Содержание
технология радиусного загиба, приспособления, трубогибы, цена
Автор admin На чтение 5 мин. Просмотров 2.8k. Опубликовано
Гибка профильной трубы по радиусу позволяет сэкономить время сборки металлоконструкции.
Ведь дугообразную балку можно либо согнуть из одного отрезка профильной трубы, либо собрать с помощью сварки из десятка-другого заготовок, нарезанных из той же разновидности металлопроката.
Содержание
- Технология гибки профильной трубы машинным способом
- Гибка профильной трубы своими руками
- Оборудование для гибки труб: заводские и самодельные варианты
- Самодельные трубогибы
Технология гибки профильной трубы машинным способом
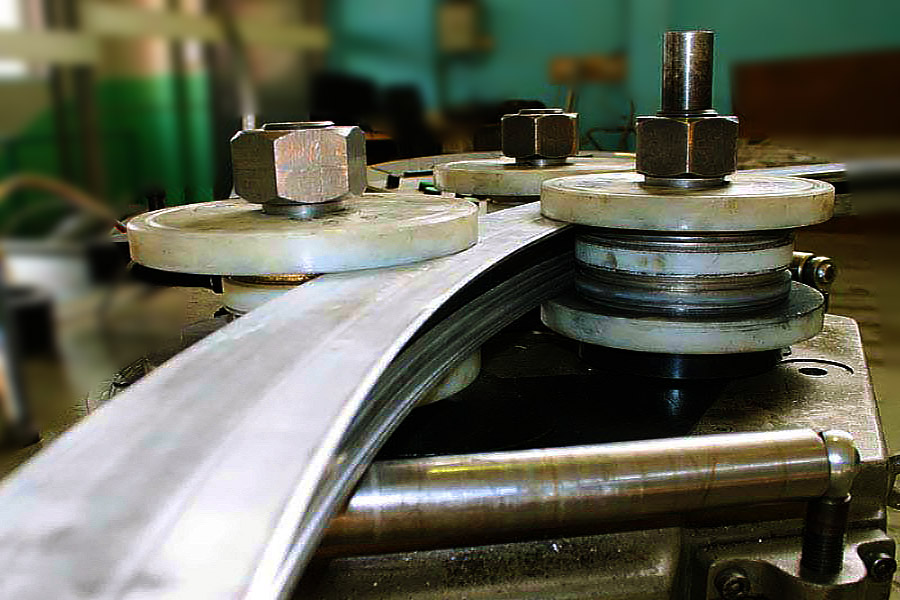
В основе процесса механической гибки лежит контролируемая деформация тела трубы, осуществляемая на особых станках-трубогибах. Деформируемое изделие помещают на два «транспортных» вальца и прижимают (сверху или снизу) деформирующим вальцом.
Причем деформирующий валец располагается между транспортной парой (чаще всего по центру) и сгибает расположенную «в воздухе» трубу, используя транспортные вальцы как опорные поверхности.
Контролируя скорость подачи тубы и прижимное усилие можно влиять и на степень «кривизны» трубы, и на производительность процесса. Причем радиусная гибка профильных труб, как правило, происходит за несколько «проходов. Изделие деформируется постепенно, поэтому трубу «заправляют» в систему подачи станка несколько раз и, прокатывая сквозь зону деформации, увеличивают степень кривизны изделия. Результат контролируется шаблоном, к которому прикладывают «полусогнутую» трубу.
При этом внешние габариты тела трубы практически не меняются, а в теле изделия накапливаются практически неощутимые усталостные деформации. Ну а сама процедура реализуется в «холодном» состоянии.
Причем при определенной сноровке, используя мощные, гидравлические трубогибы для профильных труб, изделие можно «скрутить» даже в кольцо.
Однако, подобные манипуляции с профильной трубой возможны с оглядкой на минимальный радиус кривизны изгиба, который вычисляют по внешним габаритам деформируемого изделия. Стоит выйти за этот «минимальный радиус» и в теле трубы появятся трещины, а собранная из таких изделий металлоконструкция развалится под своим весом.
Гибка профильной трубы своими руками
Для деформации профильной трубы инструмент, конечно же, нужен, но не обязателен. Эту операцию можно выполнить и без трубогиба, фактически «своими руками», задействовав наполнители и шаблоны.
