Сбеги, недорезы, проточки и фаски для наружной метрической резьбы (гост 10549-80*). Фаски для резьбы метрической
Сбеги, недорезы, проточки и фаски по ГОСТ 10549-80
Основные понятия:
Размеры сбега резьбы (при отсутствии проточки) при выходе инструмента или при наличии на инструменте заборной части.
Размеры недореза при выполнении резьбы в упор. Недорез – это сбег плюс недовод. Под недоводом понимается величина ненарезанной части детали между концом сбега и опорной поверхностью детали.
Размеры проточек для выхода резьбообразующего инструмента.
Размеры фасок – это величина, получаемая до выполнения резьбы.
Нормальные сбеги, проточки и недорезы должны иметь предпочтительное применение.
Допуски на диаметр и ширину проточки назначаются исходя из конструктивных требований к изготовляемым деталям.
Для наружной метрической резьбы
|
Шаг резьбы |
Сбег |
Недорез |
Проточка, мм |
d3 |
Фаска, мм |
|||||||
|
l1 max, мм |
l2 max, мм |
нормальная |
узкая |
|||||||||
|
р, мм |
20° |
30° |
нор-маль-ный |
умень-шеный |
b |
r |
r1 |
b |
r |
r1 |
c |
|
|
0,25 |
0,5 |
0,3 |
0,6 |
0,5 |
- |
- |
- |
- |
- |
- |
- |
0,2 |
|
0,30 |
0,4 |
0,7 |
||||||||||
|
0,35 |
0,6 |
0,8 |
0,6 |
d-0,6 |
0,3 |
|||||||
|
0,40 |
0,7 |
0,5 |
1,0 |
0,8 |
1,0 |
0,3 |
0,2 |
|||||
|
0,45 |
0,8 |
d-0,7 |
||||||||||
|
0,50 |
1,0 |
0,6 |
1,6 |
1,0 |
1,6 |
0,5 |
0,3 |
1,0 |
0,3 |
0,2 |
d-0,8 |
0,5 |
|
0,70 |
1,3 |
0,8 |
2,0 |
1,6 |
2,0 |
1,6 |
0,5 |
0,3 |
d-1,0 |
|||
|
0,75 |
1,5 |
d-1,2 |
1,0 |
|||||||||
|
0,80 |
0,9 |
3,0 |
3,0 |
1,0 |
0,5 |
|||||||
|
1,00 |
1,8 |
1,2 |
2,0 |
2,0 |
1,0 |
0,5 |
d-1,5 |
|||||
|
1,25 |
2,2 |
1,5 |
4,0 |
2,5 |
4,0 |
2,5 |
d-1,8 |
1,6 |
||||
|
1,50 |
2,8 |
1,6 |
d-2,2 |
|||||||||
|
1,75 |
3,2 |
2,0 |
d-2,5 |
|||||||||
|
2,00 |
3,5 |
2,2 |
5,0 |
3,0 |
5,0 |
1,6 |
3,0 |
d-3,0 |
2,0 |
|||
|
2,50 |
4,5 |
3,0 |
6,0 |
4,0 |
6,0 |
1,0 |
4,0 |
d-3,5 |
2,5 |
|||
|
3,00 |
5,2 |
3,5 |
d-4,5 |
|||||||||
|
3,50 |
6,3 |
4,0 |
8,0 |
5,0 |
8,0 |
2,0 |
5,0 |
1,6 |
d-5,0 |
|||
|
4,00 |
7,1 |
4,5 |
d-6,0 |
3,0 |
||||||||
|
4,50 |
8,0 |
5,0 |
10,0 |
6,0 |
10,0 |
3,0 |
6,0 |
1,0 |
d-6,5 |
|||
|
|
9,0 |
5,5 |
d-7,0 |
4,0 |
||||||||
|
5,50 |
10,0 |
6,0 |
12,0 |
8,0 |
12,0 |
8,0 |
2,0 |
d-8,0 |
||||
|
6,00 |
11,0 |
d-9,0 |
||||||||||
К оглавлению
glavconstructor.ru
Сбеги, недорезы, проточки и фаски для наружной метрической резьбы (гост 10549-80*)
|
t2 C x 45 o t1 R R = d 45 o 45 o R1 R3 b b1 b1 | ||||||||||||
| Шаг резьбы | Сбег резьбы | Недорез | d1 | Проточка | С | |||||||
| t1 | t2 | |||||||||||
| При угле заборной части инструмента | нормальная | уменьшенная | Тип I(нормальная) | Тип II | ||||||||
| 20о | 30о | 40о | b | R1 | R2 | b1 | R3 | |||||
| 0,2 | | 0,3 | 0,2 | 0,5 | 0,4 | - | - | - | - | 0,2 | ||
| 0,25 | 0,5 | 0,6 | 0,5 | |||||||||
| 0,3 | 0,4 | 0,7 | ||||||||||
| 0,35 | 0,6 | 0,3 | 0,8 | 0,6 | d-0,6 | 0,3 | ||||||
| 0,4 | 0,7 | 0,5 | | 0,8 | 1,0 | 0,3 | 0,2 | |||||
| 0,45 | 0,8 | d-0,7 | ||||||||||
| 0,5 | 1,0 | 0,6 | 0,4 | 1,6 | 1,0 | d-0,8 | 1,6 | 0,5 | 0,3 | 0,5 | ||
| 0,6 | 1,2 | 0,7 | d-0,9 | |||||||||
| 0,7 | 1,3 | 0,8 | 0,5 | 2,0 | | d-1,0 | 2,0 | |||||
| 0,75 | 1,5 | d-1,2 | 1,0 | |||||||||
