51. Инструментальные материалы: инструментальные стали, твердые сплавы, режущая керамика, сверхтвердые инструментальные материалы. Их назначение и обозначение. Инструментальные материалы используемые для режущего инструмента
инструментальные стали, твердые сплавы, режущая керамика, сверхтвердые инструментальные материалы. Их назначение и обозначение.
К инструментальным материалам, удовлетворяющим в той или иной мере перечисленные требования, относятся:
- инструментальные стали,
- металлокерамические твердые сплавы,
- режущая минералокерамика
- сверхтвердые инструментальные материалы
Инструментальные стали
В зависимости от химического состава инструментальные стали подразделяются на углеродистые, легированные и быстрорежущие.
У них основным химическим элементом, определяющим твердость и физико-механические свойства, является углерод.
В холодном состоянии эти стали различаются по твердости незначительно.
Основное их различие – это разная теплостойкость.
Применение: при обработке конструкционных сталей.
Металлокерамические твердые сплавы Вольфрамовые твердые сплавы
Твердые сплавы – это инструментальный материал, состоящий из твердых зерен карбидов, соединенных связкой.
Основное свойство карбидов – их твердость.
Основными карбидами для изготовления твердых сплавов являются: карбид вольфрама (WC), карбид титана (TiC), карбид тантала (TaC). В качестве связки служит металлический кобальт (Со).
Твердые сплавы изготовляют методом порошковой металлургии. Порошки карбидов смешивают в определенных пропорциях, прессуют в формах и спекают при температуре 1500…2000оС. При спекании твердые сплавы приобретают высокую твердость (HRС 72…77) и в дополнительной термической обработке не нуждаются.
Теплостойкость твердых сплавов различных марок составляет 800…900оС, что позволяет вести обработку при высоких скоростях резания (до 15 м/с).
Безвольфрамовые твердые сплавы
Общим недостатком вольфрамосодержащих твердых сплавов помимо высокой хрупкости является повышенная дефицитность вольфрамовый руды – основного компонента, определяющего их повышенные физико-механические характеристики. Поэтому в последние годы стали применять так называемые безвольфрамовые твердые сплавы.
Карбиды вольфрама были заменены карбидами титана с добавками молибдена, никеля и других тугоплавких металлов. В качестве связки – никель и молибден. Они маркируются буквами КТС и ТН.
Твердые сплавы КТС-1 и КТС-2 содержат 15…17% Ni и 7…9% Мо соответственно, остальное – карбид титана (TiC). Твердые сплавы типа ТН -20, ТН25, ТН30 в качестве связующего металла применяют в основном никель в количестве 16…30%. Концентрация молибдена составляет 5…9%, остальное – также карбид титана (TiC).
Теплостойкость безвольфрамовых твердых сплавов составляет 750…800оС, а твердость HRС 72…77.
Металлокерамические твердые сплавы
Твердые сплавы с покрытием
Для дополнительного повышения износостойкости твердосплавных пластин наносят тонкий слой (2…12 мкм) карбида или нитрида титана или других высокотвердых материалов. Это позволяет в 2…5 раз повысить стойкость режущего инструмента с покрытием по сравнению со стойкостью исходного материала.
Твердые сплавы с покрытием производятся путем наложения различных слоев на пластину. Основным методом в настоящее время является химическое осаждение – CVD. Процесс CVD – это химические реакции различных газов при нагреве пластины до 1000оС.
В качестве первого слоя покрытия обычно используется карбонитрид титана - Ti(CN). Он обладает хорошей износостойкостью и твердостью.
В качестве второго слоя наносят оксид алюминия - Al2O3 , который сохраняет твердость и химическую инертность при высоких температурах.
Верхний (третий) тонкий слой нитрида титана – TiN на поверхности пластины уменьшает трение и придает пластине золотистый цвет. Режущая минералокерамика
Минералокерамика – это синтетический материал, основой которого служит кристаллический оксид алюминия (глинозем - Al2O3), подвергнутый спеканию при температуре 1720…1750оС.
Недостаток – высокая хрупкость и низкая ударная вязкость
Сверхтвердые инструментальные материалы
К режущим сверхтвердым материалам относятся природные алмазы и синтетические материалы. Самым твердым из известных инструментальных материалов является алмаз. По химическому составу алмаз представляет собой одну из аллотропных модификаций углерода – кристаллический углерод.
Он обладает высокой износостойкостью, хорошей теплопроводностью, небольшим коэффициентом трения и малой адгезионной способностью к металлам, за исключением сплавов железа с углеродом. Наряду с высокой твердостью алмаз обладает большой хрупкостью.
52 . Износ и стойкость металлорежущих инструментов. Причины износа и параметры, характеризующие износ на примере токарных резцов. Определение стойкости металлорежущих инструментов. Обозначение стойкости и средняя ее величина у токарных резцов.
В процессе резания возникает трение стружки о переднюю поверхность, обрабатываемой детали о заднюю поверхность инструмента. В результате инструмент изнашивается и теряет режущую способность.
Рассмотрим механизм износа режущих инструментов при обработке сталей.
Абразивный (характерный для сталей):
Сущность – элементарное царапанье рабочей поверхности РИ твёрдыми включениями обрабатываемого материала.
Причина – твёрдые включения в обрабатываемых сталях всегда имеются в виде цементитов и избыточных карбидов легирующих элементов.
Особенно наблюдается при сухом резании сталей, точении по "корке", обработке сварных деталей, обработке силуминов.
Адгезионный:
Сущность – отрыв частиц материала инструмента силами межмолекулярного сцепления металлов пары инструмент-заготовка.
Причины – высокие давление и температура резания.
Особенно наблюдается при работе без СОЖ (смазочно-охлаждающие жидкости).
Окислительный (Химический):
Сущность – образование на рабочей поверхности инструмента менее прочных плёнок оксидов и химических соединений, и их удаление силами трения.
Причины – высокая температура резания, адсорбция кислорода и использование СОЖ. Особенно наблюдается при сухом резании. Диффузионный:
Сущность – взаимная диффузия инструмента и обрабатываемого материала, сопровождаемая уносом (удалением) инструментального материала.
Причина – высокая температура резания.
На практике существует комбинация этих видов износа.
Различают три основных вида износа: износ по передней поверхности, износ по задней поверхности и износ по передней и задней поверхностям. Наиболее часто встречается одновременный износ и по передней, и по задней поверхности.
Допускаемая величина износа при обработке стали для токарных резцов с пластинками твердого сплава 0,8— 1 мм, для резцов из быстрорежущей стали и при работе с охлаждением, 1,5—2 мм.
studfiles.net
Инструментальные материалы для режущего инструмента
1. Требования к сталямРежущий инструмент работает в условиях длительного контакта и трения с обрабатываемым металлом. В процессе эксплуатации должны сохраняться неизменными конфигурации и свойства режущей кромки. Материал для изготовления режущего инструмента должен обладать высокой твердостью (ИКС ^ 60—62) и износостойкостью, т. е. способностью длительное время сохранять режущие свойства кромки в условиях трения.Чем больше твердость обрабатываемых материалов, толще стружка и выше скорость резания, тем больше энергия, затрачиваемая на процесс обработки резанием. Механическая энергия переходит в тепловую. Выделяющееся тепло нагревает резец, деталь, стружку и частично рассеивается. Поэтому основным требованием, предъявляемым к инструментальным материалам, является высокая теплостойкость, т. е. способность сохранять твердость и режущие свойства при длительном нагреве в процессе работы. По теплостойкости различают три группы инструментальных сталей для режущего инструмента: нетеплостойкие, полутеплостойкие и теплостойкие.При нагреве до 200—300 °С нетеплостойких сталей в процессе резания углерод выделяется из мартенсита закалки и начинается коагуляция карбидов цементитного типа. Это приводит к потере твердости и износостойкости режущего инструмента. К нетеплостойким относятся углеродистые и низколегированные стали. Полутеплостойкие стали, к которым относятся некоторые средне-легированные стали, например 9Х5ВФ, сохраняют твердость до температур 300—500 °С. Теплостойкие стали сохраняют твердость и износостойкость при нагреве до температур 600 °С.Углеродистые и низколегированные стали имеют сравнительно низкую теплостойкость и невысокую прокаливаемость, поэтому их используют для более легких условий работы при малых скоростях резания. Быстрорежущие стали, имеющие более высокую теплостойкость и прокаливаемость, применяют для более тяжелых условий работы. Еще более высокие скорости резания допускают твердые сплавы и керамические материалы. Из существующих материалов наибольшей теплостойкостью обладает нитрид бора — эльбор, Эльбор позволяет обрабатывать материалы высокой твердости, например закаленную сталь, при высоких скоростях.2. Углеродистые сталиУглеродистые инструментальные стали маркируются буквой У, а следующая за ней цифра показывает содержание углерода в десятых долях процента. Для изготовления инструмента применяют углеродистые качественные стали марок У7-— У13 и высококачественные стали марок У7А—У13А. Высококачественные стали содержат не более 0,02 % серы и фосфора, качественные — не более 0,03 %.По назначению различают углеродистые стали для работы при ударных нагрузках и для статически нагруженного инструмента.Стали марок У7—У9 применяют для изготовления инструмента при работе с ударными нагрузками, от которого требуется высокая режущая способность (зубила, клейма по металлу, деревообделочный инструмент, в частности пилы, топоры и т. д.).Стали марок У10—У13 идут на изготовление режущего инструмента, не испытывающего при работе толчков, ударов и обладающего высокой твердостью (напильники, шаберы, острый хирургический инструмент и т. п.). Из стали этих марок иногда изготавливают также простые штампы холодного деформирования.Углеродистые доэвтектоидные стали после горячей пластической обработки {ковки или прокатки) и последующего охлаждения на воздухе имеют структуру, состоящую из пластинчатою перлита и небольшого количества феррита, а заэвтектоидные стали — пластинчатого перлита и избыточного цементита, который обычно образует сплошную или прерывистую сетку но границам бывших зерен аустенита.Термическая обработка углеродистых инструментальных сталей состоит из двух операций: предварительной и окончательной обработок.Предварительная термическая обработка сталей заключается в отжиге при 740—760 °С, цель которого — получить микроструктуру, состоящую из зернистого перлита — псевдоперлита, так как при такой микроструктуре после последующей закалки получаются наиболее однородные свойства. Кроме того, при такой структуре облегчается механическая обработка инструмента.Окончательная термическая обработка состоит из закалки и низкого отпуска. Закалку проводят в воде от 780—810 °С, т. е, с температур, для доэвтектоидных сталей лежащих несколько выше Лс3, а для заэвтектоидных — лежащих ниже Аст.Углеродистые стали имеют очень высокую критическую скорость закалки — порядка 200—300 °С/с. Поэтому недопустимо даже малейшее замедление охлаждения при закалке, так как это может привести к частичному распаду аустенита при температурах перлитного интервала и, как следствие, к появлению мягких пятен. Особенно быстро протекает распад аустенита в углеродистых сталях при температурах, близких к 500—550 °С, где он начинается почти мгновенно, протекает чрезвычайно интенсивно и в течение нескольких секунд полностью заканчивается.Поэтому только инструменты малого диаметра могут после закалки в воде прокаливаться насквозь. Однако при этом в них возникают большие внутренние напряжения, которые могут вызвать существенные деформации.Инструменты, имеющие крупные размеры, при закалке в воде и в водных растворах солей, кислот и щелочей, охлаждающая способность которых выше, чем воды, закаливаются на мартенсит лишь в тонком поверхностном слое. Структура же глубинных зон инструментов представляет собой продукты распада аустенита в перлитном интервале температур. Сердцевина инструментов, имеющая такую структуру, является менее хрупкой по сравнению с мартенситной структурой. Поэтому инструменты, имеющие такую сердцевину, лучше переносят толчки и удары по сравнению с инструментами, закаленными насквозь на мартенсит.Углеродистые стали наиболее целесообразно применять для инструментов небольшого сечения (до 5 мм), которые можно закаливать в масле и достигать при этом сквозной прокаливаемости, а также для инструментов диаметром или наименьшей толщиной 18—25 мм, в которых режущая часть приходится только на поверхностный слой, например напильники, зенкера, метчики.Углеродистые инструментальные стали отпускают при температурах не более 200 °С во избежание снижения твердости. Твердость окончательно термически обработанного инструмента из углеродистых сталей обычно лежит в интервале НВ.С 56—64.Достоинствами углеродистых инструментальных сталей являются низкая стоимость, хорошая обрабатываемость давлением и резанием в отожженном состоянии.Их недостатками являются невысокие скорости резания, ограниченные размеры инструмента из-за низкой прокаливаемо-сти и его значительные деформации после закалки в воде.3. Легированные сталиНизколегированные стали для режущего инструмента (13Х, 9ХС) также не обладают высокой теплостойкостью и обычно пригодны для работы при температурах не более 200 — 250 <:С. Сред-нелегированные стали типа 9Х5ВФ, 8Х4ВЗМЗФ2 имеют более высокую теплостойкость (300 — 400 !’С). В отличие от углеродистых легированные стали обладают большей устойчивостью переохлажденного аустенита, следовательно большой прокаливае-мостью и несколько более высокой износостойкостью.Их можно закаливать в масле до критического диаметра 40 мм и более. Применение масла или горячих закалочных сред позволяет уменьшить деформацию и коробление инструмента. Он может иметь большее сеченне, а благодаря меньшему короблению — и большую длину.Низколегированная сталь 13Х имеет сравнительно неглубокую прокаливаемость и рекомендована для инструментов диаметром до 15 мм. Из этой стали изготавливают хирургический, гравировальный инструменты, лезвия безопасных бритв.Стали 9ХС, ХВГ, ХВСГ используют для изготовления инструментов крупного сечения: сверл, разверток, протяжек диаметром 60—80 мм (табл. 14, ГОСТ 5950—73).Обычная термическая обработка легированных режущих сталей состоит из закалки от 830 — 870 “С в масле или ступенчатой закалки и отпуска при температуре 200 °С. Твердость после термообработки составляет //ЯС 61 — 65. Если необходимо увеличить вязкость, то температуру отпуска повышают до 200—300 (1С. Вследствие некоторого распада мартенсита твердость после этого снижается до Н=С 55—60.
