Правильно отрезной станок для проволоки своими руками. Гибка проволоки своими руками
Гибка проволоки на производстве и в домашних условиях
Трудно сказать, где сегодня не нашли применение изделия из проволоки, которая представляет собой металлическую нить или тонкий пруток. Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
С физической точки зрения, процесс сгибания проволоки заключается в одновременном сжимании внутренних и растягивании внешних слоев металла проволоки. Процесс также может сопровождаться и продольным смещением этих слоев, если при этом происходит скручивание. Такая технология работы с металлической проволокой широко используется как во многих отраслях промышленности, так и в ювелирном деле.
Способы гибки металлической проволоки
Существует несколько основных способов придания металлической проволоке необходимой формы готового изделия, так можно выделить:
- ручной способ сгибания проволоки с помощью специальных инструментов и простых приспособлений. Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний;
- ручной способ изготовления ювелирных изделий из проволоки до 2 мм в диаметре. Требует специальных инструментов и приспособлений, а также определенных знаний и навыков для работы с драгоценными металлами;
- гибка проволоки из бухты, в основе которого используется специальное приспособление, которое называют размотчиком;
- сгибание проволоки из металлического прутка;
- сгибание методом обкатки проволоки;
- сгибание металлической проволоки методом проталкивания.
Проволокогибочные станки
Механические станки для массового изготовления деталей и готовых изделий из металлической проволоки широко применяются в промышленном производстве. В зависимости от способа технологии придания формы готовому изделию, различают:
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты. Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки.
 Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять. - Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка. Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
- Проволокогибочный станок для сгибания проволоки методом обкатки служит в основном для изготовления различных деталей округлой формы и разных видов круглых пружин. К примеру, такой станок для гибки проволоки путем обкатки работает за счет того, что проволока подается через направляющие ролики на вал заданного радиуса, где, вследствие своего вращательного движения, огибает палец заданное количество раз. При этом проволока скручивается по заданному радиусу, который имеет гибочный палец и обкаточные ролики. За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена гибочных приспособлений, так и пусконаладочные работы.
- Проволокогибочный станок для сгибания металлической проволоки методом проталкивания. Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.
- Рихтовочные станки используются как дополнительное устройство в технологических линиях изготовления различных металлических проволочных сеток для правки проволоки и придания ей определенной формы. Здесь применяются две технологии: правка методом вращения с помощью рамки и правка с помощью двухплоскостного правильного блока. Двухплоскостной блок правит не очень идеально, но не скручивает при этом проволоку. А вот вращающаяся правильная рамка имеет более сложную конструкции, но многие производители станков все-таки предпочитают ее классической конструкции правильного блока.
ЧПУ станки
Развитие станкостроения позволило выпускать станки для гибки проволоки с одной или двумя гибочными консолями. Они могут изготавливать готовые изделия не только плоской 2D формы, но и пространственные 3D модели.Передача управления производственными процессами промышленному компьютеру дала возможность станку с ЧПУ обеспечивать поворот гибочных консолей в трехмерном пространстве в любой заданной последовательности.
Гибка проволоки ЧПУ станками не только позволяет обеспечивать более высокую производительность, но и наладить выпуск разных по форме изделий всего лишь путем смены производственной программы.
Приспособления для сгибания проволоки «своими руками»
В любом домашнем хозяйстве широко применяется металлическая проволока, точнее, различные изделия из нее.
Гибка проволоки с помощью ручного слесарного инструмента своими руками позволяет изготавливать достаточно большое количество необходимых в хозяйстве изделий, такие как:
- хомуты,
- кронштейны,
- вешалки и т. п.
Но для этого приходиться использовать наиболее мягкие и пластичные виды проволоки, так чтобы можно было с легкостью сгибать металл в нужную нам форму.
Так, для работы с проволокой до 3 мм в диаметре, подойдут круглогубцы, плоскогубцы и слесарные тиски, а разрезать проволоку можно кусачками или бокорезами.Такого набора вполне достаточно для придания металлической проволоке нужной формы и ее последующей обработки.
Работа же с проволокой большого диаметра имеет определенные трудности. А вот если она еще и жесткая, то для ее сгибания вручную понадобиться использовать специальные приспособления для гибки.
Конечно, можно купить готовое приспособление для гибки, но вполне по силам сделать инструмент своими руками. Как сделать своими руками приспособление для гибки проволоки из доступных деталей можно посмотреть на фото.