Сам процесс ручной гибки, в этом случае, выглядит следующим образом:
- В подготовленный мерный отрезок трубы, один торец которого заглушен плотной пробкой, засыпается песок или заливается вода.
- После заполнения внутренней полости второй торец заглушается такой же пробкой.
- Далее труба помещается в шаблон – частокол из штырей, в который вводится свободный торец. Орудуя вторым торцом как рычагом можно согнуть край трубы в шаблоне, после чего нужно продвинуть деформируемого изделии далее по шаблону и продолжить операцию тем же образом.


В итоге, труба деформируется. Правда, такой трубогиб для профильной трубы – ручной, с плохо контролируемым усилием изгиба – не гарантирует качество операции, особенно, на протяженных участках.
Кроме того, для гибки труб можно использовать обычный домкрат. Его подводят под два штыря, вбитых в стену. Заполненную песком или водой трубу укладывают на шток домкрата и поднимают до уровня упоров. После этого шток продолжает движение и выгибает участок трубы.
Такой способ, в сочетании с шаблоном, гарантирует достаточно высокое качество операции, поскольку позволяет контролировать процесс гибки за счет дозирования деформирующего усилия.
Оборудование для гибки труб: заводские и самодельные варианты
Классическое приспособление для гибки профильной трубы – это трубогиб. Причем агрегаты подобного типа бывают ручными и механизированными.
У ручных станков от мускульной силы оператора работает и привод подачи трубы (соединенные цепной передачей вальцы) и генератор деформирующего усилия (соединенная с верхним вальцом струбцина).
Механизированный станок для гибки профильной трубы работает на электрическом приводе, который генерирует крутящий момент на подающих вальцах. Генератор прижимного усилия такого агрегата функционирует либо от мускульной силы оператора (струбцина), либо от гидравлического привода (ротационный пресс).
К заводским моделям трубогибов относятся агрегаты из серии «ПГ» (профелегибы).
Причем в быту и промышленности используют следующие модели:
- ПГ-1 – мобильный трубогиб, который могут использовать и «домашние мастера» и слесари или сантехники из аварийных бригад. Этот компактный аппарата сгибает профиль с габаритами до 40х40 миллиметров. Причем минимальный радиус изгиба – 180 миллиметров, а минимальный диаметр (для кольцеобразных деталей) – 0,6 метра.
- ПГ-2 – мобильный трубогиб с увеличенной мощностью. Этот аппарат сгибает даже 60-миллиметровые профили. Минимальный радиус изгиба в данном случае равен 22 сантиметрам (диаметр — 60 сантиметрам).
Средняя стоимость подобных станков – 600-700 долларов США. Поэтому большинство домашних мастеров используют не «фабричные» а самодельные трубогибы. Или заказывают услугу у специализированных компаний.
Поэтому большинство домашних мастеров используют не «фабричные» а самодельные трубогибы. Или заказывают услугу у специализированных компаний.
Причем цена гибки профильной трубы зависит от объемов работы, габаритов и конструкционного материала деформируемого изделия и сложности профиля согнутой детали.
Самодельные трубогибы
Самодельные аппараты для гибки труб конструируют на основе трехвальцовой схемы, реализованной в промышленных трубогибах.
Сборку такой конструкции начинают с производства каркаса – прямоугольника, изготовленного из четырех швеллеров, соединенных сваркой.
На изготовленный каркас, по центру, наваривают П-образный кронштейн, в центр верхней планки которого вваривают гайку – основу будущей струбцины. В эту гайку вкручивают винт с маховиком. Пята винта контактирует с подвижной плитой, которая перемешается в пазах боковых стенок П-образного кронштейна. В плиту (которую можно выполнить в виде того же П-образного кронштейна, только с короткими вертикальными «ножками) встраивают валец (закрепляя между боковыми «ножками»). Прижимное усилие будет генерироваться струбциной.
Прижимное усилие будет генерироваться струбциной.
По бокам от П-образного кронштейна наваривают стержневые кронштейны, которые будут удерживать подающие вальцы. Крепление вальцов осуществляется с помощью винтов. Причем с одной стороны на вальцы монтируют звездочки цепной передачи (можно использовать детали от велосипеда).
