Альбом кинематических схем и чертежей токарно-винторезного станка 1К62. Паспорт 1к62
1К62 Станок универсальный токарно-винторезный. Альбом кинематических схем.
Назначение токарно-винторезного станка 1К62 и общее устройство
Станок предназначен для выполнения разнообразных токарных работ и в том числе для нарезания различных резьб и используется главным образом в условиях единичного и мелкосерийного производства. Этот станок получил наибольшее распространение в промышленности. Станок удобен в обслуживании и надежен в эксплуатации.
Конструкция и характеристика работы основных узлов станка
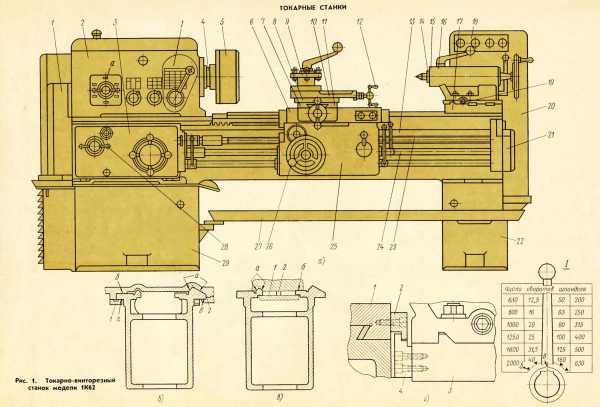
Общий вид и компоновка станка 1К62 (рис. 1)
Основные узлы станка: станина 13, которая служит для соединения между собой всех узлов станка; передняя бабка 2, в которой помещены шпиндель 4 станка и коробка скоростей; суппорт 11, на котором закрепляется режущий инструмент; задняя бабка 15; коробка подач 3, передающая вращение ходовому валику 24 и ходовому винту 23; шкаф 20 с электрооборудованием станка; тумбы 22 и 29.
Станина станка 13 (см. рис. 1, а) опирается на левую 29 и правую 22 тумбы, с которыми она жестко скреплена. В левой тумбе помещен электродвигатель главного привода станка. В правой тумбе помещен насос, подающий охлаждающую жидкость по шлангу на режущий инструмент. Во внутреннюю полость тумбы жидкость стекает из корыта 27. Наиболее точное положение подвижных узлов станка обеспечивается комбинированными направляющими станины — призматической а и плоской б (рис. 1, б).
Передняя бабка 2 закреплена болтами на левой стороне станины. Во внутренней части бабки помещены шпиндель 4 и коробка скоростей, сверху закрытая крышкой.
Через сквозное отверстие шпинделя 4 при необходимости можно пропускать обрабатываемый на станке пруток, а в коническое гнездо шпинделя устанавливать передний центр. На правом выступающем конце шпинделя имеются центрирующий поясок, буртик и резьба для точной центровки и крепления планшайбы с патроном 5, в кулачки которого устанавливают обрабатываемые заготовки.
Суппорт 11 предназначен для перемещения закрепленных на нем режущих инструментов и состоит из следующих основных частей: каретки 6, фартука 25, поперечных салазок 7, средней поворотной части 8, верхних салазок 10 и четырехместного резцедержателя 9 для установки и закрепления режущих инструментов.
Каретка 6 перемещается в продольном направлении по призматической а и плоской б направляющим (рис. 1, б). Планки 1 и 2 каретки скользят по нижним направляющим г и в. Перемещение каретки вручную в продольном направлении осуществляется вращением маховика 26 (рис. 1, а).
Фартук 25 жестко закреплен на каретке 6. В нем помещены механизмы, преобразующие вращательное движение ходового валика 24 и винта 23 в поступательное движение суппорта.
Для устранения люфта в винтовой передаче гайка винта состоит из двух частей, которые разводятся клином. Средняя часть 8 вместе с имеющимися на ней направляющими верхних салазок 10, которая может быть повернута относительно оси станка на угол и закреплена на поперечных салазках 7, предназначена для обработки конических поверхностей изделий.
Верхние салазки 10 предназначены для перемещения резца вручную при вращении рукоятки 12. Точный отсчет величины перемещения суппорта вручную производится по лимбам с ценой деления 0,05 мм
Коробка подач 3 служит для передачи вращения ходовому валику 24 либо ходовому винту 23. Коробка подач связана со шпинделем станка передачей, в которую входит и гитара сменных колес, расположенная под щитком 1.
Задняя бабка 15 предназначена для поддержки задним центром обрабатываемых заготовок или для установки и перемещения осевых инструментов. Основные части задней бабки: плита 17, корпус 16, пиноль 14, прижимная планка 1 (рис. 1, в).
Задняя бабка перемещается по призматической а и плоской б направляющим (рис. 1, в) станины станка. Перемещение производится либо вручную, либо с помощью суппорта — в случае соединения с ним задней бабки замком (рис. 1, г). Замок состоит из планки 2, прикрепленной к поперечным салазкам 1, суппорта и планки 4, соединенной с плитой 3 задней бабки. Подводя суппорт к задней бабке и перемещая салазки 1 в поперечном направлении, заводят выступ планки 2 за выступ планки 4. При этом задняя бабка соединяется с суппортом и вместе с ним будет перемещаться в продольном направлении от механизма подач.
Для того чтобы вершина заднего центра была точно расположена на оси станка, корпус 16 (рис. 1, а) перемещают в поперечном направлении относительно плиты 17. Для обработки конических поверхностей деталей задний центр смещают винтом 19 от оси станка в направлении «на себя» или «от себя». Пиноль 14 имеет коническое отверстие для установки заднего центра или осевых инструментов.
Электрооборудование станка расположено в шкафу 20. На передней стенке шкафа помещена панель 18 с амперметром, указывающим ток главного электродвигателя станка, и переключателями, включающими станок в электрическую сеть, освещение станка и электродвигатель насоса, подающего охлаждающую жидкость.
Под крышкой 21 расположен электродвигатель ускоренного перемещения суппорта.
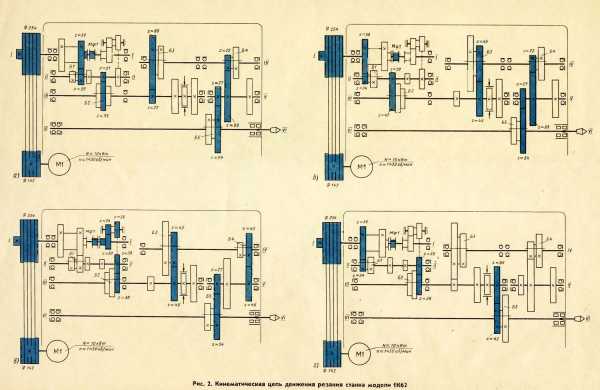
Кинематическая цепь движения резания токарно-карусельного станка 1К62 (рис. 2)
Движения в станке: основные — главное движение, продольные и поперечные подачи суппорта; вспомогательные — быстрые перемещения суппорта, задней бабки и пиноли вручную.
Кинематическая цепь привода главного движения. Эта цепь обеспечивает передачу вращения от электродвигателя M1 шпинделю VI с возможностью включения разных частот его вращения (рис. 2). Шпиндель станка может иметь правое и левое направление вращения. При правом направлении вращения шпинделя уравнение баланса кинематической цепи привода главного движения запишется так (муфта Мф1 включена влево) (рис. 2, а):
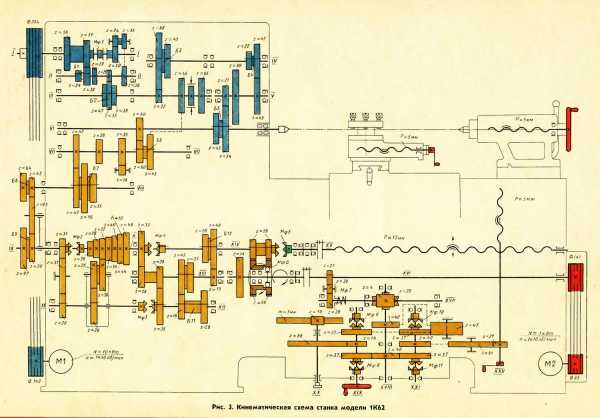
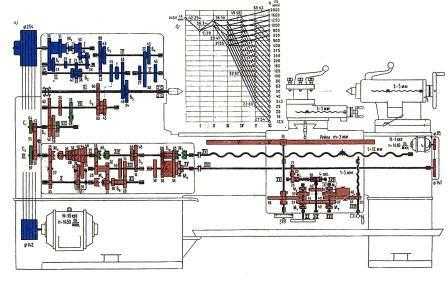
Кинематическая схема токарного станка 1к62 (рис. 3)
Полезные ссылки по теме
Каталог справочник токарно-винторезных станков и их аналогов
Схемы и паспорта к токарно-винторезным станкам и оборудованию
Трофимов А.М. Металлорежущие станки. Альбом кинематических схем
stanki-katalog.ru
Токарно-винторезный станок 1К62Д, 1К625Д - Всё для чайников
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание - как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Естествознание
forkettle.ru
1К62Д, 1К62ДГ Станок токарно-винторезный универсальныйпаспорт, руководство, схемы, назначение, описание, характеристики
Сведения о производителе токарно-винторезного станка 1К62Д
Изготовитель токарного станка модели 1К62Д, 1К62ДГ - Челябинский Станкостроительный завод №78 имени Серго Орджоникидзе, ФНПЦ "Станкомаш", основанный в 1935 году.
Производимая продукция: станки токарно-винторезные: 1К62Д, 1К625Д, ТС-30, ТС-70, ТС-75, ТС-85 компактные токарные станки ТВ-250.
Станки, выпускаемые Челябинским Станкостроительным заводом №78 имени Серго Орджоникидзе
1К62Д, 1К62ДГ Назначение и область применения токарно-винторезных универсальных станков
Станки токарно-винторезные моделей 1К62Д, 1К62ДГ предназначены для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8", 7/16", 8, 10 и 12 мм. Класс точности Н по ГОСТ 8. Условия эксплуатации УХЛ4, ТС4, ТВ4 по ГОСТ15150 в зависимости от заказ-наряда.
Основные достоинства предлагаемой серии станков - высокая мощность главного привода, большая жесткость и прочность всех звеньев кинематической цепи, надежность и виброустойчивость конструкции, широкий диапазон частот вращения шпинделя, рассчитанных на скоростное и силовое резание.
Базовая модель серии - универсальный токарно-винторезный станок 1К62Д, который является усовершенствованным прототипом хорошо зарекомендовавшего себя во многих странах мира станка 1К62, выпускавшегося ранее заводом "Красный пролетарий".
Кроме базовой модели в составе серии представлены несколько модификаций станков, учитывающих индивидуальные запросы потребителей. Особенности той или иной модификации нетрудно проследить по маркировке станка.