4. Быстрорежущие стали.С увеличением скорости резания возрастают требования к теплостойкости стали. Этим требованиям в большей мере удовлетворяют быстрорежущие стали.
Быстрорежущие стали маркируют буквой Р (гарМ быстрый, скорый), цифры показывают среднее содержание вольфрама, являющегося основным легирующим элементом. Среднее содержание углерода и хрома во всех быстрорежущих сталях обычно составляет соответственно 1 и 4 %, поэтому эти элементы не указываются. Содержание остальных легирующих в целых процентах указывается как обычно в цифрах, следующих за их буквенным обозначением.Быстрорежущая сталь после закалки и отпуска имеет структуру высоколегированного отпущенного мартенсита с карбидами. Она сохраняет первоначальную структуру практически неизменной при нагреве до 600—620 °С. Резцы из быстрорежущей стали позволяют увеличить скорость резания в 8—10 раз по сравнению с инструментом из углеродистых сталей УЮ—У10А.Химический состав некоторых быстрорежущих сталей приведен в табл. 15 (ГОСТ 19265—73).Известно, что потери твердости при нагреве обусловлена в первую очередь, коагуляцией выделившихся карбидов. Коагуляция карбидов в углеродистой и легированной сталях при температурах более 300 °С ведет к быстрой потере твердости. Теплостойкость быстрорежущих сталей обусловлена легированием их карбидо-образующими элементами вольфрамом, ванадием и молибденом в количествах, достаточных для связывания почти всего углерода в специальные карбиды. Они коагулируют при температурах более 600 °С.Микроструктура быстрорежущей стали приведена на рис. 126. При затвердевании литой быстрорежущей стали образуется эвтектика, напоминающая ледебурит и располагающаяся по границам зерен. После ковки или прокатки сетка эвтектики подвергается дроблению с измельчением входящих в нее карбидов и более равномерным их распределением в основной матрице.После прокатки или ковки быстрорежущую сталь подвергают изотермическому отжигу для уменьшения твердости и облегчения механической обработки. Сталь выдерживают при 740 °С до полного превращения аустенита в перлито-сорбитную структуру.Высокую теплостойкость инструмент из быстрорежущих сталей приобретает после закалки и многократного отпуска. При нагреве под закалку необходимо обеспечить максимальное растворение карбидов и получение высоколегированного аустенита. Такая структура увеличивает прокаливаемость и позволяет получить стали для изготовления режущего инструмента и быстроизнашивающихся деталей технологического оборудования.Особо твердые инструментальные материалы созданы на основе нитрида бора и нитрида кремния. В них нет пластичной металлической связки. Изделия из этих материалов изготавливают либо с помощью взрыва, либо в условиях сверхвысоких статических давлений и высоких температур. Изделия из нитридов бора и кремния используют в качестве материала иденторов (наконечников) для измерения твердости тугоплавких материалов в интервале температур 700—1800 °С, как абразивный материал и в качестве сырья для изготовления сверхтвердых материалов, применяемых для оснащения режущей части инструментов для обработки закаленных сталей, твердых сплавов, стеклопластиков, цветных металлов. Они обладают высокой твердостью (НК.А 94—96), прочностью, износостойкостью, теплопроводностью, высокой стабильностью физических свойств и структуры при повышении температуры до 1000 °С. Их преимуществом является доступность и дешевизна исходного продукта, благодаря чему они используются для замены вольфрамсодержащих твердых сплавов.Для изготовления доводочных паст, шлифовальных кругов применяют абразивные материалы. Они представляют собой порошки, либо скрепленные связкой, либо нанесенные на гибкую основу — ткань или бумагу. Различают природные и искусственные абразивные материалы. К природным относятся алмазы, гранаты, корунд; к искусственным — искусственные алмазы, гексагональный нитрид бора (эльбор), карборунд.5.Штамповые стали.Для обработки металлов давлением применяют инструменты— штампы, пуансоны, ролики, валики и т. д., деформирующие металл. Стали, применяемые для изготовления инструмента такого рода, называют штамповыми сталями (по виду наиболее распространенного инструмента).Штамповые стали делятся на две группы:* деформирующие металл в холодном состоянии* деформирующие металл в горячем состоянии.
Условия работы стали при различных видах штамповки сильно различаются между собой.При штамповке в горячем состоянии штампуемый металл под действием сближающихся половинок штампа деформируется и заполняет внутреннюю полость штампа. В работе внутренняя полость штампа («фигура»), которая деформирует металл, соприкасается с нагретым металлом, поэтому штамповал сталь для горячей штамповки должна обладать не только определенными механическими свойствами в холодном состоянии, но и достаточно высокими механическими свойствами в нагретом состоянии. Особенно желательно иметь высокий предел текучести (упругости), чтобы при высоких давлениях штамп не деформировался. Для кузнечных штампов большое значение имеет и вязкость, чтобы штамп не разрушился во время работы при ударах по деформируемому металлу. Устойчивость против износа во всех случаях очень важна, так как она обеспечивает сохранение размеров «фигуры» — долговечность работы штампа.Для прессового инструмента, работающего без ударов, большое значение имеет износостойкость в горячем состоянии и относительно меньшее — вязкость. Поэтому для молотовых штампов и для прессового инструмента применяют стали различных марок.Для штамповки в холодном состоянии сталь, из которой изготавливают штампы, обычно должна обладать высокой твердостью, обеспечивающей устойчивость стали против истирания, хотя и вязкость, особенно для пуансонов, имеет также первостепенное значение.Сталь для «горячих штампов» должна иметь как можно меньшую чувствительность к местным нагревам. В недостаточно вязкой (пластичной) стали, например в плохо отпущенной, местный нагрев может привести к образованию трещин.Еще в более тяжелых условиях работы находится сталь и штампах (прессформах) для литья под давлением. Нагрев рабочей поверхности формы расплавленным металлом и охлаждение водой внутренних частей формы вызывают значительные тепловые напряжения. Сталь, применяемая для прессформ, должна быть также достаточно износостойкой, иметь высокие механические свойства в нагретом состоянии и хорошо сопротивляться разъеданию поверхности формы расплавленным металлом.Стали для штампов холодного деформированияСтали этого типа должны обладать высокой твердостью и износостойкостью, высокой прочностью и удовлетворительной вязкостью для работы при ударных нагрузках.В зависимости от назначения различают три группы штамповых сталей для деформирования в холодном состоянии.К первой группе относятся стали для вытяжных и вырубных штампов. Основным требованием к этим сталям является высокая твердость и износостойкость. Для изготовления штампов этого типа применяют углеродистые стали марок У10—У12 и низколегированные стали X, ХВГ, ХВСГ. После неполной закалки их отпускают при 150—180 °С на твердость НКС 60. На поверхности образуется твердый износостойкий слой за счет несквозной прокаливаемости — сравнительно вязкая сердцевина, позволяющая работать при умеренных ударных нагрузках.Стали с повышенным содержанием хрома {6—32 %) (Х6ВФ, XI2, Х12М, Х12Ф1) имеют более высокую износостойкость и глубокую прокаливаемость. Высокая твердость этих сталей достигается благодаря присутствию в структуре большого количества карбидов хрома Сг7С3. Однако повышенное содержание карбидов хрома приводит к росту карбидной неоднородности. Структура и свойства высокохромистых сталей в значительной мере определяются правильным выбором режима термической обработки, особенно температуры закалки. С ее увеличением возрастает концентрация углерода и хрома в аустените, что приводит к повышению твердости мартенсита. Однако при закалке с чрезмерно высокой температуры в структуре увеличивается содержание остаточного аустенита и твердость стали падает. После закалки обычно проводят низкий отпуск на твердость НКС 61—63.Хорошо зарекомендовали себя стали Х12Ф4М, Х6Ф4М. Молибден и ванадий, дополнительно введенные в состав, способствуют получению мелкозернистой структуры. Износостойкость штампов из стали Х12Ф4М в 1,5—2 раза выше по сравнению со штампами из стали Х12М.Вторую группу составляют стали для штампов холодного выдавливания, испытывающие большие удельные давления. Эти стали должны хорошо сопротивляться деформации и иметь высокую прочность. Присутствие в их структуре остаточного аустенита недопустимо. Для этого необходимо проведение высокого отпуска при температуре не менее 500 °С. Поэтому, хотя эти стали и относятся к сталям для штампов холодного деформирования, они должны иметь довольно высокую теплостойкость. Этим требованиям удовлетворяет сталь 6Х4М2ФС.К третьей группе относятся стали для высадочных и чеканочных штампов, работающих при высоких ударных нагрузках. Сложность создания таких сталей состоит в том, что для повышения твердости необходимо увеличение содержания углерода, что может приводить к снижению ударной вязкости. Обычно для штампов этого назначения используют сталь 7X3. Более высокую стойкость показала сталь марки 6ХЗФС.Стали для штампов горячего деформированияВ еще более тяжелых условиях работают штамповые инструменты для горячего формообразования. Материал штампов соприкасается с горячим металлом и нагревается, причем нагрев чередуется с охлаждением. Эффективность использования таких прогрессивных методов точного формообразования, как горячая объемная штамповка, прессование и литье под давлением, зависит от стойкости инструмента. С расширением номенклатуры обрабатываемых сплавов, увеличением производительности и мощности оборудования формообразующий инструмент испытывает возрастающие нагрузки. Требования к материалу инструмента непрерывно растут.Материал для горячих штампов должен удовлетворять комплексу требований. К ним в первую очередь относятся высокая прочность (не менее 1000 МПа), необходимая для сохранения формы штампа при высоких удельных давлениях во время деформирования, и высокая теплостойкость, позволяющая сохранить высокие твердость и прочностные свойства при длительном температурном воздействии. В рабочих условиях штамп должен деформировать заготовку, а не наоборот — заготовка деформировать штамп. Стали должны иметь достаточную вязкость для предупреждения поломок при ударном нагружении. Они должны обладать высоким сопротивлением термической усталости (разгаростойкости), сохраняя способность выдерживать многократные нагревы и охлаждения без образования сетки трещин. Горячештамповые стали должны иметь хорошую окалиностойкость и высокую прокаливаемость для обеспечения необходимых механических свойств по всему сечению, что особенно важно для массивных штампов.
