Большая Энциклопедия Нефти и Газа. Фланговый шов это
Длина - фланговые шв - Большая Энциклопедия Нефти и Газа, статья, страница 2
Длина - фланговые шв
Cтраница 2
При сварке несимметричного профиля фланговым швом длины фланговых швов должны быть обратно пропорциональны расстояниям от них до центра тяжести прикрепляемого уголка. [16]
При значительном возрастании ширины листа сравнительно с длиной фланговых швов коэффициент концентрации сильно растет. [18]
Максимальную длину лобового и косого швов не ограничивают; длину фланговых швов следует принимать не более 60 К, где К - катет шва во избежание значительной неравномерности распределения нагрузки по длине шва. Минимальная длина швов не менее 30 мм, так как иначе неизбежные дефекты ( непровар в начале шва и образование кратера в конце шва) будут значительно снижать его прочность. Учитывая дефекты, короткие швы следует увеличить по длине на 5 - 10 мм против расчетной величины. Величина перекрытия соединяемых элементов в нахлесточных соединениях не должна быть меньше четырехкратной толщины материала. [19]
Учитывая дефекты шва ( непровар в начале и кратер в конце), увеличиваем длину фланговых швов и принимаем 270 мм, / 2117 мм. [20]
Приведенные цифры показывают, что при значительном увеличении ширины 2а листа, по сравнению с длиной фланговых швов /, коэффициент концентрации нормальных напряжений в листе резко увеличивается. [21]
Этим объясняется то обстоятельство, что величина разрушающей нагрузки при статических испытаниях возрастает в линейной зависимости от длины фланговых швов. Это указывает на то, что предел прочности от длины фланговых швов не зависит. [22]
Длина свариваемых закладных деталей определяется расчетом в зависимости от того, воспринимает ли стык расчетные усилия или является конструктивным; при этом длина фланговых швов с каждой стороны стержня ( при сварке круглых стержней с листовым или сортовым прокатом) должна составлять 4 - 5 диаметров стержня. [23]
Минимальная длина углового шва не должна быть менее 30 мм, так как при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность. Длина фланговых швов не должна превышать 50 - 60 величин катета шва. Максимальная длина лобового и косого швов не ограничивается. [25]
Максимальная длина лобового и косого швов не ограничивается. Длину Фланговых швов следует принимать не более ( 50 - f - 60) k, где k - катет шва. Минимальная длина валикового шва - 30 мм -, при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность. [26]
Максимальную длину лобовых швов не ограничивают. Длину фланговых швов рекомендуется выбирать не более ( 50 - i - 60) k, где k - катет треугольника поперечного сечения шва; длина угловых швов - не менее 40 мм, так как по концам швов неизбежны дефекты. [28]
Максимальную длину лобовых швов не ограничивают. Длину фланговых швов рекомендуется выбирать не более ( 50 - ь60) &, где k - катет треугольника поперечного сечения шва; длина угловых швов - не менее 40 мм, так как по концам швов неизбежны дефекты. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Длина - фланговые шв - Большая Энциклопедия Нефти и Газа, статья, страница 3
Длина - фланговые шв
Cтраница 3
Максимальная длина лобового и косого швов не ограничивается. Длину фланговых швов следует принимать не более ( 50ч - 60) &, где k - длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность. [31]
Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более бОА, где К - длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность. Минимальный катет углового шва A1 jn принимают равным 3 мм, если толщина металла 5 3 мм. [33]
Максимальную длину лобовых и косых швов не ограничивают. Длину фланговых швов рекомендуют выбирать не более ( 50 - 60) k, где k - катет треугольника поперечного сечения шва. Из-за неизбежных по концам швов дефектов, влияющих на их прочность, длину угловых швов выбирают не менее 30 мм. [34]
Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 6 ( Ж, где К - длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность. [36]
Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более QOK, где К - длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность. Минимальный катет углового шва fmjn принимают равным 3 мм, если толщина металла 5 3 мм. [38]
Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 6QK, где К - длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность. [40]
