Содержание
Фрезеровка нержавейки в Москве — фрезерная обработка нержавеющей стали на ЧПУ ⭐ АО КоСПАС
Нержавеющая сталь была создана в 1913 году. С того времени появились сотни различных марок, отличающиеся химсоставом и физико-механическими свойствами. Во всех них присутствует хром, который и придает устойчивость к коррозии. Есть три основных класса нержавеющей стали:
- ферритный (08Х13, 12Х13, AISI409, 410)
- мартенситный (20Х13-40Х13, 95Х18, AISI420, 440С)
- аустенитный (12Х18Н10Т, 08Х18Н10, AISI321, AISI316)
Самый применяемый — аустенитный:
- высокопластичный, хорошо деформируется в холодном состоянии
- отлично сваривается
- немагнитный
- хороший внешний вид (отсутствие видимой окисной пленки при длительных атмосферных воздействиях)
Фрезеровка металла этого класса наиболее распространенная.
Ферритный используется реже:
- пониженная стойкость к ударным нагрузкам
- склонность к межкристаллитной коррозии
- снижение прочности в условиях низких температур
- ферромагнитные свойства нержавеющей стали
Мартенситный при ограниченной коррозионной стойкости дает возможность повысить твердость детали за счет закалки:
- плохая свариваемость
- слабые магнитные свойства
- невысокая пластичность
- возможность закалки до HRC 50.
 ..52
..52
 ..52
..52
Фрезерная обработка нержавеющей стали
Все марки этих материалов — труднообрабатываемые. Большое количество хрома (для некоторых также никеля) делает их вязкими, подверженными наклепу. Основные особенности металлообработки (особенно важно для фрезеровки нержавейки на ЧПУ):
- пониженная стойкость инструмента
- наростообразование на режущей кромке фрезы (снижение режимов резания, дробление, увеличение шероховатости)
- сливная стружка (необходимы стружколомы)
- тщательный контроль охлаждения (возможен термоудар с разрушением режущей кромки)
Производительность фрезерной обработки до 1,5-2 раз ниже обычных сталей и 4-5 раз хуже легких сплавов.
Фрезеровка материала мартенситного класса (40Х13, 95Х18, AISI420) после закалки имеет свои особенности. До значений твердости HRC 40 обрабатываемость находится в приемлемых пределах. Свыше этого порога — только специальными фрезами при минимальных режимах резания.
АО «КоСПАС» имеет тридцатилетний опыт металлообработки. Наши технологи добиваются максимальной производительности при высоком качестве деталей. Это достигается:
- выбором подходящего инструмента для каждой марки материала
- назначением оптимальных режимов резания, зависящих от требований точности и шероховатости
- созданием эффективной программы для станка ЧПУ
- использованием специальных СОЖ
оставьте заявку
Наше оборудование
Для крупногабаритных заготовок, предварительной обдирки используются универсальные фрезерные станки. Они дают большую производительность на простых операциях. Сложные поверхности, точные размеры, низкая шероховатость обеспечиваются обработкой на станках с ЧПУ. Фрезеровка нержавеющей стали на ЧПУ позволяет получить качественные, точные, красивые детали.
| Наименование | Фото | Год выпуска |
| Обрабатывающие центры | ||
| Haas VF-2YT, США, FANUC | 2012 | |
| Haas TM-2P, США, FANUC | 2011 | |
| Haas SuperMini Mill, США, FANUC | 2014 | |
| ФС 85 МФ-3, Россия, SIEMENS SINUMERIK 828D | 2016 | |
| Специальная оснастка для изделий повышенной сложности | ||
| Поворотный стол Haas HRT-210 для 4-х осевой обработки | 2012 | |
| Вакуумный стол компании SHTRAY | 2016 | |
Измерительная система Renishaw. | 2014 | |
Схема нашей работы
Получаем Вашу
заявку
Согласовываем
технические требования, цену и сроки
Запускаем в
производство
Отгружаем готовую
продукцию
Сроки выполнения заказа
Сроки фрезерной обработки зависят от:
- наличия заготовки (склад или необходимость закупки)
- требований по инструменту (стандартный или заказной)
- сложности
- объема заказа
- текущей загруженности
В большинстве случаев это 10-15 рабочих дней.