В соответствии с указанными требованиями для штампов горячего формообразования применяют легированные стали, содержащие 0,3—0,6 % углерода, подвергаемые закалке и отпуску при 550—680 °С с целью получения трооститной и трооститно-сорбитной структуры.Для молотовых штампов применяют сталь 5ХНМ и ее аналоги: 5ХНВ, 5ХНТ, 5ХГМ. После закалки и отпуска при 550 °С сталь 5ХНМ при комнатной температуре имеет следующие механические свойства: ав = 1200^1300 МПа, 6= 10—12%, КСЦ = = 0,4 МДж/м2. При нагреве до 500 °С ав = 850-=-900 МПа, оп,3 = 600-5-650 МПа. При температурах эксплуатации выше 500 °С стойкость инструмента из стали 5ХНМ резко падает.Хорошо зарекомендовали себя на автотракторных машиностроительных заводах стали 4ХМФС, 5Х2СФ и 4ХСНМФЦР. Внедрение этих сталей взамен 5ХНМ для штамповки углеродистых и низколегированных сталей позволило повысить стойкость инструмента в 2—3 раза. Для изготовления крупногабаритных прессовых и молотовых штампов применяют сталь 5Х2НМФС, обеспечивающую повышение стойкости более чем в 2 раза.Для пресс-форм литья под давлением и прессования цветных металлов и сплавов до последнего времени использовали сталь ЗХ2В8Ф. Ее недостатком является низкая технологичность, что ограничивает возможность ее применения для крупного инструмента. Кроме того, сталь ЗХ2В8Ф чувствительна к ударным нагрузкам и содержит значительные количества дорогого и дефицитного вольфрама.Взамен этой стали предложена сталь марки ЗХ2М2Ф, используемая для изготовления пресс-форм литья под давлением медных и алюминиевых сплавов, а также для изготовления пресс-шайб и внутренних втулок контейнеров при прессовании медных сплавов. Применение стали ЗХ2М2Ф позволило повысить стойкость инструмента в 1,5—3 раза.Для изготовления крупного прессового инструмента — пресс-штемпелей, втулок контейнеров и матриц на заводах цветной металлургии применяют стали ЗХВ4СФ и 4ХСН2МВФ.Прогресс техники требует расширения рабочего температурного диапазона штамповых сталей. Уже сейчас нужны стали с рабочей температурой 700—800 °С. Обычные жаропрочные сплавы нетехнологичны, так как плохо обрабатываются резанием. Разработан принципиально новый класс штамповых сталей для горячего формообразования — сталей с регулируемым аустенитным превращением при эксплуатации. Примером такой стали является 4Х2Н5МЗК5Ф, сочетающая технологические преимущества сталей на ферритной основе с высокой эксплуатационной стойкостью, свойственной жаропрочным аустенитным сталям и сплавам. Внедрение этой стали взамен стали ЗХ2В8Ф при изготовлении матриц для прессования медных сплавов позволило повысить их стойкость в 10 раз.
Для увеличения твердости при высоких температурах используют химико-термическую обработку: азотирование, диффузионное хромирование, борирование. На поверхность гравюры штампа из газовой фазы проводят осаждение карбидов титана, имеющих особо высокую твердость.
studlib.info
Инструментальные материалы
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
История развития обработки металлов показывает, что одним из эффективных путей повышения производительности труда в машиностроении является применение новых инструментальных материалов. Например, применение быстрорежущей стали вместо углеродистой инструментальной, позволило увеличить скорость резания в 2...3 раза. Это потребовало существенно усовершенствовать конструкцию металлорежущих станков, прежде всего увеличить их быстроходность и мощность. Аналогичное явление наблюдалось также при использовании в качестве инструментального материала твердых сплавов.
Инструментальный материал должен иметь высокую твердость, чтобы в течение длительного времени срезать стружку. Значительное превышение твердости инструментального материала по сравнению с твердостью обрабатываемой заготовки должно сохраняться и при нагреве инструмента в процессе резания. Способность материала инструмента сохранять свою твердость при высокой температуре нагрева определяет его красностойкость (теплостойкость). Режущая часть инструмента должна обладать большой износостойкостью в условиях высоких давлений и температур.
Важным требованием является также достаточно высокая прочность инструментального материала, так как при недостаточной прочности происходит выкрашивание режущих кромок либо поломка инструмента, особенно при их небольших размерах.
Инструментальные материалы должны обладать хорошими технологическими свойствами, т.е. легко обрабатываться в процессе изготовления инструмента и его переточек, а также быть сравнительно дешевыми.
В настоящее время для изготовления режущих элементов инструментов применяются инструментальные стали (углеродистые, легированные и быстрорежущие), твердые сплавы, минералокерамические материалы, алмазы и другие сверхтвердые и абразивные материалы.
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Режущие инструменты, изготовленные из углеродистых инструментальных сталей У10А, У11А, У12А, У13А, обладают достаточной твердостью, прочностью и износостойкостью при комнатной температуре, однако теплостойкость их невелика. При температуре 200-250 "С их твердость резко уменьшается. Поэтому они применяются для изготовления ручных и машинных инструментов, предназначенных для обработки мягких металлов с низкими скоростями резания, таких, как напильники, мелкие сверла, развертки, метчики, плашки и др. Углеродистые инструментальные стали имеют низкую твердость в состоянии поставки, что обеспечивает их хорошую обрабатываемость резанием и давлением. Однако они требуют применения при закалке резких закалочных сред, что усиливает коробление инструментов и опасность образования трещин.
Инструменты из углеродистых инструментальных сталей плохо шлифуются из-за сильного нагревания, отпуска и потери твердости режущих кромок. Из-за больших деформаций при термической обработке и плохой шлифуемости углеродистые инструментальные стали не используются при изготовлении фасонных инструментов, подлежащих шлифованию по профилю.
С целью улучшения свойств углеродистых инструментальных сталей были разработаны низколегированные стали. Они обладают большей прокаливаемостью и закаливаемостью, меньшей чувствительностью к перегреву, чем углеродистые стали, и в то же время хорошо обрабатываются резанием и давлением. Применение низколегированных сталей уменьшает количество бракованных инструментов.
Область применения низколегированных сталей та же, что и для углеродистых сталей.
По теплостойкости легированные инструментальные стали незначительно превосходят углеродистые. Они сохраняют высокую твердость при нагреве до 200-260°С и поэтому непригодны для резания с повышенной скоростью, а также для обработки твердых материалов.
Низколегированные инструментальные стали подразделяются на стали неглубокой и глубокой прокаливаемости. Для изготовления режущих инструментов используются стали 11ХФ, 13Х, ХВ4, В2Ф неглубокой прокаливаемости и стали X, 9ХС, ХВГ, ХВСГ глубокой прокаливаемости.
Стали неглубокой прокаливаемости, легированные хромом (0,2-0,7%), ванадием (0,15-0,3%) и вольфрамом (0,5-0,8%) используются при изготовлении инструментов типа ленточных пил и ножовочных полотен. Некоторые из них имеют более специализированное применение. Например, сталь ХВ4 рекомендуется для изготовления инструментов, предназначенных для обработки материалов, имеющих высокую поверхностную твердость, приотносительно небольших скоростях резания.
Характерной особенностью сталей глубокой прокаливаемости является более высокое содержание хрома (0,8-1,7 %), а также комплексное введение в относительно небольших количествах таких легирующих элементов, как хром, марганец, кремний, вольфрам, ванадий, что существенно повышает прокаливаемость. В производстве инструментов из рассматриваемой группы наибольшее применение находят стали 9ХС и ХВГ. У стали 9ХС наблюдается равномерное распределение карбидов по сечению. Это позволяет использовать ее для изготовления инструментов относительно больших размеров, а также для резьбонарезных инструментов, особенно круглых плашек с мелким шагом резьбы. Вместе с тем сталь 9ХС имеет повышенную твердость в отожженном состоянии, высокую чувствительность к обезуглероживанию при нагреве.
Содержащие марганец стали ХВГ, ХВСГ мало деформируются при термической обработке. Это позволяет рекомендовать сталь для изготовления инструмента типа протяжек, длинных метчиков, к которым предъявляются жесткие требования относительно стабильности размеров при термической обработке. Сталь ХВГ имеет повышенную карбидную неоднородность, особенно при сечениях, больших 30...40 мм, что усиливает выкрашивание режущих кромок и не позволяет рекомендовать ее для инструментов, работающих в тяжелых условиях. В настоящее время для изготовления металлорежущих инструментов применяются, быстрорежущие стали. В зависимости от назначения их можно разделить на две группы:
1) стали нормальной производительности;
2) стали повышенной производительности.
К сталям первой группы относятся Р18, Р12, Р9, Р6МЗ, Р6М5, к сталям второй группы – Р6М5ФЗ, Р12ФЗ, Р18Ф2К5, Р10Ф5К5, Р9К5, Р9К10, Р9МЧК8, Р6М5К5 и др.
В обозначении марок буква Р указывает, что сталь относится к группе быстрорежущих. Цифра, следующая за ней, показывает среднее содержание вольфрама в процентах. Среднее содержание ванадия в стали в процентах обозначается цифрой, проставляемой за буквой Ф, кобальта -цифрой, следующей за буквой К.
Высокие режущие свойства быстрорежущей стали обеспечиваются за счет легирования сильными карбидообразующими элементами: вольфрамом, молибденом, ванадием и некарбидообразующим кобальтом. Содержание хрома во всех быстрорежущих сталях составляет 3,0-4,5 % и в обозначении марок не указывается. Практически во всех марках быстрорежущих сталей допускается серы и фосфора не более 0,3% и никеля не более 0,4%. Существенным недостатком этих сталей является значительная карбидная неоднородность, особенно в прутках большого сечения.
С увеличением карбидной неоднородности прочность стали, снижается, при работе выкрашиваются режущие кромки инструмента, и снижается его стойкость.
Карбидная неоднородность выражена сильнее в сталях с повышенным содержанием вольфрама, ванадия, кобальта. В сталях с молибденом карбидная неоднородность проявляется в меньшей степени.
Быстрорежущая сталь Р18, содержащая 18% вольфрама, долгое время была наиболее распространенной. Инструменты, изготовленные из этой стали, после термической обработки имеют твердость 63-66 HRСЭ, красностойкость 600 °С и достаточно высокую прочность. Сталь Р18 сравнительно хорошо шлифуется.
Большое количество избыточной карбидной фазы делает сталь Р18 более мелкозернистой, менее чувствительной к перегреву при закалке, более износостойкой.
Ввиду высокого содержания вольфрама сталь Р18 целесообразно использовать только для изготовления инструментов высокой точности, когда стали других марок нецелесообразно применять из-за прижогов режущей части при шлифовании и заточке.