В финале на подающие вальцы надевают цепь и крепят к одной из звездочек рукоять, с помощью которой генерируют момент вращения на валу.
Схема работы такого агрегата очень проста:
- Деформируемую трубу укладывают на подающие вальцы и поджимают деформирующим роликом, затягивая винт струбцины.
- После этого, вращая рукоять подающей системы, прокатывают всю трубу сквозь зону деформации.
- При необходимости вышеописанные действия повторяют еще раз.
В итоге, труба гнется, а владелец оборудования экономит от 500 до 700 долларов США.
Гибка профильной трубы — цены на радиусную гибку профильных труб
 org/BreadcrumbList»>
org/BreadcrumbList»>
При работе с металлоконструкциями и профилем в Санкт-Петербурге чаще многих других заготовок обрабатывают трубопрокат. Его сгибают под заданным радиусом. Делают это как с помощью дорнового трубогиба, так и с использованием специального станка оснащённого числовым программным управлением (ЧПУ).
Эти методы обработки востребованы при изготовлении самых разных металлических деталей и изделий с изгибом (круглых, квадратных, прямоугольных). В частности, таким способом создают:
- детали машин, механизмов, оборудования;
- гнутый металлический профиль;
- элементы бассейнов при их строительстве;
- заготовки для мебельного производства и многое другое.

На заказ проводится профессиональная обработка трубопрокатных изделий из нержавейки, стали, алюминия, меди, латуни и т.д. Наша компания при необходимости может разработать КМД и КМ.
Способы гибки
Основных методов гиба стандартных и нестандартных изделий два:
- холодный;
- горячий (с нагревом).
Когда мы оказываем услуги прокатки или гибки профильной трубы по радиусу на автоматическом станке, цена назначается индивидуально. Чтобы согнуть заготовку, мы применяем различные технологии, в том числе:
- методом трехроликовой вальцовки
- с помощью дорнового станка
- с применением листогибочного станка
Также могут задействовать при гибке металла на заказ две опоры или внутреннее гидростатическое давление. Заготовку могут протягивать через фильеру с кривой осью либо растягивать.
Преимущества
Есть несколько плюсов, которые обеспечивает такой подход:
- экономится время;
- металлические полости на сгибах прутка получаются герметичными;
- эстетично.
Стоимость гибки профильных труб
При заказе данной трубогибочной работы, как и любой другой, для заказчика в Санкт-Петербурге имеют значение расходы. Основные параметры, от которых зависит цена гибки:
- размеры труб
- радиус гиба
- поперечное сечение
- длина заготовки
Цена услуги по гибке профильной стальной квадратной или круглой трубы рассчитывается индивидуально менеджером, на основании ваших параметров.
Гибка труб и профилей
Гибка труб и профилей
Если Вам необходима качественная и оперативная гибка труб, мы используем современное оборудование и предлагаем нашим клиентам гибку круглых и профильных труб, из круглого и плоского материала методом навивки, при наличии дефектов и изменений геометрии в зависимости от варианта гибки исключены.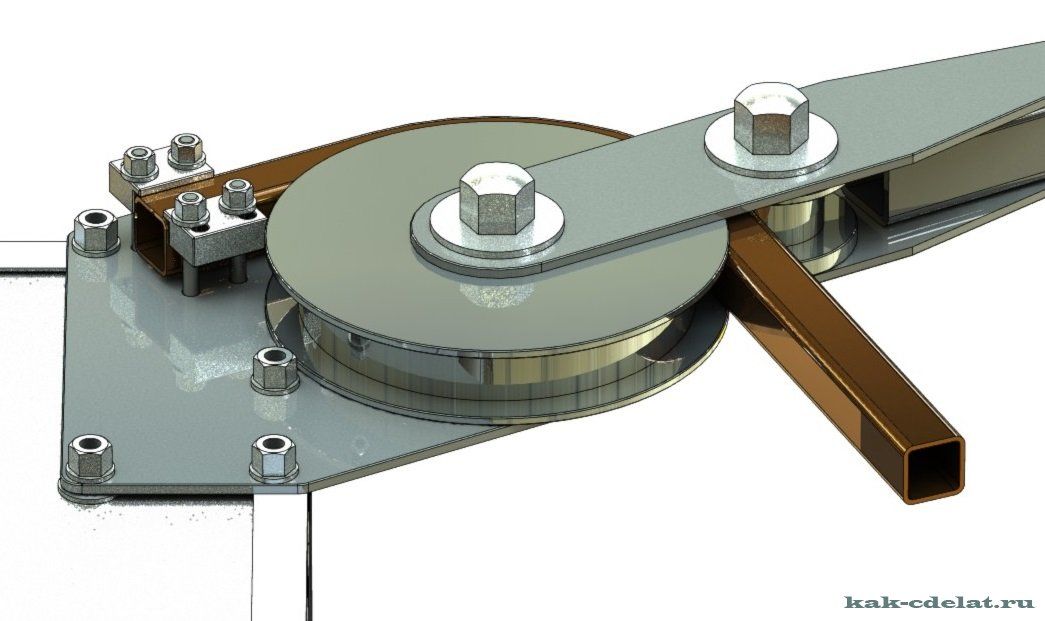
Гибка труб, в отличие от сварки, выглядит достаточно аккуратно. Этот процесс повышает рентабельность производства нашей компании, а также снижает трудоемкость изготовления изделий.
