Сварочный инвертор Ресанта САИ 250. Электросхема ресанта 250а
Сварочный аппарат "Ресанта САИ-250": отзывы, схема
Сварочный аппарат "Ресанта САИ-250" предназначен для выполнения ручной электродуговой сварки при помощи электродов покрытого типа. Разработкой инвертора занимается одноименная компания, расположенная в Латвии. Сборка сварочного аппарата осуществляется в КНДР, что отражается на ее качестве: все детали подогнаны идеально, отсутствуют зазоры, скрипы и люфты.

Принцип работы сварочного аппарата
Основная задача сварочного инвертора "Ресанта САИ-250" - преобразование переменного тока с частотой 50 Гц в постоянный ток, напряжение при этом достигает значения в 400 В. Широкоимпульсная модуляция получаемого высокочастотного напряжения позволяет подобным аппаратам регулировать сварочный ток.
Конструкция
На лицевой панели металлического корпуса "Ресанты САИ-250" размещаются силовые разъёмы. К ним подключаются индикаторы, при помощи которых контролируются параметры сети и индикация перегрева прибора, сварочные провода и регулятор выбора значения сварочного тока.
Инвертор "Ресанта САИ-250" укомплектован принудительной вентиляционной системой, которая выводит из-под корпуса устройства через специальные отверстия горячий воздух. Сварочный аппарат надёжно защищён от перегрева в процессе эксплуатации благодаря такой эффективной системе защиты.
Дополнительная система защиты автоматически отключает сварочный аппарат в случае замыкания силовых проводов между собой. О таком происшествии пользователя предупреждает специальная сигнальная лампочка, загорающаяся на панели прибора.

Специальные функции инвертора
Эффективность и удобство использования "Ресанты САИ-250" во многом обусловлены двумя важными функциями: «Горячий старт» и «Антизалипание».
Зажигание электрической дуги сварочного аппарата происходит мгновенно благодаря первой функции, реализуемой за счёт автоматического повышения силы сварочного тока, что избавляет пользователя от дополнительных действий. Функция «Антизалипание» автоматически понижает сварочный ток в момент прилипания электрода к металлической поверхности при поджигании дуги. После устранения подобного залипания инвертор повышает силу тока до выставленного значения. Обе функции очень полезны и удобны в работе, что подтверждают оставляемые о сварочном аппарате "Ресанта САИ-250" отзывы.
Особенности инвертора
Сварочный аппарат предназначен для использования в бытовых целях, поскольку схема "Ресанты САИ-250" и его конструкция обеспечивают надёжную и безопасную эксплуатацию даже при значительных скачках и перепадах напряжения. Инвертор позволяет осуществлять ручную дуговую сварку даже при минимальном напряжении.
Максимальный диаметр электродов, которые можно использовать при работе с "Ресантой САИ-250", составляет 6 мм. Сила тока регулируется в широком диапазоне, однако верхний предел составляет 250 А. Сварочный аппарат может на протяжении длительного времени выдерживать высокие нагрузки благодаря системам защиты. Инвертор "Ресанта" по своим характеристикам обходит многие аналогичные модели сварочных аппаратов, предлагаемые на рынке.
Напряжение в режиме холостого хода инвертора составляет 80 В. Встроенные транзисторы серии IGBT гарантируют длительный срок эксплуатации сварочного аппарата даже при условии его частого использования при высоких нагрузках. Уровень защиты у данной модели инвертора — IP21.
Мобильность и компактность "Ресанты САИ-250" значительно облегчает её использование. Удобная ручка, расположенная на корпусе инвертора, позволяет быстро и легко переносить его с места на место по рабочей площадке. Отзывы о "Ресанте САИ-250" отмечают точность и простоту настройки всех параметров. Преимуществом аппарата является то, что даже при значительных скачках напряжения все заданные настройки остаются неизменными.

Технические характеристики
Инвертор обладает следующими техническими параметрами:
- Эксплуатация сварочного аппарата может осуществляться при температуре от -10 до +400 градусов.
- Предельное значение тока потребления - 35 А.
- Регулировка рабочего сварочного тока осуществляется в пределах 10–250 А.
- Напряжение сварочной дуги, формируемой инвертором данной модели, составляет 30 В.
Сварочный аппарат работает как от централизованной электрической сети, так и от бензинового генератора мощностью не менее 5 кВт. При выборе электродов для сварки необходимо учитывать факт того, что при уменьшении входного напряжения понижается и величина сварочного тока.