Сталь Р9 по красностойкости и режущим свойствам почти не уступает стали Р18. Недостатком стали Р9 является пониженная шлифуемость, вызываемая сравнительно высоким содержанием ванадия и присутствием в структуре очень твердых карбидов. Вместе с тем сталь Р9, по сравнению со сталью Р18, имеет более равномерное распределение карбидов, несколько большую прочность и пластичность, что облегчает ее деформируемость в горячем состоянии. Она пригодна для инструментов, получаемых различными методами пластической деформации. Из-за пониженной шлифуемости сталь Р9 применяют в ограниченных пределах.
Сталь Р12 равноценна, по режущим свойствам стали Р18. По сравнению со сталью Р18 сталь Р12 имеет меньшую карбидную неоднородность, повышенную пластичность и пригодна для инструментов, изготовляемых методом пластической деформации. По сравнению со сталью Р9 сталь Р12 лучше шлифуется, что объясняется более удачным сочетанием легирующих элементов.
Стали марок Р18М, Р9М отличаются от сталей Р18 и Р9 тем, что они в своем составе вместо вольфрама содержат до 0,6-1,0 %'молибдена (из расчета, что 1 % молибдена заменяет 2 % вольфрама). Эти стали имеют равномерно распределенные карбиды, но более склонны к обезуглероживанию. Поэтому закалку инструментов из сталей необходимо проводить в защитной атмосфере. Однако по основным свойствам стали Р18М и Р9М. не отличаются от сталей Р18 и Р9 и имеют ту же область применения.
Вольфрамомолибденовые стали типа Р6МЗ, Р6М5 являются новыми сталями, значительно повышающими как прочность, так и стойкость инструмента. Молибден обусловливает меньшую карбидную неоднородность, чем вольфрам. Поэтому замена 6...10 % вольфрама соответствующим количеством молибдена снижает карбидную неоднородность быстрорежущих сталей примерно на 2 балла и соответственно повышает пластичность. Недостаток молибденовых сталей заключается в том, что они имеют повышенную чувствительность к обезуглероживанию.
Вольфрамомолибденовые стали рекомендуется применять в промышленности наряду с вольфрамовыми для изготовления инструмента, работающего в тяжелых условиях, когда необходима повышенная износостойкость, пониженная карбидная неоднородность и высокая прочность.
Сталь Р18, особенно в крупных сечениях (диаметром более 50 мм), с большой карбидной неоднородностью целесообразно заменить на стали Р6МЗ, Р12. Сталь Р12 пригодна для протяжек, сверл, особенно в сечениях диаметром менее 60 -70 мм. Сталь Р6МЗ целесообразно использовать для инструментов, изготовляемых способом пластической деформации, для инструментов, работающих с динамическими нагрузками, и для инструментов больших сечений с малыми углами заострения на режущей части.
Среди быстрорежущих сталей нормальной производительности доминирующее положение заняла сталь Р6М5. Ее применяют для изготовления всех видов режущих инструментов. Инструменты из стали Р6М5 имеют стойкость, равную или до 20 % более высокую, чем стойкость инструментов из стали Р18.
Быстрорежущие стали повышенной производительности используются в основном при обработке жаропрочных сплавов, высокопрочных и нержавеющих сталей, других труднообрабатываемых материалов и конструкционных сталей с повышенными режимами резания. В настоящее время применяются кобальтовые и ванадиевые быстрорежущие стали.
По сравнению со сталями нормальной производительности высокованадиевые стали повышенной производительности обладают в основном более высокой износостойкостью, а стали, содержащие кобальт, более высокой красностойкостью и теплопроводностью. Вместе с тем быстрорежущие стали повышенной производительности, содержащие кобальт, имеют повышенную чувствительность к обезуглероживанию. Быстрорежущие стали повышенной производительности шлифуются хуже стали Р18 и требуют более точного соблюдения температур нагрева при термической обработке. Ухудшение шлифуемости выражается в повышении износа абразивных кругов и увеличении толщины поверхностного слоя стали, повреждаемого при излишне жестком режиме шлифования.
Быстрорежущие стали повышенной производительности из-за технологических, недостатков не являются сталями универсального назначения. Они имеют относительно узкие границы применения, более пригодны для инструментов, подвергаемых незначительному профильному шлифованию.
Основной маркой быстрорежущей стали повышенной производительности является сталь Р6М5К5. Она применяется для изготовления различных инструментов, предназначенных для обработки конструкционных сталей на повышенных режимах резания, а также нержавеющих сталей и жаропрочных сплавов.
Перспективным способом получения быстрорежущих сталей является метод порошковой металлургии. Главной отличительной особенностью порошковых сталей является равномерное распределение карбидов по сечению, которое не превышает первого балла шкалы карбидной неоднородности ГОСТ 19265–73. В определенных условиях, как показывают эксперименты, стойкость режущих инструментов из порошковых сталей в 1,2...2,0 раза выше стойкости инструментов, изготовленных из сталей обычного производства. Наиболее рационально порошковые стали использовать при обработке труднообрабатываемых сложнолегированных материалов и материалов, имеющих повышенную твердость (НRСэ≥32), а также для изготовления крупногабаритных инструментов диаметром более 80 мм.
Проводятся работы по созданию и уточнению области целесообразного применения быстрорежущих сплавов дисперсионного твердения типа Р18М7К25, Р18МЗК25, Р10М5К25, которые представляют собой железо-кобальтовые вольфрамовые сплавы. В зависимости от марки они содержат: W–10...19%, Со–20...26%, Мо–3...7%, V–0,45...0,55%, Тi–0,15...0,3%, С–до 0,06%, Мn–не более 0,23%, Si–не более 0,28%, остальное железо. В отличие от быстрорежущих сталей, рассматриваемые сплавы упрочняются вследствие выделения при отпуске интерметаллидов, имеют более высокую красностойкость (700-720 °С) и твердость (68-69 НRСЭ). Высокая теплостойкость у них сочетается с удовлетворительной прочностью, что обусловливает повышенные режущие свойства этих сплавов. Эти сплавы дорогостоящие, и применение их целесообразно лишь при резании труднообрабатываемых материалов.
ТВЕРДЫЕ СПЛАВЫ
В настоящее время для производства режущих инструментов широко используются твердые сплавы. Они состоят из карбидов вольфрама, титана, тантала, сцементированных небольшим количеством кобальта. Карбиды вольфрама, титана и тантала обладают высокой твердостью, износостойкостью. Инструменты, оснащенные твердым сплавом, хорошо сопротивляются истиранию сходящей стружкой и материалом заготовки и не теряют своих режущих свойств при температуре нагрева до 750-1100 °С.
Установлено что твердосплавным инструментом, имеющим в своем составе килограмм вольфрама, можно обработать в 5 раз больше материала, чем инструментом из быстрорежущей стали с тем же содержанием вольфрама.
Недостатком твердых сплавов, по сравнению с быстрорежущей сталью, является их повышенная хрупкость, которая возрастает с уменьшением содержания кобальта в сплаве. Скорости резания инструментами, оснащенными твердыми сплавами, в 3-4 раза превосходят скорости резания инструментами из быстрорежущей стали. Твердосплавные инструменты пригодны для обработки закаленных сталей и таких неметаллических материалов, как стекло, фарфор и т. п.
Производство металлокерамических твердых сплавов относится к области порошковой металлургии. Порошки карбидов смешивают с порошком кобальта. Из этой смеси прессуют изделия требуемой формы и затем подвергают спеканию при температуре, близкой к температуре плавления кобальта. Так изготовляют пластинки твердого сплава различных размеров и форм, которыми оснащаются резцы, фрезы, сверла, зенкеры, развертки и др.
Пластинки твердого сплава крепят к державке или корпусу напайкой или механически при помощи винтов и прижимов. Наряду с этим в машиностроительной промышленности применяют мелкоразмерные, монолитные твердосплавные инструменты, состоящие из твердых сплавов. Их изготовляют из пластифицированных заготовок. В качестве пластификатора в порошок твердого сплава вводят парафин до 7-9 %. Из пластифицированных сплавов прессуют простые по форме заготовки, которые легко обрабатываются обычным режущим инструментом. После механической обработки заготовки спекают, а затем шлифуют и затачивают.
Из пластифицированного сплава заготовки монолитных инструментов могут быть получены путем мундштучного прессования. В этом случае спрессованные твердосплавные брикеты помещают в специальный контейнер с твердосплавным профилированным мундштуком. При продавливании через отверстие мундштука изделие принимает требуемую форму и подвергается спеканию. По такой технологии изготовляют мелкие сверла, зенкеры, развертки и т. п.
Монолитный твердосплавный инструмент может также изготовляться из окончательно спеченных твердосплавных цилиндрических заготовок с последующим вышлифовыванием профиля алмазными кругами.
В зависимости от химического состава металлокерамические твердые сплавы, применяемые для производства режущего инструмента, разделяются на три основные группы.
Сплавы первой группы изготовляют на основе карбидов вольфрама и кобальта. Они носят название вольфрамокобальтовых. Это сплавы группы ВК.
Ко второй группе относятся сплавы, получаемые на основе карбидов вольфрама и титана и связующего металла кобальта. Это двухкарбидные титано-вольфрамокобальтовые сплавы группы ТК.
Третья группа сплавов состоит из карбидов вольфрама, титана, тантала и кобальта. Это трехкарбидные титано-танталовольфрамокобальтовые сплавы группы ТТК.
К однокарбидным сплавам группы ВК относятся сплавы: ВКЗ, ВК4, ВК6, ВК8, ВК10, ВК15. Эти сплавы состоят из зерен карбида вольфрама, сцементированных кобальтом. В марке сплавов цифра показывает процентное содержание кобальта. Например, сплав ВК8 содержит в своем составе 92 % карбида вольфрама и 8 % кобальта.
Рассматриваемые сплавы применяются для обработки чугуна, цветных металлов и неметаллических материалов. При выборе марки твердого сплава учитывают содержание кобальта, которое предопределяет его прочность. Из сплавов группы ВК сплавы ВК15, ВК10, ВК8 являются наиболее вязкими и прочными, хорошо противостоят ударам и вибрациям, а сплавы ВК2, ВКЗ обладают наиболее высокой износостойкостью и твердостью при малой вязкости, слабо сопротивляются ударам и вибрациям. Сплав ВК8 применяется для черновой обработки при неравномерном сечении среза и прерывистом резании, а сплав ВК2 - для чистовой отделочной обработки при непрерывном, резании с равномерным сечением среза. Для получистовых работ и черновой обработки с относительно равномерным сечением срезаемого слоя применяются сплавы ВК4, ВК6. Сплавы ВК10 и ВК15 находят применение при обработке резанием специальных труднообрабатываемых сталей.
Режущие свойства и качество твердосплавного инструмента определяются не только химическим составом сплава, но и его структурой, т. е. величиной зерна. С увеличением размера зерен карбида вольфрама прочность сплава возрастает, а износостойкость уменьшается, и наоборот.
В зависимости от размеров зерен карбидной фазы сплавы могут быть мелкозернистые, у которых не менее 50 % зерен карбидных фаз имеют размер порядка 1 мкм, среднезернистые - с величиной зерна 1-2 мкм и крупнозернистые, у которых размер зерен колеблется от 2 до 5 мкм.
Для обозначения мелкозернистой структуры в конце марки сплава ставится буква М, а для крупнозернистой структуры - буква К. Буквы ОМ указывают на особо мелкозернистую структуру сплава. Буква В после цифры указывает на то, что изделия из твердого сплава спекаются в атмосфере водорода. Твердосплавные изделия одного и того же химического состава могут иметь различную структуру.