Сам метод намотки, его технология заключается в очень точной гибке стали, нержавеющей стали, алюминия и других материалов. Мы предлагаем гибку как тонкостенных, так и толстостенных труб и профилей, гибку с фиксированным и переменным радиусом.
Мы знаем толк в качественных трубах, так как сами используем эту технологию при изготовлении лестничных и балконных ограждений, а также в различных решетках и воротах. За счет работы высокотехнологичных трубогибочных автоматов мы тратим на гибку минимум времени. Таким образом, наши заказчики получают готовые изделия с высокой точностью угла гибки и отличного качества.
ПРЕИМУЩЕСТВА ГИБКИ ТРУБ
снижение расхода материала, так как отсутствуют сварные трубы
снижение трудоемкости при создании конструкций
лучшие гидроаэродинамические характеристики прохода
отсутствие неблагоприятного воздействия на структуру металла
преимущество в уплотнении по сравнению с резьбовыми соединениями
лучший внешний вид конечного продукта
Оправочный метод
Оправочный изгиб труб и профилей от 16*1,2 мм до 90*3 мм
Возможный диапазон радиуса изгиба – от 30 мм до 250 мм и профилей с использованием дополнительного стального или бронзового элемента – оправки или оправки со сферами (в зависимости от диаметра профиля и толщины стенки) для гибки радиусом 1,5 диаметра трубы или профиля.
Данный способ позволяет избежать:
- Формы без перетяжек, микротрещин, волнистых складок внутри радиуса – гофра
- Изменение геометрии трубы в месте изгиба
- Неблаговидный внешний вид изделия
49
Список инструментов
D10 R=20 мм
D12 R=12 мм, R=19 мм
D17,2 R=30 мм
D18 R=36 мм
D20 R=25 мм, R=30 мм, R=45 мм
D25 R=25 мм , R=28,5 мм, R=35 мм, R=36 мм, R=50 мм
D26 R=62,5 мм
D28 R=70 мм
D30 R=60 мм
D32 R=35, R=70 мм
D38 R=40 мм, R=50 мм, R=76 мм
D50 R=70 мм
D42,4 R=84,4 мм
D48,3 R=96,6 мм
D60,3 R=120,6 мм, R=150 мм
D73 R=146 мм
D88,9 R=177,8 мм
20*20*2 R=50 мм
50*50*2 R=175 ммСписок инструментов постоянно пополняется!
Бездорновой способ
Предлагаем услуги данного отвода для труб и профилей от 6 м до 114,3*4 мм
Возможный диапазон радиусов изгиба – от 15 мм до 700 мм
Бездорновой метод – самая дешевая технология навивки трубы и профиля на гибочную матрицу.
Суть данного вида изгиба – радиус изгиба, который равен как минимум 3-4 диаметрам трубы и зависит от толщины стенки профиля.Важнейшей особенностью данного изгиба является деформация материала, изгиб которого происходит без каких-либо дополнительных инструментов внутри профиля, но являясь дешевым способом изгиба, при таком малом радиусе позволяет сохранить овальность трубы не более 15% от первоначального диаметра.
