Содержание
Геометрические размеры сварного шва (стыкового, углового): СНиП, ГОСТ
Закристаллизовавшийся отрезок расплавленного металла, образовавшийся в месте соединения двух металлических деталей или конструкций – это классический сварочный шов, который имеет определенные геометрические размеры как в сечении, так и по длине. Они зависят от типа соединения, метода выполнения сварки, геометрии разделки торцевых кромок соединяемых изделий и некоторых других факторов. Эти элементы сваренных деталей делятся на два вида: стыковые и угловые. Их не следует путать с типами сварочных соединений, которые классифицируются как стыковые, угловые, тавровые и внахлест.
Во всех таких конструкциях присутствуют рабочие швы, на которые действуют основные нагрузки соединения. От правильного расчета этих элементов соединения зависит прочность всей конструкции в целом. На качество сварки влияет множество факторов, в том числе и геометрические характеристики, такие как ширина, длина, вогнутость, выпуклость и другие особенности стыковки деталей. Для соединенных под прямым углом деталей, основным геометрическим параметром является размер катета сварного шва, от которого зависит прочность сварки.
Для соединенных под прямым углом деталей, основным геометрическим параметром является размер катета сварного шва, от которого зависит прочность сварки.
Нормативные документы
Основными документом, регламентирующими геометрию сварочных швов является ГОСТ 5264-80, по которому и рассчитываются главные геометрические характеристики, с использованием математических формул. Размеры сечения и длинны по ГОСТ 5264-80 зависят от вида соединения, толщины деталей конструкции, геометрии обработки торцевых кромок. Кроме того при расчете геометрических параметров сварочных соединений учитываются и другие нормативные документы: СНиП II-23-81, инструкции и технические регламенты. Среди всех геометрических характеристик сварных швов основными являются минимальная длина, ширина, глубина, размер катета и некоторые другие.
Геометрические характеристики
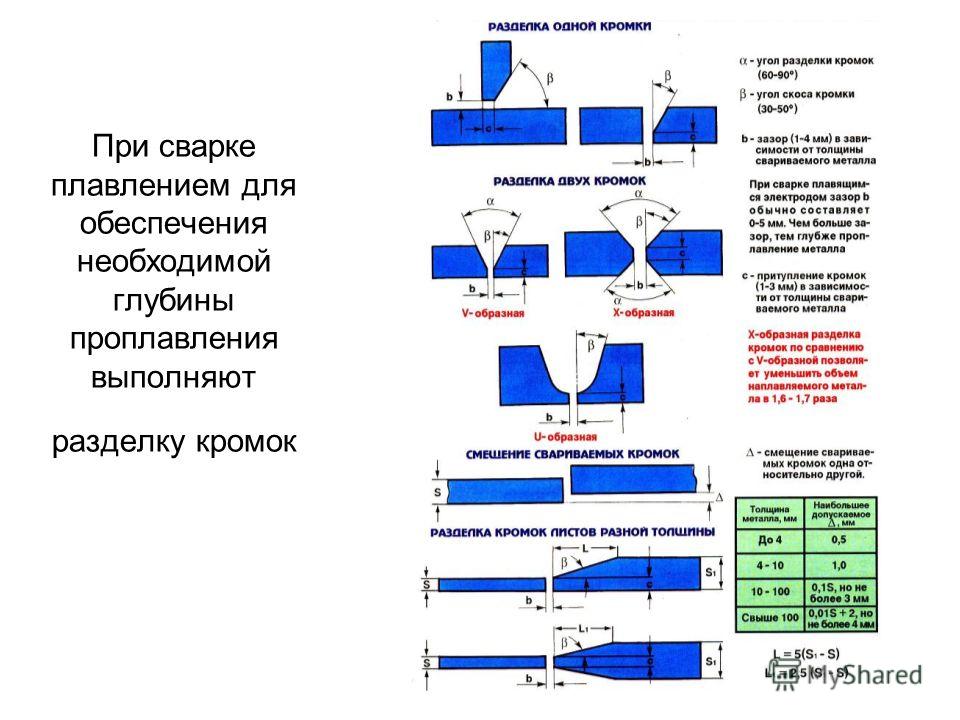
Как уже было сказано выше, геометрия швов зависит от вида соединения. Основные геометрические размеры сечений стыковых и угловых сварочных швов представлены на следующем рисунке:
Геометрические характеристики
- где S – толщина деталей;
- е – ширина сварного шва;
- g – выпуклость;
- m – вогнутость;
- h – глубина проплавления;
- t – толщина сварного шва;
- b – зазор в соединении;
- k – катет углового шва;
- p – высота;
- a – толщина.