Получены особо мелкозернистые сплавы ВК6ОМ, В10ОМ, ВК150М. Сплав ВК6ОМ дает хорошие результаты при тонкой обработке жаропрочных и нержавеющих сталей, чугунов высокой твердости, алюминиевых сплавов. Сплав ВК10ОМ предназначен червовой и получерновой, а сплав ВК15ОМ - для особо тяжелых случаев обработки нержавеющих сталей, а также сплавов вольфрама, молибдена, титана и никеля.
Мелкозернистые сплавы, такие, как сплав ВК6М, используют для чистовой обработки при тонких сечениях среза стальных, чугунных, пластмассовых и других деталей. Из пластифицированных заготовок мелкозернистых сплавовВК6М, ВК10М, ВК15М получают цельные инструменты. Крупнозернистые сплавы ВК4В, ВК8В, более прочные, чем обычные сплавы, применяют при резании с ударами для черновой обработки жаропрочных и нержавеющих сталей с большими сечениями среза.
При обработке сталей инструментами, оснащенными вольфрамокобальтовыми сплавами, в особенности при повышенных скоростях резания, происходит быстрое образование лунки на передней поверхности, приводящее к выкрашиванию режущей кромки сравнительно быстрому износу инструмента. Для обработки стальных заготовок применяют более износостойкие твердые сплавы группы ТК.
Сплавы группы ТК (ТЗОК4, Т15К6, Т14К8, Т5К10, Т5К12) состоят из зерен твердого раствора карбида вольфрама в карбиде титана и избыточных зерен карбида вольфрама, сцементированных кобальтом. В марке сплава цифра после буквы К показывает процентное содержание кобальта, а после буквы Т – процентное содержание карбидов титана. Буква В в конце марки обозначает, что сплав имеет крупнозернистую структуру.
Сплавы группы ТТК состоят из зерен твердого раствора карбида титана, карбида тантала, карбида вольфрама и избыточных зерен карбида вольфрама, сцементированных кобальтом. К сплавам группы ТТК относятся ТТ7К12, ТТ8К6, ТТ10К8Б, ТТ20К9. Сплав ТТ7К12 содержит 12% кобальта, 3% карбида тантала, 4% карбида титана и 81% карбида вольфрама. Введение в состав сплава карбидов тантала значительно повышает его прочность, но снижает красностойкость. Сплав ТТ7К12 рекомендуется для тяжелых условий при обточке по корке и работе с ударами, а также для обработки специальных легированных сталей.
Сплав ТТ8К6 применяют для чистовой и получистовой обработки чугуна, для непрерывной обработки с малыми сечениями среза стального литья, высокопрочных нержавеющих сталей, сплавов цветных металлов, некоторых марок титановых сплавов.
Все марки твердых сплавов разбиты по международной классификации (ИСО) на группы: К, М и Р. Сплавы группы К предназначены для обработки чугуна и цветных металлов, дающих стружку надлома. Сплавы группы М – для труднообрабатываемых материалов, сплавы группы Р – для обработки сталей.
С целью экономии дефицитного вольфрама разрабатываются безвольфрамовые металлокерамические твердые сплавы на основе карбидов, а также карбидонитридов переходных металлов, в первую очередь титана, ванадия, ниобия, тантала. Эти сплавы изготовляют на никелемолибденовой связке. Полученные твердые сплавы на основе карбидов по своим характеристикам примерно равноценны стандартным сплавам группы ТК. В настоящее время промышленностью освоены безвольфрамовые сплавы ТН-20, ТМ-3, КНТ-16 и др. Эти сплавы обладают высокой окалиностойкостью, низким коэффициентом трения, меньшим по сравнению с вольфрамсодержащими сплавами удельным весом, но имеют, как правило, более низкую прочность, склонность к разрушению при повышенных температурах. Изучение физико-механических и эксплуатационных свойств безвольфрамовых твердых сплавов показало, что они успешно могут быть использованы для чистовой и получистовой обработки конструкционных сталей и цветных сплавов, но значительно уступают сплавам группы ВК при обработке титановых и нержавеющих сталей.
Одним из путей повышения эксплуатационных характеристик твердых сплавов является нанесение на режущую часть инструмента тонких износостойких покрытий на основе нитрида титана, карбида титана, нитридамолибдена, окиси алюминия. Толщина наносимого слоя покрытия колеблется от 0,005 до 0,2 мм. Опыты показывают, что тонкие износостойкие покрытия приводят к значительному росту стойкости инструмента.
МИНЕРАЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Минералокерамические материалы для изготовления режущих инструментов стали применять с 50-х годов. В СССР был создан минералокерамический материал марки ЦМ-332, состоящий в основном из оксида алюминия А12О3 с небольшой добавкой (0,5–1,0%) оксида магния МgО. Оксид магния препятствует росту кристаллов во время спекания и является хорошим связующим средством.
Минералокерамические материалы изготовляются в форме пластинок и присоединяются к корпусам инструментов механическим путем, приклеиванием или припаиванием.
Минералокерамика ЦМ-332 обладает высокой твердостью, ее красностойкость достигает 1200°С. Однако она отличается низкой прочностью при изгибе (350-400 МН/м2) и большой хрупкостью, что приводит к частым выкрашиваниям и поломкам пластинок при работе.
Существенным недостатком минералокерамики является ее крайне низкое сопротивление циклическому изменению температуры. Вследствие этого даже при небольшом числе перерывов в работе на контактных поверхностяхинструмента появляются микротрещины, которые приводят к его разрушению даже при небольших усилиях резания. Это обстоятельство ограничивает практическое применение минералокерамического инструмента.
Минералокерамика успешно может применяться для чистового обтачивания чугуна, сталей, неметаллических материалов и цветных металлов с большими скоростями и ограниченным числом перерывов в работе.
Минералокерамику марки ВШ наиболее эффективно применять для чистового точения углеродистых и малолегированных сталей, а также чугунов с твердостью НВ≤260. При прерывистом точении керамика марки ВШ дает неудовлетворительные результаты. В этом случае целесообразно использовать керамику марки ВЗ.
Минералокерамику марок ВОК-60, ВОК-63 используются при фрезеровании закаленной стали и высокопрочных чугунов.
Новым инструментальным материалом, созданным на основе нитрида кремния, является силинит-Р. Он используется при чистовом точении сталей, чугуна, алюминиевых сплавов.
АБРАЗИВНЫЕ МАТЕРИАЛЫ
Большое место в современном производстве деталей машин занимают процессы шлифования, при которых используются различные абразивные инструменты. Режущими элементами этих инструментов служат твердые и теплоустойчивые зерна абразивного материала с острыми кромками.
Абразивные материалы подразделяются на естественные и искусственные. К естественным абразивным материалам относятся такие минералы, как кварц, наждак, корунд и др. Естественные абразивные материалы отличаются большой неоднородностью, наличием посторонних примесей. Поэтому по качеству абразивных свойств они не удовлетворяют растущим потребностям промышленности.
В настоящее время обработка искусственными абразивными материалами занимает ведущее место в машиностроении.
Наиболее распространенными искусственными абразивными материалами являются электрокорунды, карбиды кремния и бора.
К искусственным абразивным материалам относятся также полировально-доводочные порошки – оксиды хрома и железа.
Особую группу искусственных абразивных материалов составляют синтетические алмазы и кубический нитрид бора.
Электрокорунд получают электрической плавкой материалов, богатых оксидом алюминия, например, из боксита или глинозема в смеси с восстановителем (антрацитом или коксом).
Электрокорунд выпускается следующих разновидностей: нормальный, белый, хромистый, титанистый, циркониевый, монокорунд и сферокорунд. Электрокорунд нормальный содержит 92-95 % оксида алюминия и подразделяется на несколько марок: 12А, 13А, 14А, 15А, 16А. Зерна электрокорунда нормального наряду с высокой твердостью и .механической прочностью имеют значительную вязкость, необходимую при выполнении работ спеременными нагрузками при больших давлениях. Поэтому электрокорунд нормальный применяют для обработки различных материалов повышенной прочности: углеродистой и легированной сталей, ковкого и высокопрочногочугуна, никелевых и алюминиевых сплавов.
Электрокорунд белый марок 22А, 23А, 24А, 25А отличается высоким содержанием оксида алюминия (98-99%). По сравнению с электрокорундом нормальным он является более твердым, имеет повышенную абразивную способность и хрупкость. Электрокорунд белый может быть использован для обработки тех же материалов, что и электрокорунд нормальный. Однако из-за более высокой стоимости его применяют на более ответственных работах для операций окончательного и профильного шлифования, резьбошлифования, заточки режущего инструмента.
Электрокорунд хромистый марок 32А, ЗЗА, 34А наряду с оксидом алюминия А12О3 содержит до 2% оксида хрома Сr2О3. Добавка оксида хрома меняет его микроструктуру и строение. По прочности электрокорунд хромистый приближается к электрокорунду нормальному, а по режущим свойствам - к электрокорунду белому. Рекомендуется применять электрокорунд хромистый для круглого шлифования изделий из конструкционных и углеродистых сталей при интенсивных режимах, где он обеспечивает повышение производительности на 20-30 % по сравнению с электрокорундом белым.
Электрокорунд титанистый марки 37А наряду с оксидом алюминия содержит оксид титана ТiO2. Он отличается от электрокорунда нормального большим постоянством свойств и повышенной вязкостью. Это позволяет использовать его в условиях тяжелых и неравномерных нагрузок. Электрокорунд титанистый применяется на операциях предварительного шлифования с увеличенным съемом металла.
Электрокорунд циркониевый марки ЗЗА наряду с оксидом алюминия содержит оксид циркония. Он имеет высокую прочность и применяется в основном для обдирочных работ с большими удельными давлениями резания.
Монокорунд марок 43А, 44А, 45А получается в виде зерна, имеющего повышенную прочность, острые кромки и вершины с более выраженным свойством самозатачивания по сравнению с электрокорундом. Это обеспечиваетему повышенные режущие свойства. Монокорунд предпочтителен для шлифования труднообрабатываемых сталей и сплавов, для прецизионного шлифования сложных профилей и для сухого шлифования режущего инструмента,
Сферокорунд содержит более 99 % А1203 и получается в виде полых сфер. В процессе шлифования сферы разрушаются с образованием острых кромок. Сферокорунд целесообразно применять при обработке таких материалов, как резина, пластмассы, цветные металлы.
Карбид кремния получается в результате взаимодействия кремнезема и углерода в электрических печах, а затем дробления на зерна. Он состоит из карбида кремния и незначительного количества примесей. Карбид кремния, обладает большой твердостью, превосходящей твердость электрокорунда, высокой механической прочностью и режущей способностью.
Карбид кремния черный марок 53С, 54С, 55С применяют для обработки твердых, хрупких и очень вязких материалов; твердых сплавов, чугуна, стекла, цветных металлов, пластмасс. Карбид кремния зеленый марок 63С, 64С используют для заточки твердосплавного инструмента, шлифования керамики.
Карбид бора В4С обладает высокой твердостью, высокой износоустойчивостью и абразивной способностью. Вместе с тем карбид бора очень хрупок, что и определяет его применение в промышленности в виде порошков и паст для доводки твердосплавных режущих инструментов.
Абразивные материалы характеризуются такими основными свойствами, как форма абразивных зерен, зернистость, твердость, механическая прочность, абразивная способность зерен.
Твердость абразивных материалов характеризуется сопротивлением зерен поверхностному измельчению, местному воздействию приложенных сил. Она должна быть выше твердости обрабатываемого материала. Твердость абразивных материалов определяют методом царапания острия одного тела по поверхности другого или методом вдавливания алмазной пирамиды под малой нагрузкой в абразивное зерно.
Механическая прочность характеризуется дробимостью зерен под влиянием внешних усилий.
Оценку прочности производят раздавливанием навески абразивных зерен в стальной форме под прессом с помощью определенной статической нагрузки.