Как согнуть проволоку в кольцо ровно
Для того, чтобы согнуть проволоку в кольцо и оно при этом получилось правильной формы, необходимо воспользоваться либо заранее изготовленной деревянной болванкой нужного диаметра, либо использовать кусок металлической трубы подходящего диаметра. На шаблон навиваем не менее двух витков и делаем отметки, при этом не забываем взять поправку на толщину реза. Далее, разрезаем проволоку и свариваем ровное кольцо.
Если кто-то знает другие способы получения сложных форм из проволоки, можете поделиться ими в блоке комментариев.
Оценка статьи:
Поделиться с друзьями:
Поиск записей с помощью фильтра:
ГибкаЗащитаКовкаРезкаСваркаСверление
АрматураКвадратКругЛистПолосаПроволокаТрубаУголокШвеллер/балка
АлюминийЛатуньМедьНержавейкаТитанЧугун
wikimetall.ru
Гибка проволоки — sovetskyfilm.ru

Автоматический универсальный станок для гибки проволоки, модель 3D-R70. Проволока разматывается из бухты, выпрямляется, гнется и отрезается — все в автоматическом режиме, по программе ЧПУ. Станок оптимально подходит для гибки плоских и пространственных изделий из стальной проволоки общего назначения. Отличительные особенности станка для гибки проволоки 3D-R70. относительно высокая производительность и быстрая переналадка на другое изделие / программу.
Станок 3D-R70 работает с проволокой диаметром от 2 до 7мм (обычная стальная), либо от 2 до 4мм (пружинная). По функциональным возможностям, 3D-R70 может изготавливать более сложные изделия, чем обычные одноголовочные проволокогибочные станки конкурирующих компаний, за счет поворотного механизма гибочной матрицы.
Пространственная гибка осуществляется осевым поворотом проволоки. Силовые и управляющие провода при этом не перекручиваются (во многих конкурирующих станках это дорогостоящая опция), а также такая система позволяет не тратить время на поиск начального угла поворота консоли при сложных пространственных изделиях.
У станка 3D-R70 вылет гибочной консоли = 820мм (расстояние от гибочного инструмента до станины), что позволяет производить замкнутые контуры (скажем, рамки) с габаритами до 750мм по стороне. Для габаритных изделий — к станку крепится поддерживающий стол (размеры стола = 1200х1200мм), который снижает вибрации и улучшает повторяемость плоских и пространственных изделий.
Для отечественной проволоки, станок 3D-R70 подходит лучше, чем многие Европейские аналоги — благодаря «плавающему» движению блока правки проволоки (то есть проволока повторно не проходит через блок правки при движении назад — например, перед отрезкой заготовки), а также наличию микрометрических винтов с насечками для точной настройки положения роликов правильной рамки, вместо обычных регулировочных болтов.
Оборудование Nicemach популярно во всем мире, в том числе и в России. Станки успешно эксплуатируются на таких известных предприятиях, как: СЕТИЗ (Орёл), Лада-пласт (Тольятти), НОВАР (Тверь), Фабрикарт (Казань), ГИФ (Краснодар), ТОНАР (Барнаул), ФЕАТ (Подмосковье), МТ-Модуль (Солнечногорск), Нордика (Барнаул), Новосиблазер (Новосибирск) и еще более 20 отечественных предприятиях.
Видео-ролик станка для гибки проволоки | 3D-R70
Образцы гибки проволоки на станке 3D-R70
Мы изготавливаем сложные изделий из гнутой проволоки в промышленных масштабах. Наша продукция обладает точностью благодаря применению автоматического станка с ЧПУ. Использование такого современного программированного оборудования позволяет не только создавать интереснейшие полезные гнутые металлические объекты, но и делать это абсолютно точно, серийно повторяя детали вне зависимости от диаметра применяемого раскатного металла.
Гибка проволоки в трех плоскостях позволяет изготавливать самые немыслимые фигуры и изделия. Наиболее распространенные предметы из гнутой проволоки можно встретить в супермаркетах самообслуживания в виде корзин и телег для покупок. 3D-гибка из проволоки распространена в кухонных предметах интерьера, таких как вазоны для фруктов, подвесные полки, стойки, сушки и подставки для посуды и многое другое.
Практика применения проволочных 3Д-изделий доказывает целесообразность их использования ввиду высокой прочности, малой степени износа, коррозионной стойкости, низкой цене.