| 0,8 | 0,9 | 0,6 | 3,0 | 3,0 | 1,0 | 0,5 | ||||||
| 1 | 1,8 | 1,2 | 0,7 | 2,0 | d-1,5 | 3,6 | 2,0 | |||||
| 1,25 | 2,2 | 1,5 | 0,9 | 4,0 | 2,5 | d-1,8 | 4,0 | 4,4 | 2,5 | 1,5 | ||
| 1,5 | 2,8 | 1,6 | 1,0 | d-2,2 | 4,6 | |||||||
| 1,75 | 3,2 | 2,0 | 1,2 | d-2,5 | 5,4 | 3.0 | ||||||
| 2 | 3,5 | 2,2 | 1,4 | 5,0 | 3,0 | d-3,0 | 5,0 | 1,6 | 1,0 | 5,6 | 3,0 | 2,0 |
| 2,5 | 4,5 | 3 | 1,6 | 6,0 | 4,0 | d-3,5 | 6,0 | 1,6 | 1,0 | 7,3 | 4,0 | 2,5 |
| 3 | 5,2 | 3,5 | 2,0 | 7,0 | 4,6 | d-4,5 | 6,0 | 1,6 | 1,0 | 7,6 | 4,0 | 3 |
Размеры фасок, сбегов, недорезов и проточек стандартизованы (ГОСТ 10549-80*, ГОСТ 27148 - 86 Изделия крепёжные. Выход резьбы, сбеги, недорезы и проточки. Размеры). Выборочно они приведены в таблицах 1.4 и 1.5
Таблица 1.5-
Сбеги, недорезы, проточки и фаски для внутренней метрической резьбы (гост 10549-80*)
| l2 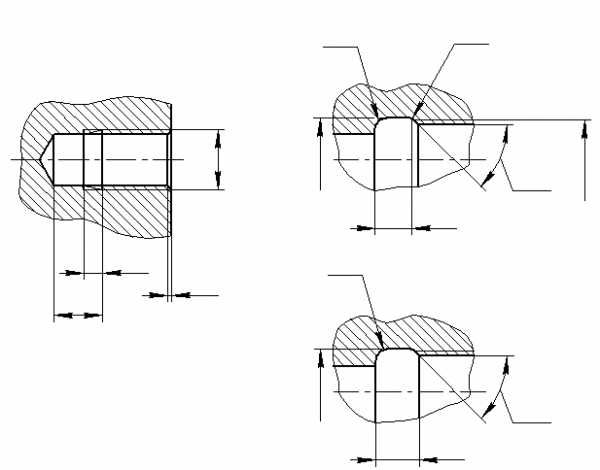 l1 b1 b2 C x 45 o 45 o 45 o R2 R R1 | |||||||||||
| Шаг резьбы | Сбег резьбы | Недорез | Проточка | ||||||||
| l1 | l2 | нормальная | узкая | d1 | C | ||||||
| нормаль ный | умень-шенный | нормаль-ный | умень-шенный | b1 | R | R1 | b2 | R2 | |||
| 0,2 | 0,5 | 0,3 | 1,2 | 1,0 | 0,2 | ||||||
| 0,25 | 0,6 | 0,4 | 1,5 | 1,2 | |||||||
| 0,3 | 0,7 | 0,5 | |||||||||
| 0,35 | 0,8 | 2,0 | 1,8 | 0,3 | |||||||
| 0,4 | 0,9 | 0,6 | |||||||||
| 0,45 | 1,1 | 0,7 | |||||||||
| 0,5 | 1,2 | 0,8 | 3,5 | 3,0 | 2,0 | 0,5 | 0,3 | 1,0 | 0,3 | d+0,3 | 0,5 |
| 0,6 | 1,5 | 1,0 | |||||||||
| 0,7 | 1,8 | 1,2 | |||||||||
| 0,75 | 1,9 | 1,3 | 4,0 | 3,2 | 3,0 | 1,0 | 0,5 | 1,6 | 0,5 | d+0,4 | 1,0 |
| 0,8 | 2,1 | 1,4 | |||||||||
| 1 | 2,7 | 1,8 | 5,0 | 3,8 | 4,0 | 1,0 | 0,5 | 2,0 | 0,5 | d+0,5 | |
| 1,25 | 3,3 | 2,2 | 5,0 | 1,5 | 3,0 | 1,0 | 1,5 | ||||
| 1,5 | 4,0 | 2,7 | 6,0 | 4,5 | 6,0 | 1,0 | d+0,7 | ||||
| 1,75 | 4,7 | 3,2 | 7,0 | 5,2 | 7,0 | 4,0 | |||||
| 2 | 5,5 | 3,7 | 8,0 | 6,0 | 8,0 | 2,0 | d+1,0 | 2,0 | |||
| 3,0 | 7,0 | 5,7 | 9,0 | 7,0 | 10,0 | 2,5 | 3,0 | 5,0 | 1,0 | d+1,2 | 3,0 |
| 3,0 | 7,0 | 5,7 | 9,0 | 7,0 | 10,0 | 2,5 | 3,0 | 5,0 | 1,0 | d+1,2 | 3,0 |
studfiles.net
Сбеги, недорезы, проточки и фаски для внутренней метрической резьбы (гост 10549-63)
|
| |||||||||||||||
| Шаг резьбы | Сбег | Недорез | Проточка | Фаска с | |||||||||||
| l1max | l2max | тип I | тип II | d4 | при сопряжении с наружной резьбой с проточкой типа II | для всех других случаев | |||||||||
| нормальный | уменьшенный | нормальный | уменьшенный | нормальная | узкая | b | r | ||||||||
| b | r | r1 | b | r | r1 | ||||||||||
| 0,35 | 0,8 | 0,5 | 2 | 1,8 | – | – | – | – | – | – | – | – | – | – | 0,3 |
| 0,4 | 0,9 | 0,6 | – | – | – | – | – | – | – | – | – | – | |||
| 0,45 | 1,1 | 0,7 | – | – | – | – | – | – | – | – | – | – | |||
| 0,5 | 1,2 | 0,8 | 3,5 | 3 | 2* | 0,5 | 0,3 | 1* | 0,3 | 0,2 | – | – | d+0,3 | – | 0,5 |
| 0,6 | 1,5 | 1,0 | – | – | – | – | – | – | – | – | – | – | |||
| 0,7 | 1,8 | 1,2 | – | – | – | – | – | – | – | – | – | – | |||
| 0,75 | 1,9 | 1,3 | 4 | 3,2 | 3* | 1 | 0,5 | 1,6* | 0,5 | 0,3 | – | – | d+0,4 | – | 1,0 |
| 0,8 | 2,1 | 1,4 | – | – | – | – | – | – | – | – | – | – | |||
| 1 | 2,7 | 1,8 | 5 | 3,8 | 4 | 1 | 0,5 | 2 | 0,5 | 0,3 | 3,6 | 2,0 | d+0,5 | 2,0 | |
