Внутреннее круглое шлифование. Внутренняя круглая шлифовка
Внутреннее круглое шлифование - Технарь
При внутреннем круглом шлифовании, применяемом для обработки отверстий, шлифовальный круг находится в отверстии заготовки (рис. 401), а потому DК <DЗ. Шлифовальный круг и заготовка вращаются в разные стороны. Кроме вращательного движения, круг совершает возвратно-поступательные движения вдоль оси отверстия заготовки (продольная подача) и движение «на глубину резания» (поперечная подача t), которое осуществляется в конце двойного продольного хода.
Схема работы, показанная на рис. 401, α, применяется при обработке относительно небольших заготовок. При шлифовании отверстий тяжелых и громоздких заготовок, закрепление и вращение которых затруднительно, применяют станки с планетарным движением шпинделя (рис. 401, б). В последнем случае заготовка неподвижна, а круг совершает не только вращательное движение vк вокруг своей оси, но одновременно и круговое движение вокруг оси шлифуемого отверстия; скорость движения вокруг оси заготовки представляет собой как бы скорость вращения заготовки v3 в первой схеме.
Кроме этих двух движений, как и в первом случае, круг имеет продольную s и поперечную t подачи.
При прочих одинаковых условиях (t, Dк, D3) дуга АВ соприкосновения круга с заготовкой при круглом внутреннем шлифовании (рис. 402) больше дуги A1B1 соприкосновения при круглом наружном шлифовании. Большим будет и число зерен, одновременно участвующих в работе, а потому глубина резания, приходящаяся на одно зерно, при круглом внутреннем шлифовании меньше, чем глубина резания, приходящаяся на одно зерно при круглом наружном шлифовании.
Диаметр шлифовального круга Dк=(0,75÷0,95)D3; чем меньше диаметр отверстия, тем больше поправочный коэффициент. Ширина шлифовального круга B≈16÷60 мм; при длине обрабатываемого отверстия l = 25÷75 мм ширина меньше длины на 10—15 мм.
Для повышения интенсивности охлаждения и связанного с этим повышения производительности (на 10—20%), уменьшения шероховатости обработанной поверхности (на один класс), во избежание прижогов и трещин, повышения точности обработки, для уменьшения расхода шлифовальных кругов и резкого улучшения условий труда рабочего-шлифовщика при внутреннем шлифовании можно применять внутреннее охлаждение через поры шлифовального круга на керамической связке.
Подача жидкости к шлифовальному кругу осуществляется через сквозное (осевое) отверстие А (рис. 403) в шпинделе и радиальные отверстия Б и В, просверленные в головке шпинделя и во втулке, на которой крепится круг. Под давлением центробежной силы, проходя через поры круга, жидкость выходит на периферию круга, т. е. к месту резания, очищая при этом круг от продуктов отхода.
Для внутреннего охлаждения шлифовального круга используют воду с добавлением небольшого количества кальцинированной соды и мела с эмульсией малой концентрации. Внутреннее охлаждение возможно и при наружном круглом шлифовании, но его труднее осуществить.
Поделиться ссылкой:
Понравилось это:
Нравится Загрузка...
Похожее
tehnar.net.ua
Внутренняя шлифовка металла, шлифовка внутреннего диаметра в СПб
В промышленной металлообработке наиболее распространены следующие виды шлифования:
- наружное круглое;
- внутреннее круглое;
- плоское.
К внутренней шлифовке металла относятся:
- шлифование с продольной подачей;
- шлифование врезное;
- бесцентровое врезное шлифование;
- бесцентровое шлифование с продольной подачей.
 При шлифовке внутреннего диаметра с продольной подачей выполняются определенные движения: вращение шлифовального круга, продольная подача обрабатываемой детали или круга, круговая подача детали, поперечная подача шлифовального круга. Внутренняя круглая шлифовка металла проводится без закрепления обрабатываемого элемента, при этом в процессе шлифования он поддерживается тремя опорными роликами. Метод шлифовки с продольной подачей позволяет получить более высокую точность и большую шероховатость обрабатываемой поверхности.
При шлифовке внутреннего диаметра с продольной подачей выполняются определенные движения: вращение шлифовального круга, продольная подача обрабатываемой детали или круга, круговая подача детали, поперечная подача шлифовального круга. Внутренняя круглая шлифовка металла проводится без закрепления обрабатываемого элемента, при этом в процессе шлифования он поддерживается тремя опорными роликами. Метод шлифовки с продольной подачей позволяет получить более высокую точность и большую шероховатость обрабатываемой поверхности.