Цены
У нас нет стандартной продукции. Мы изготавливаем детали по чертежам заказчика. Поэтому расчет стоимости производится индивидуально. Узнать точную цену вы можете:
- прислав чертежи и технические требования на почту [email protected]
- позвонив по телефону +7 (917) 549-80-49
- оставив заявку через форму обратной связи
рассчитать стоимость
Расчет займет 1-2 дня.
В таблице стоимость нормо-часа различных видов услуг.
|
Наименование услуги
|
Стоимость руб/час
|
|
Создание 3-D модели по чертежу
|
1000
|
|
Разработка технологии и подбор инструмента
|
1200
|
|
Создание и отладка управляющей программы 3 оси
|
1200
|
|
Создание и отладка управляющей программы 4 оси
|
1400
|
|
Обработка на универсальном оборудовании
|
от 950
|
|
Фрезерная обработка на ЧПУ твердостью до HRC 40
|
от 1200
|
|
Фрезерная обработка на ЧПУ твердостью свыше HRC 40
|
от 1450
|
Ниже приведены примеры работ, которые помогут понять уровень цен нашей компании по металлообработке.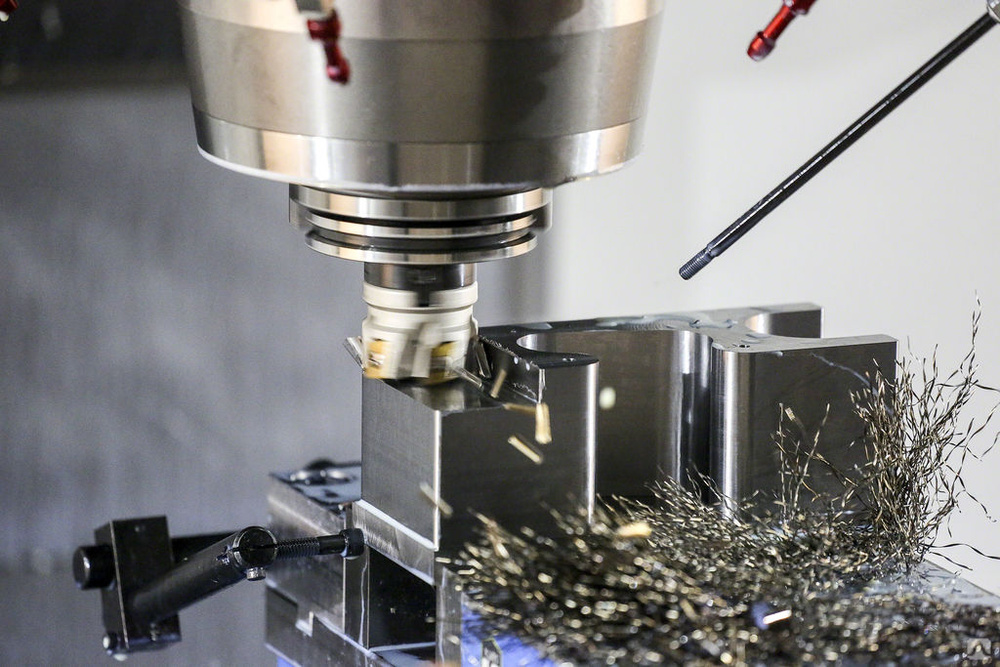
| Описание | Фото | Цена за 1 шт, руб + НДС |
|
ФОРМУЮЩИЙ БАРАБАН
|
23630
| |
|
ФОРМУЮЩИЙ БАРАБАН
|
20850
| |
|
КОРПУС ГАЗОВОГО РЕДУКТОРА
|
12350
| |
|
ФОРМУЮЩИЙ БАРАБАН
| 25670 | |
|
КОРПУС ТОНКОСТЕННЫЙ (минимальная толщина стенки 0,3 мм)
| 7650 | |
|
КОРПУС РЕДУКТОРА
| 13670 | |
|
МАТРИЦА
| 2350 | |
|
ОСНОВАНИЕ
| 11830 | |
|
РОТОР В СБОРЕ
| 7440 |
 ..56
..56Фрезеровка нержавеющей стали на ЧПУ на заказ по выгодной цене
Нержавеющая сталь относится к категории прочных легированных сплавов металлов и тяжело поддается обработке за счёт своих физико-химических свойств. Такой материал имеет низкую теплопроводность, повышенную твердость, сверхпрочность, устойчивость к деформациям, склонность к самоупрочнению, образованию зазубрин и заусенец, налипанию на режущую поверхность инструмента.