| 1,25 | 3,3 | 2,2 | 5 | 1,6 | 3 | 1 | 0,5 | 4,5 | 2,5 | 2,5 | 1,6 | ||||
| 1,5 | 4,0 | 2,7 | 6 | 4,5 | 6 | 1 | 5,4 | 3,0 | d+0,7 | ||||||
| 1,75 | 4,7 | 3,2 | 7 | 5,2 | 7 | 4 | 6,2 | 3,5 | 3,0 | ||||||
| 2 | 5,5 | 3,7 | 8 | 6 | 8 | 2 | 6,5 | d+1,0 | 2,0 | ||||||
| 2,5 | 7,0 | 4,7 | 10 | 7,5 | 10 | 3 | 5 | 1,6 | 8,9 | 5,0 | 4,0 | 2,5 | |||
| 3 | – | 5,7 | – | 9 | 6 | 1 | 11,4 | 6,5 | d+1,2 | ||||||
| 3,5 | – | 6,6 | – | 10,5 | 7 | 13,1 | 7,5 | 5,5 | |||||||
Продолжение таблицы 3
| Шаг резьбы | Сбег | Недорез | Проточка | Фаска с | |||||||||||
| l1max | l2max | тип I | тип II | d4 | при сопряжении с наружной резьбой с проточкой типа II | для всех других случаев | |||||||||
| нормальный | уменьшенный | нормальный | уменьшенный | нормальная | узкая | b | r | ||||||||
| b | r | r1 | b | r | r1 | ||||||||||
| 4 | – | 7,6 | – | 12,5 | 12 | 3 | 1 | 8 | 2 | 1 | 14,3 | 8,0 | d+1,5 | 5,5 | 3,0 |
| 4,5 | – | 8,5 | – | 14 | 14 | 10 | 3 | 16,6 | 9,5 | 7,0 | |||||
| 5 | – | 9,5 | – | 16 | 16 | 18,4 | 10,5 | d+1,8 | 4,0 | ||||||
| 5,5 | – | – | – | – | 12 | 18,7 | 8,0 | ||||||||
| 6 | – | – | – | – | 18,9 | d+2,0 | 8,5 | ||||||||
| Примечания: 1) * Ширина проточек b для диаметров d = 6 мм и более. 2) Недорез = сбег + недовод. Под недоводом резьбы понимается величина ненарезанной части детали между концом сбега и опорной поверхностью детали. 3) Допускается применять вместо проточек типа I при b2 симметричные проточки (без фаски) с радиусом закругления с обеих сторон, равным r. | |||||||||||||||
Таблица 4
studfiles.net
Выход и запасы резьбы, недорезы, фаски для метрических резьб (гост 10549-80), мм
| Шаг резьбы Р | Запас резьбы ℓ5 | Недорез ℓ4 | Запас резьбы а | Фаска z | |
| нормальный | короткий | ||||
| 1,00 | 3,0 | 6,0 | 4,0 | 2,0 | 1,0 |
| 1,25 | 3,5 | 8,0 | 4,0 | 2,5 | 1,6 |
| 1,50 | 4,0 | 9,0 | 4,0 | 3,0 | 1,6 |
| 1,75 | 5,0 | 11,0 | 5,0 | 3,5 | 1,6 |
| 2,00 | 5,5 | 11,0 | 5,0 | 4,0 | 2,0 |
| 2,5 | 7,0 | 12,0 | 6,0 | 5,0 | 2,5 |
| 3,00 | 8,5 | 15,0 | 7,0 | 6,0 | 2,5 |
| 3,50 | 10,0 | 17,0 | 8,0 | 7,0 | 2,5 |
Примечание.. Диаметрd1, отверстия под резьбу выбирается из табл. 14.
Таблица 14
Диаметры отверстий под нарезание метрической резьбы с крупным шагом (гост 19257-73)
| Номинальный диаметр резьбы d, мм | Шаг резьбы Р, мм | Номинальный диаметр d1отверстия под резьбу с полем допуска | |
| 5H; 6H; 7H | 6G; 7G | ||
| 6 | 1,00 | 4,95 | 5,00 |
| 8 | 1,25 | 6,70 | 6,75 |
| 10 | 1,50 | 8,43 | 8,50 |
| 12 | 1,75 | 10,20 | 10,25 |
| 14 | 2,00 | 11,90 | 11,95 |
| 16 | 2,00 | 13,90 | 13,95 |
| 18 | 2,50 | 15,35 | 15,40 |
| 20 | 2,50 | 17,35 | 17,40 |
| 22 | 2,50 | 19,35 | 19,40 |
| 24 | 3,00 | 20,85 | 20,90 |
| 27 | 3, 00 | 23,85 | 23,90 |
Отверстия сквозные под крепежные детали (гост 11284-75)
| Диаметры стержней крепежных деталей d, мм | Диаметры сквозных отверстий d2, мм | |
| 1-й ряд | 2-й ряд | |
| 6,0 | 6,4 | 6,6 |
| 8,0 | 8,4 | 9,0 |
| 10,0 | 10,5 | 11,0 |
| 12,0 | 13,0 | 14,0 |
| 14,0 | 15,0 | 16,0 |
| 16,0 | 17,0 | 18,0 |
| 18,0 | 19,0 | 20,0 |
| 20,0 | 21,0 | 22,0 |
| 22,0 | 23,0 | 24,0 |
| 24,0 | 25,0 | 26,0 |
Примечание. Сквозные отверстия по 1-му ряду применяют при точной сборке, по 2-му ряду – при грубой сборке.