Пример обозначения станка: станок токарно-винторезный модели 1К625ДГУ.1500. Г - ГАП (выемка в станине). 1500 - наибольшая длина обрабатываемого изделия. 1К625Д - наибольший диаметр обрабатываемого изделия увеличен до 500 мм. (У базовой модели - станка 1К62Д - наибольший диаметр обработки 435 мм).
Шпиндель станков установлен на специальных подшипниках, которые обеспечивают необходимую жесткость и высокую точность обработки.
Обработка разнообразных материалов может производиться с ударными нагрузками без потери точности.
Станки могут использоваться для обработки закаленных заготовок из жаропрочной и инструментальной стали, требующих тяжелых режимов резания.
Выемка в станине (ГАП) позволяет устанавливать и обрабатывать заготовки, радиус которых превышает расстояние, ограниченное высотой центров
Например, наибольший диаметр заготовки, устанавливаемой над станиной станка 1К62Д - 435 мм, а станок 1К62ДГ с ГАПом дает возможность изготавливать деталь с наружным диаметром 630 мм.
Модификации универсального токарно-винторезного станка 1К62Д:
- 1К62Д - Ø 435 мм, базовая модель токарно-винторезного станка нормальной точности
- 1К62ДГ - Ø 435 мм, (Ø 630 мм над выемкой), станок нормальной точности с выемкой в станине
- 1К625Д - Ø 500 мм, станок с увеличенным диаметром обработки
- 1К625ДМ - Ø 500 мм, станок с увеличенным диаметром обработки и тормозной муфтой
- 1К625ДГ - Ø 500 мм, (Ø 700 мм над выемкой), станок с увеличенным диаметром обработки с выемкой в станине
- 1К625ДГМ - Ø 500 мм, (Ø 700 мм над выемкой), станок с увеличенным диаметром обработки с выемкой в станине и тормозной муфтой
- 1К625ДФ1 - Ø 500 мм, станок с увеличенным диаметром обработки с УЦИ
- 1К625ДГФ1 - Ø 500 мм, (Ø 700 мм над выемкой), станок с увеличенным диаметром обработки с выемкой в станине с УЦИ
1К62Д, 1К62ДГ Габариты рабочего пространства станка. Суппорт
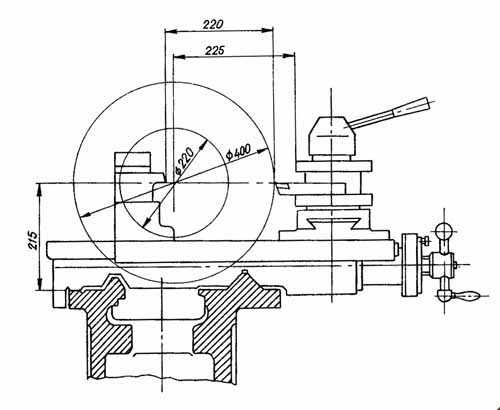
Суппорт токарно-винторезного станка 1к62д, 1к62дг
1К62Д, 1К62ДГ Общий вид токарно-винторезного станка

Фото токарно-винторезного станка 1к62д
1К62Д Расположение составных частей токарно-винторезного станка
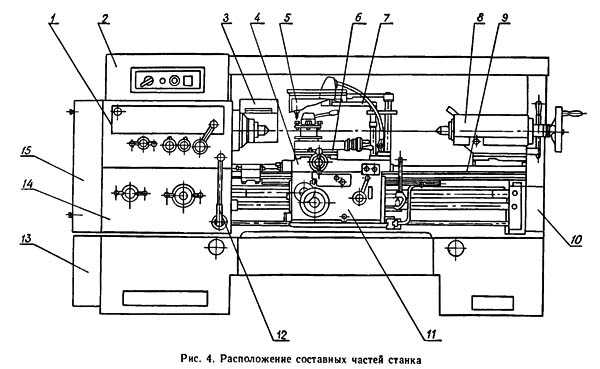
Расположение составных частей токарного станка 1к62д
Перечень составных частей токарно-винторезного станка 1К62Д
- Бабка передняя 1К62Д.020.000
- Электрооборудование 1К62Д.180.000
- Каретка 1К62Д.050.000
- Ограждение суппорта 1К62Д.261.000
- Суппорт 1К62Д.041.000
- Охлаждение 1К62Д.250.000
- Бабка задняя 1К62Д.030.000
- Станина 1К62Д.010.000
- Привод быстрых ходов 1К62Д.140.000
- Ограждение 1К62Д.280.000
- Фартук 1К62Д.060.000
- Управление фрикционом 1К62Д.160.000
- Установка моторная 1К62Д.150.000
- Коробка подач 1К62Д.070.000
- Коробка передач 1К62Д.080.000
1К62Д, 1К62ДГ Расположение органов управления токарным станком
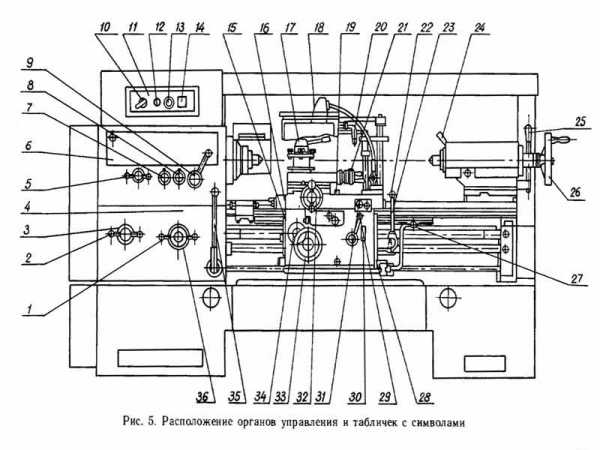
Расположение органов управления токарным станком 1к62д
Спецификация органов управления токарно-винторезным станком 1К62Д, 1К62ДГ
- Рукоятка установки величины по дачи и шага резьбы - Двадцать восемь фиксированных положений
- Рукоятка выбора типа резьбы и вида работ (резьбы или подачи) - Пять фиксированных положений
- -
- -
- Рукоятка установки частоты вращения шпинделя - Шесть фиксированных положений
- -
- Рукоятка установки нормального, увеличенного шага резьбы и положения - Три фиксированных положения при делении многозаходных резьб
- Рукоятка установки правой и левой резьбы и подачи - Три фиксированных положения
- Рукоятка установки частоты вращения шпинделя - Четыре фиксированных положения
- Вводной автоматический Выключатель - Включение и выключение производится в соответствии с символами на панели электрошкафа управления - При автоматическом отключении рукоятка находится в промежуточном положении. Перед включением рукоятку предварительно установить в выключенное положение
- -
- Сигнальная лампа - Лампа светится — электропитание включено
- Выключатель электронасоса подачи охлаждающей жидкости - Включение и выключение производится в соответствии с символами на панели электрошкафа управления
- Указатель нагрузки станка при обработке деталей - Служит для определения нагрузки на электродвигатель главного привода
- -
- Кран смазки направляющих каретки и поперечных салазок суппорта - Поворот — открывание крана
- Рукоятка поворота и крепления индексируемой резцовой головки - Вращение против часовой стрелки — открепление и поворот резцовой головки. Вращение по часовой стрелке — фиксирование и закрепление резцовой головки
- Болт крепления каретки на станине — Поворот болта ключом по часовой стрелке - закрепление каретки. Поворот болта ключом против часовой стрелки — открепление каретки
- Регулируемое сопло подачи охлаждающей жидкости, подаваемой к режущему инструменту — Поворот по часовой стрелке - уменьшение количества охлаждающей жидкости. Поворот против часовой стрелки — увеличение
- Рукоятка ручного перемещения резцовых салазок суппорта - Вращение по часовой стрелке — перемещение салазок влево. Вращение против часовой стрелки — перемещение салазок — вправо
- Выключатель лампы местного освещения - Переключением тумблера
- Кнопка включения электродвигателя привода быстрых перемещений каретки и поперечных салазок суппорта - Нажатие — включение электродвигателя
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта - Поворот влево — включение перемещения каретки влево, поворот вправо — включение перемещения каретки вправо. Поворот от себя — включение перемещения поперечных салазок вперед. Поворот на себя — включение перемещения поперечных салазок назад
- Рукоятка зажима пиноли задней бабки - Поворот вправо — пиноль зажата, поворот влево — пиноль разжата
- Рукоятка крепления задней бабки к станине - Поворот от себя — закрепление задней бабки. Поворот на себя — открепление задней бабки
- Маховик перемещения пиноли задней бабки — Вращение по часовой стрелке — перемещение пиноли влево. Вращение против часовой стрелки — перемещение пиноли вправо
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 35)- Три фиксированных положения. Среднее положение — муфта выключена, тормоз включен. Нажатие влево и поворот вверх — включение прямого вращения шпинделя. Нажатие влево и поворот вниз — включение обратного вращения шпинделя
- -
- Рукоятка включения и выключения гайки ходового винта - Поворот вниз — включение гайки, Поворот вверх — выключение гайки
- -
- Кнопочная станция включения и выключения электродвигателя главного привода - Нажатие черной кнопки — включение электродвигателя. Нажатие красной кнопки — выключение электродвигателя
- Аварийная кнопка «Стоп» Нажатие — отключение электрооборудования станка от сети вводным автоматическим выключателем
- Рукоятка ручного перемещения поперечных салазок суппорта - Вращение по часовой стрелке — перемещение салазок вперед. Вращение против часовой стрелки — перемещение салазок назад
- Маховик ручного перемещения каретки - Вращение против часовой стрелки — перемещение каретки влево. Вращение по часовой стрелке — перемещение каретки вправо
- Рукоятка включения и выключения реечной шестерни - Перемещение от себя — сцепление шестерни с рейкой. Перемещение на себя — расцепление шестерни с рейкой
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 27)- Три фиксированных положения, Среднее положение — муфта выключена, тормоз включен. Перемещение на себя и поворот вправо — включение прямого вращения шпинделя. Перемещение на себя и поворот влево — включение обратного вращения шпинделя
1К62Д Кинематическая схема токарно-винторезного станка
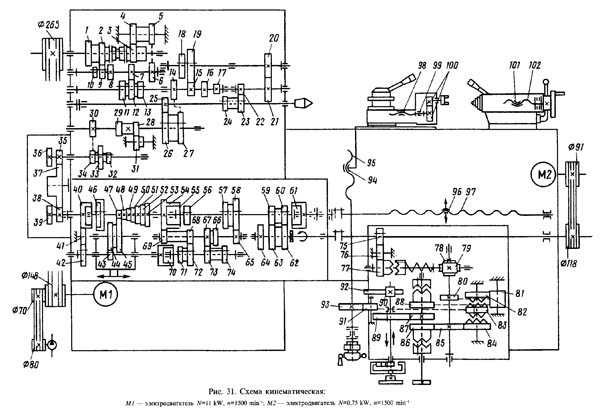
Кинематическая схема токарно-винторезного станка 1к62д
Схема кинематическая токарно-винторезного станка 1К62Д. Скачать в увеличенном масштабе
Устройство токарно-винторезного станка 1К62Д и его составных частей
1К62Д Передняя бабка токарно-винторезного станка