Такой материал имеет низкую теплопроводность, повышенную твердость, сверхпрочность, устойчивость к деформациям, склонность к самоупрочнению, образованию зазубрин и заусенец, налипанию на режущую поверхность инструмента.
В процессе фрезеровки изделий из нержавеющей стали выделяется избыточное тепло. Для предотвращения перегрева оборудования мы используем специальную охлаждающую водомасляную эмульсию (СОЖ) и обдув.
3D-фрезерование нержавеющей стали на производственных мощностях компании «Профкат ЧПУ» производится с помощью концевых фрез из твердых мелкозернистых металлов на современном высокотехнологичном оборудовании.
Примеры наших работ
Новейшие фрезерные станки с ЧПУ, используемые в производстве, позволяют выполнять работы по обработке нержавеющей стали любой степени сложности:
- художественная резка материала;
- придание поверхности детали выпуклой или вогнутой формы;
- создание пазов, насечек, канавок, отверстий, углублений требуемой конфигурации;
- высокоточная обработка заготовок.
Основные принципы нашей работы
Индивидуальный подход к каждому заказчику
Многолетний опыт
Высоко-квалифицированные специалисты
Сертификация по ISO 9001 и по OHSAS 18001
Современное оборудование
Качественный инструмент и оснастка ведущих мировых производителей
Контроль качества на всех этапах производства
Услуги логистики
Возможности фрезерной обработки нержавеющей стали:
- создание изделий сложной конфигурации;
- точный раскрой материала;
- придание необходимого рельефа деталям;
- высокая скорость работы;
- качественная обработка кромки, придание ей идеально ровной поверхности без зазубрин и заусенец;
- изготовление изделий по индивидуальным эскизам.

Наши изделия из нержавеющей стали отличаются прочностью, надежностью эксплуатации и устойчивостью к коррозии.
Варианты изготовления изделий из нержавейки на ЧПУ
- корпуса и приборы для машиностроения и приборостроения, нефтяной и газовой промышленности, медицинское оборудование;
- детали сложных и простых механизмов, машин и техники;
- различные детали и комплектующие мебели, декоративные предметы интерьера;
- конструкции наружной рекламы и торгового оборудования;
- запасные части для производственного инструмента;
- детали лестниц, перил, ограждений;
- внутренняя отделка помещений.
Сделать заказ на ЧПУ фрезеровку нержавейки
Специалисты компании «Profcut-CNC» имеют большой опыт работы по изготовлению изделий из нержавеющей стали на станках с ЧПУ изготовят по Вашему заказу втулки, фланцы, оснастки, штампы, пресс-формы и прочие изделия любой степени сложности.
Мы гарантируем доступную стоимость и гибкие условия сотрудничества. Итоговая стоимость определяются сложностью детали, объемом заказа.
Для получения дополнительной информации и коммерческого предложения просим связаться с нами по телефону или через сайт. Мы гарантируем оперативное предоставление информации с указанием сроков работы и стоимости заказа.