При внутренней шлифовке диаметр круга всегда меньше обрабатываемого отверстия, из-за чего происходит его быстрый износ и возникает необходимость в частой правке. Для получения оптимальной скорости резания в процессе внутренней круглой шлифовки металла необходимо использовать высокую скорость вращения шпинделякруга. Внутренняя шлифовка цилиндра проводится с помощью более мягких шлифовальных кругов, чем наружная,так как дуга контакта в первом варианте больше, чем во втором. Во время внутренней шлифовки труб СОЖ подают через специальные сопла непосредственно в зону резания или через поры шлифовального круга.
Круглая внутренняя шлифовка тонкая в Санкт-Петербурге проводится компанией Феррополис, которая имеет все необходимое оборудование, оснастку и квалифицированный персонал. Мы предоставляем услугу круглой шлифовки внутренней с обеспечением необходимых размеров и требуемой поверхности для заготовок любой сложности.
ferropolis.ru
Внутренняя шлифовка металла, шлифовка по диаметру в Москве
В промышленной металлообработке наиболее распространены следующие виды шлифования:
- наружное круглое;
- внутреннее круглое;
- плоское.
К внутренней шлифовке металла относятся:
- шлифование с продольной подачей;
- шлифование врезное;
- бесцентровое врезное шлифование;
- бесцентровое шлифование с продольной подачей.
 При шлифовке внутреннего диаметра с продольной подачей выполняются определенные движения: вращение шлифовального круга, продольная подача обрабатываемой детали или круга, круговая подача детали, поперечная подача шлифовального круга. Внутренняя круглая шлифовка металла проводится без закрепления обрабатываемого элемента, при этом в процессе шлифования он поддерживается тремя опорными роликами. Метод шлифовки с продольной подачей позволяет получить более высокую точность и большую шероховатость обрабатываемой поверхности.
При шлифовке внутреннего диаметра с продольной подачей выполняются определенные движения: вращение шлифовального круга, продольная подача обрабатываемой детали или круга, круговая подача детали, поперечная подача шлифовального круга. Внутренняя круглая шлифовка металла проводится без закрепления обрабатываемого элемента, при этом в процессе шлифования он поддерживается тремя опорными роликами. Метод шлифовки с продольной подачей позволяет получить более высокую точность и большую шероховатость обрабатываемой поверхности.
При внутренней шлифовке диаметр круга всегда меньше обрабатываемого отверстия, из-за чего происходит его быстрый износ и возникает необходимость в частой правке. Для получения оптимальной скорости резания в процессе внутренней круглой шлифовки металла необходимо использовать высокую скорость вращения шпинделякруга. Внутренняя шлифовка цилиндра проводится с помощью более мягких шлифовальных кругов, чем наружная,так как дуга контакта в первом варианте больше, чем во втором. Во время внутренней шлифовки труб СОЖ подают через специальные сопла непосредственно в зону резания или через поры шлифовального круга.
Круглая внутренняя шлифовка тонкая в Москве проводится компанией Феррополис, которая имеет все необходимое оборудование, оснастку и квалифицированный персонал. Мы предоставляем услугу круглой шлифовки внутренней с обеспечением необходимых размеров и требуемой поверхности для заготовок любой сложности.
msk.ferropolis.ru
Шлифование металла – что нужно знать о качественной шлифовке? +Видео
1 Абразивы и шлифование – что нужно знать?
Сам термин "шлифование", по мнению некоторых знатоков истории, пришел в русский язык из польского. По сути же данный вид обработки является ничем иным, как резанием, только срезается материал абразивными кругами. Последние представляют из себя пористые тела, структура которых состоит из огромной массы мелких минеральных образований – зерен. Между собой зерна соединены так называемой связкой. При взаимодействии с поверхностью металла абразивный круг острыми гранями отдельных зерен снимает тонкий слой и за счет равномерного воздействия оставляет после себя гладкую и ровную поверхность.