Соединение деталей при помощи крепёжных винтов
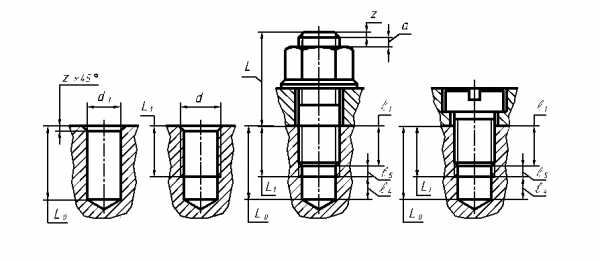
При помощи крепежных винтов можно скреплять две и более детали. Для этого в последней из них делается резьбовое отверстие, а в остальных – гладкие соосные отверстия диаметром, большим диаметра винта. Винт свободно проходит через гладкие отверстия скрепляемых деталей и ввинчивается в резьбовое отверстие последней из них (рис. 61, а, б). Глубина ℓ1ввинчивания винта зависит от материала детали и принимается равнойdдля стали, бронзы и латуни,1,25dдля ковкого и серого чугуна и2dдля легких сплавов (d– наружный диаметр резьбы винта).
В первой из скрепляемых деталей делают зенковку (углубление под головку винта). коническую – для винтов с полупотайной и потайной головками или цилиндрическую – для винтов с цилиндрической головкой (табл. 22).
Для подсчета длины винта необходимо составить сборочную размерную цепь (рис. 61, в, г). Полученный в результате подсчета размер округляют до ближайшего стандартного размера длины винта в соответствии с табл. 21. По этой же таблице определяют длину нарезанной части винта b. Составляя размерную цепь, необходимо обратить внимание на то, что у винтов с потайной и полупотайной головками потайная часть ее включается в длину винта (см. рис.61, а).
При вычерчивании соединения деталей при помощи винтов конструктивные размеры винтов берутся из соответствующих стандартов (табл. 16 – 20).
Диаметры d2отверстий в скрепляемых деталях для прохода винтов приведены в табл.15. Размеры зенковок под винты с полупотайной, потайной и цилиндрической головками даны в табл. 22. Фаски, запасы резьбы, выходы конца болтов и шпилек из гайки приведены в табл. 13.
Шлицы головок винтов на сборочных чертежах, на видах сверху (или слева), изображаются под углом 45к рамке чертежа в соответствии с ГОСТ 2.315-68.
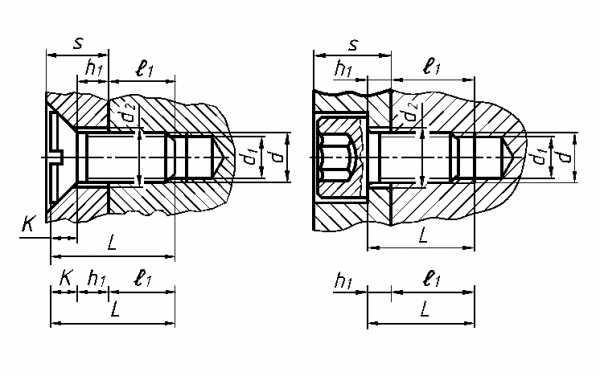
Рис. 61
Винтпредставляет собой цилиндрический стержень с головкой на одном конце и резьбой для ввинчивания в одну из соединяемых деталей на другом (табл. 16 – 20). Винты, применяемые для неподвижного соединения деталей, называются крепежными, для фиксирования относительного положения деталей – установочными. По способу завинчивания они разделяются на винты с головкой под отвертку и с головкой под ключ. Головки винтов бывают различной формы, которая устанавливается соответствующим стандартом.
Наибольшее применение имеют следующие типы крепежных винтов:
а) с потайной головкой, ГОСТ 17475-80; б) с полупотайной головкой, ГОСТ 17474-80;
в) с полукруглой головкой, ГОСТ 17473-80; г) с цилиндрической головкой, ГОСТ 1491-80;
д) с цилиндрической головкой и шестигранным углублением под ключ, ГОСТ 11738-75.
Таблица 16
studfiles.net
Сбег резьбы. Фаски. Проточки
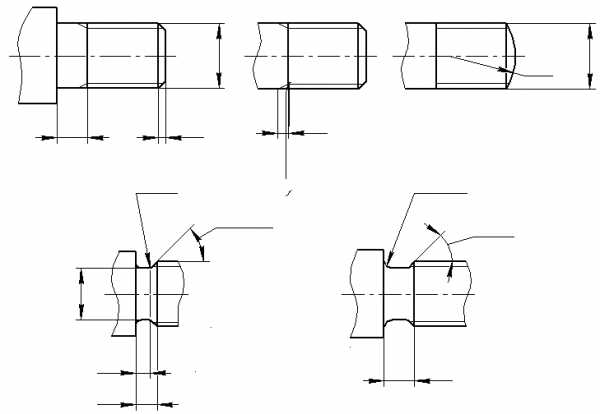
Сбег резьбы – это длина участка неполного профиля в зоне перехода от резьбы к гладкой части детали. Обычно его не изображают (рисунок 15.7)
.