Лобовые швы испытывают сложные напряжения, характеризуются высокой жесткостью и значительной концентрацией напряжений. По длине фланговых швов напряжения распределяются неравномерно. [41]
Неравномерность распределения напряжений возрастает с увеличением длины шва и разности жесткостей деталей. В практике длину фланговых швов ограничивают условием / 50Д, но минимальная длина - 30 мм. При меньшей длине дефекты в начале и в конце шва значительно снижают его прочность. [43]
Этим объясняется то обстоятельство, что величина разрушающей нагрузки при статических испытаниях возрастает в линейной зависимости от длины фланговых швов. Это указывает на то, что предел прочности от длины фланговых швов не зависит. [44]
Такое соединение наименее целессобразно из-за большой неравномерности распределения напряжения по длине фланговых швов 2 и большой концентрации их при переходе от валика лобового шва 1 к основному металлу. Хотя характер на-гружения фланговых и лобовых швов в действительности различен, принято вести расчет напряжений для них по одним и тем же формулам. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
фланговый шов — с французского на русский
f
1. сварка, сваривание 2. сварное соединение; сварной шов 3. пайка, паяние 4. припой □ jointer par {{tilde}}soudure{{/tilde}} 1) сваривать 2) припаивать; mater une {{tilde}}soudure{{/tilde}} подчеканивать сварное соединение; зачищать припой; sans {{tilde}}soudure{{/tilde}} бесшовный; surcharger la {{tilde}}soudure{{/tilde}} усиливать сварной шов (см. также {{ref}}soudage{{/ref}})
{{tilde}}soudure{{/tilde}} accessible — место, удобное для сварки
{{tilde}}soudure{{/tilde}} d'angle — 1. угловое сварное соединение; угловой сварной шов 2. угловая сварка
{{tilde}}soudure{{/tilde}} d'angle continue — сплошной угловой сварной шов
{{tilde}}soudure{{/tilde}} d'angle discontinue — прерывистый угловой сварной шов
{{tilde}}soudure{{/tilde}} d'angle extérieur — угловое сварное соединение с наружным швом
{{tilde}}soudure{{/tilde}} d'angle intérieur — угловое сварное соединение с внутренним швом
{{tilde}}soudure{{/tilde}} d'angle renforcée — угловое сварное соединение с усиленным швом
{{tilde}}soudure{{/tilde}} à l'argent — 1. пайка на серебре 2. серебряный припой
{{tilde}}soudure{{/tilde}} bord à bord — стыковое сварное соединение; стыковой сварной шов
{{tilde}}soudure{{/tilde}} en bouchon — пробочное сварное соединение, соединение электрозаклёпками
{{tilde}}soudure{{/tilde}} bout à bout — стыковое сварное соединение; стыковой сварной шов
{{tilde}}soudure{{/tilde}} bout à bout sur carrés — сварка встык квадратного профиля
{{tilde}}soudure{{/tilde}} bout à bout sur ronds — сварка встык круглого профиля
{{tilde}}soudure{{/tilde}} bout à bout sur tôles — сварка листов встык
{{tilde}}soudure{{/tilde}} d'un bout de pièce — приварка
{{tilde}}soudure{{/tilde}} en boutonnière — см. {{ref}}soudure à entaille{{/ref}}
{{tilde}}soudure{{/tilde}} avec caniveaux — сварное соединение со скошенными кромками
{{tilde}}soudure{{/tilde}} au chalumeau — пайка, паяние
{{tilde}}soudure{{/tilde}} chaude — горячая пайка
{{tilde}}soudure{{/tilde}} chimico-mécanique — химико-механическая сварка
{{tilde}}soudure{{/tilde}} circulaire — круговой сварной шов
{{tilde}}soudure{{/tilde}} à clin — сварное соединение внахлёстку
{{tilde}}soudure{{/tilde}} concave — вогнутый сварной шов
{{tilde}}soudure{{/tilde}} en congé — угловое сварное соединение с внутренним швом; галтельный сварной шов
{{tilde}}soudure{{/tilde}} continue — сплошной сварной шов
{{tilde}}soudure{{/tilde}} continue bout à bout — сплошной стыковой шов
{{tilde}}soudure{{/tilde}} convexe — выпуклый сварной шов
{{tilde}}soudure{{/tilde}} à cordon — валиковый сварной шов
{{tilde}}soudure{{/tilde}} en corniche — угловое сварное соединение
{{tilde}}soudure{{/tilde}} sans défauts — сварной шов без дефектов
{{tilde}}soudure{{/tilde}} de deux côtés — двусторонний сварной шов
{{tilde}}soudure{{/tilde}} directe — сварка без присадочного металла
{{tilde}}soudure{{/tilde}} discontinue — прерывистый сварной шов
{{tilde}}soudure{{/tilde}} électrique — электросварка
{{tilde}}soudure{{/tilde}} électrique à l'arc au crayon de charbon — дуговая сварка угольным электродом
{{tilde}}soudure{{/tilde}} à entaille — прорезное сварное соединение; прорезной сварной шов
{{tilde}}soudure{{/tilde}} entrecoupée — прерывистый сварной шов
{{tilde}}soudure{{/tilde}} à Pétain — оловянисто-свинцовый припой
{{tilde}}soudure{{/tilde}} d'étain — пайка оловом