При обдирочных режимах с большим съемом металла требуются прочные абразивы, а при чистовом шлифовании и обработке труднообрабатываемых материалов предпочтительны абразивы с большей хрупкостью испособностью к самозатачиванию.
АЛМАЗЫ И ДРУГИЕ СВЕРХТВЕРДЫЕ МАТЕРИАЛЫ
Алмаз как инструментальный материал получил в последние годы широкое применение в машиностроении.
В настоящее время выпускается большое количество разнообразного инструмента с использованием алмазов: шлифовальные круги, инструменты для правки шлифовальных круг
www.griff.ru
2.1 Инструментальные материалы, применяемые для изготовления лезвийного инструмента. Требования предъявляемые к ним
Эффективность работы режущего инструмента во многом определяется свойствами инструментального материала. Впроцессе резания инструменты испытывают большие удельные нагрузки, подвергаются нагреву и износу поэтому инструментальные материалы должны обладать определенными физико-механическими и технологическими свойствами, из которых основными являются: твердость, прочность и пластичность, теплостойкость, теплопроводность, сопротивляемость схватыванию с обрабатываемым материалом, износостойкость, а также закаливаемость и прокаливаемость (для инструментальных сталей), устойчивость против перегрева и окисления, свариваемость или способность к соединению пайкой, склонность к образованию трещин при пайке, шлифуемость. От указанных свойств этих материалов зависят такие важные технологические показатели, как производительность обработки резанием, стойкость, надежность, инструмента и др.
Практически не существует таких материалов, которые бы обладали одновременно высокой твердостью; прочностью, тепловыми характеристиками и т. д.
Для обеспечения качественной и высокопроизводительной обработки инструментальные материалы должны отвечать основным следующим требованиям:
Иметь высокие механические характеристики (твердость, прочность, ударную вязкость и др.).
Твердость. Чтобы внедриться в поверхностные слои обрабатываемой заготовки, материал режущих лезвий рабочей части инструментов должен иметь высокую твердость, т.е. осуществление процесса резания возможно в том случае, если твердость режущего инструмента значительно выше твердости обрабатываемого материала. Чем выше твердость инструмента, тем выше по стойкость и скорость резания. Твердость инструментальных материалов может быть природная, т. е. свойственная этому материалу при его образовании, и может быть получена специальной обработкой.
С увеличением твердости повышается сопротивляемость инструмента механическому износу и более длительное время сохраняется острота режущей кромки. Однако не для всех инструментов и условий обработки целесообразно выбирать инструментальный материал с наивысшей твердостью, так как с ее увеличением повышаются хрупкость и склонность к образованию трещин при пайке и заточке, ухудшается шлифуемость. Поэтому при выборе инструментального материала необходимо учитывать не только твердость, но и другие то свойства.
Твердость инструментальных материалов определятся с помощью прибора Роквелла или прибора ПМТ-3. Оценку твердости на первом приборе производят по шкале С (нагрузка на алмазный конус—150 кгс) или по шкале А (нагрузка—60 кгс) и обозначают соответственно HRC или HRA. На приборе ПМТ-3 твердость оценивается по методу Виккерса как частное от деления нагрузки на боковую площадь отпечатка, измеряется в кгс/мм2 и обозначается HV.
Прочность. В процессе резания на инструмент действуют силы, которые подвергают его сжатию; из-ибу, скручиванию и другим видам деформации. Способность инструмента сопротивляться деформации является очень важным свойством и характеризуется пределом прочности. Понятие прочности инструмента имеет двоякое значение: прочность режущих элементов, находящихся в зоне резания и подвергающихся воздействию сходящей стружки и образующегося тепла, и прочность не режущих элементов инструмента. В первом случае прочность характеризует такие режущие свойства инструмента, как сопротивление хрупкому и пластическому разрушению режущей части; во втором—жесткость, виброустойчивость и надежность инструмента - в целом.
2. Быть химически инертными к обрабатываемым материалам.
Адгезионная стойкость — это устойчивость против схватывания. Низкая адгезионная стойкость инструментального материала приводит к увеличению интенсивности износа инструмента, особенно при высоких температурах и давлениях в зоне резания.
3. Иметь высокую теплостойкость (сохранить твердость и износостойкость, а следовательно, и режущие свойства при высоких температурах), теплопроводность и быть малочувствительными к циклическим колебаниям температуры.
Теплостойкость. Механические свойства инструментального материала изменяются под воздействием температуры резания. С увеличением температуры выше предельного значения твердость и прочность материала уменьшаются и достигают таких значений, когда инструмент начинает быстро размягчаться, изнашиваются и теряет свою режущую способность.
Температура, до которой инструментальный материал сохраняет свою режущую способность, называется теплостойкостью'.
1 В государственных стандартах на инструментальные и быстрорежущие стали применяют термин «красностойкость», который идентичен с термином «теплостойкость». В основе термина «красностойкость» лежит физическое свойство металлов в нагретом до 600 °С состоянии излучать темно-красный свет. По сути своей термин «красностойкость» означает теплостойкость инструментальных материалов.
Различные инструментальные материалы имеют теплостойкость в широких пределах — от 220 до 1600 °С.
Учитывая, что температура режущего лезвия в значительной мере зависит от скорости резания (повышается с увеличением последней), материалы, имеющие большую теплостойкость, даже при равной твердости могут работать с более высокими скоростями резания и обрабатывать более твердые материалы.
Теплопроводность—этой свойство, влияющее на температуру режущего лезвия в процессе обработки. Чем выше теплопроводность, тем лучше отводится тепло из зоны контакта инструмента с обрабатываемым материалом и тем меньше температура резания. Кроме того, материалы с большей теплопроводностью меньше склонны к образованию трещин при заточке и пайке.
Износостойкость. Взаимодействие инструмента с обрабатываемым материалом протекает в условиях подвижного контакта. При этом оба тела, образующих трущуюся пару, взаимно изнашивают друг друга. Изностойкость - это свойство инструментального материала сопротивляться механическому, тепловому и химическому воздействию обрабатываемого материала в процессе резания. Важнейшими факторами, влияющими на износостойкость, являются рассмотренные выше свойства—твердость, теплостойкость, теплопроводность, адгезионная стойкость.
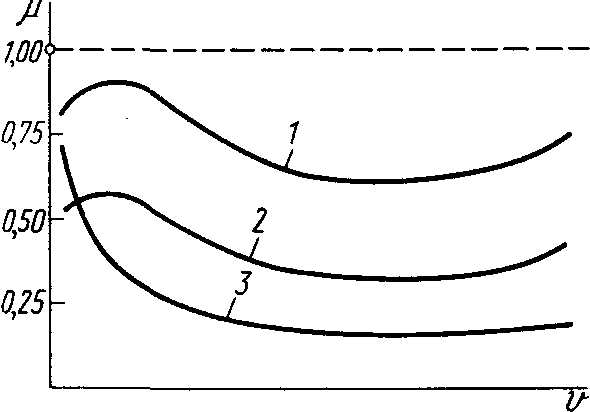
1 — сталь 45 — быстрорежущие стали;2—сталь 45—твердые сплавы подгруппы ВТК;
3—чугун—твердые сплавы подгруппы ВК
Рис. 2.1 - Зависимость изменения коэффициента трения от скорости скольжения для различных пар материалов
Материал каждого из взаимодействующих тел обладает:
а) свойством истирать материал, с которым он взаимодействует;
б) износостойкостью, выражающей способность материала сопротивляться истирающему действию материала контртела.
Практический интерес при изучении процессов резания представляет износ лезвий инструментов. Изнашивание лезвий инструментов происходит на протяжении всего периода их подвижного контакта с обрабатываемым материалом. В результате этого процесса лезвия теряют некоторую часть своей массы и на них отчетливо видны следы износа в виде нарушений формы рабочих поверхностей.
Износостойкость не является каким-либо неизменным свойством инструментальных материалов и зависит от условий резания. Износостойкость — это количественное выражение работы сил трения, затраченной на превращение некоторой массы лезвия в продукт износа в конкретных условиях взаимодействия с определенным конструкционным металлом.
Быть достаточно технологичными и относительно дешевыми. Применяемые инструментальные материалы можно разделить на следующие основные группы:
углеродистые инструментальные стали;
легированные инструментальные стали;
быстрорежущие стали
твердые сплавы;
минералокерамика;
сверхтвердые материалы и алмазы.
Первые две группы имеют пока наибольшее применение. Однако в ближайшие годы опережающими темпами развивают производство инструментов из сверхтвердых материалов и керамики. Химический состав и физико-механические свойства широко распространенных инструментальных материалов представлены в таблице 2.1.
Таблица 2.1 - Физико-механические свойства основных групп инструментальных материалов
| Инструменталь-ный материал | Предел прочности на изгиб, кгс/мм' | Твердость | Теплостойкость, °С | Теплопроводность, Вт/м.°С | |
| HRA (HRC) | HV, кгс/мм' | ||||
| Углеродистые стали | 200—220 205-350 95-160 40-75 40-100 30 | 79-80 (62-64) 79-88 (63-68) 88-92 93-94 - - | 650-780 750-1400 1400—1900 2000—2400 4000-7500 10000 | 200-250 620-730 800—1000 1000-1200 1200-1600 750 | 32 - 38 20 - 25 12 - 84 4,0 30 - 60 142,5 |
| Быстрорежующие стали Твердые сплавы Минералокерамика | |||||
| Сверхтвердые материалы | |||||
| Алмазы | |||||
studfiles.net
Open Library - открытая библиотека учебной информации
Промышленность Группы инструментальных материалов, применяемые для изготовления режущего инструмента
просмотров - 30
1. Инструментальные стали
У7, У7А, У13,У13А
Углеродистые стали используются для изготовления инструмента͵ который работает при низких скоростях резания, а также при температуре не ниже 200-230оС. Это слесарный инструмент (зубило, напильники, метчики, плашки и т.д.). Твердость углеродистых сталей после термообработки достигает HRC 62-64.
2. Легированные стали
Для повышения технических или иных свойств углеродистых сталей в них вводят легирующие элементы. Так, к примеру:
· Никель (H) повышает пластичность и вязкость, увеличивает прокаливаемость
· Марганец (Г) увеличивает прочность, прокаливаемость, износостойкость
· Хром (Х) упрочняет сталь
· Вольфрам (В) повышает твердость, износостойкость, теплостойкость
· Ванадий (Ф) ограничивает изменение свойств при нагреве, улучшает свариваемость, но ухудшает шлифуемость.
· Молибден (М) повышает прокаливаемость, прочность, пластичность, вязкость
· Кремний (С) повышает прокаливаемость.
Теплостойкость легированной стали не больше 300-350оС. Низколегированные стали (Х) с хромом применяют для изготовления слесарного инструмента. Высоко легированные стали ХВГ, ХСВГ для фасонных резцов, сверл малого диаметра, протяжек и других инструментов, работающих при скоростях резания до 20м/мин.
3. Быстрорежущие стали
Особую группу инструментальных сталей составляют быстрорежущие стали с содержанием вольфрама от 6-18% с высокой теплостойкостью (650оС). Οʜᴎ пригодны для изготовления инструмента͵ работающего при скорости резания до 60м/мин. Из быстрорежущей стали нормальной производительности Р9, Р18 изготавливают сверла, метчики, фрезы, зенкеры, развертки и т.д., а из сталей повышенной производительности Р18Ф2 или Р9Ф5 делают инструмент для обработки высокопрочных и трудно обрабатываемых материалов. В виду дефицитности вольфрама, как правило, из инструментального материала делают только режущую часть, а корпусную - из обычной конструкционной стали. После термообработки твердость режущей стали достигает HRC 64 и больше.