Разместить заказ
Уничтожение нержавеющей стали: руководство по обработке
Нержавеющая сталь может использоваться во многих цехах так же часто, как алюминий, особенно при производстве деталей для аэрокосмической и автомобильной промышленности. Это довольно универсальный материал со многими различными сплавами и марками, которые могут применяться в самых разных областях. Однако фрезерование стали также может быть чрезвычайно сложным. Нержавеющие стали являются известными убийцами концевых фрез, поэтому для успешной обработки крайне важны скорость и подача, а также правильный выбор инструмента.
Свойства материала
Нержавеющие стали представляют собой высоколегированные стали с превосходной коррозионной стойкостью по сравнению с углеродистыми и низколегированными сталями.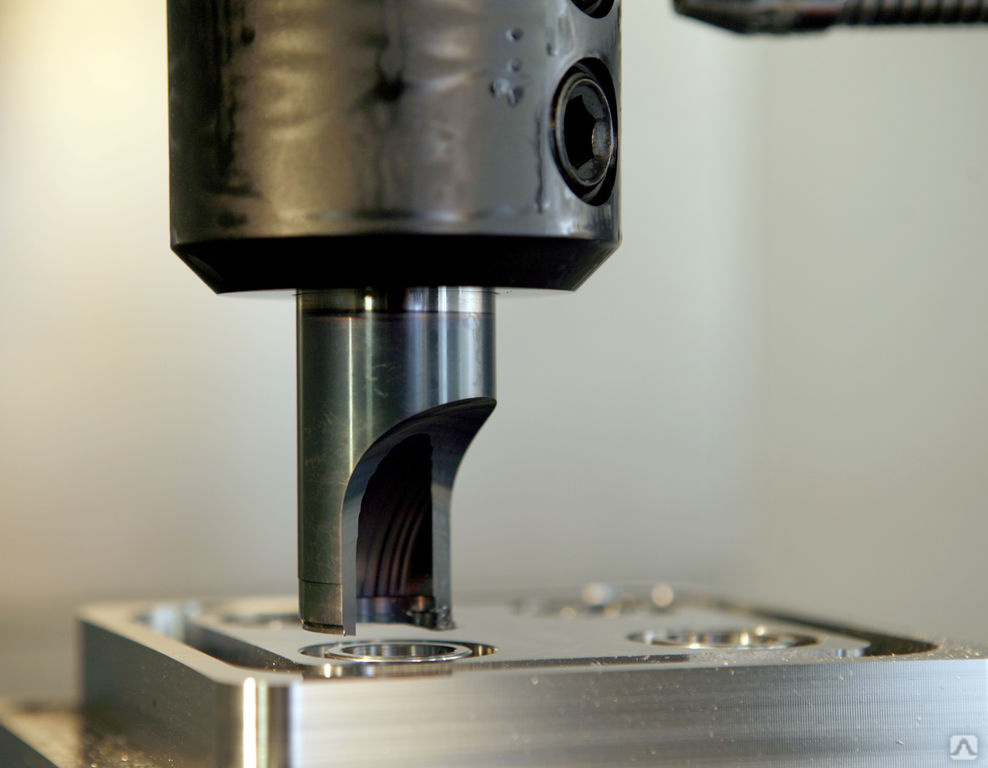 Во многом это связано с высоким содержанием в них хрома, при этом большинство марок сплавов нержавеющей стали содержат не менее 10% этого элемента.
Во многом это связано с высоким содержанием в них хрома, при этом большинство марок сплавов нержавеющей стали содержат не менее 10% этого элемента.
Нержавеющая сталь может быть разделена на одну из пяти категорий: аустенитная, ферритная, мартенситная, дисперсионно-твердеющая (PH) и дуплексная. В каждой категории есть один основной сплав общего назначения. Оттуда в основу вносятся небольшие изменения в составе, чтобы создать определенные свойства для различных приложений.