{{tilde}}soudure{{/tilde}} étanche — плотный сварной шов
{{tilde}}soudure{{/tilde}} extérieure — наружный сварной шов
{{tilde}}soudure{{/tilde}} faible — ослабленный сварной шов
{{tilde}}soudure{{/tilde}} à la flamme — газовая сварка
{{tilde}}soudure{{/tilde}} forte — твёрдый припой
{{tilde}}soudure{{/tilde}} frontale — стыковой сварной шов
{{tilde}}soudure{{/tilde}} frontale associée à soudure oblique — стыковой сварной шов со скосом кромок
{{tilde}}soudure{{/tilde}} au gaz sans flamme auxiliaire — газовая сварка без дополнительного подогрева
{{tilde}}soudure{{/tilde}} au gaz avec flamme auxiliaire réductrice — газовая сварка с восстановительным нагревом
{{tilde}}soudure{{/tilde}} grasse — припой на основе олова
{{tilde}}soudure{{/tilde}} horizontale — 1. горизонтальный сварной шов 2. горизонтальная сварка
{{tilde}}soudure{{/tilde}} horizontale à droite — правая горизонтальная сварка
{{tilde}}soudure{{/tilde}} horizontale à gauche — левая горизонтальная сварка
{{tilde}}soudure{{/tilde}} inclinée — косой сварной шов
{{tilde}}soudure{{/tilde}} indirecte — 1. сварка с присадочным металлом 2. паяние
{{tilde}}soudure{{/tilde}} inférieure — нижний сварной шов
{{tilde}}soudure{{/tilde}} intérieure — внутренний сварной шов
{{tilde}}soudure{{/tilde}} au joint continu — шовная сварка
{{tilde}}soudure{{/tilde}} à K — К-образный сварной шов
{{tilde}}soudure{{/tilde}} latérale — фланговый сварной шов
{{tilde}}soudure{{/tilde}} longitudinale — продольный сварной шов
{{tilde}}soudure{{/tilde}} maigre — припой на основе свинца
{{tilde}}soudure{{/tilde}} martelée — подчеканенный сварной шов
{{tilde}}soudure{{/tilde}} en montante — 1. вертикальный сварной шов 2. вертикальная сварка снизу вверх
{{tilde}}soudure{{/tilde}} normale — нормальный сварной шов
{{tilde}}soudure{{/tilde}} O.A. — кислородно-ацетиленовая сварка
{{tilde}}soudure{{/tilde}} oblique — косой сварной шов
{{tilde}}soudure{{/tilde}} par percussion électromagnétique — ударная электромагнитная сварка
{{tilde}}soudure{{/tilde}} par percussion électrostatique — ударная конденсаторная сварка
{{tilde}}soudure{{/tilde}} peu résistante — малопрочный сварной шов
{{tilde}}soudure{{/tilde}} au plafond — 1. потолочный сварной шов 2. потолочная сварка
{{tilde}}soudure{{/tilde}} à plat — нижний сварной шов
{{tilde}}soudure{{/tilde}} à plat bord à bord — стыковое сварное соединение с нижним швом
{{tilde}}soudure{{/tilde}} de plomb et d'étain — оловянно-свиндовый припой
{{tilde}}soudure{{/tilde}} des plombiers — оловянно-свиниовый припой
{{tilde}}soudure{{/tilde}} à raboutement simple — стыковое сварное соединение; стыковой сварной шов
{{tilde}}soudure{{/tilde}} pan refoulement — сварка осаживанием
{{tilde}}soudure{{/tilde}} sèche — холодная пайка
{{tilde}}soudure{{/tilde}} d'un seul côté — односторонний сварной шов
{{tilde}}soudure{{/tilde}} surélevée — 1. потолочный сварной шов 2. потолочная сварка
{{tilde}}soudure{{/tilde}} symétrique — симметричное сварное соединение; симметричный сварной шов
{{tilde}}soudure{{/tilde}} en T — тавровое сварное соединение
{{tilde}}soudure{{/tilde}} tendre — мягкий припой
{{tilde}}soudure{{/tilde}} de thermocouple — спай термопары
{{tilde}}soudure{{/tilde}} au tiers — третник
{{tilde}}soudure{{/tilde}} transversale — поперечный сварной шов
{{tilde}}soudure{{/tilde}} à U — U-образный сварной шов
{{tilde}}soudure{{/tilde}} uniiforme — 1. однородный сварной шов 2. равномерная сварка
{{tilde}}soudure{{/tilde}} verticale — 1. вертикальный сварной шов 2. вертикальная сварка
{{tilde}}soudure{{/tilde}} verticale descendante — вертикальная сварка сверху вниз
{{tilde}}soudure{{/tilde}} verticale montante — вертикальная сварка снизу вверх
{{tilde}}soudure{{/tilde}} à X — Х-образный сварной шов
translate.academic.ru
Шов фланговый - Энциклопедия по машиностроению XXL
Сварные швы классифицируются по количеству наплавленных валиков — однослойные и многослойные (рис. 38, а) по расположению в пространстве — пиление, горизонтальные, вертикальные и потолочные (рис. 38, б) по отношению к действующим усилиям на шов — фланговые, лобовые (торцовые) (рис. 38, е) по направлению — прямолинейные, круговые вертикальные и горизонтальные (рис. 38, г). [c.113]Лобовой шов расположен перпендикулярно, а фланговый — параллельно линии действия нагружающей силы. Обычно применяют комбинированное соединение фланговыми и лобовыми швами. Рассмотрим вначале соединения [c.58]