Подготовка аппарата к эксплуатации
Подготовить инвертор "Ресанта САИ-250" к работе несложно — необходимо придерживаться определённой последовательности действий, дабы не допустить возникновения аварийных ситуаций. В первую очередь к аппарату подключается заземляющий минусовой провод и провод с держателем для электрода. После этого выставляется минимальный уровень сварочного тока при помощи регулятора. Инвертор подключается к электрической сети и запускается только после выполнения данных действий.
В инструкции по эксплуатации сварочного аппарата производитель указал силу тока, необходимую для конкретного типа электродов.
После завершения всех сварочных работ на инверторе вновь выставляется минимальное значение тока, после чего прибор отключается и отсоединяется от электрической сети. Кабели отсоединяются от аппарата только после его обесточивания.

Техника безопасности при эксплуатации сварочного оборудования
Инвертор перед началом эксплуатации желательно на протяжении нескольких часов оставить в помещении при положительной температуре. Такая мера предосторожности позволит избежать образования в устройстве конденсата, который может спровоцировать короткое замыкание. Помимо этого, необходимо следить за целостностью изоляции сварочного кабеля и проводов подключения. Повреждения изоляционного слоя не только противоречат требованиям безопасности, но и могут спровоцировать выход аппарата из строя.
Использовать инвертор "Ресанта" нельзя в помещениях, где проводятся работы, сопровождающиеся образованием мелкой металлической стружки и пыли. Подобные включения могут попасть внутрь прибора и вывести его из строя. Также нельзя использовать инвертор на открытом воздухе во время выпадения осадков или в помещениях с высоким уровнем влажности воздуха.
При работе со сварочным оборудованием желательно придерживаться нескольких основных правил:
- Место, в котором будут проводиться сварочные работы, должно хорошо проветриваться и иметь доступ к свежему воздуху.
- Обязательно учитываются правила пожарной безопасности.
- Во время работы обязательно нужно использовать специальную защитную одежду, маску сварщика, головной убор и плотные перчатки. Такие средства помогут защитить кожу и глаза от ожогов.

Условия хранения инвертора
Сварочные аппараты должны храниться при соблюдении определённых условий. Помещение, в котором будет находиться инвертор, не должно содержать в воздухе паров кислот и щелочей, большого количества пыли и другой взвеси. Сварочный аппарат необходимо хранить в условиях, соответствующих следующим требованиям:
- Температура окружающей среды должна быть в пределах от -10 до +50 градусов Цельсия.
- Уровень влажности окружающего воздуха — не превышать 80 %.
Возможен ли самостоятельный ремонт сварочного инвертора?
И отечественные, и зарубежные специалисты отмечают большой эксплуатационный ресурс сварочного аппарата "Ресанта САИ-250". Активная эксплуатация инвертора при соблюдении техники безопасности и всех соответствующих требований может продолжаться годами, однако, как и любая другая техника, он требует регулярного ремонта.
Стоит отметить, что и внеплановый, и профилактический ремонт подобного оборудования лучше всего доверять специалистам. Обслуживанием сварочного оборудования данной марки занимаются многочисленные авторизированные мастерские. Впрочем, несложные ремонтные работы пользователь может выполнить самостоятельно.

Подобные ремонтные работы проводятся чаще всего в случаях, когда инвертор перегревается, о чём сообщает расположенный на передней панели индикатор. Устранить такую проблему легко — достаточно очистить внутренние поверхности сварочного аппарата от грязи и пыли.
Некачественная, неудовлетворительная работа сварочного инвертора, пониженная мощность могут быть связаны с низким напряжением электрической сети или использованием влажных электродов. Устранить проблему понижения мощности аппарата, связанную с сырыми электродами, можно легко и быстро: необходимо тщательно просушить все электроды.
fb.ru
СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140 Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
Первый вариант принципиальной схемы сварочного инвертора выполнен с использованием управляющего трансформатора, а второй - с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания. Поскольку первый похож на то, что есть у меня, т.е. используется управляющий трансформатор, то с него и начнем.