Для справки, вот свойства каждой из этих групп, а также несколько примеров популярных сортов и их общего использования.
| Категория | Свойства | Популярные классы | Общий использование | |
| AUSTENCITEN-MITITEN | . | 304, 316 | Оборудование для пищевой промышленности, желоба, болты, гайки и другие крепежные детали. | |
| Ферритный | Магнитный, более низкая коррозионная и термостойкость, чем у аустенитного. | 430, 446 | Автозапчасти и кухонная техника. | |
| Мартенситный | Магнитный, средняя коррозионная стойкость – не для сильной коррозии. | 416, 420, 440 | Ножи, огнестрельное оружие, хирургические инструменты и ручной инструмент. | |
| Осадкотвердеющий (PH) | Самый прочный сорт, термообрабатываемый, высокая коррозионная стойкость. | 17-4 PH, 15-5 PH | Аэрокосмические компоненты. | |
| Дуплекс | Более прочная смесь аустенита и феррита. | 244, 2304, 2507 | Водоочистные сооружения, сосуды под давлением. |
Выбор инструмента
Выбор правильного инструмента для вашего применения имеет решающее значение при обработке нержавеющей стали. Траектории черновой и чистовой обработки, обработки пазов и высокоэффективного фрезерования можно оптимизировать для нержавеющей стали, выбрав правильный тип концевой фрезы.
Традиционная черновая обработка
Для традиционной черновой обработки рекомендуется концевая фреза с 4 или 5 зубьями. Концевые фрезы с 5 зубьями позволяют работать с более высокими скоростями подачи, чем их аналоги с 4 зубьями, но любой из этих типов хорошо подходит для черновой обработки. Ниже приведен отличный пример традиционной черновой обработки нержавеющей стали 17-4.
Концевые фрезы с 5 зубьями позволяют работать с более высокими скоростями подачи, чем их аналоги с 4 зубьями, но любой из этих типов хорошо подходит для черновой обработки. Ниже приведен отличный пример традиционной черновой обработки нержавеющей стали 17-4.
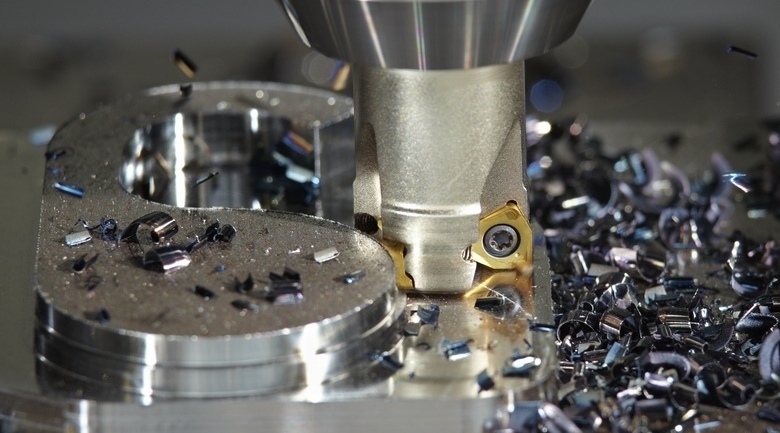
Прорезание пазов
При прорезании пазов в нержавеющей стали эвакуация стружки является ключевым моментом. По этой причине лучшим выбором являются инструменты с 4 канавками, поскольку меньшее количество канавок обеспечивает более эффективную эвакуацию стружки. Инструменты с геометрией стружколома также обеспечивают эффективную обработку пазов в нержавеющей стали, поскольку более мелкую стружку легче удалить из зоны резания.
Чистовая обработка
При чистовой обработке деталей из нержавеющей стали для достижения наилучших результатов требуется большое количество канавок и/или высокая спираль. Концевые фрезы для чистовой обработки нержавеющей стали будут иметь угол наклона спирали более 40 градусов и количество канавок 5 или более. Для более агрессивных чистовых траекторий количество канавок может варьироваться от 7 до 14. Ниже приведен отличный пример чистового прохода из нержавеющей стали 17-4.