На геометрические размеры влияет тип соединения и толщина свариваемых изделий. Эти показатели приведены в следующей таблице.
Таблица с типами сварных соединений
Из представленной информации понятно, что все геометрические размеры сварных швов и соединяемых деталей связаны между собой. Особняком стоит длина этих элементов сварных конструкций. Она зависит только от нагрузки на соединение и совершенно не зависит от геометрии сечения шва. Минимальная длина сварного шва должна обеспечивать прочность соединения, при превышении максимального значения общей нагрузки на 20%. Часто проварка изделий осуществляется по всей длине контакта, но во многих случаях сварка выполняется короткими отрезками, обеспечивающими необходимую прочность соединения. Для строительных конструкций расчет длины сварного шва по СНиП II-23-81 осуществляется исходя из этих критерий.
Расчет геометрии стыкового шва
Методика проверки швов для этого вида полностью расписана в следующих нормативных документах: СНиП II-23-81 п. 11.1 и СП 16.13330.2011 п.14.1.14. В этих документах представлены разные способы расчета, но все они являются производными от следующей математической формулы:
11.1 и СП 16.13330.2011 п.14.1.14. В этих документах представлены разные способы расчета, но все они являются производными от следующей математической формулы:
Формула расчета геометрии стыкового шва
- где N – максимальная сила растяжения или сжатия;
- t – минимальная толщина свариваемых деталей;
- lw – длина шва;
- Rwy – сопротивление нагрузке;
- γс – табличный коэффициент.
При таком виде соединения оно проваривается на всю длину контакта, следовательно длина шва равна длине стыков свариваемых деталей, уменьшенной на 2t, удвоенную толщину металла. Ширина шва зависит от формы разделки кромок и толщины деталей. Схемы расчетных варианты соединений встык показаны на следующих рисунках.
Схемы расчетных варианты соединений встык
Если в ходе сварочных работ используются материалы в соответствии с приложением 2 СНиП II-23-81 в расчет не производится, только осуществляется визуальный контроль качества выполненных соединений.
Расчет геометрии углового шва
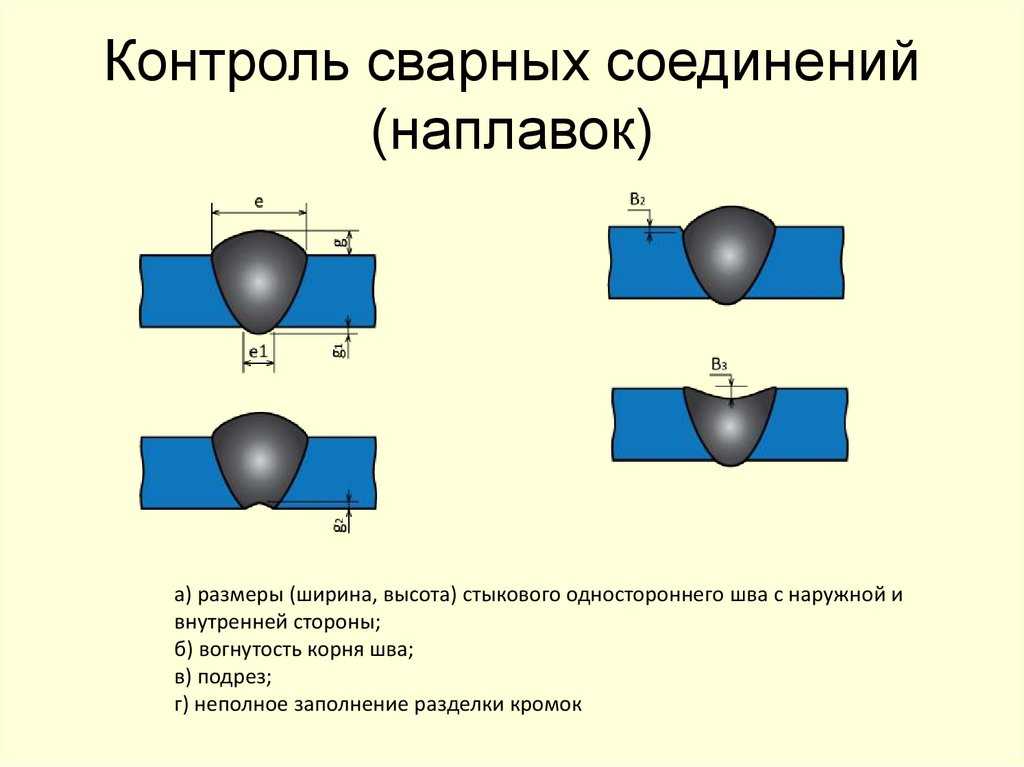
Расчет геометрических размеров угловых сварных швов при воздействии нагрузки, проходящей по оси центра тяжести производится по выбранному сечению, наиболее опасному в этом соединении. Это может быть расчет по сечению металла шва или границ сплавления материалов. На ниже приведенном рисунке представлены оба сечения.