Итак, подаем питание и смотрим что будет происходить. Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления. Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост. По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19. Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции. Теперь смотрим очень внимательно не забыв перевести мозг в состояние ВКЛ. Сопротивление R21 меньше суммы сопротивлений R22 и R23 в 20 раз, а емкость С19 больше емкости С20 в 4700 раз, следовательно напряжение на верхнем выводе С20 будет больше напряжения на верхнем выводе на 0,6 вольта – напряжение падения на диоде D24. Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт. Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта. На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания. Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50. И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии. Как только напряжение на верхнем выводе С19 станет равным 12 вольтам на делителе сформируется напряжение равное 4,9 вольта, а это больше опорного напряжения 4,7 вольта и компаратор U2B сформирует на своем выходе напряжение близкое к нулю, транзистор Q7 открывается и подает питание на контроллер UC3845. Контроллер начинает выдавать управляющие импульсы и силовые транзисторы начинают открываться. Но делают они это на очень короткий промежуток времени, поскольку на контроллере формируется имитация превышения выходного тока все еще открытым транзистором Q8. На обмотке питания управления появляется напряжение и теперь все управление может потреблять гораздо больший ток. Это напряжение стабилизируется импульсным стабилизатором U1 и тут становится наглядной одна проблема – если первоначально напряжение с левого вывода R21 будет идти сразу на всю схему, то запуска у нас не произойдет никогда – вентилятор потребляет слишком много и напряжение не будет увеличиваться на верхнем выводе С19. Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания. Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2. Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль. Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно. При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
Поэтому рассмотрим лишь оставшиеся узлы. Управление силовыми транзисторами происходит с помощью управляющего трансформатора, вторичные обмотки которого через диоды Шотки идут на затворы силовых транзисторов при наличии управляющего импульса. Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса. При наличии управляющего импульса оба транзистора открываются и через первичную обмотку протекает ток, который создает магнитное поле наводящее напряжение на вторичной обмотке. При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.
К сервису данного сварочного инвертора можно отнести защиту от перегрева и залипания электрода, выполненных на одном управляющем элементе – оптроне ISO1. Пока светодиод данного оптрона светится открытый транзистор оптрона формирует почти ноль на выводе 3 U2A. Как только электрод касается свариваемой заготовки напряжение на светодиод еще какое то время поступает за счет накопленной в конденсаторе С34 энергии. Это время и есть время поджига дуги и если дуга не загорелась, т.е. электрод залип, то светодиод оптрона тухнет, тем самым закрывая транзистор оптрона. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад – работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы. Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы. Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится. Второй вариант схемы отличается не большими изменениями в самом управляющем блоке, ну например транзистор подающий питание на UC3845 открывается через стабилитрон. Питание управление организовано от отдельно блока питания, который выдает 4 напряжения: 15 вольт для питания управления, которые стабилизируются дополнительной КРЕНкой, вольт 12 для вентилятора и два напряжения для оптодрайверов силовых транзисторов. Величина должна быть порядка 25 вольт. Оптодрайверы управляют силовыми транзисторами через дополнительный формирователь отрицательного напряжения, выполненный на R6-D5 и R9-D6. Подача отрицательного напряжения на затворы силовых транзисторов значительно уменьшает время их закрытия, следовательно уменьшается нагрев транзисторов. Софтстарт тоже организован несколько иначе – пока горит светодиод оптрона транзистор Q3 будет закрыт, но нагреваясь термистор RV2, имеющий отрицательную зависимость сопротивления от температуру увеличивает свое сопротивление и светодиод тухнет, тем саамы разблокируя базу Q3 и реле софтстарта включается. Откровенно говоря и в первом варианте схемы и во втором включение реле происходит довольно медленно и не зависит от состояния схемы управления, что может приводить к подгоранию контактов реле. На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками. ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
Осциллограмма выходного напряжения без нагрузки. Осциллограмма выходного напряжения при нагрузке 60 А. Осциллограмма выходного напряжения при сработанной защите.
Адрес администрации сайта: [email protected]
| |
soundbarrel.ru
Сварочный инвертор Ресанта САИ 250
Сварочный инвертор «Ресанта-250» является наиболее мощным среди представленных в линейке аналогичных аппаратов производителя. Однако, компактность и малый вес инвертора позволяют с легкостью перемещать последний по всему фронту работ, а также транспортировать его к месту назначения. Внешний вид сварочного инвертора Ресанта-250 Из технических особенностей сварочного инвертора «Ресанта-250» стоит отметить: - рабочее напряжение составляет 220 В, что позволяет подключать его к обычной однофазной бытовой сети; - максимальный потребляемый ток составляет всего 35А; - напряжение холостого хода — 80 Вольт; - напряжение дуги — 29 Вольт; - диапазон регулировки сварочного тока составляет от 10 до 250 Ампер, что позволяет вести сварочные работы штучными электродами различного диаметра, в зависимости от свариваемого материала; - максимальный диаметр электрода — 6мм.