Рисунок 15.7
Фаска – Скошенная часть поверхности детали у торца или в местах перехода, облегчающая её сборку с другими деталями (скошенная кромка стержня или отверстия).
На стержне меньший диаметр фаски меньше внутреннего диаметра резьбы.
В отверстии больший диаметр фаски больше наружного диаметра резьбы.
Линия резьбы должна пересекать линию фаски.
Фаски на стержне и в отверстии с резьбой на плоскости, перпендикулярной к оси стержня или отверстия, не изображают (рисунок 15.8 а и б).
Рисунок 15.8
 | Если фаска не под углом 45о , то обозначение фаски указывается величиной угла как приведено на рисунке 15.9 |
Рисунок 15.9
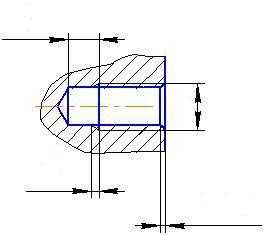
Наружные и внутренние проточки выполняются для выхода резьбонарезающего инструмента, чтобы резьба получалась полного профиля – без сбегов.
Размеры проточек наносят на выносных элементах в соответствии с ГОСТ 10549-80 в зависимости от шага резьбы
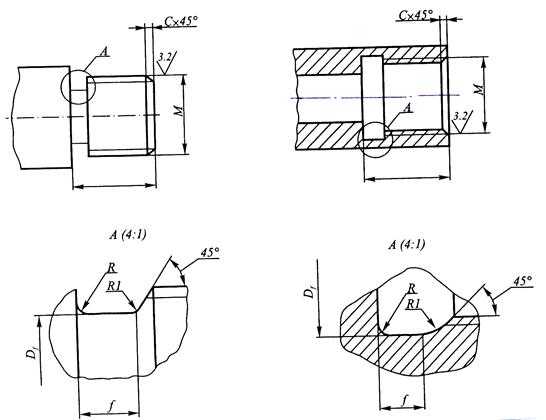
Рисунок 15.10
Вопросы для самоконтроля.
1. В чем состоит различие между понятиями «ход резьбы» и «шаг резьбы»?
2. Как отличить левую от правой ( на изображении и в натуре)?
3. Поясните эскизом правило: «Резьба стержня закрывает резьбу отверстия»?
4. В каких случаях указывают ход метрической резьбы?
5. Нарисуйте профиль резьбы, обозначаемой символом S?
6. В чем особенность трубной резьбы?
СТАНДАРТНЫЕ РЕЗЬБОВЫЕ КРЕПЕЖНЫЕ ДЕТАЛИ И ИХ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Для соединения деталей применяются стандартные крепежные резьбовые детали: болты, винты, шпильки, гайки.
Резьбовые крепежные детали изготовляются по соответствующим стандартам и имеют, как правило, метрическую резьбу с крупным шагом, реже с мелким.
Каждая крепежная деталь имеет условное обозначение, в котором отражаются: класс точности, форма, основные размеры, материалы и покрытие.
Болты
Болт состоит из двух частей: головки и стержня с резьбой.
Условное обозначение болта:Болт 2 М 16 × 1,5. 6g × 75. 68. 09 ГОСТ 7798-70-2 – исполнение; М 16 – тип и размер резьбы; 1,5 – величина мелкого шага резьбы; 6g – поле допуска; 75 – длина болта ι ; 68 – условная запись класса прочности, указывающего, что болт выполнен из стали с определенными механическими свойствами; 09 – цинковое покрытие; ГОСТ 7798-70 – стандарт, указывающий, что болт имеет шестигранную головку и выполнен с нормальной точностью.
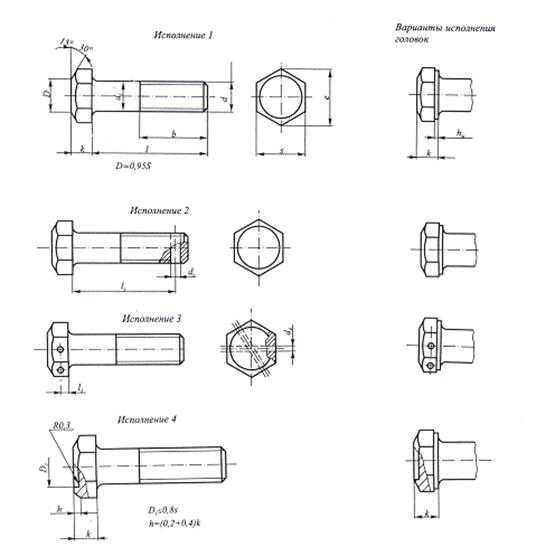
Рисунок 16.1
Гайки
Гайки навинчиваются на резьбовый конец болта, при этом соединяемые детали зажимаются между гайкой и головкой болта.
Условное обозначение гайки:Гайка М 24 -6Н. 6 ГОСТ 5915-70 – шестигранная гайка в исполнении 1 по ГОСТ 5915-70 с полем допуска 6Н, класса прочности 6, без покрытия. Чаще всего используют шестигранные гайки, конструкция и размеры которых определяются ГОСТом. Они разделяются на обычные (рисунок 16.2), прорезные (рисунок 16.3) и корончатые (рисунок 16.4).
Обычные гайки выпускаются в трех исполнениях и трех классов точности (А, В, С), нормальной высоты, низкие, высокие, очень высокие (рисунок 16.5), с нормальным или уменьшенным размером «под ключ».