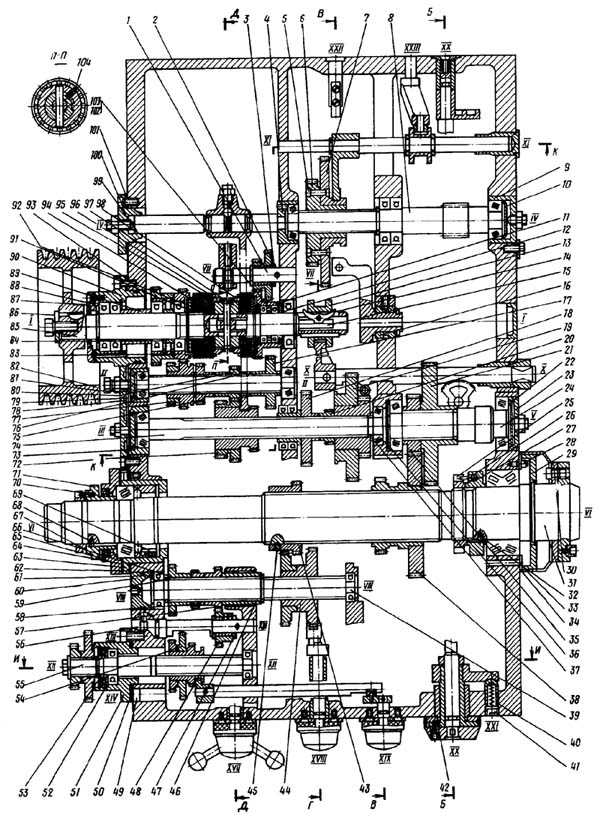
Передняя бабка токарно-винторезного станка 1к62д
- 1, 56, 99 — оси
- 2, 17, 21, 35, 43, 48, 58, 66, 75, 80 — шестерни
- 3, 30, 36, 47, 86 — шайбы
- 4, 9, 23, 51, 73, 81 — стаканы
- 5 — заклепка
- 6, 7, 18, 19, 20, 38, 57 — колеса зубчатые
- 8 — вал-шестерня
- 10, 22, 29, 63, 65, 78, 87, 90, 100 фланцы
- 11, 83 — шестерни - муфты
- 12, 37, 46, 52, 53, 59, 76, 84, 89, 102, 103 — проставки
- 13 - муфта
- 14 — коромысло
- 15 — тяга
- 16, 27, 71 — втулки
- 24, 39, 74 — валы
- 25, 67, 96, 98 — гайки
- 26, 40, 70 — фиксаторы
- 28 штырь
- 31 - шпиндель
- 32, 68 — штифт
- 33 — кожух
- 34, 50, 62, 64, 79, 93, 101 — прокладки
- 41 - пробка
- 42 — обойма
- 44, 54, 72, 77 - блоки зубчатые
- 45 — винт
- 49 — заглушка
- 55 — валик
- 60 упор
- 61 — компенсатор
- 69 — пружина
- 82 - шкив
- 85 — вал фрикционный;
- 88, 97 — кольца
- 91, 92, 94, 95— диски
- 104 — защелка
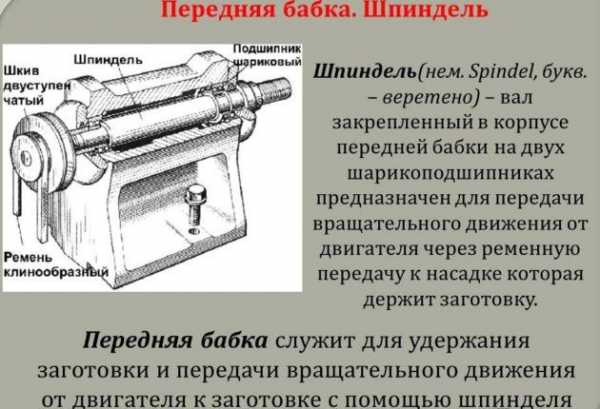
Передняя бабка служит для сообщения шпинделю различных частот вращения при резании, сверлении, нарезании резьб и приводит в движение сменные зубчатые колеса коробки передач. Механизм передней бабки позволяет:
- нарезать резьбы с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза
- нарезать правые и левые резьбы
- нарезать многозаходные резьбы с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов
Передняя бабка устанавливается на линии центров в горизонтальной плоскости винтами.
Установка числа оборотов шпинделя осуществляется двумя рукоятками 5 и 9 (рис. 5) по таблице, помещенной на передней бабке.
В правой и левой части таблицы даны ряды чисел оборотов шпинделя в минуту при прямом вращении и указаны положения рукояток для установки требуемого числа оборотов.
Рукояткой 9 устанавливается один из четырех рядов частот вращения шпинделя в соответствии с обозначением положения рукоятки, нанесенным на таблице.
Рукояткой 5, на ступице которой нанесены цифры от 1 до б, устанавливается требуемое число оборотов из выбранного ряда.
Для этого цифру, обозначающую требуемое число оборотов по таблице, нужно совместить с вертикальной стрелкой, изображенной над рукояткой.
Задняя бабка станка
Задняя бабка перемещается по направляющим станины и крепится к ней в нужном положении через систему рычагов и эксцентрик рукояткой.
Перемещение пиноли осуществляется вращением маховика, а крепление пиноли рукояткой.
При помощи поперечного смещения задней бабки, осуществляемого винтами I и 2 (рис. 8), можно обрабатывать пологие конуса.
Коробка подач 1К62Д
Механизм коробки подач позволяет, через ходовой винт с шагом 12 мм (без звена увеличения шага), получить следующие резьбы:
- метрические с шагом от 0,87 до 12 мм
- дюймовые от 2 до 24 ниток на 1"
- модульные от 0,5 до 3 модулей
- питчевые от 1 до 96 питчей
Посредством механизма увеличения шага при числе оборотов шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при числе оборотов от 50 до 160 — в 8 раз в соответствии с данными таблицы на рукоятке 1 (см. рис. 5).
Через ходовой валик суппорт, при любом числе оборотов шпинделя, получает продольные подачи от 0,07 до 2,08 мм/об, и поперечные от 0,035 до 1,04 мм/об., а при числе оборотов от 50 до 630 в минуту — продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 2 (рис. 5), при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными шестернями специального набора.
Поворотом рукоятки 1 с барабаном определяется выбор ряда резьб или подач. Для получения требуемой величины и выбранного ряда резьбы или подачи необходимо рукоятку из барабана вытащить на себя, повернуть до совпадения риски рукоятки с соответствующей графой таблицы барабана, а затем подать рукоятку вперед в прежнее положение.
Для осуществления быстрых перемещений суппорта в коробке подач на выходном валу смонтирована обгонная муфта.
Фартук
Фартук имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ход каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой 23 (см. рис. 5).
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового валика, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Зазор сцепления маточной гайки с ходовым винтом отрегулирован на заводе. При ремонте зазор устанавливается винтом, расположенным в торце корпуса маточной гайки снизу фартука.
Суппорт
Суппорт крестовой конструкции перемещается в продольном; направлении по направляющим станины и в поперечном по направляющим каретки.
Эти перемещения могут быть осуществлены от механического привода на рабочей подаче, быстро, а также от руки.
Кроме того, верхняя часть суппорта, несущая на себе четырехгранную резцовую головку, имеет независимое ручное продольное перемещение по направляющим поворотной части суппорта и может быть повернута на угол от ±90°.
При тяжелых торцовых работах необходимо винтом 19 (рис. 5) затянуть прижимную планку каретки.
Жесткий микрометрический упор ограничения продольных перемещений крепится на передней полке станины двумя винтами.
На нижней части суппорта может быть установлен дополнительно задний резцедержатель.
Для установки заднего резцедержателя на станке 1К62Д, полученного заказчиком по специальному заказу отдельно от станка, необходимо произвести доработку нижней части суппорта (рис. 9).
Механизм управления фрикционной муфтой главного привода
Конструкция механизма исключает возможность включения или выключения фрикционной муфты при случайном нажатии на рукоятки 27, 35 (рис. 5), которые сблокированы между собой следующим образом.
При работе рукояткой 27 рукоятка 35 повторяет операции первой. Выключение возможно любой из рукояток. Если же муфта включена рукояткой 35, то выключение можно произвести и рукояткой 27 только при условии предварительного поворота этой рукоятки в соответствующее рабочее положение с последующим возвращением в нейтральное (среднее) положение для выключения.
Коробка передач (сменные шестерни)
Коробка передач служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Для получения подачи и нарезания метрической и дюймовой резьб устанавливаются шестерни основного набора с передаточным отношением 42/95*95/50, для нарезания модульной или питчевой резьб — 64/95*95/97 и для нарезания дюймовой резьбы с шагом 19 ниток на 1" — 64/95*95/50
Патроны к токарному станку 1К62Д
Трехкулачковый самоцентрирующийся патрон соединяется со шпинделем при помощи переходного фланца 5 (рис. 25).
При установке фланец 5 патрона центрируется на наружном конусе шпинделя 2, четыре шпильки 6 свободно проходят через отверстия фланца шпинделя и замкового кольца 7, затем замковое кольцо поворачивают и посредством равномерного перекрестного затягивания гаек 8 достигается беззазорное прилегание торца фланца 5 к фланцу шпинделя 2.
Корпус патрона центрируется по цилиндрическому пояску фланца 5 и притягивается к нему винтами.
Точность посадки патрона на шпиндель проверяется индикатором по контрольному пояску, расположенному на наружной цилиндрической поверхности корпуса патрона.
Радиальное биение не должно превышать 0,02 мм.
Для обеспечения надежности зажима и безопасности работы следует строго придерживаться требований, изложенных в паспорте патрона. Паспорт находится в ящике, в котором упакован патрон.
Установка патрона СТ-250П-Ф6 без переходного фланца осуществляется вышеуказанным способом.
Поводковый и четырехкулачковый патроны крепятся непосредственно на шпинделе без переходного фланца.
Люнеты
За отдельную плату со станком могут быть поставлены люнеты: подвижный с диаметрами установки 20... 110 мм и неподвижный с диаметрами установки 30... 160 мм.
Держатель центрового инструмента
В руководстве под определением «Центровой инструмент» понимается режущий инструмент для обработки отверстий, ось которых совпадает с осью шпинделя (например, сверла, зенкеры, развертки и т. п.).
Держатель центрового инструмента применяется при обработке отверстий с ручной и механической подачей каретки.