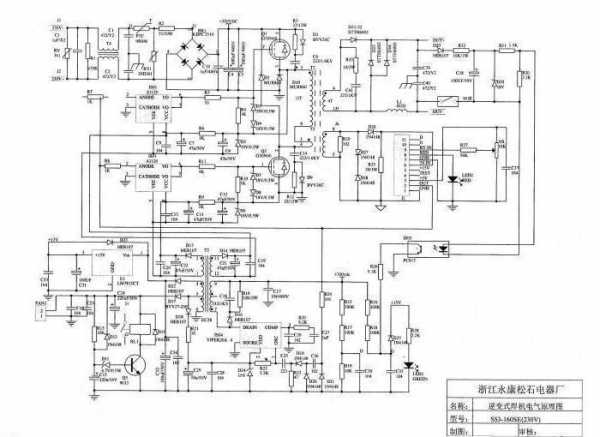
Внешний вид сварочного инвертора Ресанта-250 Из технических особенностей сварочного инвертора «Ресанта-250» стоит отметить: - рабочее напряжение составляет 220 В, что позволяет подключать его к обычной однофазной бытовой сети; - максимальный потребляемый ток составляет всего 35А; - напряжение холостого хода — 80 Вольт; - напряжение дуги — 29 Вольт; - диапазон регулировки сварочного тока составляет от 10 до 250 Ампер, что позволяет вести сварочные работы штучными электродами различного диаметра, в зависимости от свариваемого материала; - максимальный диаметр электрода — 6мм. 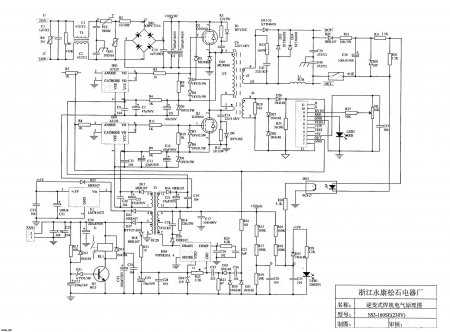 Электрическая принципиальная схема сварочного инвертора Ресанта-250 Сварочный инвертор «Ресанта-250» выполнен в классическом металлическом корпусе и имеет на передней панели ряд индикаторов и регулировочных рукояток, а также рабочие разъемы. К ним относятся: - индикатор «сеть»; - индикатор «перегрев»; - регулировка величины тока; - силовые разъемы подключения сварочных кабелей. Поскольку при выполнении сварочных работ, несмотря на инверторное исполнение агрегата выделяется значительное количество тепла, «Росанта-250» оснащается вентилятором принудительного охлаждения, решетка которого видна при внешнем осмотре изделия. Принцип работы сварочного инвертора «Ресанта-250» не отличается от однотипных аппаратов сторонних производителей. Поступающее переменное напряжение бытовой электрической сети 220В преобразуется сначала до постоянного величиной 400В, которое в дальнейшем меняется на высокочастотное модулированное напряжение. Далее в работу вступает понижающий трансформатор, который понижает преобразованное напряжение до рабочего. Для повышения качества работы, а также получения большего комфорта во время проведения сварочных работ, сварочный инвертор «Ресанта-250» оснащается функциями «Anti Stick» и «Hot Start». Функция «Anti stick» (антизалипание), как видно из названия, предотвращает прилипание электрода к поверхности свариваемых материалов. То есть, во время поджига дуги происходит автоматическое снижение сварочного тока, которое моментально восстанавливается после отрыва электрода. А для того, чтобы получить сразу же, после начала сварки, красивый и прочный шов, в аппарате реализована функция «Hot Start» (горячий старт). При этом, в момент поджига дуги, происходит кратковременное повышение сварочного тока, которое сразу же снижается до нормального, требуемого состояния. При работе со сварочным инвертором «Ресанта-250» необходимо соблюдать меры безопасности. Так, поскольку аппарат выполнен в металлическом корпусе, категорически запрещается использовать последний при повышенной влажности. Попадающие внутрь стружки и металлическая пыль способны вывести из строя электронную часть, либо даже привести к замыканию. Поэтому использование «болгарок» и аналогичного инструмента вблизи сварочного инвертора запрещается. И, конечно, необходимо следить за состоянием силовых и питающего провода. Видео обзор сварочного инертора «Ресанта-250»:
Электрическая принципиальная схема сварочного инвертора Ресанта-250 Сварочный инвертор «Ресанта-250» выполнен в классическом металлическом корпусе и имеет на передней панели ряд индикаторов и регулировочных рукояток, а также рабочие разъемы. К ним относятся: - индикатор «сеть»; - индикатор «перегрев»; - регулировка величины тока; - силовые разъемы подключения сварочных кабелей. Поскольку при выполнении сварочных работ, несмотря на инверторное исполнение агрегата выделяется значительное количество тепла, «Росанта-250» оснащается вентилятором принудительного охлаждения, решетка которого