Другие услуги:
©2017, ЗАО НПП ОСТ
Сайт работает на Сайт-Менеджере
Налажен выпуск оцинкованных изделий С 03.10.2016 производится выпуск оцинкованных изделий. 19 Октября 2016 Запустился обновленный сайт компании Уважаемые партнеры! Мы запустили обновленный сайт компании. Теперь выбор торгового оборудования стал проще и понятнее. 23 Июня 2016 Поздравление с Днем России! Уважаемые партнеры! Поздравляем с Днем России. 11 Июня 2016 Новые карманы на перфорацию! Представляем Вам новые удобные проволочные карманы для изделий с перфолистом Rg 5-12. 29 Марта 2016
 Предприятие « Завод Торгового Оборудования №1 » оказывает услуги профессиональной 3D гибки проволоки. Данный вид услуг производится на специализированном оборудовании – проволокогиб AXIS VI. Используемый станок позволяет осуществлять гибку стальной проволоки как штучно, так и в серийном производстве. Не маловажной особенностью станка для гибки проволоки является и возможность быстрой смены оснастки (не более 20 минут), благодаря которой производится гибка проволоки другого диаметра. Проволока никогда не скручивается и не деформируется, что особенно важно при производстве торгового оборудования из металла и других изделий. Данное высокоточное оборудование применимо для 3D гибки проволоки, диаметром от 2 до 6 мм. в том числе для изготовления сложных по геометрии изделий. Этот ЧПУ станок осуществляет трехмерную гибку проволоки с высочайшей точностью и серийной повторяемости деталей, что особенно важно для крупных партий изделий.
Предприятие « Завод Торгового Оборудования №1 » оказывает услуги профессиональной 3D гибки проволоки. Данный вид услуг производится на специализированном оборудовании – проволокогиб AXIS VI. Используемый станок позволяет осуществлять гибку стальной проволоки как штучно, так и в серийном производстве. Не маловажной особенностью станка для гибки проволоки является и возможность быстрой смены оснастки (не более 20 минут), благодаря которой производится гибка проволоки другого диаметра. Проволока никогда не скручивается и не деформируется, что особенно важно при производстве торгового оборудования из металла и других изделий. Данное высокоточное оборудование применимо для 3D гибки проволоки, диаметром от 2 до 6 мм. в том числе для изготовления сложных по геометрии изделий. Этот ЧПУ станок осуществляет трехмерную гибку проволоки с высочайшей точностью и серийной повторяемости деталей, что особенно важно для крупных партий изделий.
Как заказать трехмерную гибку проволоки?
Чтобы узнать примерную стоимость трехмерной 3D гибки проволоки, Вы можете выслать на нашу электронную почту эскиз изделия или чертеж, а также требуемое количество готовых изделий. Мы произведем расчеты и сделаем Вам выгодное коммерческое предложение. Возможна доставка готовой продукции в любую точку России через транспортные компании. Стоимость доставки зависит от общего веса готового заказа и размеров итоговой упаковки, рассчитывается по тарифам ТК.

Художественно изогнутая проволока часто встречается в узорах на заборах, оградах, элементах зданий. Станки для подобной работы стоят немало. Сергей Станкевич из Могилева смастерил станок для гибки проволоки своими руками по заводскому образцу.
Изготовление станка для ручной гибки проволоки
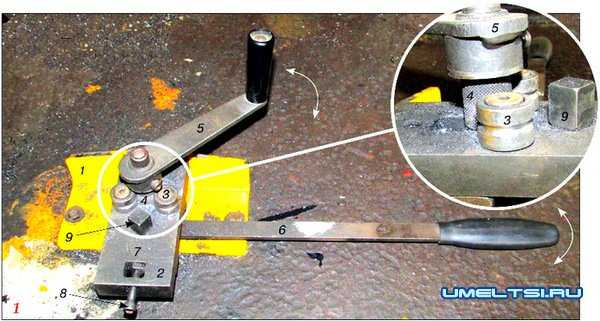
Привинтил болтами к столу стальной уголок 60x40x5 см длиной 20 см (фото 1, п. 1). Прикрутил к нему стальную станину (2) с двумя направляющими роликами (3), роликом с рифленой поверхностью (4) и двумя ручками (5, 6)
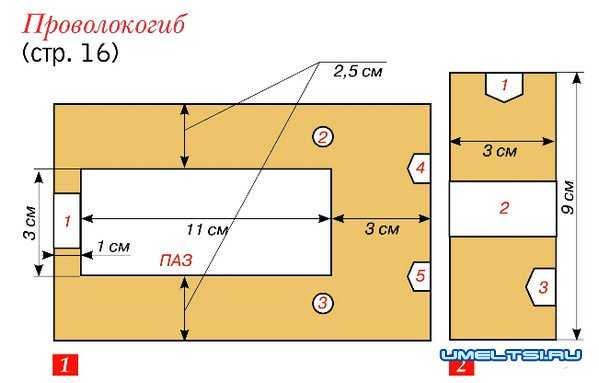
Стальную станину изготовил из металлической пластины 15x8x3 см. Вырезал в ней сквозной прямоугольный паз, в торцах просверлил отверстия: сквозное (см. рис. 1) — под болт регулировки диаметра проволоки; глухие (2,3) для крепления направляющих роликов и два (4, 5) — для крепления станины к уголку. Во всех отверстиях нарезал резьбу М8.
