емкости. Эта марка находит применение и в судостроении, где ответственность качества шва является очень высокой. В своем роде это один из наиболее оптимальных вариантов, так что при любых работах с низколегированными металлами стараются использовать такие электроды.

Электроды МР-3
Технические характеристики
Если рассматривать технические характеристики электродов МР-3, то они будут зависеть не только от размеров материала, но и от его химического состава.
| Химический состав, % | ||||
| Углерод | Кремний | Марганец | Сера | Фосфор |
| 0,1 | 0,2 | 0,5–0,8 | 0,04 | 0,045 |
Но для специалистов, которые подбирают марку под те условия, в которых будут эксплуатироваться уже сваренные детали, рассматривают механические свойства. Это помогает сделать точный выбор исходя из соотношения цены и качества среди имеющихся вариантов. Механические свойства наплавленного металла на шве в данной марке выглядят следующим образом:
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 450 | 18 | 78 | – 20 |
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг | ||
| 23,5 | 90 | 1,7 | ||
Размеры и ассортимент
| Диаметра электрода, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Особенности наплавки
Рассмотрев в электродах МР-3 характеристики, обозначить, какой сварочный ток соответствует выбранному диаметру. Ведь это поможет избежать неприятностей с залипанием расходного материала, а также пропаливанием заготовки, что при большой толщине маловероятно, но все же возможно. Здесь приведены наиболее распространенные варианты для всех используемых положений:
Диаметр электрода, мм | Сила тока в нижнем положении, А | Сила тока в вертикальном положении, А | Сила тока в потолочном положении, А |
3 | 100…140 | 80…100 | 80…110 |
4 | 160…220 | 140…180 | 140…180 |
5 | 180…260 | 160…200 | – |
Обозначение и расшифровка
Электроды МР-3 синие в своей аббревиатуре содержат обозначения, что «М» это материал с тонким рутилово-ильменитовым покрытием, который «Р» соответствует высоким требованиям ко шву. «3» означает, что это третья модель завода, выпускающего данные электроды.
Сварочные электроды МР-3 диаметром 3 мм
Производители:
- Стандарт;
- Ресанта;
- Вистек;
- ЭконПлюс;
- Эра;
- Монолит.
svarkaipayka.ru