Это может быть расчет по сечению металла шва или границ сплавления материалов. На ниже приведенном рисунке представлены оба сечения.
Схема геометрии углового шва
В таком виде сварных соединений действуют напряжения различного характера, но доминирующей нагрузкой является срезающая сила. Проверка угловых сварных швов производится по следующим формулам.
Формула расчета по металлу шва
Формула расчета по границе сплавления
где N – максимальная сила растяжения или сжатия; βf и βz – табличные коэффициенты для стали; kf – длина катета сварного шва; lw – длина; Rwf – расчетное сопротивление на срез; Rwz – то же но в зоне сплавления; γс – табличный коэффициент условий эксплуатации; γwf и γwz – то же, но для разных условий эксплуатации.
Главной геометрической характеристикой всех угловых швов является размер их катета, т. е. толщина по границам сплавления. Размер катета зависит от толщины деталей, материала и способа сварки. Выбрать значение этого геометрического параметра можно в нижеприведенной таблице.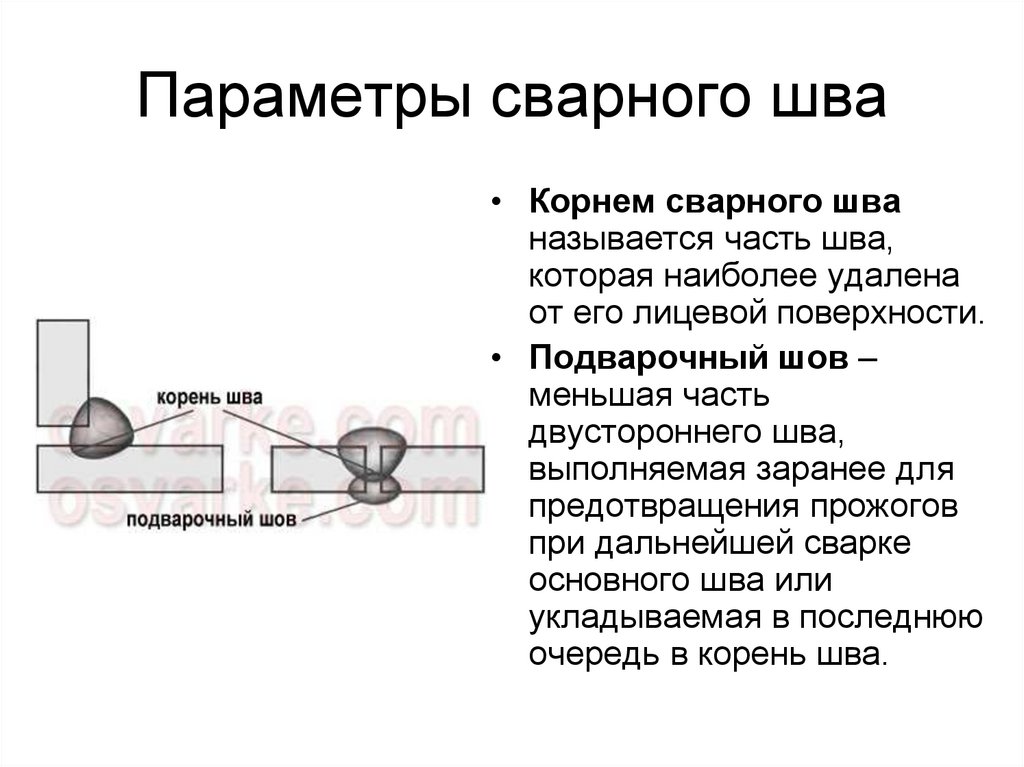
Таблица минимальных катетов углового шва
«Примечания:
Для стальных конструкций с предельными характеристиками текучести материала выше 590 Н/кв.мм или толщине соединяемых деталей свыше 80 мм, значение минимального размера катета следует брать в специальных ТУ.
Для конструкций четвертой группы, размер катета углового шва следует сокращать на 1 мм для деталей с толщиной не более 40 мм и уменьшать на 2 мм для деталей толще 40 мм.»