Держатель 1 устанавливают в позицию резцедержателя, маркированную символом, обозначающим сверло, до упора в его боковую грань и зажимают винтами.
В цилиндрическое отверстие держателя вставляется втулка 2 с коническим отверстием для инструмента и стопорится винтом 3.
Совмещение оси режущего инструмента с осью шпинделя осуществляется перемещением поперечных салазок суппорта до совпадения с риской на каретке.
Коррекция положения оси режущего инструмента производится рукояткой перемещения поперечных салазок.
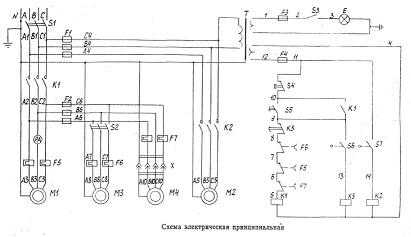
1К62Д Схема электрическая принципиальная токарно-винторезного станка
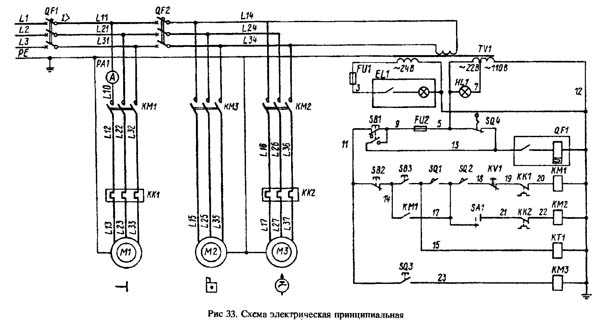
Схема электрическая принципиальная токарного станка 1к62д
Схема электрическая токарно-винторезного станка 1К62Д. Скачать в увеличенном масштабе
Электрооборудование - общие сведения. Электрооборудование станка 1К62Д подключается к трехфазной сети переменного тока в соответствии с исполнениями, основные параметры которых приведены в табл. 10.
На станке установлены трехфазные асинхронные электродвигатели: главного привода Ml, быстрых перемещений каретки и суппорта М2 и электронасоса охлаждения М3 (см. рис. 32, 33, 34).
На каретке установлены:
- кнопочная станция SB2, SB3 для пуска и останова электродвигателя главного привода
- кнопка SB1 для аварийного отключения электрооборудования станка
В рукоятке фартука встроен конечный выключатель SQ3 для управления электродвигателем перемещения каретки и суппорта.
В левой нише задней стороны станины установлен конечный выключатель SQ1 ограничения холостого хода главного привода. Открывание защитного кожуха с левой стороны станка контролируется конечным выключателем SQ2.
Рабочее место освещается светильником EL1, смонтированным на каретке.
Шкаф управления установлен на задней стенке передней бабки. На внешней стороне шкафа имеются следующие органы управления и индикации:
- рукоятка вводного автоматического выключателя QF1 с максимальным и независимым расщепителями для подключения и отключения станка от питающей сети
- сигнальная лампа HL1 с линзой белого цвета, показывающая включенное состояние вводного выключателя QF1
- переключатель SA1 для включения и отключения электронасоса охлаждения
- указатель нагрузки по току РА1, показывающий нагрузку электродвигателя главного привода в процентах от номинального тока прибора
Подключение станка. При подключении станка необходимо убедиться в соответствии напряжения и частоты питающей сети электрическим параметрам станка, указанным в таблице на внутренней стороне дверцы шкафа управления.
Ввод проводов заземления и электропитания сети может быть выполнен через верхнюю плоскость шкафа управления или через нижнюю, причем фланец с резьбовым отверстием G3/4-B для присоединения защитной оболочки сетевых проводов, взаимозаменяем с крышкой нижней плоскости шкафа. Подключать станок к питающей сети и системе заземления изолированными медными проводами согласно табл. 11.
При заземлении станка к контуру заземления стальной шиной используется специальный болт, расположенный на задней стороне станины под шкафом управления, при этом в шкаф вводятся только три фазных провода
Обработка конических и фасонных поверхностей на токарных станках 1К62Д
Обработка конических поверхностей на токарных станках производится тремя способами
Первый способ заключается в том, что корпус задней бабки смещают в поперечном направлении на величину h (рис. 15,а). Вследствие этого ось заготовки образует определенный угол ос с осью центров, а резец при своем движении обтачивает коническую поверхность. Из схем видно, что
h = Lsin α;
tg α = (D - d) / 2l (12)
Решая совместно оба уравнения, получим
h = L (D - d) / 2l cos α.
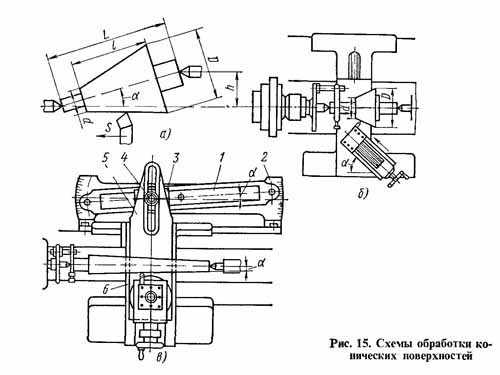
Схема обработки конических поверхностей (рис. 15) на токарном станке 1к62д
Для изготовления точных конусов этот способ непригоден вследствие неправильного положения центровых отверстий относительно центров.
Второй способ (рис. 15,6) заключается в том, что резцовые салазки поворачивают на угол а, определяемый уравнением (12). Данный способ используют при обработке конусов небольшой длины.
Третий способ основан на применении специальных приспособлений с копировальной линейкой 1, укрепленной на задней стороне станины на кронштейнах 2 (рис. 15,в). Ее можно устанавливать под требуемым углом к линии центров. По линейке скользит ползун 3, соединенный через палец 4 и кронштейн 5 с поперечными салазками 6 суппорта. Винт поперечной подачи салазок разобщен с гайкой. При продольном перемещении всего суппорта ползун 3 будет двигаться по неподвижной линейке 1, сообщая одновременно поперечное смещение салазкам 6 суппорта. В результате двух движений резец образует коническую поверхность, конусность которой будет зависеть от угла установки копировальной линейки, определяемого уравнением (12). Этот способ обеспечивает получение точных конусов любой длины.
Обработка фасонных поверхностей
Если в описанном копировальном Устройстве вместо конусной линейки установить фасонную, то резец будет перемещаться по криволинейной траектории, обрабатывая фасонную поверхность.
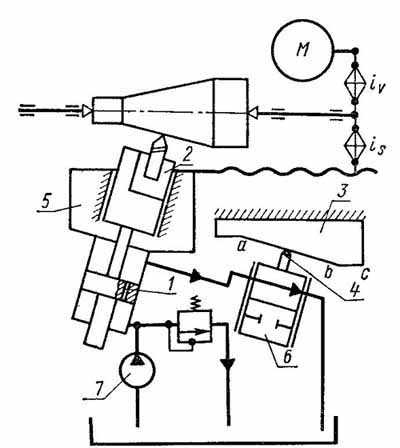
Схема гидрокопировального суппорта (рис. 16)
Для обработки фасонных и ступенчатых валов токарные станки иногда оснащают гидравлическими копировальными суппортами, которые располагают чаще всего на задней стороне суппорта станка. Нижние салазки суппорта имеют специальные направляющие, расположенные обычно под углом 45° к оси шпинделя станка, в которых и перемещается копировальный суппорт. На рис. 16 показана принципиальная схема, поясняющая работу гидравлического копировального суппорта. Масло от насоса 7 поступает в цилиндр, жестко связанный с продольным суппортом 5, на котором находится поперечный суппорт 2. Последний соединен со штоком цилиндра. Масло из нижней полости цилиндра через щель 1 в поршне поступает в верхнюю полость цилиндра, а затем в следящий золотник 6 и на слив. Следящий золотник конструктивно связан с суппортом. Щуп 4 золотника 6 прижимается к копиру 3 (на участке ab) при помощи пружины (на схеме не показана). При этом положении щупа масло через золотник 6 поступает на слив, а поперечный суппорт 2 вследствие разности давлений в нижней и в верхней полостях перемещается назад. В тот момент, когда щуп окажется на участке bc, он под действием копира утапливается, преодолевая сопротивление пружины. При этом слив масла из золотника 6 постепенно перекрывается. Поскольку площадь в нижней полости больше, чем в верхней, давление масла заставит перемещаться суппорт 2 вниз.
На практике встречаются самые различные модели токарных и токарно-винторезных станков, от настольных до тяжелых, с широким диапазоном размеров. Наибольший диаметр обработки на отечественных станках колеблется от 85 до 5000 мм при длине заготовки от 125 до 24000 мм
1К62Д, 1К62ДГ Станок токарно-винторезный универсальный. Видеоролик.