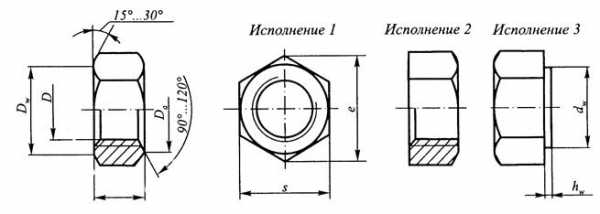
Рисунок 16.2
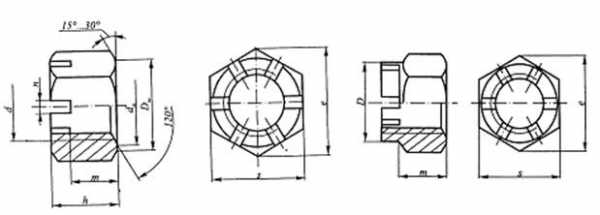
Рисунок 16.3 Рисунок 16.4
Рисунок 16.5
Винты
Винтом называется резьбовый стержень, на одном конце которого имеется головка (рисунок 16.6). Головки бывают разных форм: цилиндрические, полукруглые, с потайной головкой и др.
Винты бывают двух видов – крепежные и установочные. Установочные винты применяются для регулировки зазоров и фиксации деталей при сборке.
Условное обозначение винта:Винт А М 8 - 6 g × 50. 48 ГОСТ Р 50404-92 –
А – класс точности, М8 – диаметр резьбы, 6 g – поле допуска, 50 – длина, 48 – класс прочности.
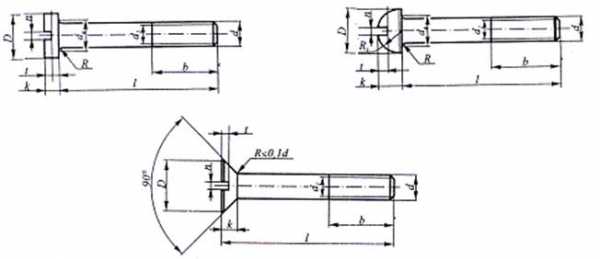
Рисунок 16.6
Шпильки
Шпилька применяется в тех случаях, когда у деталей нет места для размещения головки болта, или если одна из деталей имеет значительно большую толщину, тогда применять слишком длинный болт неэкономично (рисунок 16.7).
Шпилька представляет собой цилиндрический стержень, имеющий с обоих концов резьбу. Одним нарезанным концом шпилька ввинчивается в резьбовое отверстие, выполненное в одной из деталей. На второй конец с резьбой навинчивается гайка, соединяя детали.
Условное обозначение шпильки исполнения 1:М 24-6g×80.36 ГОСТ 22032-76 – М 24 - номинальный диаметр метрической резьбы с крупным шагом; 6g – поле допуска; 80 – длина шпильки l; 36 – класс прочности.
Рисунок 16.7
ℓ-длина шпильки, ℓ0-длина гаечного конца, ℓ1-длина завинчиваемого (посадочного) конца, с учетом сбега резьбы. Глубина завинчивания выбирается: ℓ1=d – в деталях из стали, бронзы, латуни, титана; ℓ1=1,25 и 1,6 – в деталях из ковкого и серого чугуна; ℓ1=2d и 2,5d – в деталях из легких сплавов.
Шайбы
Шайбой называют деталь, устанавливаемую под гайку или головку винта (болта). Она предназначена для передачи и распределения усилий на соединяемые детали и для предохранения от самоотвинчивания гайки.
Шайбы изготавливают круглые (рисунок 16.8), квадратные (рисунок 16.9), пружинные (рисунок 16.10), зубчатые (рисунок 16.11) и т.п.
Пример обозначения:
Шайба 10Т65Г ГОСТ 6402-70, где Т- шайба тяжелого типа, 65Г – марка стали, ГОСТ 6402-70 – шайба пружинная.
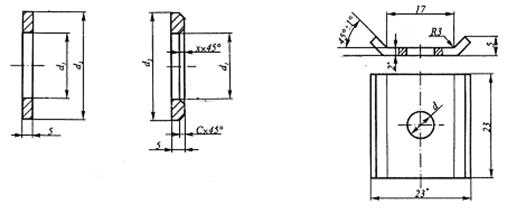
Рисунок 16.8 Рисунок 16.9
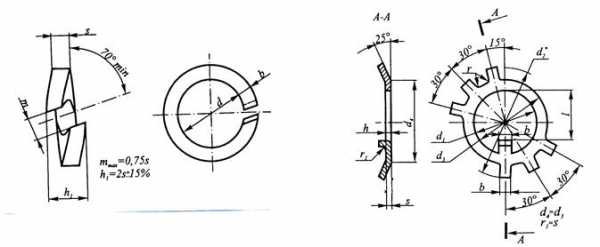
Рисунок 16.10 Рисунок 16.11
Шплинты
Шплинтом называют пруток или кусок проволоки, которые пропускают сквозь радиальное отверстие деталей для их взаимного фиксирования (рисунок 16.12).
Пример обозначения:
Шплинт 5 45.3.036 ГОСТ 397-79, где
5-условный диаметр шплинта, 45-длина, 3- условное обозначение материала, 036 - покрытие
Рисунок 16.12
Вопросы для самоконтроля.
1. Расшифруйте все составные элементы обозначение резьбового изделия: Винт 2М12×1,25 – 6g×50.109.40×019 ГОСТ 1491 - 80?
2. Чему равняется длина ввинчиваемого конца шпильки, предназначенного для соединения двух стальных деталей, алюминиевых деталей?
3. В чем разница между болтом и шпилькой?
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
infopedia.su
Резьбы метрические 400 — Выход, недорезы, проточки, сбеги и фаски
Оборудование, материаловедение, механика и ...