Инструменты для контроля размеров швов
Измеритель геометрических параметров сварных швов – это специализированный инструмент, с помощью которого можно произвести замер основных характеристик этих элементов сваренных конструкций. Среди всего разнообразия таких измерительных инструментов можно выделить следующие группы изделий: шаблоны, универсальные измерители и устройства, специализированные на замере одного параметра. В набор профессионального сварщика состоит из нескольких таких инструментов, позволяющих произвести замер как подготовленных к сварке деталей, так и самого сварного шва.
Заключение
Выше представленная информация актуальна для соединений, выполненных с использованием ручной электродуговой сварки. Размеры сварного шва при полуавтоматической сварке рассчитываются по другим методикам. Следует заметить, что все геометрические размеры сварных швов жестко завязаны на толщину свариваемых деталей и максимальную нагрузку, которую должна выдержать вся конструкция!
Геометрические параметры
сварного шва презентация, доклад
ThePresentationru
- Регистрация |
- Вход
- Загрузить
- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Геометрия
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- Немецкий язык
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Страхование
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Презентация на тему Презентация на тему Геометрические параметры
сварного шва, предмет презентации: Разное. Этот материал содержит 6 слайдов. Красочные слайды и илюстрации помогут Вам заинтересовать свою аудиторию. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас — поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций ThePresentation.ru в закладки!
Этот материал содержит 6 слайдов. Красочные слайды и илюстрации помогут Вам заинтересовать свою аудиторию. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас — поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций ThePresentation.ru в закладки!
Геометрические параметры
сварного шва
Ответьте на вопросы
Назовите геометрические параметры шва
Как определить коэффициент выпуклости шва?
Что такое корень шва?
Как рассчитать коэффициент формы шва?
Какой шов называется подварочным?
В каких пределах должно быть значение коэффициента выпуклости шва?
Скачать презентацию
Обратная связь
Если не удалось найти и скачать презентацию, Вы можете заказать его на нашем сайте. Мы постараемся найти нужный Вам материал и отправим по электронной почте. Не стесняйтесь обращаться к нам, если у вас возникли вопросы или пожелания:
Мы постараемся найти нужный Вам материал и отправим по электронной почте. Не стесняйтесь обращаться к нам, если у вас возникли вопросы или пожелания:
Email: Нажмите что бы посмотреть
Что такое ThePresentation.ru?
Это сайт презентаций, докладов, проектов, шаблонов в формате PowerPoint. Мы помогаем школьникам, студентам, учителям, преподавателям хранить и обмениваться учебными материалами с другими пользователями.
Для правообладателей
Влияние параметров сварки на геометрию валика металла шва при дуговой сварке под флюсом Сикандар Тхакур, Гитеш Гога, Автар Сингх :: SSRN
Скачать эту статью
Открыть PDF в браузере
Добавить бумагу в мою библиотеку
Делиться:
4 страницы
Опубликовано: 26 июня 2020 г.
Просмотреть все статьи Sikandar Thakur
Факультет машиностроения, Инженерный колледж KC, Наван Сахар, Пенджаб
Департамент машиностроения, Инженерный колледж KC, Наван Сахар, Пенджаб
Факультет машиностроения, инженерный колледж KC, Наван Сахар, Пенджаб
Дата написания: 19 января 2020 г. высокая скорость наплавки, высокое качество сварных швов, простота автоматизации и минимум навыков работы. Дуговая сварка под флюсом характеризуется большим количеством параметров процесса, влияющих на производительность на выходе, таких как двухуровневая твердость и геометрия валика, что впоследствии влияет на качество сварного шва. В данной исследовательской работе изучалось влияние различных параметров сварки на геометрию капли. Выбираются четыре параметра сварки, а именно ток, напряжение дуги, скорость перемещения при сварке и расстояние от сопла до листа. Математическая модель была разработана на основе данных, полученных с помощью двухуровневого полуфакторинга. Дизайн-эксперт 7 реализуется для того, чтобы выяснить значимый и коммуникационный эффект. Было замечено, что ширина валика, проплавление, армирование увеличиваются с увеличением сварочного тока. Ширина валика также увеличивается с увеличением напряжения, но упрочнение и проникновение уменьшаются с увеличением напряжения. Расстояние от сопла до пластины и скорость сварки очень мало влияют на ширину валика, проплавление и армирование.
Дизайн-эксперт 7 реализуется для того, чтобы выяснить значимый и коммуникационный эффект. Было замечено, что ширина валика, проплавление, армирование увеличиваются с увеличением сварочного тока. Ширина валика также увеличивается с увеличением напряжения, но упрочнение и проникновение уменьшаются с увеличением напряжения. Расстояние от сопла до пластины и скорость сварки очень мало влияют на ширину валика, проплавление и армирование.