Равнобокий прокатный угольник приварен к фасонке двумя фланговыми швами одинаковой длины (рис. 17.7) напряжения в более нагруженном шве равны допускаемым. Насколько примерно (в процентах) недогружен второй шов [c.281]Фланговый шов имеет катет k = Ъ мм и длину I = = 300 мм. Рационально ли такое соотношение размеров [c.281]
Комбинированные сварные швы (рис. 2.10) применяются в том случае, если простой угловой шов (лобовой, фланговый, косой) не обеспечивает необходимой прочности сварного соединения. [c.28]
В конструкции с присоединением швеллера в шип (вид 35) сварные швы разгружены от изгиба силой Р изгибающий момент воспринимают фланговые швы и поперечный шов I, работающие на срез. На виде 36 изображено соединение, усиленное косынкой. [c.179]
В зависимости от расположения по отношению к направлению нагрузки сварные швы делят на лобовые — шов перпендикулярен к направлению нагрузки (см. рис. 244, а) фланговые — шов параллелен направлению нагрузки (рис. 247, а) косые (рис. 247, б) и комбинированные (рис. 247, в). [c.387]
Значительно хуже работают при переменных нагрузках соединения с нормальными угловыми швами. Однако прочность лобовых швов можно существенно увеличить. Выполнив шов с отношением катетов 1 3 и придав ему механической обработкой плавную форму, можно свести эффективный коэффициент концентрации напряжений до 1,5 и менее. Прочность фланговых швов из-за свойственной им большой концентрации напряжений не удается существенно поднять, и поэтому такие швы при переменных нагрузках применять нецелесообразно. [c.66]
Хотя при сварке присадочный материал часто берется одинаковым с материалом свариваемых деталей, наплавленный материал уменьшает прочность места сварки и может иметь дефекты непровары, раковины и т. п., делается более твердым и хрупким по сравнению с основным материалом, поэтому слабым местом соединения является сварной шов. Основными случаями расчета на прочность сварных швов являются швы встык, лобовые и фланговые. [c.115]
Фланговый (боковой) шов разрушается при растяжении или сжатии также вследствие среза. Площадь плоскости среза подсчитывается так же, как и у лобового шва. Максимальная длина нахлестки принимается [c.455]
Комбинированный шов (рис. 27.4, б) представляет собой сочетание лобового и флангового швов. Величину нахлестки в таких швах рекомендуется принимать а = б- 3б при одностороннем шве и G = 36- 56 при двустороннем шве. При соединении уголков с косынками длины фланговых швов принимают обратно пропорциональными расстояниям до центра тяжести уголка. [c.455]
Лобовой шов расположен перпендикулярно, а фланговый — параллельно линии действия нагружающей силы. Обычно применяют ком- [c.71]
По положению относительно действующего усилия Р швы могут быть лобовыми, косыми и фланговыми. Эти определения относятся к угловым швам нахлесточных соединений (рис. 18.2). Лобовой шов расположен перпендикулярно усилию, фланговый — параллельно, а косой — под углом. [c.373]
Угловой шов, параллельный направлению усилия, называется фланговым. Швы, перпендикулярные к действующему усилию, называются лобовыми, и когда швы идут под углом к направлению силы - называются косыми. [c.169]
По данным предыдущей задачи определить необходимую расчетную длину фланговых швов при условии, что полка уголка будет приварена с торца дополнительным лобовым швом. Принято условно считать, что лобовой шов работает на сдвиг равномерно по длине Ь. [c.82]
Швы нахлесточных соединений получили название угловых или БЕЛИКОВЫХ, В зависимости от ориентации нахлесточного шва по отношению к действующей силе различают швы лобовые — шов перпендикулярен к направлению действующей силы (см. рис. 2.4) и швы фланговые — шрв параллелен направлению действующей силы (см. рис. 2,5 и 2.8). Размер катета валикового шва К. чаще всего принимают равным толщине привариваемой детали s (см. рис. 2.4, в) обычно швов с /С 20 мм. [c.12]
Сварные соединения бывают различных видов стыковые а (рис. 2.15), если свариваемые детали лежат в одной плоскости, угловые б и тавровые в, если соединяемые элементы расположены под углом. Сварные соединения внахлестку также подразделяются на лобовые е, если шов расположен нормально к направлению внешней силы, фланговые д, когда направление шва параллельно внешней силе, комбинированные е, состоящие из лобовых и фланговых швов, а также косые ж, когда угол между направлениями силы и сварочного шва не равен О и 90°. [c.170]
В зависимости от направления действующего на шов усилия различают швы фланговые, лобовые и косые (рис. 60). [c.110]