Статьи Чертежи Таблицы О сайте Реклама Резьбы метрические 400 — Выход, недорезы, проточки, сбеги и фаски 418—421 [c.995]Приложение 8. Выход резьбы. Сбеги, недорезы, проточки и фаски внешней метрической резьбы [c.362]
Выход резьбы, к элементам, характеризующим выход резьбы, относятся сбег резьбы при выходе инструмента или при наличии на нем заборной части, недорез (сбег резьбы плюс недовод инструмента) при выполнении резьбы в упор, проточки для выхода резьбообразующего инструмента и фаски. Размеры сбегов, недорезов, проточек и фасок для метрической резьбы приведены в табл. 28 и 29. [c.114]
Резьбы метрическая, одноходовая, трапецеидальная, трубная цилиндрическая, трубная коническая, коническая дюймовая с углом профиля 60 имеют технологические элементы, связанные с выходом резьбы, к которым относятся сбег, недорез, проточка и фаска. [c.197]Конструктивные и технологические элементы резьбы проточка, фаски, сбеги, недорезы. Проточка — кольцевой желобок на стержне или в отверстии — необходима для выхода резьбообразуюшего инструмента (рис. 13.20). Размеры проточек стандартизованы в ГОСТ 10549—80. Их значения для размеров резьб, обычно широко используемых в учебном процессе, приведены в табл. П5.1 для наружной метрической резьбы, в табл. П5.2 для трубной цилиндрической резьбы и в табл. П5.3 для внутренней метрической резьбы. Величину радиуса К закруглений принимают равной примерно половине шага резьбы. [c.209]
Смотреть страницы где упоминается термин Резьбы метрические 400 — Выход, недорезы, проточки, сбеги и фаски : [c.1131] Справочник металлиста Том 1 Изд.2 (1965) -- [ c.418 , c.421 ]408—410, 420 — Выход
408—410, 420 — Выход недорезы, проточки, сбеги
414, 420 — Выход, недорезы, проточки, сбеги фаски
Выход резьбы. Сбеги, недорезы, проточки и фаски Метрическая резьба (внутренняя) (табл
Выход резьбы. Сбеги, недорезы, проточки и фаски Метрическая резьба (наружная) (табл
Выход резьбы. Сбеги, проточки и фаски
Метрические резьбы-см. Резьбы метрические
Недорез
Недорезов
Проточки
Проточки для резьбы метрической
Проточки метрической
Проточки на выход резьбы
Резьба метрическая
Резьба метрическая 44, 45 — Недорез
Резьба недорез
Резьба проточка
Резьбы Выход
Резьбы Сбеги и недорезы
Резьбы метрические — Выход
Резьбы метрические — Выход сбеги, недорез, проточки
Резьбы метрические — Выход фаски
Сбег резьбы, фаски, проточки
Сбеги и проточки
Сбеги резьб
ФАСКИ РЕЗЬБ—ЦЕП
Фаски
Фаски для метрической резьбы
© 2016 Mash-xxl.info Реклама на сайте
mash-xxl.info
Сбег резьбы, фаски, проточки - Энциклопедия по машиностроению XXL
СБЕГ РЕЗЬБЫ, ФАСКИ, ПРОТОЧКИ [c.64]ГЛАВА 31 СБЕГ РЕЗЬБЫ, ФАСКИ, ПРОТОЧКИ [c.180]
Длиной резьбы называют длину участка детали, на котором образована резьба, включая сбег и фаску. Обычно на чертежах указывают только длину I резьбы с полным профилем (рис. 8.20, а). Если имеется проточка, наружная (см. рис. 8.16,г) или внутренняя (см. рис. 8.17), то ее ширину также включают в длину резьбы. [c.227]
Размеры сбегов, недорезов, а также форма и размеры проточек приведены в табл. 12.22 для наружной и в табл. 12.23 для внутренней метрической резьбы. Фаски для наружной метрической резьбы крепежных изделий — по ГОСТ 12414—66 (СТ СЭВ 215-75). [c.289]
Резьбы метрические 400 — Выход, недорезы, проточки, сбеги и фаски 418—421 [c.995]Крепеж, резьба метрическая, с полями допуска, сбег резьбы, проточки, фаски, трубная, цилиндрическая [c.209]
Выход резьбы, к элементам, характеризующим выход резьбы, относятся сбег резьбы при выходе инструмента или при наличии на нем заборной части, недорез (сбег резьбы плюс недовод инструмента) при выполнении резьбы в упор, проточки для выхода резьбообразующего инструмента и фаски. Размеры сбегов, недорезов, проточек и фасок для метрической резьбы приведены в табл. 28 и 29. [c.114]
Резьбы метрические внутренние — Недо-резы, проточки, сбеги и фаски ИЗ, 114 [c.437]
Конструктивное оформление концов резьбы (табл. 2.2 и 2.3) связано с технологическими требованиями. Для захода режущего инструмента на входных концах выполняют фаски с X 45° и с, X 45°. Для вывода режущего инструмента на выходных концах резьбы предусматривают проточки Ь и Ьх или участки с неполной резьбой — сбеги I и /1. [c.24]
Участок сбега резьбы не позволяет завернуть гайку на винт или винт в резьбовую деталь до конца резьбы, о необходимо учитывать при конструировании соединений. Минимально допустимый запас резьбы Ь и 1) указан в табл. 2.3. Кроме компенсации сбега резьбы запас резьбы предусматривает компенсацию неточностей размеров деталей. Если толщина прижимаемой детали меньше Ь (рис. б, табл. 2.3), под головку винта подкладывают шайбу или срезают некоторую часть резьбы на входе резьбового отверстия. В глухих резьбовых отверстиях (рис. в) без проточки необходимо иметь запас полной резьбы и запас глубины сверления Ьд, предусматривающий компенсацию сбега резьбы, неточности инструмента и пр. Минимальный выход конца винта из гайки (размер а на рнс. а) предусматривает компенсацию фаски винта и неточностей размеров соединяемых деталей. [c.24]