Ключевые слова: Аппарат для дуговой сварки под флюсом, Дизайн Эксперт 7
Рекомендуемое цитирование:
Рекомендуемая ссылка
Такур, Сикандар и Гога, Гитеш и Сингх, Автар, Влияние параметра сварки на геометрию валика металла сварного шва при дуговой сварке под флюсом (19 января 2020 г.). Международная конференция передовых исследований и инноваций (ICARI) 2020, доступно на SSRN: https://ssrn.com/abstract=3635987 или http://dx.doi.org/10.2139/ssrn.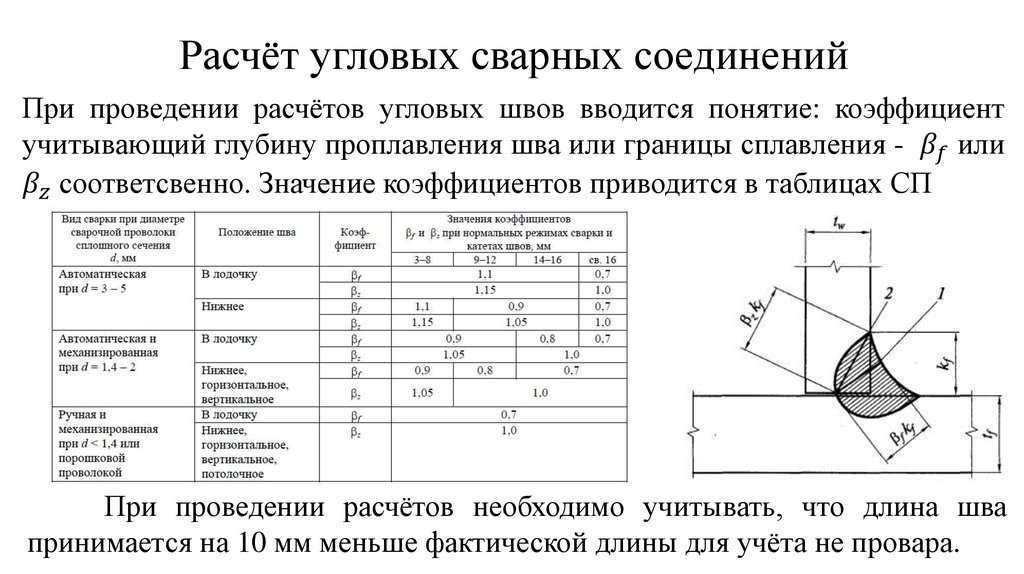 3635987
3635987
У вас есть вакансия, которую вы хотели бы рекламировать в SSRN?
Связанные электронные журналы
Обратная связь
Обратная связь с SSRN
Обратная связь
(требуется)
Эл. адрес
(требуется)
Если вам нужна немедленная помощь, позвоните по номеру 877-SSRNHelp (877 777 6435) в США или +1 212 448 2500 за пределами США с 8:30 до 18:00 по восточному поясу США с понедельника по пятницу.
Оптимизация электрических параметров геометрии сварки сплава 6063-T с использованием методов Тагучи
Манладан С., Юсоф Ф., Рамеш С., Фадзил М., Луо З., Ао С. (2017) Обзор контактной точечной сварки алюминиевых сплавов. Int J Adv Manuf Technol 90(1–4):605–634
Артикул
Google ученый
 «>
«>Чам Г., Ипекоглу Г. (2017) Последние разработки в области соединения алюминиевых сплавов. Int J Adv Manuf Technol 91(5–8):1851–1866
Статья
Google ученый
Carlos Dutra J, Machado Cirino L, Goncalves e Silva RH (2010) AC-GTAW алюминия — новая перспектива для оценки роли времени положительной полярности. Sci Technol Weld Join 15(7):632–637
Артикул
Google ученый
Schenk T, Schwenk C (2010) Реакция материала сварных швов GMA толщиной 1 мм DP600 внахлест. Sci Technol Weld Join 15(7):567–574
Статья
Google ученый
Halmoy E (1999) Моделирование обнаружения вращающейся дуги при дуговой сварке металлическим газом. Sci Technol Weld Join 4(6):347–351
Статья
Google ученый
 «>
«>Jaidi J, Dutta P (2004) Трехмерная турбулентная конвекция сварочной ванны в процессе дуговой сварки металлическим электродом. Sci Technol Weld Join 9(5):407–414
Статья
Google ученый
Чжао Л., Цукамото С., Аракане Г., Сугино Т., Деброй Т. (2011) Влияние кислорода на геометрию сварного шва при сварке волоконным лазером и гибридной сваркой волоконный лазер-GMA. Sci Technol Weld Join 16(2):166–173
Статья
Google ученый
Ким Х.Р., Пак Ю.В., Ли К.И. (2008) Применение реляционного анализа Грея для определения параметров сварки для гибридной сварки алюминиевого сплава Nd: YAG-лазер GMA. Sci Technol Weld Join 13(4):312–317
Статья
Google ученый
Mendez PF, Eagar TW (2001) Сварочные процессы для авиации. Adv Mater Process 159(5):39–43
Google ученый
 «>
«>Brandt U, Lawrence F, Sonsino C (2001) Возникновение и рост усталостной трещины в AlMg4. 5Mn стыковые сварные соединения. Fatigue Fract Eng Mater Struct 24(2):117–126