Технические характеристики станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ
| Наименование параметра | 1К62Д | 1К62ДГ | 1К625Д | 1К625ДГ |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 435 | 435 | 500 | 500 |
| Наибольший диаметр заготовки над суппортом, мм | 224 | 224 | 290 | 290 |
| Наибольший диаметр заготовки над выемкой, мм | - | 630 | - | 700 |
| Наибольшая длина заготовки (РМЦ), мм | 1000,1500 | 1000,1500 | 1000,15002000 | 1000,15002000 |
| Наибольшая масса заготовки в патроне, кг | 200 | 200 | 300 | 300 |
| Наибольшая масса заготовки в центрах, кг | 900 | 900 | 1300 | 1300 |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 55 | 55 | 55 | 55 |
| Наибольший диаметр прутка, мм | ||||
| Число ступеней частот прямого вращения шпинделя | 23 | 23 | 23 | 23 |
| Частота прямого вращения шпинделя, об/мин | 12,5..2000 | 12,5..2000 | 12,5..2000 | 12,5..2000 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | 19..2420 | 19..2420 | 19..2420 | 19..2420 |
| Размер внутреннего конуса в шпинделе, М | Морзе 6 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К | 6К |
| Наибольший крутящий момент, кНм | 2 | 2 | 2 | 2 |
| Подачи | ||||
| Наибольшая длина хода каретки, мм | 930,1430 | 930,1430 | 930,14301930 | 930,14301930 |
| Число ступеней продольных и поперечных подач | 42 | 42 | 42 | 42 |
| Пределы продольных подач, мм/об | 0,07..4,16 | 0,07..4,16 | 0,07..4,16 | 0,07..4,16 |
| Пределы поперечных подач, мм/об | 0,035..2,08 | 0,035..2,08 | 0,035..2,08 | 0,035..2,08 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | 4,5 | 4,5 | 4,5 | 4,5 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | 2,25 | 2,25 | 2,25 | 2,25 |
| Количество нарезаемых резьб метрических | 45 | 45 | 45 | 45 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..192 | 0,5..192 | 0,5..192 | 0,5..192 |
| Количество нарезаемых резьб дюймовых | 28 | 28 | 28 | 28 |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 24..15/8 | 24..15/8 | 24..15/8 | 24..15/8 |
| Количество нарезаемых резьб модульных | 38 | 38 | 38 | 38 |
| Пределы шагов нарезаемых резьб модульных | 0,5..48 | 0,5..48 | 0,5..48 | 0,5..48 |
| Количество нарезаемых резьб питчевых | 37 | 37 | 37 | 37 |
| Пределы шагов нарезаемых резьб питчевых | 96..1 | 96..1 | 96..1 | 96..1 |
| Количество нарезаемых резьб архимедовой спирали | 5 | 5 | 5 | 5 |
| Пределы шагов нарезаемых резьб архимедовой спирали | 3/8",7/16"8.10 | 3/8",7/16"8.10 | 3/8",7/16"8.10 | 3/8",7/16"8.10 |
| Суппорт | ||||
| Цена деления лимба продольного перемещения, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Наибольшее перемещение салазок, мм | 140 | 140 | 140 | 140 |
| Цена деления лимба резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Задняя бабка | ||||
| Цена деления лимба, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Размер внутреннего конуса пиноли | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 200 | 200 | 200 | 200 |
| Поперечное смещение корпуса задней бабки, мм | ±15 | ±15 | ±15 | ±15 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Мощность электродвигателя главного привода, кВт | 11 | 11 | 11 | 11 |
| Частота вращения, об/мин | 1500 | 1500 | 1500 | 1500 |
| Мощность электродвигателя быстрых перемещений, кВт | 0,75 | 0,75 | 0,75 | 0,75 |
| Частота вращения, об/мин | 1500 | 1500 | 1500 | 1500 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Мощность всех электродвигателей, кВт | 11,87 | 11,87 | 11,87 | 11,87 |
| Габариты и масса станка | ||||
| Габариты станка при РМЦ=1000, мм | 2786 х1200 х1500 | 2786 х1200 х1500 | 2786 х1221 х1500 | 2786 х1221 х1500 |
| Масса станка при РМЦ=1000, кг | 3080 | 3080 | 3120 | 3120 |
Руководство по эксплуатации 1К62Д.000.000.РЭ токарно-винторезного станка 1К62Д. Содержание
- 1. Общие сведения
- 2. Основные технические данные и характеристики
- 3. Комплект поставки
- 4. Указание мер безопасности
- 5. Состав станка
- 6. Устройство, работа станка и его составных частей
- 7. Электрооборудование
- 8. Пневмооборудование
- 9. Система смазки
- 10. Порядок установки
- 11. Порядок работы
- 12. Характерные неисправности и методы их устранения
- 13. Особенности разборки и сборки при ремонте
- 14. Схема расположения подшипников
- 15. Свидетельство о приемке
- 16. Свидетельство о консервации
- 17. Указания по эксплуатации, техническому обслуживанию и ремонту
- 18. Гарантийные обязательства поставщика и ответственность потребителя
Связанные ссылки
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ Паспорт токарно-винторезного станка, (djvu) 1,8 Мб, Скачать
stanki-katalog.ru
Токарно-винторезный станок 1К62 | Токарные металлорежущие станки
Назначение токарно-винторезного станка 1К62 - наружное и внутреннее точение, нарезание правой и левой метрической, дюймовой, модульной и питчевой резьб, одно-и многозаходных резьб с нормальным и увеличенным шагом, торцовой резьбы и т. д.
Технические характеристики станка 1К62
- Наибольший диаметр детали, устанавливаемой над станиной, 400 мм
- Расстояние между центрами в мм 710, 1000 и 1400
- Диаметр отверстия шпинделя в мм 47
- Число значений частот вращения шпинделя 23
- Частота вращения шпинделя в об/мин 12,5-2000
- Число подач 42
Подачи на 1 оборот в мм:
- Продольные 0,07 - 4,16
- Поперечные 0,035 - 2,0
Шаг нарезаемой резьбы:
- Метрической в мм 1-192
- дюймовой (число ниток на 1") 2 - 24
- модульной в мм (0,5-48)Pi
Мощность электродвигателя 10кВт
На рисунке 1 показан токарно-винторезный станок 1К62. Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4. В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.
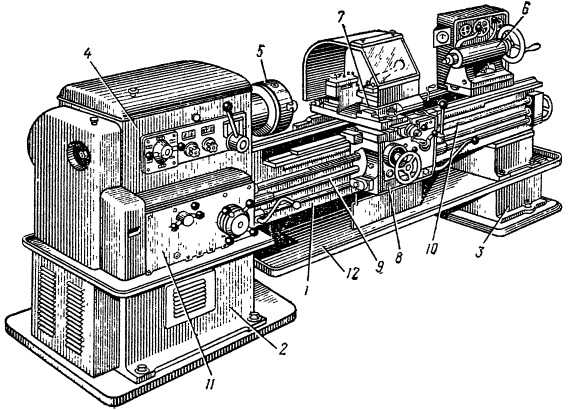
Рисунок 1 - Токарно-винторезный станок 1К62
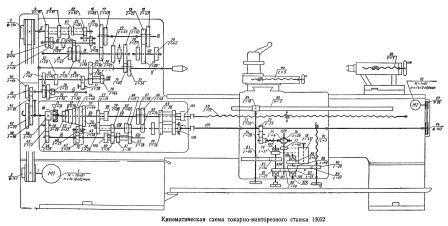
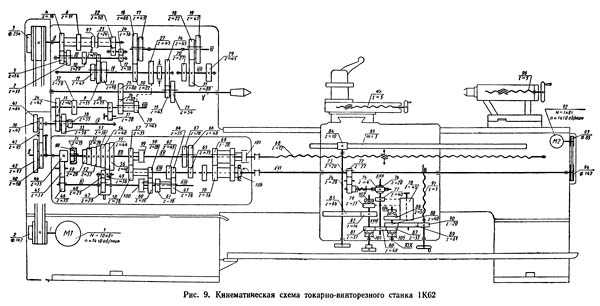
Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке 8 и получающих вращение от ходового вала 9 или ходового винта 10. Первый используют при точении, второй - при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 11. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость. Кинематическая схема станка 1К62 представлена на рисунке
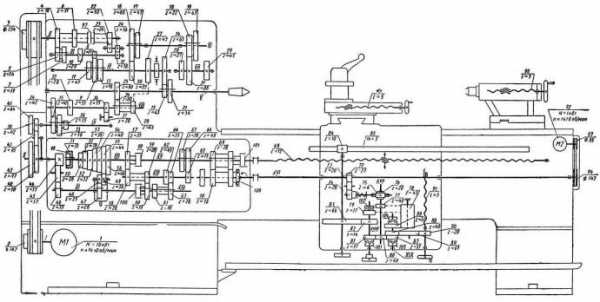
Рисунок 2 - Кинематическая схема токарно-винторезного станка 1К62
Главное движение
Главным движением в станке 1К62 является вращение шпинделя, которое он получает от электордвигателя 1 через клиноременную передачу со шкивами 2-3 и коробку скоростей. На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97. Для получения прямого вращения шпинделя муфту 97 смещают влево и привод вращения осуществляется по следующей цепи зубчатых колес: 4-5 или 6-7, 8-9 или 10-11, или 12-13, вал IV, колеса 14-15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16 - 17 и 18 - 19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при перемещении вправо блока 15 - 21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта - при передаче вращения через перебор. В действительности количество значений ча¬стот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22 - 23, 24 - 12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи
Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25 - 26, а при нарезании резьбы с увеличенным шагом - от вала VI через звено увеличения шага и далее через зубчатые колеса 27 - 28. В этом случае звено увеличения шага может дать четыре варианта передач:
- шпиндель V, колеса 21 - 20, 29 - 19, 17 - 27 - 28, вал VIII
- шпиндель V, колеса 21 - 20, 29 - 19, 16 - 30, 27 - 28, вал VIII
- шпиндель V, колеса 21 - 20, 31 - 18, 17 - 27 - 28, вал VIII
- шпиндель V, колеса 21 - 20, 31 - 18, 16 - 30, 27 - 28, вал VIII.
С вала VIII токарно-винторезного станка 1К62 движение передается по цепи колес 32 - 33 или 34 - 35, или через реверсивный механизм с колесами 36 - 37 - 38, сменные колеса 39 - 40 или 41 - 42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес. 1. Вращение передается через зубчатые колеса 44 - 45 - 46 на вал XI, затем через колеса 47 - 48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50 - 56) и далее по цепи зубчатых передач 57 - 58, 59 - 60, 61 - 62 или 63 - 64 через колеса 65 - 66 или 64 - 67 - валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае - через муфту 101, во втором - через пару 69 - 70 и муфту обгона 106. 2. С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44 - 71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49 - 48 - 47 валу XI и далее, через муфту 100 - валу XIII, а от последнего далее по цепи первого варианта.
Продольная и поперечная подачи суппорта
Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73 - 74 и червячную пару 75 - 76 валу XVII. Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт - 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77 - 78 - 79 или 80 - 81 валу XVIII и далее парой 82 - 83 - реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом. Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77 - 78 - 86 или 80 - 87
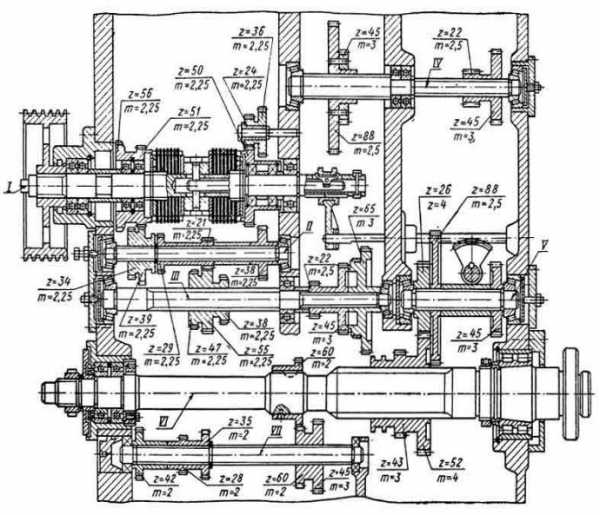
Рисунок 3 - Коробка скоростей станка 1К62
вращение передается валу XIX и далее через зубчатые колеса 88-89-90 на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта
Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93-94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки. Рассмотрим отдельно некоторые узлы токарно-винторезного станка 1К62.