Концевые фрезы для чистовой обработки нержавеющей стали будут иметь угол наклона спирали более 40 градусов и количество канавок 5 или более. Для более агрессивных чистовых траекторий количество канавок может варьироваться от 7 до 14. Ниже приведен отличный пример чистового прохода из нержавеющей стали 17-4.
Высокоэффективное фрезерование
Высокоэффективное фрезерование может быть очень эффективным методом обработки нержавеющих сталей, если выбраны правильные инструменты. Стружколомные черновые фрезы станут отличным выбором как с 5, так и с 7 зубьями, в то время как стандартные концевые фрезы с 5-7 зубьями и переменным шагом также могут хорошо работать в траекториях HEM.
HEV-5
Компания Helical Solutions предлагает концевую фрезу HEV-5, чрезвычайно универсальный инструмент для различных применений. HEV-5 отлично справляется с траекториями чистовой обработки и HEM, а также значительно выше среднего при обработке пазов и традиционной черновой обработке. Доступный в прямоугольном, угловом и длинном исполнении, этот хорошо закругленный инструмент является отличным выбором, чтобы дать толчок вашей инструментальной кроватке и оптимизировать ее для обработки нержавеющей стали.
HEV-5 отлично справляется с траекториями чистовой обработки и HEM, а также значительно выше среднего при обработке пазов и традиционной черновой обработке. Доступный в прямоугольном, угловом и длинном исполнении, этот хорошо закругленный инструмент является отличным выбором, чтобы дать толчок вашей инструментальной кроватке и оптимизировать ее для обработки нержавеющей стали.
Рабочие параметры
Несмотря на то, что выбор инструмента является критически важным шагом для более эффективной обработки, не менее важен набор правильных рабочих параметров. Существует множество факторов, влияющих на определение рабочих параметров для обработки нержавеющей стали, но есть несколько общих рекомендаций, которым следует следовать в качестве отправной точки.
Вообще говоря, при обработке нержавеющих сталей рекомендуется SFM от 100 до 350 с количеством стружки от 0,0005 дюйма для концевой фрезы 1/8 дюйма до 0,006 дюйма для концевой фрезы 1 дюйм. Полная разбивка этих общих рекомендаций доступна здесь.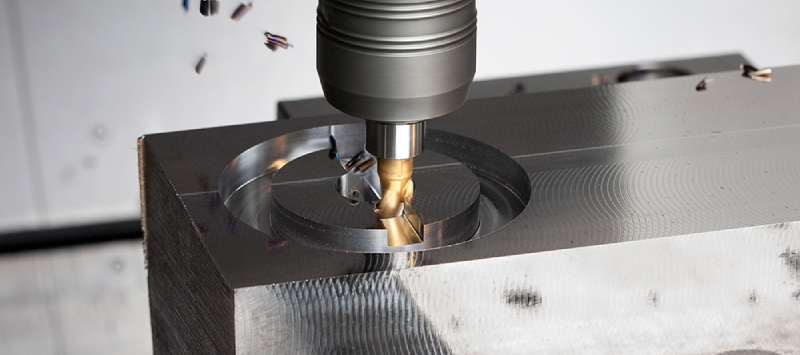
Machining Advisor Pro
Machining Advisor Pro — это передовой ресурс, предназначенный для точного расчета рабочих параметров высокопроизводительных концевых фрез Helical Solutions для обработки таких материалов, как нержавеющая сталь, алюминий и многие другие. Просто введите свой инструмент, точную марку материала и настройку станка, и Machining Advisor Pro сгенерирует полностью настраиваемые рабочие параметры. Этот бесплатный ресурс позволяет вам использовать свои инструменты сильнее, быстрее и умнее, чтобы по-настоящему доминировать в конкурентной борьбе.
Наберите номер приложения для обработки нержавеющей стали с помощью помощника по обработке Helical Solutions Pro
В заключение
Обработка нержавеющей стали не должна быть сложной. Определив надлежащую марку материала для каждой детали, выбрав идеальный режущий инструмент и оптимизировав рабочие параметры, головная боль, связанная с фрезерованием стали, может уйти в прошлое.