Р — сила, действующая на шов / — длина шва. Угловые лобовые (рис. И) и фланговые шзы (рис. 12) рассчитываются на срез по формуле [c.40]
Шов валиком (лобовой или фланговый) [c.962]
Косой шов (рис. 3.11) обычно применяют в сочетании с фланговыми. Условие прочности косого шва имеет вид [c.75]
Можно ли применить лобовой или фланговый шов для получения соединения внахлестку А для соединений с накладками [c.427]
Как называется сварной шов, Угловой фланговый 12 [c.428]
Фланговый шов с крутым скосом кромок [c.447]
Швы следует располагать так, чтобы они были нагружены возможно равномернее и не создавали смещения нагрузки. Поэтому приварку симметричных элементов нужно производить симметрично расположенными швами. Если элемент приварить односторонним фланговым швом, то и шов и приваренный элемент будут нагружены дополнительным моментом. [c.75]
Расчет сварных нахлесточных соединений. Так как нахлесточ-ные соединения выполняются угловым швом (лобовым, фланговым, комбинированным), их расчет унифицирован и производится по условным касательным напряжениям. При действии на шов силы F из условия прочности среза по формуле (1.4) (рис. 2.9) [c.27]
Во фланговых njBax наблюдается концентрация напряжения подлине шва. Равномерная эпюра напряжений по длине имела бы место, если бы шов был yiJie T-венно податливее, чем соединяемые элементы, чего нет в действительности. Природа концентрации напряжений по длине н]ва аналогична таковой по ниткам резьбы (см. 7.9. [c.61]
В зависимости от расположения относительно направления внешней силы угловые швы бываюг лобовые, фланговые и комбинированные (рис. 3.2), Лобовой шов а) расположен перпендикулярно, а фланговый (б) — параллельно линии действия силы F. Комоииировштый шов (в) состоит из лобовых и фланговых . [c.49]
Длина фланговых швов, прикрепляющих элемент, L0 = L — Ljtgg. Фланговый шов со стороны обушка уголка должен быть равен 0,7L( [c.883]
ОСНОВНОЙ металл (рис. 9.16, а) 2 — стыковой шов (рис. 9.16, б) 3 — тавровое соединение с разделкой кромок (рис. 9.16, б) 4 — тавровое соединение без разделки кромок (рис. 9.16, г) 5 — нахлесточное соединение лобовым швом (рис. 9.16, б) 6 — на-хлесточное соединение фланговым швом (рис. 9.16, е) [c.185]
Наименьшие размеры катетов угловых швов должны назначаться менее указанных в табл. 111,1.1. Наибольшие размеры катетов угловых швов не должны быть более 1,26, где б — най меньшая толщина соединяемых элементов. Наименьшая удлйна углового (лобового или флангового) шва должна быть не менее 60 мм и не менее шестикратного размера катета шва. Наибольшая расчетная длина флангового шва в соединениях, работающих на осевое усилие, не должна быть более 50 катетов шва. Если же сила, передающаяся фланговому шву, возникает на всем его протяжении, как в поясных швах балок, то длина шва не ограничивается, Соотношения размеров катетов угловых швов следует принимать для фланговых швов 1 1, а для лобовых швов — 1 1,5 при этом больший катет должен быть направлен вдоль усилия, воспринимаемого лобовым швом, а шов — выполняться с плавным переходом к основному металлу. [c.351]
Угловые швы по расположению относительно силы, действуюш,ей на шов, различают лобовьш-, расположенные перпендикулярно направлению силы (рис. 30, а) фланговые, расположенные параллельно направлению силы (рис. 30, б) косые, расположенные под углом к направлению силы (рис. 30, в) комбинированные, состояш,ие из двух (рис. 30, г) или всех трех вышеуказанных швов. [c.69]
Пример. Рассчитать сварной фланговый шов (см. рис. 28) для соединения с несушей колонной полосы изСт2 толшинсй 0=25 мм, шириной 6=220 мы, испытывающий изгибающий момент М= = 250000 кГ-см, если сварка будет производиться электродами Э42, Определить прочность полосы и необходимую длину флангового шва I. [c.61]
Лобовой шов выполняли обратноступенчатым способом одновременно два, а фланговый — три сварщика. Направление сварки — от середины к концам соединения. [c.73]
Во фланговых швах наблюдается концентрация напряжения по длине шва. Равномерная эпюра напряжений по длине имела бы место, если бы шов был существенно податливее, чем соединяемые элементы, чего нет в действительности. Природа концентрации напрян ений по длине шва аналогична таковой но виткал резьбы. [c.75]
mash-xxl.info
Швы сварных соединений - Сварка металлов
Швы сварных соединенийКатегория:
Сварка металлов
Швы сварных соединенийСварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.