Передняя бабка
Вращение от главного электродвигателя передается ведомому шкиву, сидящему на валу I. Этот вал несет реверсивную фрикционную муфту, от которой движение на вал II передается или через блок z = 56- z = 51, или через колесо z = 50 и промежуточный блок z = 24 - z = 36, сидящий на консольной оси. С вала II на вал III вращение передается через тройной блок z = 47 - z = 55 - z = 38. В левом положении блока z = 43 - z = = 52, сидящего на шпинделе, движение с вала III передается на шпиндель непосредственно через колеса z = 65 - z = 43, а в правом положении этого блока - через перебор, установленный на валах IV и V. Все валы вращаются на опорах качения, которые смазываются как разбрызгиванием, так как коробка скоростей залита маслом, так и принудительно - с помощью насоса. Движение подачи от шпинделя VI передается валу VII трензеля и далее на механизм подач.
Задняя бабка
Задняя бабка 1К62 имеет плиту 12 и может перемещаться по направляющим станины. В отверстии корпуса 3 задней бабки имеется выдвижная пиноль 6, которая перемещается с помощью маховика 10 и винтовой пары 7-8. Рукояткой 5 фиксируют определенный вылет пиноли, а вместе с ней
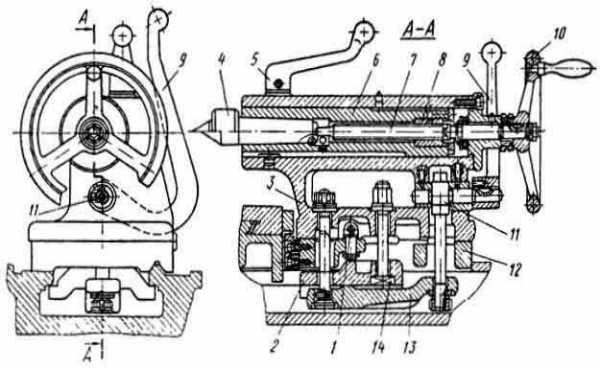
Рисунок 4 - Задняя бабка станка 1К62
и заднего центра 4. Корпус 3 бабки с помощью винтовой пары 1 может сме¬щаться в поперечном направлении относительно плиты 12. Болтом 14 и башмаком 2 задняя бабка может закрепляться на станине станка 1К62. Это также можно сделать с помощью рукоятки 9, эксцентрика 11 и башмака 13. В конусное гнездо пиноли можно установить не только задний центр, но и режущий инструмент для обработки отверстий (сверло, зенкер и др).
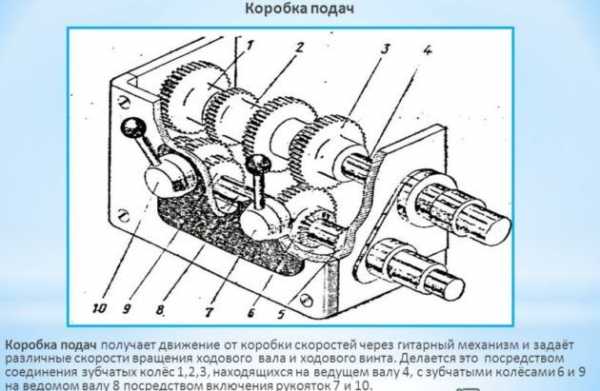
Коробка подач
Коробка подач закреплена на станине ниже передней бабки, имеет несколько валов, на которых установлены: ступенчатый блок механизма Нортона 3, блоки зубчатых колес 6 и 13 и переключаемые муфты 1, 2, 4, 5, 7, 5, 14, 15. В правом положении муфты 7 получает вращение ходовой винт 9, а в левом ее положении (как показано на рисунке) через муфту обгона 11-12 вращается ходовой вал 10.
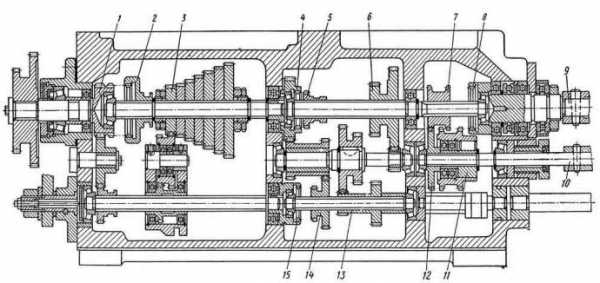
Рисунок 5 - Коробка подач станка 1К62
Суппорт
Суппорт состоит из следующих основных частей: нижних салазок 1 для продольного перемещения суппорта токарно-винторезного станка 1К62 по направляющим 2 станины, поперечной каретки 3 и резцовых салазок 4. Поперечная каретка перемещается в направляющих нижних салазок с помощью винта 5 и безлюфтовой гайки 6. При ручной подаче винт вращается с помощью рукоятки 7, а при автоматической
от зубчатого колеса 8.
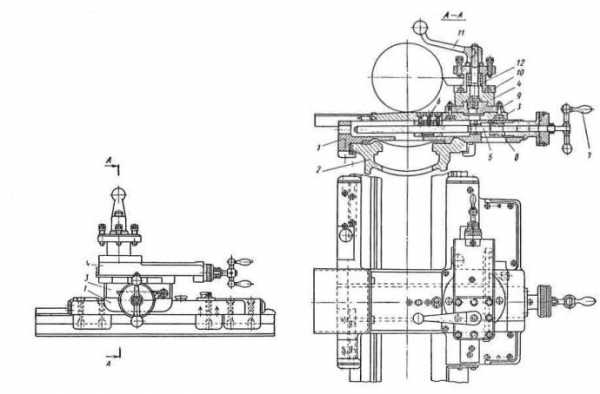
Рисунок 6 - Суппорт станка 1К62
В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки против часовой стрелки резцедержатель 10 приподнимается пружиной 12 - одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку в обратном направлении.
Механизм фартука
Механизм фартука расположен в корпусе, привернутом к каретке суппорта. От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала 1 передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом 1, а поперечное - винтом, вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал токарно-винторезного станка 1К62, чтобы нельзя было включить подачу суппорта от них одновременно.
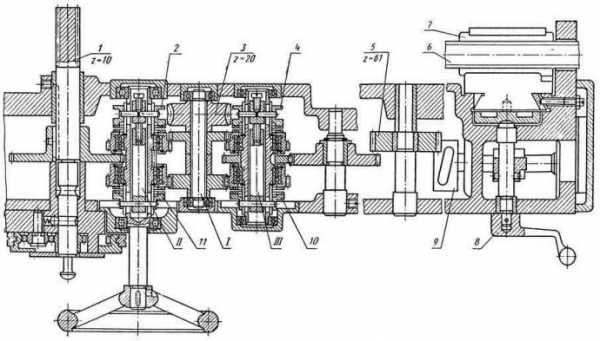
Рисунок 7 - Механизм фартука станка 1К62
Похожие материалы
www.metalcutting.ru
Станок 1К62
Универсальный токарно-винторезный станок 1К62.

Токарно-винторезный станок 1К62 является универсальным станком и предназначен для выполнения разнообразных токарных работ, в том числе для нарезания левых и правых резьб: метрических, дюймовых, модульных, питчевых и архимедовой спирали с шагом 3/8'', 7/16'', 8. 10 и 12 мм.
Токарно-винторезный станок 1К62 может использоваться для обработки закаленных заготовок, так как шпиндель станка установлен на специальных подшипниках, обеспечивающих его жесткость. Токарная обработка разнообразных материалов может производиться с ударной нагрузкой без изменения точности обработки.
Высокая мощность главного привода станка, большая жесткость и прочность всех звеньев кинематических цепей главного движения и подач,виброустойчивость, широкий диапазон скоростей и подач позволяют выполнять на токарно-винторезном станке 1К62 высокопроизводительное резание твердосплавным и минералокерамическим инструментом.
Станок 1К62 относится к лобовым токарным станкам, т.е. позволяет обрабатывать относительно короткие заготовки большого диаметра.
Конструкция задней балки токарного станка позволяет осуществлять поперечное ее смещение, благодаря чему на станке может осуществляться обработка пологих конусов. Есть возможность соединения задней балки и нижней частью суппорта с помощью специального замка, что иногда требуется при сверлении задней балкой и использовании механического перемещения балки от суппорта.
На токарный станок 1К62, могут устанавливаться следующие люнеты: подвижный, диаметр установки которого 20-80мм, и неподвижный, его диаметр установки 20-130мм.
Зубчатые колеса, служащие для передачи движения от передней бабки к коробке передач, на станке 1К62 являются сменными.
Продольное перемещение каретки станка 1К62 может быть ограничено специальным упором, устанавливаемым на передней полке станины. Таким образом, при установленном упоре, скорость движения суппорта не может превышать 250мм/мин.
Максимальный диаметр заготовки при установке над станиной – 400мм. Максимальный диаметр прутка, который возможно обработать на токарном станке 1К62 – 45мм. Станок 1К62 имеет 23 скорости вращения шпинделя (минимальная – 12,5 об/мин, максимальная – 2000 об/мин).
В качестве главного привода применен короткозамкнутый асинхронный двигатель, мощность которого 10кВт при скорости 1450 об/мин. Регулировка скорости вращения шпинделя, а так же величин продольной и поперечной передачи суппорта осуществляется благодаря переключению шестерней коробки скоростей (для регулировки скорости шпинделя и подач суппорта используются разные рукояти управления).
Для обеспечения быстрого перемещения суппорта в токарно-винторезном станке 1К62 используется дополнительный асинхронный двигатель. Его мощность 1,0кВт при скорости вращения 1410 об/мин.
Токарный станок 1К62 оснащен тепловыми реле, которые осуществляют защиту двигателей от длительных перегрузок, а также плавкими предохранителями, которые являются защитой от коротких замыканий.
Особенности конструкции токарного станка 1К62 (он отличается надежностью, прочностью, виброустойчивостью, оснащен главным приводом высокой мощности), позволяют в равной степени использовать станок, как для скоростного, так и для силового резания.
В конструкции токарного станка 1К62 для установки шпинделя предусмотрены специальные подшипники, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок. По ГОСТу 8-82 токарный станок 1К62 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Токарный станок 1К62, благодаря отличному сочетанию качества и надежности работы, а также неприхотливости при обслуживании, является одним из самых популярных на мелкосерийном и единичном производствах.
На токарном станке может использоваться трехкулачковый самоцентрирующий патрон диаметром 250мм или четырехкулачковый патрон, диаметр которого 400мм.
Базовая модель серии - универсальный токарно-винторезный станок 1К62Д, который является усовершенствованным прототипом хорошо зарекомендовавшего себя во многих странах мира станка 1К62, выпускавшегося ранее заводом "Красный пролетарий".
Токарно-винторезный станок 1К62 отличает превосходное сочетание качества работы и неприхотливость в обслуживании.