Рекомендуем ознакомиться
Следует учитывать особенности шлифования и закономерности. Первая особенность – высокая скорость снятия стружки. При стандартной обработке шлифкругами скорость вращения круга достигает почти 2000 метров за минуту, при скоростной – все 3000 метров. При токарной обработке скорость ниже раз в 30. Зерна взаимодействуют с поверхностью со скоростью 0,0001 секунды или даже 0,00005!
На поверхности шлифовального круга множество зерен, которые размещены беспорядочно и имеют разную форму режущей кромки. Именно поэтому при взаимодействии стружка получается такой измельченной. На работу шлифовального станка уходит в пять раз больше электроэнергии, чем при работе фрезеровочного агрегата и в 10 раз больше, чем при обработке детали на токарном станке.
Важно помнить, что из-за произвольной формы зерен, их большого количества и сильного размельчения стружки в месте взаимодействия поверхности и шлифовочного круга возникает много тепловой энергии. Деталь может существенно нагреваться, например, шлифование металла сопровождает нагревом до 1000 °С в местах контакта. При такой температуре свойства металла могут существенно измениться, например, сталь может стать более хрупкой. Поэтому важно предусмотреть возможности охлаждения металла и самого круга, а также правильно рассчитать припуск на шлифование.
Во время взаимодействия с деталью часть зерен и стружки измельчается и попадает между оставшимися зернами, а другая часть притупляется и для работы необходимо все больше и больше мощности станка. Когда усилие превосходит прочность абразивного материала или связки, которая удерживает материал в целостности, зерно частично или полностью выкрашивается.
2 Режимы шлифования – как не прогадать со скоростью?
На выбор режима влияют несколько факторов: шероховатость поверхности после обработки, заданная точность, характеристики шлифовального круга (количество зерен, связка, глубина врезания) и мощность главного привода шлифмашины.
При обработке периферией шлифкруга учитывают следующие показатели режима резания: скорость круга, глубина резания, скорость перемещения самой детали, возможности поперечной подачи. Скорость круга – параметр, который зависит только от возможностей станка и диаметра самого круга, измеряется в метрах в секунду. При обработке скорость круга остается стабильной. Как правило, на станок устанавливают круг максимально возможного диаметра, допустимого для агрегата, а также задают наибольшее число оборотов шпинделя.

Малая прочность и жесткость станка или отдельных деталей приводит к ограничениям скорости, поскольку при высоких скоростях возникают сильные вибрации, вместе с этим уменьшается точность, увеличивается износ расходных материалов, падает производительность.
Черновую обработку выгодно выполнять на максимальной глубине резания, допускаемых параметрами зерна круга, детали и агрегата. При этом важно сохранить глубину резания не больше пяти сотых поперечного размера зерна. То есть с кругом зернистостью 100 она должна быть менее 0, 05 мм. Если превысить рекомендуемую глубину резания для такого круга, то его поры быстро заполнятся отходами и круг придет в негодность.
При работе с нежесткими деталями и материалами, а также при появлении прижогов следует уменьшать глубину шлифования. Если же речь идет об отделочной обработке (так называемое "тонкое шлифование"), выбираются небольшие значения глубины – в этом случае существенно повышается точность и класс обработки. Чем тверже и прочнее материалы, тем меньше задают глубину при их обработке, поскольку с увеличением этого параметра увеличивается и затрачиваемая мощность.
При продольной подаче для установления оптимального режима шлифования отталкиваются от долей ширины круга. Черновая обработка предполагает за один оборот детали контакт с 0,4–0,85 ширины круга. Больше, чем 0,9 при продольной подаче не используют, поскольку на поверхности в таком случае остается спиральная полоса непрошлифованного материала.
3 Методы шлифования – шлифование металла в подробностях
Методы шлифования во многом зависят от степени сложности поверхностей. К простым поверхностям относят внутреннюю и наружную плоскость цилиндрической формы, сложные поверхности могут иметь винтовую и эвольвентную форму. Для обработки этих форм чаще всего применяются такие виды шлифования, как плоское, круглое внутреннее и круглое наружное. Если углубится в детали, то круглое наружное шлифование имеет подвиды:
- Шлифование с продольной подачей – заключается в комбинации вращения абразива, вращения обрабатываемой поверхности (детали) вокруг своей оси, а также возвратно-поступательного прямолинейного движения детали (либо абразива) вдоль оси обрабатываемой детали. В конце каждого двойного хода детали происходит подача на глубину шлифования.