Список инструментов
3/8 (17,2 мм) R=36 мм, R=53,5 мм
½ (21,3 мм) R=46 мм, R=59 мм, R=67 мм
¾ (26,9 мм) R =56 мм, R=59 мм, R=67 мм, R=78 мм, R=90 мм
1 дюйм (33,7 мм) R=56 мм, R=67 мм, R=82 мм, R=90 мм, R=100 мм, R=112 мм
1”1/4 (42,4 мм) R=90 мм, R=100 мм, R=112, R=127,2 мм, R=130 мм, R=150 мм, R=160 мм, R =190
мм
1”1/2 (48,3 мм) R=100 мм, R=130 мм, R=144,75 мм, R=150 мм, R= 160 мм, R=190 мм, R=199,5
мм
2” (60,3 мм) R=130 мм, R=150 мм, R=160 мм, R=180,9 мм, R=190 мм, R=238,5 мм
2”1/2 (76,1 мм) R=228 мм, R=292 мм
3” (88,9 мм) R=270 мм
4” (114,3 мм) R=355 ммD6 R=30 мм, R=36 мм
D8 R=30 мм, R=36 мм
D10 R= 30 мм, R=36 мм, R=40 мм
D12 R=36 мм, R=46 мм, R=56 мм
D15 R=45 мм
D16 R=36 мм, R=48 мм, R=56 мм
D19 R= 56 мм
D20 R=46 мм, R=56 мм, R=60 мм, R=67 мм, R=80 мм
D22 R=46 мм, R=56 мм, R=66 мм, R=67 мм
D25 R =56 мм, R=67 мм, R=75 мм, R=90 мм, R=100 мм, R=126 мм, R=131,5 мм
D30 R=67 мм, R=90 мм, R=120 мм
D32 R=67 мм, R=96 мм, R=130 ммD35 R=90 мм, R=105 мм
D38 R=69 мм, R=90 мм, R=130
D40 R=90 мм, R=120 мм, R=160 мм
D45 R=90 мм
D50 R= 150мм, R=175ммСписок инструментов постоянно пополняется!
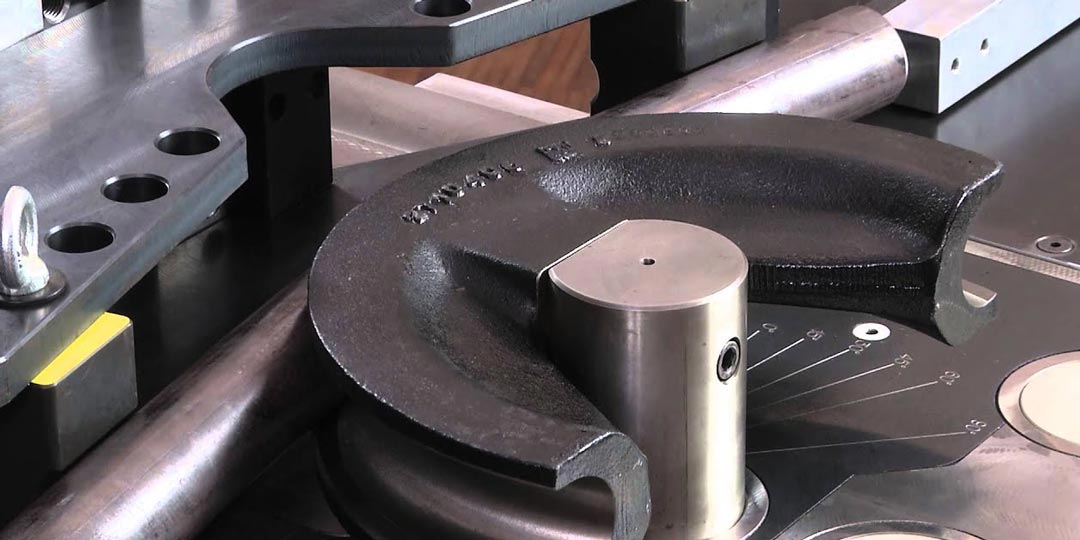
Профилегибочный станок
Предлагаем услуги данной гибки труб и профиля до 80*80*3 мм
К преимуществам такого станка можно отнести возможность получения гнутого профиля большой длины – от более 5 метров, что широко используется в строительстве.