Артикул
Google ученый
Михалерис П. (2011) Моделирование остаточных напряжений и деформаций при сварке: текущие и будущие направления исследований. Sci Technol Weld Join 16(4):363–368
Статья
Google ученый
Михалерис П. (2011) Количественная оценка погрешности при моделировании остаточных сварочных напряжений и деформаций. Sci Technol Weld Join 16(8):722–727
Статья
Google ученый
Сонг С., Донг П. (2017) Остаточные напряжения при ремонте сварных швов и влияние геометрии ремонта. Sci Technol Weld Join 22(4):265–277
Статья
Google ученый
 «>
«>Марья М, Марья С (1998) Теоретический и экспериментальный анализ различий в морфологии наплавленного валика. J Mater Eng Perform 7(4):515–523
Статья
MathSciNet
Google ученый
Окуи Н., Кетрон Д., Борделон Ф., Хирата Ю., Кларк Г. (2007) Методика прогнозирования формы зоны плавления. Сварной шов J 86(2):35–43–сек
Google ученый
Канти К.М., Рао П.С. (2008) Прогнозирование геометрии валика при импульсной сварке GMA с использованием нейронной сети обратного распространения. J Mater Process Technol 200(1):300–305
Артикул
Google ученый
Лаззарин П., Тово Р. (1998) Подход с использованием коэффициента интенсивности надреза к анализу напряжений сварных швов. Fatigue Fract Eng Mater Struct 21(9):1089–1103
Артикул
Google ученый
 «>
«>Месегер-Вальденебро Х.Л., Портолес А., Мартинес-Конеса Э. (2017) Преподавание кода ASME IX студентам, изучающим процессы сварки GTAW, GMAW/FCAW, SMAW и сварки под пилой. Дж Матер Образование 39(1–2):19–42
Google ученый
Romani G, Meseguer-Valdenebro JL, Portoles A (2017) Экспериментальное исследование электрических параметров GMAW на сварных швах в разных положениях. Trans Indian Inst Metals 70(1):159–166
Статья
Google ученый
Хавьер Наранхо Ф., Алехандро Торрес Дж. (2015) Анимации для обучения механике материалов с использованием инструментов метода конечных элементов (МКЭ) с открытым исходным кодом. J Mater Educ 37 (1–2): 39–58
Google ученый
Месегер-Вальденебро Дж.Л., Мартинес-Конеса Э.Дж., Серна Дж., Портолес А. (2016) Влияние параметров сварки на зону термического влияния при сварке алюминия. Therm Sci 20(2):643–653
Therm Sci 20(2):643–653
Статья
Google ученый
Месегер-Вальденебро Дж.Л., Серна Дж., Портолес А., Эстремс М., Мигель В., Мартинес-Конеса Э. (2016) Экспериментальная проверка численного метода, который прогнозирует размер зоны термического влияния. Оптимизация параметров сварки методом Тагучи. Транс-индийские металлы 69(3):783–791
Артикул
Google ученый
Meseguer-Valdenebro JL, Portoles A, Onoro J (2016) Численное исследование кривых TTP при сварке алюминиевого сплава 6063-T5 и оптимизация параметров процесса сварки методом Тагучи. Indian J Eng Mater Sci 23 (5): 341–348