Harvey Performance Company
Команда инженеров Harvey Performance Company работает вместе, чтобы гарантировать, что каждая ваша задача обработки — от выбора инструмента и поддержки применения до разработки идеального специального инструмента для вашей следующей работы — будет решена с помощью продуманного комплексного решения.
Методы и навыки фрезерования нержавеющей стали
Нержавеющая сталь является относительно распространенным и трудным для обработки материалом, но при определенных навыках резки резка не так сложна, как вы думаете.
Характеристики фрезерной нержавеющей стали: адгезия и плавление нержавеющей стали прочные, стружка легко прилипает к зубьям фрезы, что ухудшает условия резания. Во время встречного фрезерования зубья фрезы сначала скользят по закаленной поверхности, увеличивая склонность к упрочнению; удар и вибрация велики во время фрезерования, что делает зубья фрезы легко ломающимися и изнашиваемыми.
За исключением концевых фрез и некоторых концевых фрез, которые могут использоваться в качестве материала зуба фрезы для фрезерования нержавеющей стали, другие типы фрез изготавливаются из быстрорежущей стали, особенно из вольфрамо-молибденовой и высокованадиевой быстрорежущей стали , которые имеют хорошие результаты. Стойкость инструмента может быть в 1-2 раза выше, чем у W18Cr4V. Марки карбида, подходящие для изготовления фрез из нержавеющей стали, включают YG8, YW2, 813, 798, YS2T, YS30, YS25 и т. д.
Стойкость инструмента может быть в 1-2 раза выше, чем у W18Cr4V. Марки карбида, подходящие для изготовления фрез из нержавеющей стали, включают YG8, YW2, 813, 798, YS2T, YS30, YS25 и т. д.
стружечная канавка должна быть большой. Возможность использования фрез с большим углом наклона спирали (цилиндрические фрезы, концевые фрезы), угол подъема спирали b увеличен с 20° до 45° (gn=5°), а стойкость инструмента может быть увеличена более чем в 2 раза, потому что в это время работает фреза. Передний угол g0e увеличивается с 11° до более чем 27°, и фрезерование идет оживленно. Однако значение b не должно быть слишком большим, особенно для концевых фрез с b≤35°, чтобы не ослабить зубья.
Использование концевых фрез с волнистой кромкой для обработки труб из нержавеющей стали или тонкостенных деталей, резка легкая, вибрация небольшая, стружка хрупкая, а заготовка не деформируется. Высокоскоростное фрезерование твердосплавными концевыми фрезами и фрезерование нержавеющей стали концевыми фрезами со сменными пластинами позволяет добиться хороших результатов.
Фрезерование 1Cr18Ni9Ti концевой фрезой с серебряной стружкой (SWC), геометрические параметры gf=5°, gp=15°, af=15°, ap=5°, kr=55°, k′r=35°, g01 = -30°, bg=0,4 мм, re=6 мм, когда Vc=50~90 м/мин, Vf=630~750 мм/мин, a′p=2~6 мм и подача на зуб достигает 0,4~0,8 мм, усилие фрезерования снижается на 10-15%, мощность фрезерования снижается на 44 %, и эффективность значительно повышается. Принцип заключается в шлифовании отрицательной фаски на основной режущей кромке и искусственном создании нароста во время фрезерования, чтобы он мог заменить режущую кромку при резании. В результате нарост на кромке подвергается давлению, параллельному режущей кромке, создаваемому передней поверхностью, и становится вторичным оттоком стружки, тем самым отводя тепло резания и снижая температуру резания.
При фрезеровании нержавеющей стали следует максимально использовать попутное фрезерование. Метод асимметричного попутного фрезерования может гарантировать, что режущая кромка плавно срезается с металла, площадь контакта со стружкой мала, и ее легко отбросить под действием высокоскоростной центробежной силы, чтобы предотвратить стружка от удара о переднюю поверхность, когда зубья фрезы снова врезаются в заготовку.