Примечания. 1. Для многозаходной трапецеидальной резьбы ширину проточки принимают равной ширине проточки однозаходной резьбы, шаг которой равен ходу многозаходной резьбы. Размеры остальных элементов следует принимать по табл. 7.2.34. 2. Нормальные проточки и недорезы должны иметь предпочтительное применение. Узкие проточки и уменьшенный недорез допускается применять в обоснованных случаях. 3. Допускается применять вместо проточек, указанных в табл. 7.2.31-7.2.34 при / 2 мм, симметричные проточки (без фаски) с радиусом закругления с обеих сторон, равным Н. 4. Предельные отклонения размеров проточек df и.f назначаются исходя из конструктивных требований к изготовляемым деталям. 5. Допускается применять размеры сбегов, недорезов и проточек по табл. 7.2.35. [c.1022]
Различные фаски облегчают процесс сборки, позволяют быстрее свинчивать детали, повышая их эксплуатационные качества. Сбеги обусловлены конструкцией режущего инструмента. Внутренние и внешние проточки необходимы при нарезании резьбы на станке режущим инструментом (резцом или метчиком). [c.36]
Различные фаски облегчают процесс сборки, позволяют быстрее свинчивать детали, повышая их эксплуатационные качества. Сбеги обусловлены конструкцией режущего инструмента. При этом длину резьбы на чертеже всегда указывают без сбега, но вместе с фасками. Внутренние и внешние проточки необходимы при нарезании резьбы на станке режущим инструментом (резцом или метчиком). [c.30]
Приложение 8. Выход резьбы. Сбеги, недорезы, проточки и фаски внешней метрической резьбы [c.362]
СТ СЭВ 214—75). Выход резьбы. Сбеги, недорезы, проточки, фаски. [c.207]
Сбеги, недорезы, проточки и фаски для метрической резьбы (по ГОСТ 10549—63 ) [c.91]
Размеры фасок, выполняемых на резьбовых концах болта и шпильки, взять из СТ СЭВ 215—75 или, при отсутствии такового, из ГОСТ 10549—63 Выход резьбы, сбеги, недорезы, проточки и фаски . [c.62]
Диаметры стержней под накатывание и нарезание резьб, диаметры отверстий под нарезание резьб, а также выход резьбы (сбеги, недорезы, проточки и фаски) стандартизованы. Кроме того, стандартизованы метки (в виде прорезей) на деталях с левой резьбой. [c.32]
СБЕГИ, ПРОТОЧКИ И ФАСКИ ДЛЯ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ (по ГОСТ 8234—56) [c.77]
Выход резьбы. Сбеги, недорезы, проточки и фаски [c.143]
Выход резьбы, сбега, недорезы, проточки и фаски (табл. 113—115) [c.328]
Выход резьбы. Сбеги, недорезы, проточки и фаски (по ГОСТу 10549-63) Резьба трубная цилиндрическая [c.422]
Выход резьбы, сбеги, недорезы, проточки и фаски (по ГОСТу 10549—63) [c.425]
Выход резьбы, сбеги, недорезы, проточки и фаска (по ГОСТу 10549—63) Резьба трапецеидальная [c.426]
П1-21. Сбеги, недорезы, проточки и фаски для наружной метрической резьбы (по ГОСТ 10549—63), мм [c.113]
Участок неполного профиля, получаемый по технологическим причинам в зоне перехода резьбы изделия к ненарезанной части, называется сбегом резьбы. Иногда с целью получения полного профиля резьбы на всем нарезанном участке сбег резьбы заменяют проточкой для выхода нарезающего инструмента. Сбег, проточка фаски и другие элементы выхода резьбы регламентированы ГОСТом 10549—63 . [c.114]
Выход резьбы, недорезы, сбеги, проточки, и фаски (гост 105U9-63) [c.35]
Резьбы метрическая, одноходовая, трапецеидальная, трубная цилиндрическая, трубная коническая, коническая дюймовая с углом профиля 60 имеют технологические элементы, связанные с выходом резьбы, к которым относятся сбег, недорез, проточка и фаска. [c.197]
Конструктивные и технологические элементы резьбы проточка, фаски, сбеги, недорезы. Проточка — кольцевой желобок на стержне или в отверстии — необходима для выхода резьбообразуюшего инструмента (рис. 13.20). Размеры проточек стандартизованы в ГОСТ 10549—80. Их значения для размеров резьб, обычно широко используемых в учебном процессе, приведены в табл. П5.1 для наружной метрической резьбы, в табл. П5.2 для трубной цилиндрической резьбы и в табл. П5.3 для внутренней метрической резьбы. Величину радиуса К закруглений принимают равной примерно половине шага резьбы. [c.209]
Выход резьбы (сбеги, недарезы, проточки и фаски) [c.289]
ГОСТ 10549 — 80 (СТ СЭВ 214 — 75). Выход резьбы Сбеги, Е1едорезы, проточки и фаски. [c.462]
Выход резьбы, сбеги, недореэы, проточки и фаски (по ГОСТу 10549-63) Резьба метрическая Для наружной резьбы [c.418]
Выход резьбы, сбеги, недорезы, проточки и фаски (по ГОСТу Юэ49—63) Резьба трубная коническая (по ГОСТу 6211—52) [c.424]
Выходы резьбы, сбеги, допускаемые величины недорезон резьбы, проточки и фаски па элементах деталей, имеющих наружную или внутреннюю резьбу, выполняют но ГОСТу 10549—йЗ . [c.253]
Сбеги, иедорезы, проточки и фаски для наружной трубной цилиндрической резьбы (по ГОСТ 10549—63) [c.115]
mash-xxl.info