Google ученый
Tarng Y, Yang W (1998) Оптимизация геометрии наплавленного валика при дуговой сварке вольфрамовым электродом методом Тагучи. Int J Adv Manuf Technol 14 (8): 549–554
Артикул
Google ученый
 «>
«>Рой Р.К. (2001) Планирование экспериментов с использованием подхода Тагучи: 16 шагов к улучшению продукта и процесса, 1-е изд. Wiley Interscience, США
Google ученый
Lin H, Chou C (2006) Оптимизация процесса сварки методом GTA с использованием метода Тагучи и нейронной сети. Sci Technol Weld Join 11(1):120–126
Статья
Google ученый
Расткердар Э., Шаманян М., Саатчи А. (2013) Тагучи Оптимизация параметров сварки GTA импульсным током для повышения коррозионной стойкости 5083 алюминиевых сварных швов. J Mater Eng Perform 22(4):1149–1160
Google ученый
Chi C-T, Chao C-G, Liu T-F, Wang C-C (2008) Оптимальные параметры низковольтной и высоковольтной электронно-лучевой сварки магниевых сплавов серии AZ и механизм формы сварного шва и образования пор. Sci Technol Weld Join 13 (2): 199–211
Sci Technol Weld Join 13 (2): 199–211
Артикул
Google ученый
Yue XK, Tong GQ, Chen F, Ma XL, Gao XP (2017) Оптимальные параметры сварки для мелкомасштабной контактной точечной сварки с использованием методологии поверхности отклика. Sci Technol Weld Join 22(2):143–149
Статья
Google ученый
Санчес-Лозано Дж.М., Месегер-Вальденебро Дж.Л., Портолес А. (2017) Оценка процесса дуговой сварки с помощью комбинации методов TOPSIS-AHP с нечеткой логикой. Trans Indian Inst Metals 70 (4): 935–946
Артикул
Google ученый
Беллман Р.Э., Заде Л.А. (1970) Принятие решений в нечеткой среде. Manag Sci 17(4):B-141
Статья
MathSciNet
Google ученый
Субашини Л.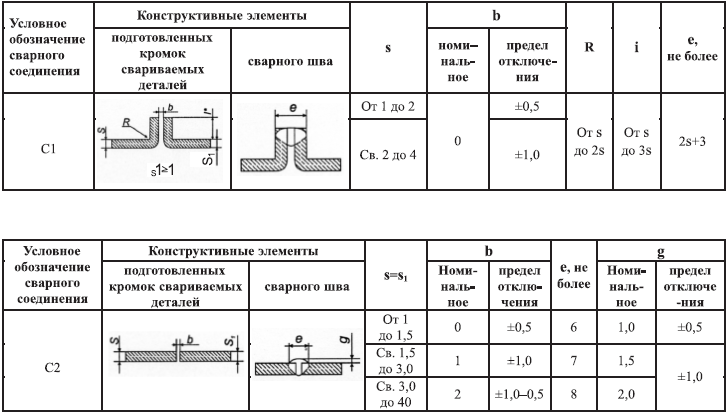 , Васудеван М. (2012) Модели на основе адаптивной нейро-нечеткой системы логического вывода (ANFIS) для прогнозирования ширины валика сварного шва и глубины провара на основе инфракрасного теплового изображения сварочной ванны. Metall Mater Trans B Process Metall Mater Process Sci 43(1):145–154
, Васудеван М. (2012) Модели на основе адаптивной нейро-нечеткой системы логического вывода (ANFIS) для прогнозирования ширины валика сварного шва и глубины провара на основе инфракрасного теплового изображения сварочной ванны. Metall Mater Trans B Process Metall Mater Process Sci 43(1):145–154
Артикул
Google ученый
Датта С., Бандйопадхьяй А., Пал П.К. (2008 г.) Применение философии Тагучи для параметрической оптимизации геометрии валика и ширины ЗТВ при дуговой сварке под флюсом с использованием смеси свежего флюса и расплавленного флюса. Int J Adv Manuf Technol 36(7–8):689–698
Статья
Google ученый