Сварные швы по виду соединения и форме поперечного сечения подразделяются на стыковые и угловые. Стыковые швы применяют для выполнения стыковых и, значительно реже, угловых и тавровых соединений. Угловые швы применяют в угловых, тавровых и нахлесточных соединениях.
Стыковой шов характеризуется шириной шва (е) и глубиной проплавления (ft). Характеристиками углового шва служат ширина шва (е), толщина шва (а) и катет шва (К).
Глубина проплавления стыкового шва (ft) — наибольшая глубина расплавления основного металла в сечении шва.
Толщина углового шва (а)—наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Катет углового шва (К) — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. При симметричном угловом шве за расчетный катет принимается любой из равных катетов, при несимметричном шве — меньший.
Выпуклость сварного шва (g)—выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линий границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Рис. 1. Сварные швы стыковой и угловой: е — ширина шва; h — глубина проплавления; g — выпуклость (усиление) шва; а — толщина шва; с — катет шва
Швы сварных соединений можно классифицировать по различным признакам.
По форме наружной поверхности. Сварные швы могут быть выпуклыми, плоскими, вогнутыми. Стыковые швы выполняются выпуклыми (с усилением) и плоскими. Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Угловые швы выполняются выпуклыми, плоскими, вогнутыми. Вогнутость (А) угловых швов при сварке во всех пространственных положениях допускается не более 3 мм.
Выпуклость (усиление) сварных швов допускается не более 2 мм при сварке в нижнем положении и не более 3 мм при сварке в остальных положениях. Допускается увеличение усиления сварных швов, выполненных в вертикальном, горизонтальном и потолочном положениях на 1 мм при толщине основного металла до 26 мм и на 2 мм при толщине основного металла свыше 26 мм.
Сварные соединения с выпуклыми (стыковыми и угловыми) швами лучше работают на статическую нагрузку. Но швы с чрезмерным усилением нежелательны по двум причинам: а) повышенный расход электродов и электрической энергии; б) концентрация напряжений в точках пересечения поверхности шва с основным металлом.
Сварные соединения с плоскими (стыковыми и угловыми) и вогнутыми (угловыми) швами лучше работают на переменную и динамическую нагрузку.
По положению сварки. В соответствии с ГОСТ 11969—79 (СТ СЭВ 2856—81) («Сварка плавлением. Основные положения и их обозначения») сварные швы классифицируются в зависимости от положений сварки. Положение сварки определяется углом наклона продольной оси шва (а) и углом поворота поперечной оси шва ((3) относительно их нулевых положений.
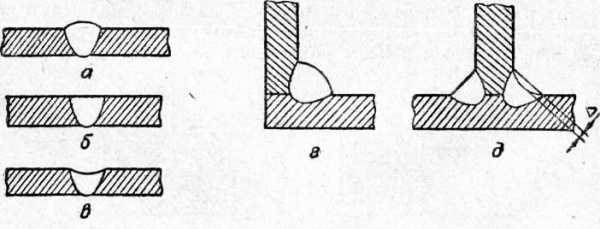
Рис. 2. Классификация швов по форме наружной поверхности: а — стыковой выпуклый; б — стыковой плоский; в — стыковой вогнутый; г — угловой выпуклый; д — угловые плоский и вогнутый
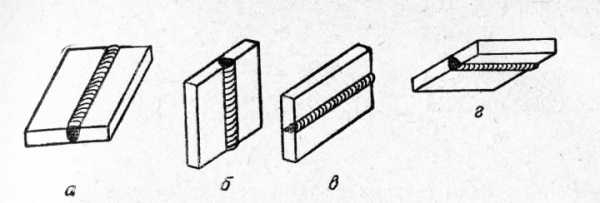
Рис. 3. Положение швов в пространстве: а — нижнее; б — вертикальное; в — горизонтальное; г — потолочное
Установлены следующие положения сварки и их обозначения: нижнее — Н, в лодочку — Л, горизонтальное — Г, полугоризонтальное — Пг; вертикальное — В, полувертикальное — Пв; потолочное — IT, полупотолочное — Пп.
Сварка в нижнем положении наиболее удобна, легко осваивается. В заводских условиях с помощью различных приспособлений удается почти полностью сваривать конструкции в нижнем положении. Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
По протяженности. Различают сварные швы непрерывные и прерывистые. Непрерывный шов — сварной шов без промежутков по длине. Непрерывные швы по длине условно делят на короткие (до 300 мм), средние (до 1000 мм) и длинные (свыше 1000 мм).
Прерывистый шов — сварной шов с промежутками по длине. Расстояние от начала одного участка шва до начала следующего участка называется шагом шва (t). Прерывистые швы могут быть цепными и шахматными.