Кроме того, заготовку можно согнуть под углом до 360 градусов — на полный круг. Гибка труб большого диаметра осуществляется на электрических станках по следующему принципу гибки: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.Такие станки позволяют реализовать точный угол изгиба (до одного градуса). Это обеспечивается либо простым механическим способом, либо заданием параметров в цифровом виде при наблюдении за всем процессом на экране высокоавтоматизированных комплексов. Такие машины используются только в заводских условиях.
Перечень инструментов — трубы
D10 мм
D12 мм
D15 мм
D16 мм
D20 мм
D25 мм
D30 мм
D32 мм
D35 мм
D38 мм
D40 мм
D45 мм
D50,8 мм
D60,3 мм
D26,9 мм
D33,7 мм
D42,4 ммСписок инструментов постоянно растет!
Список инструментов — Профили
10*10 мм
15*15 мм
20*20 мм
22*22 мм
25*25 мм
25*10 мм
28*28 мм
30*30 мм
30*22 мм
35*35 мм
40*40 мм
40*20 мм
45*45 мм
50*50 мм
50*25 мм
50*30 мм
60*60 ммСписок инструментов постоянно пополняется!
1D-5D Bends Гибка труб на заказ, гидравлический трубогибочный станок
ГИДРАВЛИЧЕСКИЙ ТРУБОГИБОЧНЫЙ СТАНОК
Гибка труб
В терминологии профильных труб и трубогибов типы колен часто упоминаются и обозначаются их соответствующими радиусами изгиба.
Нестандартные отводы труб обычно представляют собой любой тип профильного отвода трубы, который не соответствует стандартным коротким или длинным радиусным отводам на 45, 9Стандартные изгибы 0 и 180 градусов.
Изгибы трубы нестандартного профиля не имеют ничего общего со стандартными радиусами изгиба осевой линии от 1D до 5D со стандартными изгибами. Узнайте, почему вам нужно обсудить процесс, используемый для изготовления этих изгибов — изгибы труб на оправке или изгибы с вращательным растяжением. Ротационные гибочные машины требуют полного комплекта пресс-форм для успешной гибки в стандартном диапазоне от 1D до 5D. Сюда входят передние зажимы, гибочные штампы, оправки, зачистные штампы и упорные штампы. Этот набор инструментов предназначен для определенных диаметров труб и определенных радиусов осевой линии. Обозначение этих изгибов от 1D до 5D в качестве стандартных изгибов позволяет инженерам указывать радиусы для различных диаметров труб, при этом имея возможность получать детали по разумной цене в разумные сроки.
Изгибы 1,5D и выше считаются изгибами с большим радиусом. Двухмерный изгиб на 6-дюймовой трубе будет иметь радиус центральной линии 12 дюймов. Это будет называться изгибом большого радиуса, и он включает в себя изгибы от 2D до 5D (включая изгибы 5D), или радиус центральной линии в 5 раз превышает соответствующий диаметр трубы. Все стандартные повороты этих стандартных спецификаций гибки вращаются в одной плоскости с простой геометрией горизонтальной плоскости.
Для стандартного изгиба трубы это можно сделать, сравнив радиус изгиба с диаметром изгибаемой трубы. Изгибы 1D, 2D и 3D обычно называют изгибами с коротким радиусом и изгибами с большим радиусом; согласно спецификациям 1D, 2D и 3D радиус центральной линии изгиба называется множителем для соответствующего диаметра трубы. 1D — радиус изгиба центральной линии, который в два раза превышает диаметр трубы. Это означает, что изгиб 1D на 6-дюймовой трубе будет иметь радиус центральной линии 6 дюймов. Изгибы малого радиуса обозначаются как одномерные изгибы.
Вы можете указать пользовательские изгибы трубы с любым радиусом, и это более сложно, поскольку для некоторых деталей требуется несколько изгибов в одной детали. Это часто называют катушкой. Катушка представляет собой отрезок предварительно изготовленной трубы. Количество изгибов фиксируется на определенной длине трубы, определяется геометрия изгиба, и фланец трубы фиксируется с обоих концов, чтобы он был готов к болтовому соединению во время установки. Катушка может содержать столько колен, сколько позволяет или может разместить производитель детали. Во многих случаях эти типы нестандартных изгибов труб называются трехмерными изгибами, поскольку плоскость изгиба изменяется по мере изменения изгиба, что требует вращения вперед и назад между изгибами
Важная ссылка
Должен знать информацию о гибке профилей: практическое руководство по гибке профилей различных металлических профилейПоиск
ВИДЫ
ПРОФИЛЬНОГИБОЧНЫХ СТАНКОВ
По ссылке представлена подробная информация о трех сериях профилегибочных станков.