Sooriyamoorthy E, Henry SPJ, Kalakkath P (2011) Экспериментальные исследования по оптимизации параметров процесса и конечно-элементный анализ распределения температуры и напряжения при соединении Al-Al и Al-Al2O3 с использованием ультразвуковой сварки. Int J Adv Manuf Technol 55 (5–8): 631–640
Int J Adv Manuf Technol 55 (5–8): 631–640
Артикул
Google ученый
Lin H-L, Chou CP (2008) Моделирование и оптимизация процесса микросварки лазером Nd: YAG с использованием метода Тагучи и нейронной сети. Int J Adv Manuf Technol 37(5–6):513–522
Статья
Google ученый
ASM International (1998) Справочник по металлу. АСМ Интернэшнл, США
Google ученый
Айдын Х., Байрам А., Эсме У., Казанкоглу Ю., Гювен О. (2010) Применение анализа отношения Грея (gra) и метода Тагучи для параметрической оптимизации процесса сварки трением с перемешиванием (fsw). Матер Технол 44(4):205–211
Google ученый
Касман С. (2013) Оптимизация с несколькими ответами с использованием реляционного анализа Грея на основе Тагучи: тематическое исследование разнородной стыковой сварки трением с перемешиванием AA6082-T6/AA5754-h211.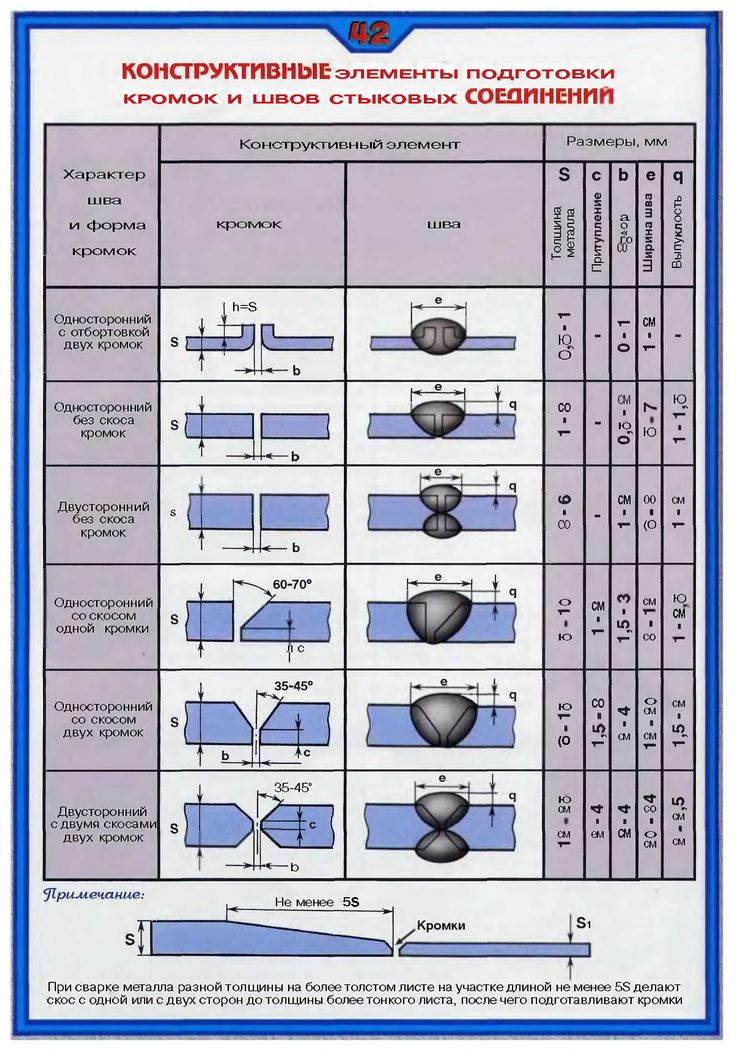 Int J Adv Manuf Technol 68 (1–4): 795–804
Int J Adv Manuf Technol 68 (1–4): 795–804
Артикул
Google ученый
Ma X, Yoshida F (2003) Численное моделирование распределения напряжения сдвига в паяной сборке Al-Al2O3. Sci Technol Weld Join 8(2):154–156
Статья
Google ученый
Сингх П., Гуха Б., Ачар Д. (2003) Прогноз усталостной долговечности стыковых сварных соединений AISI 304L с различной геометрией валика с использованием метода локального напряжения. Sci Technol Weld Join 8(4):303–308
Артикул
Google ученый
Гао Х., Дутта Р.К., Хуизенга Р.М., Амирталингам М., Херманс М.Дж.М., Буслапс Т., Ричардсон И.М. (2014) Релаксация напряжения за счет ультразвуковой ударной обработки многопроходных сварных швов. Sci Technol Weld Join 19(6):505–513
Статья
Google ученый
 «>
«>Spiegel M, Schiller J, and Srinivasan R (2007) Analisis de la varianza, Probab. Эстад. 2 a Ed México DF McGraw-Hill, стр. 335–71
Spiegel M, Schiller J, and Srinivasan R (2007) Probabilidad y Estadística. «Очерк теории и проблемы вероятности и статистики» Шаума. Шаум. 2 издание. Макгроу-хилл. México DF[Links]
Meseguer-Valdenebro JL, Migue V, Caravaca M, Portoles A, Gimeno F (2015) Преподавание механических свойств различных сталей для студентов инженерных специальностей. J Mater Educ 37 (3–4): 103–118
Google ученый
Джозеф В.Р., Мелкоте С.Н. (2009) Статистические корректировки инженерных моделей. J Qual Technol 41(4):362–375
Статья
Google ученый
Natarajan U, Suganthi XH, Periyanan PR (2016) Моделирование и многофакторная оптимизация характеристик качества для процесса бурения с микро-ЭЭО.