Технические характеристики токарно-винторезного станка 1К62.
| Наименование параметров | Ед.изм. | Величины |
| Класс точности | Н | |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
| Наибольший диаметр обрабатываемой заготовки над суппортом | мм | 220 |
| Наибольшая длина обрабатываемой заготовки | мм | 1000 |
| Размер внутреннего конуса в шпинделе | М | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 |
| 6К, 6М* |
| Диаметр сквозного отверстия в шпинделе | мм | 55, 62* |
| Наибольшая масса устанавливаемой заготовки |
| |
| - закрепленного в патроне | кг | 300 |
| - закрепленного в центрах | кг | 1300 |
| Число ступеней частот вращения шпинделя |
|
|
| - прямого |
| 23 |
| - обратного |
| 12 |
| Пределы частот вращения шпинделя |
|
|
| - прямого | 1/мин | 12,5 — 2000 |
| - обратного | 1/мин | 19 — 2420 |
| Число ступеней рабочих подач |
|
|
| - продольных |
| 42, 56* |
| - поперечных |
| 42, 56* |
| Пределы рабочих подач |
|
|
| - продольных | мм/об | 0,07 — 4,16 |
| - поперечных | мм/об | 0,035 — 2,08 |
| Количество нарезаемых резьб |
|
|
| - метрических | ед. | 45, 53* |
| - дюймовых | ед. | 28, 57* |
| - модульных | ед. | 38 |
| - питчевых | ед. | 37 |
| - архимедовой спирали | ед. | 5 |
| Пределы шагов нарезаемых резьб |
|
|
| - дюймовых | ниток/дюйм | 24 — 1,625 |
| - метрических | мм | 0,5 — 192 |
| - модульных | модуль | 0,5 — 48 |
| - питчевых | питч | 96 — 1 |
| - архимедовой спирали | дюйм | 3/8”, 7/16” |
| - архимедовой спирали | мм | 8, 10, 12 |
| Наибольший крутящий момент | кНм | 2 |
| Наибольшее перемещение пиноли | мм | 200 |
| Поперечное смещение корпуса | мм | ±15 |
| Наибольшее сечение резца | мм | 25 |
| Габаритные размеры станка | ДхШхВ | 2812х1166х1324 |
| Масса станка | кг | 2140 |
| Мощность электродвигателя привода главного движения | кВт | 10 |
| Мощность электродвигателя привода быстрых перемещений суппорта | кВт | 0,75 или 1,1 |
| Мощность насоса охлаждения | кВт | 0,12 |
Паспорт токарно-винторезного станка 1К62.
Данное руководство по эксплуатации "Универсальный токарно-винторезный станок 1К62" содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 1К62. Содержание данной документации:
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Назначение и область применения станка
Состав станка
Устройство и работа станка и его составных частей
Электрооборудование
Система смазки
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Указание мер безопасности
Порядок установки
Настройка, наладка и режимы работы
Регулирование
Схема расположения подшибников
ПАСПОРТ
Общие сведения
Основные технические данные и характеристики
Сведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приемке
Свидетельство о консервации
Свидетельство об упаковке
Гарантии
Схема электрическая токарно-винторезного станка 1К62.
Схема электрическая принципиальная универсального токарно винторезного станка приведена на следующем рисунке:
Кинематическая схема универсального токарно-винторезного станка 1К62.
Кинематическая схема универсального токарно винторезного станка 1К62 приведена на следующих рисунках:
studfiles.net
Токарно винторезный станок 1к62: технические характеристики, обзор
Отлично знакомый тем, чей род занятий связан с точением и иной обработкой металлических болванок, токарно-винторезный станок 1К62 производился заводом «Красный пролетарий» в г. Москва на протяжении 15 лет. Будучи одной из ходовых моделей, был известен во всем Советском Союзе, как устройство, что дает возможность создавать детали типовых размеров более широкого перечня.
Станок предназначен для обработки сложных поверхностей: цилиндрических, внутренних, торцовых, конических и внешних, и для нарезки резьбы – с применением резцов, сверл, разверток, метчиков, плашек и зенкеров всевозможных форм и размеров. Буквенно-цифровой показатель модели 1К62 обозначает следующее: «1» – токарный станок, «6» – токарно-винторезный станок, «К» – поколение станка, «2» – высота центров.
Преимущества станка
Из описания токарно-винторезного станка 1К62 следует, что он подходит для работы с недлинными деталями большого диаметра. Инженерные возможности механизма разрешают выполнение широкого диапазона токарных действий: нарезку резьбы, обработку валов и дисков различных форм.
А легкая и простая настройка режимов считается его главным плюсом. За счет твердости узлов данного устройства, обеспеченной имеющимися в его механизме специальных опорных деталей, устройство применяется для обработки металлов, прошедших закалку.
Аппарат, прекративший свой выпуск в 1971 году, в реалиях современного производства результативно применяется для различных операций скоростного и силового характера, чего не сказать о доле современных токарных устройств.
Ценность модели 1К62 в глазах профессионалов и новичков в металлообрабатывающем ремесле достигается за счет перечня преимуществ:
- Узлы, цепи и прочие элементы конструкции имеют высокую жесткость и прочность.
- Широкий диапазон регулировки скорости подачи вращения.
- Эффективное разрезание отливок при использовании минералокерамических режущих элементов.
- Эффективное противостояние нагрузкам, вызванным вибрацией, за счет особой конструкции модели.
- Сменные шестерни, входящие в заводскую укомплектовку устройства.
- Уникальный электрический двигатель, мощностью 1 кВт и частотой оборотов вала 1410 в минуту, обеспечивает передвижение суппорта.
- Защита аппарата от сильных перегрузок и коротких замыканий обеспечивается тепловыми реле и плавкими предохранителями, имеющимися в электросхеме.
- Воздействие динамических нагрузок компенсируется специальными опорными элементами, что позволяет заниматься изготовлением деталей высокой точности.
- Для точения элементов в форме отлогого конуса задний узел станка может перемещаться в поперечном направлении.
- Сверхпрочные опорные детали в комплектации главного рабочего узла станка.
Когда в заднем узле машины 1К62 устанавливают инструмент для проделывания отверстий в болванках, есть возможность крепко совместить его с суппортом посредством особой конструкции замкового типа.
Инженерные возможности устройства предусматривают периодическую потребность в ограничении передвижений каретки в продольном направлении. Для этого используется особенный фиксирующий ступор, закрепляемый с лицевой стороны полки станины. При применении ступора скорость суппорта снижается.
В стандартный комплект к устройству входят мобильный и статичный люнеты, что исключают искажение длинных болванок в процессе их обработки. Мобильный люнет, установленный на каретке, дает возможность работы с отливками с поперечным сечением 2-8 см, а статичный, закрепленный на направляющих основания аппарата, с деталями с сечением 2-13 см.
Токарный станок 1К62: технические характеристики
Основные рабочие элементы этого устройства присущи любому другому устройству подобного типа, размещаемых на устойчивом основании: мобильный и фиксируемый в рабочем положении задний и статичный передний узлы, мобильный суппорт, в чьем специальном патроне закрепляются инструменты для резки. Суппорт движется за счет работы коробки подач и управляется посредством механизмов фартука.
Главный вал механизма – вращающийся в опорах вала переднего узла шпиндель, на чьем правом наконечнике устанавливается патрон для фиксации болванки. Он полый и имеет сквозное отверстие, куда обычно помещается заготовочный прут и фиксируется патроном. Вал вращается за счет коробки скоростей, установленной в левой части механизма.
За счет особого устройства коробки подачи, у главного вала имеется набор из 23 скоростей – от минимальной в 12.5 до максимальной в 2000 оборотов в минуту. Благодаря такому количеству, обеспечивается установка максимально надлежащей скорости резки для тех или иных видов работ.
По противоположным концам механизма расположены два рычага, обеспечивающих запуск производственной деятельности, ее прекращение и смену направления движения главного вала. А изменение его скорости вращения осуществляется посредством, находящихся на переднем узле, двух рычагов.
В стационарном основании аппарата находятся два направляющих узла: задний – для движения задней бабки и передний для — перемещения суппорта.
Инструменты для резки фиксируются на суппорте, который представляет собой набор различных, передвигающихся по разным направлениям, элементов, что гарантирует подачу инструмента для резки в различных направлениях.
Это гарантирует качественную обработку деталей различных поверхностей и сложности. Подача резца может осуществляться посредством ручного и автоматического способов. Ручная подача осуществляется посредством вращения рукояти, установленной на передней части фартука.
А автоматическая подача – при помощи ходового винта или вала, вращающихся с установленными скоростями. Нарезка резьбы осуществляется при помощи винта, прочие работы – при помощи вала. Подача движения, заимствуемого от ходовых винта и вала, производится при помощи специальных рычагов.
Коробка подач имеет жесткую связь с главным рабочим валом станка через гитару и устроена таким образом, что возможно устанавливать подачи, проходящих по ГОСТу, шагов метрических резьб, и большое множество других подач, требуемых в прочих токарных работах.
Универсальный станок предназначен для мелкого и индивидуального производства деталей и имеет следующие рабочие характеристики:
- по ГОСТу установленная точность класса Н, что характеризует ее как нормальную;
- устройство имеет следующие габаритные размеры: 2812 мм в длину, 1166 мм в ширину, 1324 мм в высоту. Его вес составляет 2140 кг;
- размер поперечника болванок над основанием аппарата в наивысшем значении – 400 мм, над суппортом – 220 мм;
- масса обрабатываемой болванки, закрепленной в цилиндре, в наивысшем значении – 300 кг, закрепленной в центре – 1300 кг;
- длина обрабатываемой болванки в наивысшем значении – 1000 мм;
- сечение резца в наивысшем значении – 25 см;
- число ступенчатых частот вращения шпинделя: прямого – 23, обратного – 12;
- крутящий момент в наивысшем значении – 2 кНм;
- перемещение пиноли в наивысшем значении – 200 мм;
- мощность электрического двигателя привода главного движения – 10 кВт, привода передвижений суппорта – 0.75 или 1.1 кВт;
- мощность охладительного насоса – 0.12 кВт.
Конструктивные особенности станка
Задний узел модели 1К62 представляет собой плиту, выдвижную гильзу и кожух с отверстием, и движется по направлению, заданному станиной. С помощью особого рычага выполняется ряд следующих операций: закрепление гильзы и заднего центра, устанавливаемых в заднем узле, и отладка вылета. Для удобства фиксации лезвий и сверл для производства деталей, отверстие в подвижной гильзе выполнено в виде конуса.
Основу коробки скоростей и заднего узла агрегата, чья отличительная черта — доступная элементарность составляющих! механизмов, образует ряд валов, с зафиксированным на одном из них шкивом, принимающим на себя от электрического двигателя вращательное воздействие. В трансмиссии находятся тройной, промежуточный, зубчатый и прочие блоки, опоры, фрикционная муфта и подшипники качения. Специальный насос обеспечивает смазкой движущиеся элементы коробки.
Передвижение суппорта вдоль и поперек осуществляется с помощью ходовых вала и винта, чью скорость вращения обеспечивает и корректирует механизм переключения частоты подач. В конструкции коробки следует отметить такие составляющие, как: валы и их опоры, переключаемые зажимные механизмы, шестерни, закрепленные между собой, блок Нортона.