- Шлифование врезанием отличается от предыдущего варианта тем, что в работе применяется шлифкруг, высота которого равна длине шлифования или даже больше ее, так что необходимость в подаче на глубину отпадает. Поперечная же подача выполняется постоянно, до завершения обработки шлифованием.
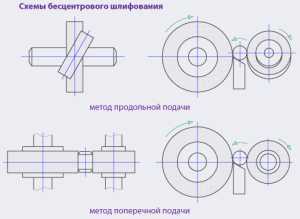
- При бесцентровом шлифовании деталь закрепляется на опорном стержне между рабочим и подающим кругами. Для обработки осуществляется вращение кругов, а также круговая и продольная подача самой детали. Подающий круг задает детали вращение и продольную подачу. Шлифование валов – вот известный пример бесцентровой обработки.
- Круглое внутреннее шлифование также имеет несколько разновидностей: шлифование с продольной подачей, бесцентровое шлифование врезанием, бесцентровое с продольной подачей, и шлифование врезанием. Внутренняя круглая обработка с подачей продольно ничем не отличается от круглой наружной, как и шлифование врезанием. Бесцентровая внутренняя обработка также осуществляется за счет опорных роликов.
- Плоское шлифование – вид обработки, осуществляемый как периферией шлифкруга, так и его торцом. Для плоской обработки необходима комбинация следующих движений: движения резания, подача детали, поперечная подача детали на глубину шлифования и прямолинейное движение детали. Плоскошлифовальные станки оснащены столами, которые способны совершать вращательное или возвратно-поступательное движения, соответственно подача детали приобретает прямолинейный или вращательный характер.

tutmet.ru
Внутренняя шлифовка металла, шлифовка внутреннего диаметра в Нск
В промышленной металлообработке наиболее распространены следующие виды шлифования:
- наружное круглое;
- внутреннее круглое;
- плоское.
К внутренней шлифовке металла относятся:
- шлифование с продольной подачей;
- шлифование врезное;
- бесцентровое врезное шлифование;
- бесцентровое шлифование с продольной подачей.
 При шлифовке внутреннего диаметра с продольной подачей выполняются определенные движения: вращение шлифовального круга, продольная подача обрабатываемой детали или круга, круговая подача детали, поперечная подача шлифовального круга. Внутренняя круглая шлифовка металла проводится без закрепления обрабатываемого элемента, при этом в процессе шлифования он поддерживается тремя опорными роликами. Метод шлифовки с продольной подачей позволяет получить более высокую точность и большую шероховатость обрабатываемой поверхности.
При шлифовке внутреннего диаметра с продольной подачей выполняются определенные движения: вращение шлифовального круга, продольная подача обрабатываемой детали или круга, круговая подача детали, поперечная подача шлифовального круга. Внутренняя круглая шлифовка металла проводится без закрепления обрабатываемого элемента, при этом в процессе шлифования он поддерживается тремя опорными роликами. Метод шлифовки с продольной подачей позволяет получить более высокую точность и большую шероховатость обрабатываемой поверхности.
При внутренней шлифовке диаметр круга всегда меньше обрабатываемого отверстия, из-за чего происходит его быстрый износ и возникает необходимость в частой правке. Для получения оптимальной скорости резания в процессе внутренней круглой шлифовки металла необходимо использовать высокую скорость вращения шпинделякруга. Внутренняя шлифовка цилиндра проводится с помощью более мягких шлифовальных кругов, чем наружная,так как дуга контакта в первом варианте больше, чем во втором. Во время внутренней шлифовки труб СОЖ подают через специальные сопла непосредственно в зону резания или через поры шлифовального круга.
Круглая внутренняя шлифовка тонкая в Новосибирске проводится компанией Феррополис, которая имеет все необходимое оборудование, оснастку и квалифицированный персонал. Мы предоставляем услугу круглой шлифовки внутренней с обеспечением необходимых размеров и требуемой поверхности для заготовок любой сложности.
nsk.ferropolis.ru
Внутренняя шлифовка металла, шлифовка внутреннего диаметра в РнД
В промышленной металлообработке наиболее распространены следующие виды шлифования:
- наружное круглое;
- внутреннее круглое;
- плоское.
К внутренней шлифовке металла относятся:
- шлифование с продольной подачей;
- шлифование врезное;
- бесцентровое врезное шлифование;
- бесцентровое шлифование с продольной подачей.