Цепной прерывистый шов — двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов — двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
По отношению к направлению действующего усилия. Различают сварные швы фланговые (боковые), лобовые, косые, комбинированные.
Фланговый шов расположен параллельно направлению действующего усилия.
Лобовой шов расположен перпендикулярно (нормально) к направлению действующего усилия.
Рис. 3. Прерывистые сварные швы: а — цепной; б — шахматный; в — шаг прерывистого шва; г — длина участка шва
Рис. 4. Виды сварных швов по способу заполнения сечения шва: а — однослойный; б — многослойный; в — многослойный многопроходный
Косой шоё расположен под углом к направлению действующего усилия. Комбинированный шов представляет сочетание» флангового и косого, флангового и лобового.
По способу заполнения сечения шва. Различают сварные швы однослойные (однопроходные), многослойные, многослойные многопроходные (рис. 4).
В многослойном шве число слоев равно числу проходов. Если в многослойном шве некоторые слои выполняются в несколько проходов, то такой шов называется многослойным многопроходным.
В стыковых сварных соединениях в основном применяются однослойные и многослойные швы. В угловых, тавровых и нахле-сточных соединениях чаще применяются однослойные и многослойные многопроходные швы.
По условиям и месту выполнения. Различают сварные швы заводские и монтажные. Заводские швы, как правило, выполняются в помещениях (цех, мастерские или участок монтажных заготовок), т. е. в наиболее благоприятных для сварки производственных условиях. Монтажный шов — сварной шов, выполняемый при монтаже конструкций или сооружения. Монтажные швы чаще выполняются в неблагоприятных для сварки условиях (на больших высотных отметках, в различных пространственных положениях сварки, на открытом воздухе, зимой и летом).
Читать далее:
Типы сварных соединений
Статьи по теме:
pereosnastka.ru
Шов фланговый валиком - Энциклопедия по машиностроению XXL
Высокий отпуск не привел к изменению прочности образцов с повышенной концентрацией напряжений —соединений внахлестку как с лобовыми, так и фланговыми швами и валиков с приваренными втулками. [c.228]Для соединения элементов закладных деталей накладывают протяженные швы. Угловые фланговые или лобовые швы должны иметь нормальные очертания, близкие в сечении к форме равнобедренного треугольника или вогнутые. Наплавка выпуклых валиков не рекомендуется, Вертикальные швы сваривают снизу вверх на предельно короткой дуге. При этом особое внимание следует обращать на предупреждение подрезов металла соединений. Режимы ручной сварки протяженными швами плоских элементов закладных и соединительных деталей между собой или с арматурными стержнями приведены в табл. 12. [c.186]
Сварные швы классифицируются по количеству наплавленных валиков — однослойные и многослойные (рис. 38, а) по расположению в пространстве — пиление, горизонтальные, вертикальные и потолочные (рис. 38, б) по отношению к действующим усилиям на шов — фланговые, лобовые (торцовые) (рис. 38, е) по направлению — прямолинейные, круговые вертикальные и горизонтальные (рис. 38, г). [c.113]Основной металл в месте перехода к лобовому шву без обработки последнего, но с плавным переходом при ручной сварке. .. 2,00 Основной металл в месте перехода к лобовому шву при наличии выпуклого валика и небольшого подреза. 3,00 Основной металл в месте перехода к продольным (фланговым) швам у концов последних. . 3,00 [c.660]
Шов валиком (лобовой или фланговый) [c.962]
Соединения внахлестку выполняют угловыми (валиковыми) швами лобовыми (рис. 207, а) или фланговыми (рис. 207, б). Нормальный профиль валикового шва представляет собой равнобедренный прямоугольный треугольник. Если профиль валикового шва имеет форму, показанную на рис. 207, е, то и здесь расчетным является сечение в форме равнобедренного треугольника. Присадочный металл в угловых швах наплавляется на поверхность соединяемых деталей, в результате чего образуется валик. Формы поперечного сечения угловых (валиковых) швов [c.377]
Фланговые швы направлены параллельно усилию (рис. 4-5,г). В них возникают два рода напряжений. В результате совместной деформации основного и наплавленного металла во фланговых швах образуются связующие напряжения. Как было указано выше, их не учитывают при определении прочности соединения. По плоскостям соприкосновения валика флангового шва с каждым из листов, а также в самом валике возникают напряжения среза, которые являются рабочими напряжениями соединения. [c.49]
Соединение внахлестку появилось как подражание клепаным конструкциям. Такое соединение наименее целессобразно из-за большой неравномерности распределения напряжения по длине фланговых швов 2 и большой концентрации их при переходе от валика лобового шва 1 к основному металлу. Хотя характер нагружения фланговых и лобовых швов в действительности различен, принято вести расчет напряжений для них по одним и тем же формулам. Поэтому применительно к рис. 14.16,6 имеем [c.377]
Соединения внахлестку выполняют сугловыми (валиков ы м и) швами. В зависимости от расположения швов по отношению к действующему на соединение усилию различают лобовые (рис. 3.3, а), фланговые (или фланковые) (рис. 3.3, б) коале (рис. 3.3, в) и комбинированные (рис. 3.3, г) швы. По форме поперечного сечения швы бывают нормальными, условно приншаае-мымн очерченными равнобедренным прямоугольным треугольником (рис. 3.4,а) выпуклыми (рис. 3.4, б) и вогнутыми (рис. 3.4, в). Применение выпуклых швов нецелесообразно, так как при этом требуется больший расход наплавленного металла и, кроме того, появляется значительная концентрация напряжений. При вогнутых швах наблюдается пониженная концентрация напряжений, их целесообразно выполнять в конструкциях, работающих при переменных нагрузках, однако для получения вогнутого шва [c.62]
Сварные швы классифицируют по расположению и количеству наплавленных валиков однослойные, многослойные, многопроходные, односторонние и двусторонние (рис.6,а), по отношению к действующим усилиям на швы — фланговые, лобовые (торцовые, рис. 6,6) по направлешпо — прямол1шейные, круговые, вертш[c.17]
mash-xxl.info
Сварные соединения. Рачет соединений «внахлестку» фланговыми и лобовыми швами.