видна при внешнем осмотре изделия. Принцип работы сварочного инвертора «Ресанта-250» не отличается от однотипных аппаратов сторонних производителей. Поступающее переменное напряжение бытовой электрической сети 220В преобразуется сначала до постоянного величиной 400В, которое в дальнейшем меняется на высокочастотное модулированное напряжение. Далее в работу вступает понижающий трансформатор, который понижает преобразованное напряжение до рабочего. Для повышения качества работы, а также получения большего комфорта во время проведения сварочных работ, сварочный инвертор «Ресанта-250» оснащается функциями «Anti Stick» и «Hot Start». Функция «Anti stick» (антизалипание), как видно из названия, предотвращает прилипание электрода к поверхности свариваемых материалов. То есть, во время поджига дуги происходит автоматическое снижение сварочного тока, которое моментально восстанавливается после отрыва электрода. А для того, чтобы получить сразу же, после начала сварки, красивый и прочный шов, в аппарате реализована функция «Hot Start» (горячий старт). При этом, в момент поджига дуги, происходит кратковременное повышение сварочного тока, которое сразу же снижается до нормального, требуемого состояния. При работе со сварочным инвертором «Ресанта-250» необходимо соблюдать меры безопасности. Так, поскольку аппарат выполнен в металлическом корпусе, категорически запрещается использовать последний при повышенной влажности. Попадающие внутрь стружки и металлическая пыль способны вывести из строя электронную часть, либо даже привести к замыканию. Поэтому использование «болгарок» и аналогичного инструмента вблизи сварочного инвертора запрещается. И, конечно, необходимо следить за состоянием силовых и питающего провода. Видео обзор сварочного инертора «Ресанта-250»: Кроме статьи "Сварочный инвертор Ресанта САИ 250" смотрите также:
nanolife.info
| Файл | Краткое описание | Размер |
| Страницы >>> [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
| prioritet.zip | Архив с принципиальной электрической схемой и видами внутренностей сварочного источника Приоритет, производства НПФ "САПКОН-Престиж".Документацию выложил на форуме Power Electronics форумчанин sea_321. | 9.84 Mb |
| Strat_160-200.zipStrat_160-200KS.zipStrat_200U.zipTroubleshooting.zip | Архивы с принципиальными электрическими схемами и паспортами на сварочные источники Страт-160 и Страт-200, Страт-160КС и Страт-200КС, Страт-200У, а также Общая таблица неисправностей". Схемы представлены в формате САПР P_CAD 2006, а также в формате .PDF.Документацию выложил на форуме Power Electronics форумчанин Stok1. | 1.45 Mb1.32 Mb623 kb8.96 kb |
| pdg_151.pdf | Принципиальная электрическая схема блока управления полуавтомата ПДГ-151, производства Селма.Документацию прислал Eugene. | 217 kb |
| 20141220.rar | Принципиальная электрическая схема и методика проверки инверторного сварочного источника Kende ZX7-160, ZX7-200.Документацию выложил на форуме Power Electronics форумчанин s237. | 2.64 Mb |
| instr_prestige164.zip | Инструкция по ремонту Prestige-164 на русском, а также подробный фотоотчёт о ремонте Technica 144-164.Документацию выложил на форуме Power Electronics форумчанин s237. | 2.51 Mb |
| sa97pa20.zip | Принципиальные электрические схемы, а также методика проверки и ремонта сварочного источника для полуавтоматической сварки Энергомаш СА-97ПА17(ПА20).Документацию выложил на форуме Power Electronics форумчанин s237. | 6.95 Mb |
| slavteh285.djvuslavteh300.djvuslavteh305.djvu | Виды внутренностей, а также, нарисованная от руки, принципиальная электрическая схема инверторных сварочных источников Славтех 185, Славтех 200, Славтех 205. Аналогичное исполнение имеют аппараты Clavtex и Лидер.Документацию выложили на форуме Power Electronics форумчане Вячек, s237 и batumi. | 564 kb442 kb394 kb |