 При шлифовке внутреннего диаметра с продольной подачей выполняются определенные движения: вращение шлифовального круга, продольная подача обрабатываемой детали или круга, круговая подача детали, поперечная подача шлифовального круга. Внутренняя круглая шлифовка металла проводится без закрепления обрабатываемого элемента, при этом в процессе шлифования он поддерживается тремя опорными роликами. Метод шлифовки с продольной подачей позволяет получить более высокую точность и большую шероховатость обрабатываемой поверхности.
При шлифовке внутреннего диаметра с продольной подачей выполняются определенные движения: вращение шлифовального круга, продольная подача обрабатываемой детали или круга, круговая подача детали, поперечная подача шлифовального круга. Внутренняя круглая шлифовка металла проводится без закрепления обрабатываемого элемента, при этом в процессе шлифования он поддерживается тремя опорными роликами. Метод шлифовки с продольной подачей позволяет получить более высокую точность и большую шероховатость обрабатываемой поверхности.
При внутренней шлифовке диаметр круга всегда меньше обрабатываемого отверстия, из-за чего происходит его быстрый износ и возникает необходимость в частой правке. Для получения оптимальной скорости резания в процессе внутренней круглой шлифовки металла необходимо использовать высокую скорость вращения шпинделякруга. Внутренняя шлифовка цилиндра проводится с помощью более мягких шлифовальных кругов, чем наружная,так как дуга контакта в первом варианте больше, чем во втором. Во время внутренней шлифовки труб СОЖ подают через специальные сопла непосредственно в зону резания или через поры шлифовального круга.
Круглая внутренняя шлифовка тонкая в Ростове-на-Дону проводится компанией Феррополис, которая имеет все необходимое оборудование, оснастку и квалифицированный персонал. Мы предоставляем услугу круглой шлифовки внутренней с обеспечением необходимых размеров и требуемой поверхности для заготовок любой сложности.
rostov.ferropolis.ru
Внутренняя шлифовка металла, шлифовка внутреннего диаметра в Екб
В промышленной металлообработке наиболее распространены следующие виды шлифования:
- наружное круглое;
- внутреннее круглое;
- плоское.
К внутренней шлифовке металла относятся:
- шлифование с продольной подачей;
- шлифование врезное;
- бесцентровое врезное шлифование;
- бесцентровое шлифование с продольной подачей.
 При шлифовке внутреннего диаметра с продольной подачей выполняются определенные движения: вращение шлифовального круга, продольная подача обрабатываемой детали или круга, круговая подача детали, поперечная подача шлифовального круга. Внутренняя круглая шлифовка металла проводится без закрепления обрабатываемого элемента, при этом в процессе шлифования он поддерживается тремя опорными роликами. Метод шлифовки с продольной подачей позволяет получить более высокую точность и большую шероховатость обрабатываемой поверхности.
При шлифовке внутреннего диаметра с продольной подачей выполняются определенные движения: вращение шлифовального круга, продольная подача обрабатываемой детали или круга, круговая подача детали, поперечная подача шлифовального круга. Внутренняя круглая шлифовка металла проводится без закрепления обрабатываемого элемента, при этом в процессе шлифования он поддерживается тремя опорными роликами. Метод шлифовки с продольной подачей позволяет получить более высокую точность и большую шероховатость обрабатываемой поверхности.
При внутренней шлифовке диаметр круга всегда меньше обрабатываемого отверстия, из-за чего происходит его быстрый износ и возникает необходимость в частой правке. Для получения оптимальной скорости резания в процессе внутренней круглой шлифовки металла необходимо использовать высокую скорость вращения шпинделякруга. Внутренняя шлифовка цилиндра проводится с помощью более мягких шлифовальных кругов, чем наружная,так как дуга контакта в первом варианте больше, чем во втором. Во время внутренней шлифовки труб СОЖ подают через специальные сопла непосредственно в зону резания или через поры шлифовального круга.
Круглая внутренняя шлифовка тонкая в Екатеринбурге проводится компанией Феррополис, которая имеет все необходимое оборудование, оснастку и квалифицированный персонал. Мы предоставляем услугу круглой шлифовки внутренней с обеспечением необходимых размеров и требуемой поверхности для заготовок любой сложности.
ekb.ferropolis.ru