Механизм переключения подач находится в нижней части станки аппарата, благодаря чему его ремонт и обслуживание заметно облегчаются. Благодаря гитаре со сменными зубчатыми колесами приводится в действие вал механизма подач.
С их же помощью он и связывается со шпинделем станка, благодаря чему достигается слаженность рабочих процессов подач и шпинделя, производимых суппортом. По валу аппарата переключения движется колесо с шестериком на одной поперечной грани, и с рычагом с десятью положениями на другой.
Разъемная гайка действующего винта, позволяющая суппорту перемещаться продольно, является важнейшей деталью фартука аппарата. Точность движения суппорта обеспечивается благодаря возможности гайки, из-за изнашивания нередко выходящей из строя, самоустанавливаться в отношении ходового винта.
Фартук данной модели, преобразующий движения винта и вала в поперечное движение суппорта и в осевое – каретки, действует следующим образом.
- Передача движения ходового вала на червячное колесо при помощи нескольких ступенчатых передач.
- При помощи соединительных муфт с поперечными зубьями оснащается перемещение суппорта по четырем направлениям.
На лице фартука устройства расположен специальный рычаг для введения в действие разъемной ходовой гайки и сцепления с ходовым винтом. Одновременная работа винта и вала для связи суппорта невозможна, что предусматривает специальный распределительный вал.
Самый важный элемент токарного аппарата – суппорт – имеет в своей конструкции следующие элементы:
- верхние резцовые салазки;
- каретка поперечная;
- нижние салазки.
Благодаря винту и беззазорной гайке с патроном осуществляется движение каретки по ходу нижних салазок. Путем ручного или автоматического воздействия (специальная рукоять или шестерни) передается вращение винту.
Сверху каретки находятся круговые, обеспечивающие ее передвижение, детали и поворотный диск, также имеющий направляющие, с установленным на них четырехпозиционным механизмом для держания резцов.
Технические показатели и особенности конструкции такого узла дают возможность помещать, относительно оси токарного станка, поворотный диск с механизмом держания резцов под любым удобным углом. Фиксируют диск в установленном положении специальные зажимы, являющиеся частью механизма каретки. Простота этого устройства позволяет использовать его даже новичкам в столярном деле.
Другие конструкционные нюансы
Электрическая система, являющаяся частью токарного станка, имеет в своем составе три гальванических цепи, имеющих разный коэффициент:
- управляющая гальваническая цепь, требующая напряжение 110 В и частоту тока 50 Гц
- гальваническая цепь, осуществляющая функционирование световых элементов аппарата, требующая 24/36 В напряжения с частотой тока 50 Гц
- силовая гальваническая цепь, требующая 380 В напряжения с частотой тока 3-50 Гц
Электропривод токарно-винторезного агрегата представляет собой двигатель общей мощностью 10 кВт и быстротой вращения вала 1450 оборотов в минуту. Довольно сложная конструкция схем этого устройства не предназначаются для запуска и отладки лицам, не имеющим опыта работы на станке и необходимого набора специализированных умений и знаний, даже согласно предписаниям из технического паспорта.
Видео: токарно-винторезный станок 1К62.
metmastanki.ru
Токарный станок 1К62Д: паспорт и технические характеристики
Токарный станок 1К62Д – популярный агрегат для предпринимателей среднего звена, аппарат легко используется без применения дополнительных условий, выполняет нарезку резьбы любой сложности, а также проводит обработку металлических заготовок разных размеров.
Общая информация и функциональность
Применяется станок модели 1К62Д часто в индивидуальных мастерских и на производствах небольших размеров. Эта разновидность токарной установки была разработана на базе зарекомендовавшего себя стандартного образца 1К62, его производительность и точность работы оценили многие мастера этого дела.
Токарный станок 1к62
Кроме стандартной модификации, выпускается несколько разновидностей установок, предназначенных для специализированных работ потребителей.
Токарный станок 1К62Д имеет уникальную конструкцию шпинделя, он устанавливается на подвижных подшипниках. Такая особенность позволяет обеспечить требуемую максимальную жесткость при одновременном поддержании точности обработки. Дополнительно поддерживается ударный режим работы без потери производительности и снижения точности нарезания резьбы.
Преимущества станка
Винторезный агрегат модификации и 1К62Д обеспечивает работу с заготовками из жаропрочного металла, прочной инструментальной стали. Эти материалы предполагают тяжелые формы обработки с максимальными нагрузками на главные элементы конструкции:
- привод;
- электрические схемы;
- коробку переключения скоростей.
Присутствие выемки в неподвижной станине (ГАП) дает возможность закреплять детали с радиусом, превосходящим расстояние между центрами. Паспорт базовой модели имеет ограничение по этому параметру до 435 мм, а модификация с ГАПом увеличивает допустимое значение до 630 мм.
Достоинствами модели считаются:
- Довольно увеличенная мощность основного привода.
- Весь станок, каждое его звено отличаются высокой прочностью и общей целостностью.
- Точение выполняется в условиях высокой надежности и безопасности мастера.
- Конструкция отвечает требованиям вибрационной устойчивости.
- Расширен диапазон допустимых частот при вращении шпинделя.
Установка отлично показывает себя в режиме силовой обработки заготовок на высоких скоростях.
Технические показатели
Паспорт установки содержит детальную информацию о допустимых материалах, размерах и других тонкостях обработки заготовок.
Паспорт станка имеют полную информацию о тонкостях обработки заготовок
Технические характеристики токарного станка:
- Максимальный диаметр детали: над станиной – 435 мм, значение над суппортом равняется 224 мм.
- Допустимая длинна детали – 1,5 тыс. мм.
- Число скоростей шпинделя – 23.
- Частота вращения – от 12,5 оборота в минуту до 2 тыс.
- Сечение резца доходит до 25 мм.
- Привод имеет мощность 11 кВт.
- Масса токарной установки 2,7 тыс. кг.
Вид питания: допускается работа в сетях 220 B, но для увеличения производительности и максимальной функциональности необходимо обеспечить подключение к 380 B. сети. Эта информация содержится в паспорте станка.
В сравнении с базовой моделью 1К62, современная установка имеет улучшенные параметры допустимого диаметра заготовки и ее длинны.
Передняя бабка
По паспорту установки передняя бабка предназначена для передачи на шпиндель установленной частоты вращения.
Каждая отдельная операция, которую выполняет мастер, характеризуется различной частотой, скорости устанавливаются коробкой передач. Устройство передней бабки обуславливает следующие возможности обработки:
- Нарезка резьбы с фиксированным шагом, увеличенным в 4 раза шагов, увеличенная в 16.
- При нарезке наблюдается увеличение передаточного числа соответственно в 8, 32.
- Обуславливается нарезание правосторонней резьбы, обратной левой.
- Агрегат проводит создание многозаходных типов резьбы.
Коробка подач
Конструкция и основной механизм модуля подач отвечает за создание определенных видов резьбы, манипуляция осуществляется при помощи ходового винта с фиксированным шагом в 12 мм. При этом звено увеличение текущего шага не используется. По паспорту этим способом легко нарезать следующие варианты резьбы:
- Метрическую с минимальным шагом 0,5 мм, а максимальное ограничение шага – 12 мм.
- Дюймовую резьбу: шаг начинается с 2 ниток, ограничивается 24.
- Модульную от 0,5 до 3 модуля.
- Питчевая 1–96.
При использовании механизма, предназначенного для увеличения текущего шага, мастера могут нарезать резьбу с превышающим шагом в 32 раза. Агрегат является универсальным, но у каждой детали есть свой предел эксплуатации. Перед работой на аппарате специалисты обязаны пройти лекции по технике безопасности и изучить паспортные особенности станка.
Задняя бабка установки
Передвигаясь по специальным направляющим, задняя бабка устройства дополнительно прикрепляется к станине. Для выполнения работ необходимо определенное закрепление этого узла станка, играет роль фиксаторов эксцентрик рукояти и простая система рычагов. Закрепление пиноли дополнительно производится рукояткой, а ее смещение обуславливается вращательными движениями маховика.
Используя поперечные смещения задней бабки, а также допускается обработка конусов пологой формы. Манипуляция позволяет выполнять ювелирную обработку деталей небольших габаритов, аппарат нарезает в таком положении метрическую резьбу минимальной глубины.
Тонкости работы с фасонными заготовками и деталями конической формы
Технические характеристики модификации 1К62Д позволяют выполнять обтачку и нарезание необходимой резьбы на деталях конической формы, а также фасонных болванках. Обработка этих заготовок выполняется по двум методикам.
Необходимо добиться смещения корпуса задней бабки в поперечной плоскости. При определенном угле расположения оси центров и оси самой заготовки резец способен обтачивать детали конической формы. Но по причине несимметричного расположения центровых отверстий относительно центрам установки изготовить конус идеальной формы невозможно.
Использование для работы копировального модуля, который закрепляется на задней части станины кронштейнами.

Кронштейн для закрепления копировального модуля
Правильно подбирая угол закрепления легко добиться идеальной конусообразной формы детали.
Такой способ обработки позволяет получить универсальный конус, деталь будет любой допустимой длинны. Такой вид обработки позволяет получить конус правильной формы.
Если заменить копировальную конусную линейку фасонной, то функциональность станка еще больше расширяется. Специалисты могут обрабатывать фасонные поверхности заготовок ступенчатого вала.
Станок модификации 1К62Д поддерживает режим максимальных нагрузок, обработку деталей ударным способом. Большим преимуществом является неприхотливость выбора материалов заготовок, несложно работать даже со стальными, чугунными прочными деталями.
Перед запуском аппарата необходимо провести наладку резцов, станок обязан выполнить несколько заготовок минимальной, средней и высокой сложности.
Отзывы
Олег Владимирович, 46 лет, предприниматель:
«Использую модель станка 1К62Д в собственной мастерской по ремонту автомобилей. Как только начинал собственное дело вложился деньгами для приобретения именно этого оборудования, не жалею. Станок не подводил, стабилен после 20 лет использования, точность обработки автомобильных валов сохранилась. Со временем докупил несколько дополнительных модулей, манипуляция расширила возможности базовой обработки. Теперь проблем с обточкой деталей и нарезкой новой резьбы не возникает».
Сергей, 35 лет, работник цеха металлообработки:
«В нашем цеху дальнее место занимает машина СССР образца 1К62Д. Но если требуется нарезать резьбу на небольшой детали, то все работники знают – старый агрегат 1К62Д не подведет. Нарезка резьбы, заточка и обточка конусов всегда выполняются не на модернизированном оборудовании, а на этой машине, ее точности позавидует любой альтернативный станок».
Видео по теме: Как правильно смазывать токарный станок 1к62
promzn.ru