⇐ ПредыдущаяСтр 12 из 36Следующая ⇒Сварное соединение
[править | править исходный текст]
Материал из Википедии — свободной энциклопедии
Сварное соединение — неразъёмное соединение, выполненное сваркой.
Сварное соединение включает три характерные зоны, образующиеся во время сварки: зону сварного шва, зону сплавления и зону термического влияния, а также часть металла, прилегающую к зоне термического влияния.
Зоны сварного соединения: самая светлая — зона основного металла, темнее — зона термического влияния, самая тёмная область в центре — зона сварного шва. Между зоной термического влияния и зоной сварного шва находится зона расплавления.
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона сплавления — зона частично сплавившихся зёрен на границе основного металла и металла шва.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке.
Основные типы сварных соединений[править | править исходный текст]
· Стыковое — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
· Нахлёсточное — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
· Угловое — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев.
· Тавровое — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента.
· Торцовое — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу.
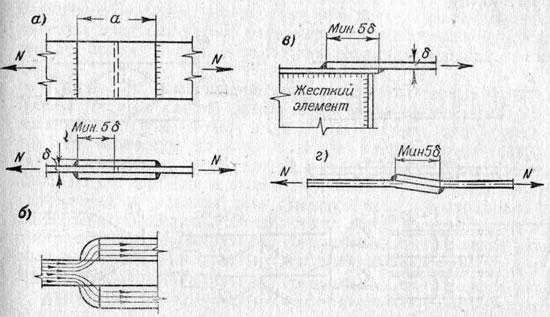
· Соединение с накладками при помощи лобовых швов показано на фигуре, а.
При симметричном расположении накладок лобовые швы дают достаточно высокую прочность. Однако вследствие рез кого изменения направления потока силовых линий в соединении в корне шва концентрируются большие напряжения.
Это создает условия, при которых разрушение происходит при малых удлинениях (ε = 4 / 6%), т. е. получается почти хрупкий излом, причем отрыв (при растяжении) обычно происходит по, плоскости соприкосновения шва с листом.
Вследствие неблагоприятных условий работы шва с повышенным модулем упругости (средним между G и E), равным около 1 500 000 кг/см2, а даже сложного напряженного состояния и крайне неравномерного распределения напряжений качество такого соединения получается пониженным.
Это понижение качества соединения учитывается путем снижения расчетного сопротивления, которое независимо от работы шва (сжатие, растяжение, срез) принимается во всех случаях равным расчетному сопротивлению углового сварного шва срезу.
·· Соединения с лобовыми швами
· 
· Таким образом, расчет лобовых швов условно ведется на срез по минимальной площади сечения, которая и принимается за расчетную площадь. Эта площадь проходит через наименьшую высоту условного треугольника сечения шва, равную 0,7 и расчетная формула остается таким образом такой же, как и при фланговых швах, т. е.
·
· Длину а накладки делают равной около 10δ, но не менее 80 мм.
Применение несимметричного соединения с одной накладкой не может быть рекомендовано вследствие наличия эксцентриситета, создающего дополнительный момент.
Применение соединения внахлестку с лобовыми швами допустимо только в том случае, если один из элементов представляет собой достаточно жесткую конструкцию или, наоборот, в гибких (тонких) листовых конструкциях, имеющих не большие напряжения.
В таких соединениях для снижения влияния дополнительного изгибающего момента величина напуска должна быть не менее 5δ, где δ — толщина привариваемого элемента.
©2015 arhivinfo.ru Все права принадлежат авторам размещенных материалов.
arhivinfo.ru