| norma200mp.djvu | Принципиальные электрические схемы на инверторный сварочный источник Норма-200МП, производства НПП "ФЕБ".Документацию выложил на форуме Power Electronics форумчанин vliv. | 827 kb |
| aurora_pro_shoot_m10.zip | Архив с принципиальными электрическими схемами аппарата точечной сварки AuroraPRO SHOOT M10, производства группы компаний AURORA.Документацию прислал Сергей. | 0.23 Mb |
| HITACHI_Tech_File_W130-W160_W200_AUG_2010_Rus.pdf | Техническая информация по ремонту и эксплуатации инверторных сварочных источников HITACHI моделей: W130 -W160- W200, соответствующего производителя.Документацию выложил на форуме Power Electronics форумчанин Joha. | 19.8 Mb |
| 225_MIGMMA160_200_2.pdf | Принципиальная электрическая схема инверторного сварочного источника MIG 160 IGBT. | 117 kb |
| INSTRUCCIONES_INVERTE_TIG.pdf | Описание и принципиальные электрические схемы на инверторные TIG-источники типа TIG160S, TIG180S, TIG200S, TIG180P, TIG200P, TIG180A, TIG200 AC/DC, TIG315S, TIG315S AC/DC, TIG400 производства Soldadora Inverter. | 2.31 Mb |
| smart_sa-97i20sm_i25sm.zipsous.rar | Архивы с принципиальными схемами, сборочными чертежами, а также видами внутренностей инверторных сварочных источников BauMaster AW-97I18X, Energomash SA-97I20SM, Energomash SA-97I25SM, СОЮЗ САС-97И2001, POCweld MMA 200, производимых разными производителями, но имеющими весьма схожее схемное решение.Документацию выложили на форуме Power Electronics форумчане s237 и ole-ver. | 9.23 Mb33.7 Mb |
| gp_sh.rar | Архив с принципиальными электрическими схемами на инверторные сварочные источники производства РЕСАНТА.В архиве содержатся схемы на сварочные источники Eurolux:
| 27.4 Mb |
| saipa-190mf.rar | Архив с принципиальными электрическими схемами на многофункциональный полуавтоматический инверторный сварочный аппарат САИПА-190МФ производства РЕСАНТА. Схемы были выложены в теме Ремонт п\а Solaris Multimig-220 форума Power Electronics. На самих листах схем указано, что они от аппарата MPMIG195C, производимого компанией Shanghai Greatway Top Power CO., Ltd.Документацию выложил на форуме Power Electronics форумчанин с ником s237. | 217 kb |
| BlueWeld_Prestig.pdfTelwin_Technology_175-210-188CE_GE.pdf | Напряжения и осциллограммы на ножках микросхем платы управления сварочного инвертора BlueWeld Prestige 175, а также сервисная документация на инверторные сварочные источники Telwin Technology 175, 210, 188CE/GE (соответственно, рассчитанные на максимальный сварочный ток 160, 180, 150 ампер). Эти сварочные источники, не смотря на различные названия, совершенно идентичны и имеют одного производителя - TELWIN. BlueWeld — это торговая марка.Приведённые материалы прислал пользователь форума Power Electronics с ником AC/DC. | 1.64 Mb904 kb |
| kmp300-kmp460-rus.pdf | Руководство по эксплуатации синергетических импульсных сварочных полуавтоматов типа KMP300 и KMP460, производства INE.Прислал руководство Сергей Колчанов. | 4.73 Mb |
| kemppi_minarc_150-vrd_151_ver-11_sm.pdf | Service Manual на инверторные сварочные источники Minarc-150, Minarc-150VRD и Minarc-151, производства KEMPPI. | 980 kb |
| MIG200.pdf | Принципиальная электрическая схема BRIMA-подобного сварочного полуавтомата MIG200 неизвестного производителя. | 583 kb |
| PowerCut-1600.pdf | Очень подробный Service Manual на плазморез POWERCUT 1600, производства ESAB. | 26.0 Mb |
| Страницы >>> [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
valvolodin.narod.ru