4. Металлокерамические твердые сплавы
Эти материалы представляют собой сплавы карбидов тугоплавких металлов с чистым металлическим кобальтом. Кобальт выступает в качестве связки для карбидов. Твердые сплавы получают прессованием с последующим спеканием отформованного материала. Все металлокерамические сплавы делят на три группы:
· Одно-карбидные. Вольфрамокобальтовые твердые сплавы ВК2, ВК8, где цифры после букв означает процентное содержание кобальта. Увеличение процентного содержания кобальта увеличивает ударную вязкость. Сплавы этой группы наиболее прочные. Применяются для обработки чугуна, цветных металлов и их сплавов, неметаллических материалов. Теплостойкость 250-1000оС.
· Двухкарбидные. В этих сплавах кроме компонентов сплавов групп ВК, включает карбид титана Т15К6, где 6-процентное содержание кобальта͵ 15-процентное содержание карбида титана, а остальное есть карбид вольфрама. Применяется при обработке углеродистых и легированных сталей. Предельная теплостойкость 1100-1150оС.
· Трехкарбидные твердые сплавы. Дополнительно введен карбид тантала помимо тех, что перечислены выше. ТТ17К12, где 17- суммарное содержание карбидов титана и тантала, 12-содержание кобальта͵ т.о. 71-карбид вольфрама. Эти сплавы имеют высокую прочность, применяются при обработке жаропрочных сталей и титан. сплавов.
Рекомендациям ИСО соответствуют три группы твердых сплавов:
· Группа Р - Р10-Т15К6
(синяя) Р25-ТТ20К9
Р50-ТТ7К12
· Группа М - М01-ВК6-ОН
(желтая) М30-ВК8
М40-ТТ7К12, ВК10-ОМ
· Группа К - К01-ВК3М
(красная) К20-ВК6
К40-ВК8
М- мелкий, ОМ- очень мелкий
Сплавы группы Р нужны для обработки материалов дающих сливную стружку (сталь).
Сплавы группы М – при обработке нержавеющих, жаропрочных сталей и титановых сплавов.
Сплавы группы К применяются для обработки малопластичных материалов, цветных сплавов, пластмассы, древесины, чугуна.
5. Минералокерамические инструментальные сплавы
Эти сплавы готовятся на основе окиси алюминия Al2O3 c небольшими добавлениями окиси магния. К примеру, ЦМ332 используется при получистовой и чистовой обработке стальных и чугунных заготовок обладает высокой износостойкостью, высокими режущими свойствами, дешевле твердых сплавов, но хрупкий.
6. Сверхтвердые инструментальные материалы.
Это материалы на основе кубического нитрида бора КНБ, обладающие высокой твердостью и теплостойкостью. Примером может служить эльбор-Р, который используется при финишной обработке чугуна и закаленных сталей. При этом достигается шероховатость, характерная для шлифования. Режущая часть инструмента изготовляется из монокристаллов диаметром от 4 мм и длиной 6 мм.
7. Алмазы
Для изготовления режущей части инструмента применяются природные алмазы (А) и синтетические (АС) алмазы массой от 2 до 0,85 карата*. Природные алмазы применяются для чистового точения цветных металлов и сплавов пластмасс и других неметаллических материалов. Синтетические алмазы применяются при обрабработке высококремнистых материалов, стеклоплатика и др. пластмасс. Алмазы обладают высокой твёрдостью, малым коэффициентом трения и незначительной способностью к слипанию со стружкой, высокой износостойкостью. Недостатком является его низкая теплостойкость и дороговизна.
oplib.ru
Материалы металлорежущих инструментов | Металлорежущий инструмент
На режущих кромках инструмента в процессе резания возникают высокие давление и температура (600-800°С и выше). Трение стружки о переднюю поверхность резца и задней поверхности резца о поверхность резания вызывает износ его рабочих поверхностей. Вследствие износа форма режущей части изменяется, и через некоторый промежуток времени резец становится негодным для дальнейшей работы; такой резец должен быть снят со станка и переточен.
Чтобы резец возможно дольше работал без переточки, он должен хорошо сопротивляться износу при высокой температуре и быть тверже обрабатываемого материала. Кроме того, резец должен быть достаточно прочным, чтобы без разрушения выдерживать высокие давления, возникающие при резании. Поэтому к материалу для изготовления резцов предъявляют следующие основные требования: твердость при высокой температуре, износостойкость и прочность.
Инструментальные материалы
В настоящее время имеется много инструментальных материалов, удовлетворяющих этим требованиям: инструментальные углеродистые, легированные и быстрорежущие стали, твердые сплавы, керамические материалы и алмазы.
Углеродистая сталь
Углеродистая сталь - самая дешевая из инструментальных сталей. Для изготовления режущего инструмента применяют сталь с содержанием углерода от 0,9 до 1,4%. После закалки и отпуска режущий инструмент из этой стали приобретает высокую твердость HRC 59-62. Однако, если в процессе резания температура режущей кромки достигает 200-250° С, твердость стали резко падает. По этой причине углеродистая инструментальная сталь для изготовления режущих инструментов в настоящее время имеет ограниченное применение: из нее изготовляют режущие инструменты, работающие со сравнительно низкой скоростью резания (10-15 м/мин), когда температура в зоне резания меньше 200-250° С. К таким инструментам относятся: развертки, метчики, шаберы и др.
Быстрорежущая сталь
Быстрорежущие стали содержат большое количество (до 25%) специальных легирующих элементов - вольфрама, хрома, кобальта, молибдена, ванадия, которые повышают режущие свойства стали. Основное достоинство резцов из быстрорежущей стали - способность сохранять твердость (HRC 62-64) и износостойкость при нагреве в процессе резания до 560-600° С. Благодаря этому скорость резания резца из быстрорежущей стали в 2-3 раза больше по сравнению с резцами из углеродистой стали.
Твердые сплавы
Твердые сплавы характеризуются очень высокой твердостью, уступающей только алмазу, и хорошей износостойкостью.
Твердые сплавы изготовляют из порошков вольфрама, титана и тантала, химически соединенных с углеродом. В качестве связующего вещества к ним добавляют кобальт. Порошкообразную смесь прессуют под большим давлением, получая пластинки требуемой формы, которые затем спекают при температуре около 1500° С. Приготовленные таким образом пластинки не требуют никакой дальнейшей термической обработки. При изготовлении резцов пластинку твердого сплава припаивают медью или латунью к стержню из углеродистой стали либо крепят механически.
Так как твердосплавные пластинки сохраняют твердость при нагреве в процессе резания до 800-900° С, то скорость резания резцами, оснащенными такими пластинками, в 3-4 раза больше скорости резания, допускаемой резцами из быстрорежущей стали. Кроме того, такими резцами можно обрабатывать очень твердые стали, в том числе и закаленные, которые раньше резцами не обрабатывались. Основной недостаток твердых сплавов - их хрупкость.
За последние десятилетия металлургами и учеными созданы такие материалы для резцов, которые не содержат в себе дорогих легирующих элементов (вольфрама, титана, кобальта, ванадия) и в то же время характеризуются хорошими режущими свойствами. Это так называемые минералокерамические материалы (термокорунд), выпускаемые в виде пластинок белого цвета, напоминающих мрамор. Эти пластинки изготовляют из глинозема (окиси алюминия), которого очень много в природе и который очень дешев. Керамические пластинки отличаются более высокой твердостью по сравнению с твердыми сплавами и сохраняют эту твердость при нагреве до 1200° С, что дает возможность резать ими металлы с высокими скоростями резания. Однако по сравнению с твердыми сплавами минералокерамика имеет более низкие механические свойства - повышенную хрупкость и плохую сопротивляемость изгибающим нагрузкам. Поэтому резцы с керамическими пластинками целесообразно применять лишь при полу- чистовом и чистовом точении при безударной нагрузке.
Использование алмаза
Алмаз в отличие от всех существующих инструментальных материалов состоит из одного химического элемента - углерода.
Алмаз - самый твердый из всех инструментальных материалов, характеризуется высокой теплостойкостью (до 900° С) и исключительно высокой износостойкостью. Благодаря этим качествам алмаз является незаменимым при выполнении таких работ, где требуется высокая точность, чистота обработки, а также при обработке очень твердых материалов. Алмаз применяется для чистового тонкого точения и растачивания цветных металлов, сплавов и неметаллических материалов.
Недостаток алмаза - его хрупкость и высокая стоимость. Алмазный порошок используется также для изготовления шлифовальных и заточных кругов.
Похожие материалы
www.metalcutting.ru
Современные инструментальные материалы, применяемые для изготовления режущей части инструмента и их основные параметры (твердость, теплостойкость, стоимость) — КиберПедия
1. Углеродистые инструментальные стали
Из многочисленных марок углеродистых сталей наибольшее применение для изготовления режущего инструмента находят стали марок У7, У7А, У8, У10, У12, У12А. Из этих сталей изготавливают инструменты, работающие при невысоких скоростях резания (до 15 м/мин): метчики, плашки, малоразмерные сверла и развертки.
Углеродистые стали содержат ³ 0,7 % углерода. Твердость инструмента после закалки — НRС 59—61; прочность на изгиб—200—220 кгс/мм2; теплостойкость — 200°С.
Углеродистые легированные инструментальные стали
Введение в состав инструментальной стали хрома, вольфрама, молибдена, ванадия повышает ее режущую способность. Легированные стали после термической обработки имеют твердость НRС 60—62, прочность на изгиб 250—270 кгс/мм2 и теплостойкость 250°С. Они более износоустойчивы и лучше прокаливаемы, поэтому их применяют для инструментов диаметром от 20 до 90 мм. Легированные инструментальные стали допускают примерно в 1,2—1,4 раза большую скорость резания, чем углеродистые. Наибольшее применение нашли стали марок: Х12М, 9ХС, 50ХФА, ХВГ и др.
Быстрорежущие стали
Быстрорежущие стали обладают более высокими, чем углеродистые инструментальные стали, физико-механическими и эксплуатационными свойствами: твердостью НRС 62-65, теплостойкостью 620°С, сохранением высокой износостойкости при нагреве и повышенным сопротивлением пластической деформации. С появлением этих сталей стало возможным увеличить скорость резания в 2—4 раза и повысить стойкость инструментов в 10—40 раз по сравнению с инструментами из углеродистых инструментальных сталей. Используется для инструмента для обработки отверстий: зенкеры , развертки, резцы, резьбо и зубообрабатывающий инструмент.
В зависимости от химического состава быстрорежущие стали разделены на вольфрамовые, вольфрамо-молибденовые, молибденовые, стали с высоким содержанием ванадия (вольфрамованадиевые), кобальтовые, а также безвольфрамовые стали.
По эксплуатационным свойствам современные быстрорежущие стали можно классифицировать на три группы: обычной (теплостойкость 620°С), повышенной (630— 640°С) и высокой (700—725°С) производительности.
В первую группу входят вольфрамовые, вольфрамомолибденовые и безвольфрамовые стали; во вторую — вольфрамованадиевые, вольфрамомолибденовые с повышенным содержанием углерода и кобальтовые; в третью— стали с интерметаллидным упрочнением.
Вольфрамовые быстрорежущие стали. Долгое время одной из наиболее широко применяемых сталей данного типа была сталь марки Р18. Химический состав стали Р18: углерод (С)-0,75%, вольфрам (W)-18%, хром (Сr)-4,1%, ванадий (V)-1,2%, молибден (Мо)-0,6%.
Вольфрамомолибденовые и молибденовые стали. Наибольшее распространение из этой группы получила сталь Р6М5 которая в настоящее время практически заменила сталь Р18 для изготовления режущего инструмента, предназначенного для обработки углеродистых и среднеуглеродистых конструкционных сталей (σв 90—100 кгс/мм2). По стойкости инструменты из этой стали не уступают инструментам из стали Р18.