Вы можете нажать на конкретную модель, чтобы прочитать более подробную информацию о машине и некоторые связанные истории о машине.СЕРИЯ PBH
Все серии PBH 9Станки для гибки профилей 0096 приводятся в действие гидравлическим двигателем (до 9) с мощной способностью к изгибу.
Модуль стандартного сечения машины: 16CM3-600CM3. Он может сгибать медные, углеродистые, нержавеющие и алюминиевые профили.
Уголок, швеллер, балка, полоса, круглый и квадратный стержень, труба, квадратная труба.НАЖМИТЕ ЗДЕСЬ
Станок для гибки алюминиевых профилей с ЧПУ
Сервопривод. Фотоэлектрическое позиционирование, ЧПУ. Точность достигает ≤0,01 мм.
Подходит для сложной гибки алюминия по дуге переменной кривизны. Подходит для гибки алюминиевых профилей для автомобилей, дверей и окон Подходит для гибки алюминиевых профилей для автомобилей, дверей и оконНАЖМИТЕ ЗДЕСЬ
СЕРИЯ PBT
Высокопроизводительный трубогибочный станок для холодной гибки, ЧПУ, несколько программ, несколько настроек угла, более простое управление и программные настройки.
 Суть данного вида изгиба – радиус изгиба, который равен как минимум 3-4 диаметрам трубы и зависит от толщины стенки профиля.
Суть данного вида изгиба – радиус изгиба, который равен как минимум 3-4 диаметрам трубы и зависит от толщины стенки профиля. Кроме того, заготовку можно согнуть под углом до 360 градусов — на полный круг. Гибка труб большого диаметра осуществляется на электрических станках по следующему принципу гибки: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.
Кроме того, заготовку можно согнуть под углом до 360 градусов — на полный круг. Гибка труб большого диаметра осуществляется на электрических станках по следующему принципу гибки: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.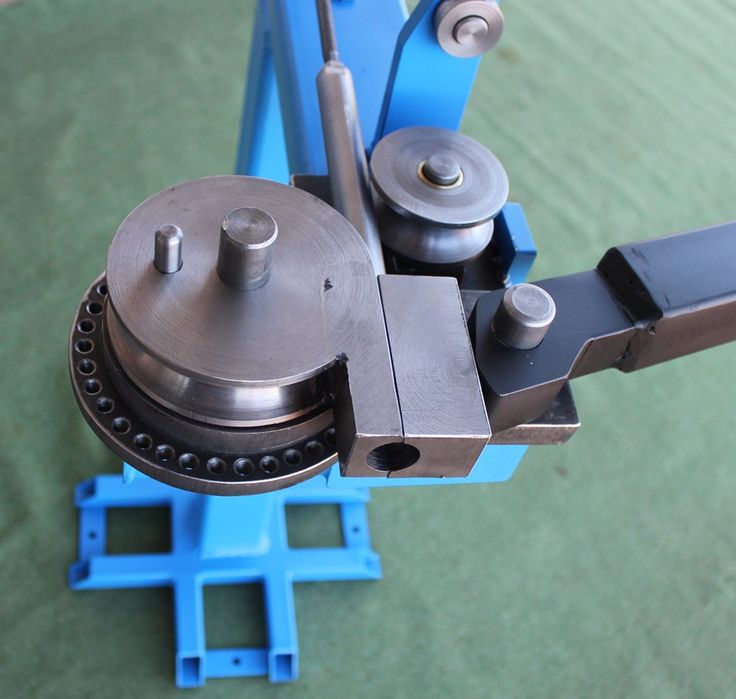


 Вы можете нажать на конкретную модель, чтобы прочитать более подробную информацию о машине и некоторые связанные истории о машине.
Вы можете нажать на конкретную модель, чтобы прочитать более подробную информацию о машине и некоторые связанные истории о машине.