Вольфрамованадиевые стали Р12ФЗ и Р6М5ФЗ. Повышение содержания ванадия в этих сталях до 2,7% улучшило такие их качества, как износостойкость, горячая прочность, теплостойкость и твердость, но ухудшило шлифуемость.
Кобальтовые стали. Кобальт — это легирующий элемент, который значительно повышает теплостойкость и вторичную твердость и, кроме того, улучшает теплопроводность многих сталей. Поэтому теплостойкость кобальтовых сталей достигает 645—650°С, а твердость 67—70 НRС.
В последние годы разработаны и нашли практическое применение быстрорежущие стали высокой теплостойкости— стали с интерметаллидным упрочнением марок В11М7К23, В4М12К23 и др. Их теплостойкость достигает 700—725°С, а вторичная твердость составляет 68—69 НRС. Данные стали используют для точения, строгании и фрезерования труднообрабатываемых материалов.
Твердые сплавы
Металлокерамические твердые сплавы состоят из тончайших зерен карбидов тугоплавких металлов — вольфрама, титана и тантала, соединенных цементирующим металлом — кобальтом. Карбиды являются основной составной частью твердых сплавов, их содержание равно 66—97%. Благодаря наличию карбидов сплавы обретают высокую твердость и износостойкость. Связующий металл придает твердому сплаву определенную прочность и вязкость.
Имея достаточно высокий предел пластической прочности и незначительный предел хрупкости, а также высокие значения теплостойкости, стойкости против адгезионного и абразивного износа, твердые сплавы позволяют вести обработку сталей, чугунов, жаропрочных сплавов и других материалов со скоростями, в несколько раз превышающими скорости обработки инструментами из быстрорежущих сталей, и тем самым обеспечивают значительное повышение производительности обработки.
Существуют четыре основные группы твердых сплавов, отличающиеся составом их карбидной основы: вольфрамовая, титановольфрамовая, титанотанталовольфрамовая и безвольфрамовая.
4.1 Вольфрамовые твердые сплавы (однокарбидные). В эту группу входят сплавы марок ВКЗ, ВК4, ВК6, ВК8, ВК8ОМ (В-вольфрам,К-кобальт,М-мелкозернистый,ОМ-особомелкозернистый, цифра после К указывает на процентное содержание кобальта, остальные - процентное содержание вольфрама). Теплостойкость 900 – 920°С, твердость HRV 91 – 93. Вольфрамовые твердые сплавы предназначены для обработки чугуна, цветных металлов, а также труднообрабатываемых материалов при невысоких скоростях резания (до 100 м/мин).
4.2 Титановольфрамовые твердые сплавы(двухкарбидные) в основном предназначены для обработки сталей - конструкционных и легированных нормальной обрабатываемости и труднообрабатываемых материалов.
Т5К10, ТЗОК4, Т15К6, Т14К8. (цифра после буквы Т указывает на % содержание карбида титана в сплаве, а после буквы К - % содержание кобальта, остальное в сплаве - это карбид вольфрама).
Теплостойкость 930 – 950°С, твердость HRV 90 – 94. Сплавы с большим содержанием титана целесообразно применять для чистовой и получистовой обработки сталей с повышенной скоростью резания, а сплавы с меньшим содержанием титана — при получистовой и черновой обработке, а также при фрезеровании.
4.3 Титанотанталовольфрамовые сплавы (трехкарбидные) по своим эксплуатационным свойствам являются промежуточными между вольфрамовыми и титановольфрамовыми сплавами. Они имеют более высокую прочность и вязкость, чем титановольфрамовые сплавы, но несколько уступают им по твердости и теплостойкости. Благодаря высоким износостойкости, эксплуатационной прочности, сопротивлению ударным нагрузкам, вибрациям и выкрашиванию данные сплавы весьма эффективны при черновой обработке сталей и чугунов с большими сечениями среза, при прерывистом резании (фрезеровании, строгании). Теплостойкость 930 – 950°С, твердость HRV 89 – 91
Стандартом предусмотрены четыре марки сплавов ТТ7К4, ТТ7К12, ТТ8К10 (цифры после ТТ - % содержание титана и тантала, вместе взятых, после К - кобальта).
4.4 Безвольфрамовые твердые сплавы. Основу сплавов этой группы составляет карбид титана (50—79%), а остальное —никель (15—37%) и молибден (5—13%).
Теплостойкость 820 – 850°С, твердость HRV 85 – 87 Из других свойств необходимо отметить более низкую теплопроводность, более высокий коэффициент линейного расширения и на 20—25% меньший коэффициент трения со сталью. Следовательно, безвольфрамовые сплавы обладают высокой износостойкостью, но чувствительны к ударным нагрузкам. Они плохо поддаются пайке и заточке вследствие неудовлетворительных термических свойств, поэтому применяются в виде неперетачиваемых пластин, сверл, фрез, зубо- и резьбообрабатывающего инструмента.
В настоящее время безвольфрамовые сплавы используются для чистового и получистового точения и фрезерования чугуна, углеродистых сталей и цветных сплавов.
Широко применяются сплавы: ТН20, ТН16, КНТ20 (Т-карбид титана, Н-никель, КН-карбонитрид титана, цифра означает суммарное % содержание никеля и молибдена, остальное — карбид титана или карбонитрид титана).
5. Минералокерамика - инструментальный материал, обладающий высокими твердостью теплостойкостью, температурой схватывания с металлом и износостойкостью, но также с высокой хрупкостью, низкой вязкостью и плохой сопротивляемостью циклическим изменениям тепловой нагрузки.
В связи с таким сочетанием положительных и отрицательных эксплуатационных качеств минералокерамика в основном используется для получистовой и чистовой обточки и расточки деталей из высокопрочных и отбеленных чугунов, закаленных сталей, а также из неметаллических материалов, а также для чистового фрезерования. Все виды минералокерамики изготавливаются в виде ПСМ для изготовления различных инструментов прежде всего резцов.
Выпускают оксидную (белую), оксидно-карбидную (черную) и нитридную керамику.
Оксидная керамика почти полностью состоит из окиси алюминия, ее получают путем прессования тонко измельченных частиц Аl2О3 с последующим горячим спеканием. Применяются марки минералокерамики: ЦМ332 и др. Теплостойкость 1200°С, твердость HRV 96-98. Оксидную керамику рекомендуется использовать для чистового и получистового точения нетермообработанных сталей, а также серых и ковких чугунов с твердостью НВ 200
Оксидно-карбидная керамика имеет в своем составе кроме А120з легирующие добавки карбидов хрома, титана, вольфрама и молибдена. Благодаря этому ее прочность на изгиб значительно выше, чем у оксидной керамики, и достигает 65—70 кгс/мм2, при некотором снижении теплостойкости и износостойкости. Теплостойкость 950-1100°С, твердость HRV 96-98. Выпускаются следующие марки оксидно-карбидной керамики: ВЗ, ВОК60 и ВОК 63; эти виды керамики рекомендуется, применять для чистового и получистового точения и фрезерования закаленных сталей (НRС 45 и более), серых чугунов (НВ 240), отбеленных чугунов (НВ 400— 700), а также нержавеющих сталей.
Нитридная керамика состоит из Si2O3, SiN3h5 и тугоплавких материалов, с включением окиси алюминия и других компонентов. К этой группе относятся силинит и кортинит.
Силинит обладает такой же прочностью на изгиб, как и оксидно-карбидная минералокерамика (σи = 49— 68 кгс/мм2), но большей твердостью (НRА 94—96) и стабильностью свойств при высокой температуре. Он не взаимодействует в процессе резания с большинством сталей и сплавов на основе алюминия и меди, т. е. не подвергается адгезионному износу. Из этого материала изготавливают как напайные, так и неперетачиваемые механически закрепляемые пластины.
Инструментом, оснащенным пластинами из кортинита, рекомендуется обрабатывать закаленные стали НRС 30—55, ковкие чугуны, модифицированные и отбеленные чугуны, а также термоулучшенные стали. Режимы обработки такие же, как и для оксидно-карбидной керамики.
Сверхтвердые материалы
Для изготовления лезвийного инструмента в настоящее время применяются три вида сверхтвердых материалов (СТМ): природные алмазы, поликристаллические синтетические алмазы и композиты на основе нитрида бора.
Природные и синтетические алмазы обладают такими уникальными свойствами, как самая высокая твердость (НV 10000 кгс/мм2), весьма малые коэффициент линейного расширения и коэффициент трения и высокие теплопроводность, теплостойкость 950°С, адгезионная стойкость и износостойкость.
Недостатками алмазов являются невысокая прочность на изгиб, хрупкость и растворимость в железе при относительно низких температурах (750°С), что препятствует, использованию их для обработки железоуглеродистых сталей и сплавов на высоких скоростях резания, а также при прерывистом резании и вибрациях.
Природные алмазы используются в виде кристаллов, закрепляемых в металлическом корпусе резца.
Синтетические алмазы марок АСБ (балас) и АСПК (карбонадо) сходны по своей структуре с природными алмазами. Они имеют поликристаллическое строение и обладают более высокими прочностными характеристиками.
Природные и синтетические алмазы нашли широкое применение в обработке медных, алюминиевых и магниевых сплавов, баббитов, благородных металлов (золота, серебра, палладия, платины), титана и его сплавов, неметаллических материалов (пластмасс, текстолита, стеклотекстолита, органического стекла, прессованного и силицированного графита), а также твердых сплавов и керамики.
Применяются для изготовления резцов и фрез в виде поликристаллов, а также для изготовления алмазных кругов, паст и порошков.
Композит - новый сверхтвердый материал на основе кубического нитрида бора, применяемый для изготовления лезвийного режущего инструмента.
По твердости (НV 8000 ед.) композит приближается к алмазу, значительно превосходит его по теплостойкости (1200°С), более инертен к черным металлам. Это определяет главную область его применения — обработка закаленных сталей и чугунов. Однако композит может быть эффективно использован также при обработке легких и цветных сплавов и некоторых труднообрабатываемых материалов.
Промышленность освоила выпуск следующих основных марок СТМ: композит 01 (эльбор-Р), композит 02 (белбор), композит 05 и 05И, композит 10 (гексанит-Р) и композит 09 (ПТНБ-ИК).
Композиты 01 и 02 применяются для тонкого и чистового безударного точения деталей из закаленных сталей твердостью НRС 55—70, чугунов любой твердости и твердых сплавов марок ВК15, ВК20 и ВК25 (НRА 88—90).
Композиты 01 и 02 могут быть использованы также для фрезерования закаленных сталей и чугунов, несмотря на наличие ударных нагрузок, что объясняется более благоприятной динамикой фрезерной обработки.
Композит 05 по твердости занимает среднее положение между композитом 01 и композитом 10, а его прочность примерно такая же, как у композита 01. Инструментами из композита 05 можно обрабатывать стали твердостью НRС 40—60 и чугуны твердостью до НВ 300 с подачами до 0,3 мм/об и глубинами резания 0,2—2,0 мм.
Композиты 09 и 10 имеют примерно одинаковую прочность на изгиб (70—100 кгс/мм2), которая значительно выше, чем у композита 01, однако твердость композитов 09 и 10 меньше и составляет 4000— 5000 кгс/мм2. Кроме того, композит 09 обладает высокой теплостойкостью (1400°С) и весьма высокой термоциклической стойкостью.
Благодаря сочетанию указанных свойств композиты 09 и 10 рекомендуются для тонкого, чистового и получистового точения и фрезерования закаленных сталей и чугунов, а также твердых сплавов. Режущие элементы из композитов выпускаются в виде поликристаллов а также в виде круглых, трехгранных, квадратных, ромбических и шестигранных неперетачиваемых пластин для механического соединения.
Билет 29
cyberpedia.su