К вырезанному в станине пазу подобрал металлический брусок (фото 1, п. 7) соответствующей ширины и толщины, длиной 9см. Просверлил в этой детали глухое отверстие (рис. 2, п. 1) с резьбой для болта регулировки диаметра проволоки (фото 1, п. 8), сквозное отверстие М8 (рис. 2, п. 2) для крепления ручки, регулирующей радиус изгиба (фото 1, п. 6), отверстие глубиной 1 см с резьбой М8 (рис. 2, п. 3) для крепления ролика с рифленой поверхностью (фото 1, п. 4) для протяжки проволоки.
Сборка проволокогибочного станка
К металлическому бруску прикрутил болтом с квадратной удлиненной головкой (фото 1, п. 9) ручку для регулировки радиуса изгиба и ролик с рифленой поверхностью и рукоятки для его вращения (5). Вставил брусок в паз станины, внизу которой (по краям паза) приварил две пластины, чтобы брусок не вываливался из паза. а скользил в нем. В крутил болт регулировки диаметра (8) и два направляющих ролика. Всю конструкцию прикрутил к стальному уголку (1).
Принцип работы проволочного станка
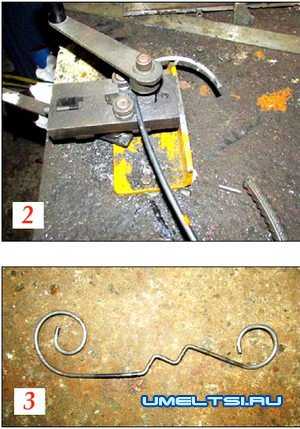
При помощи болта (фото 1, п. 8) мастер выставляет необходимый диаметр проволоки. Заводит ее между двумя направляющими роликами (3) и рифленым роликом (4), вращая при этом его по либо против часовой стрелке рукояткой (5) до тех пор, пока проволока не войдет свободно между ними. Ручкой регулировки радиуса (6) выставляет величину изгиба проволоки, двигая ее влево или вправо. При помощи ручки (5) вращает ролик, тем самым затягивая проволоку (фото 2). В итоге получаются красивые завитки и зигзагообразные узоры (фото 3).
Николай Головачев, г. Могилев. Фото автора
Трудно сказать, где сегодня не нашли применение изделия из проволоки, которая представляет собой металлическую нить или тонкий пруток. Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
С физической точки зрения, процесс сгибания проволоки заключается в одновременном сжимании внутренних и растягивании внешних слоев металла проволоки. Процесс также может сопровождаться и продольным смещением этих слоев, если при этом происходит скручивание. Такая технология работы с металлической проволокой широко используется как во многих отраслях промышленности, так и в ювелирном деле.
Способы гибки металлической проволоки
Существует несколько основных способов придания металлической проволоке необходимой формы готового изделия, так можно выделить:
- ручной способ сгибания проволоки с помощью специальных инструментов и простых приспособлений. Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний;
- ручной способ изготовления ювелирных изделий из проволоки до 2 мм в диаметре. Требует специальных инструментов и приспособлений, а также определенных знаний и навыков для работы с драгоценными металлами;
- гибка проволоки из бухты, в основе которого используется специальное приспособление, которое называют размотчиком;
- сгибание проволоки из металлического прутка;
- сгибание методом обкатки проволоки;
- сгибание металлической проволоки методом проталкивания.
Проволокогибочные станки
Механические станки для массового изготовления деталей и готовых изделий из металлической проволоки широко применяются в промышленном производстве. В зависимости от способа технологии придания формы готовому изделию, различают:
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты. Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки.
 Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять. - Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка. Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
- Проволокогибочный станок для сгибания проволоки методом обкатки служит в основном для изготовления различных деталей округлой формы и разных видов круглых пружин. К примеру, такой станок для гибки проволоки путем обкатки работает за счет того, что проволока подается через направляющие ролики на вал заданного радиуса, где, вследствие своего вращательного движения, огибает палец заданное количество раз. При этом проволока скручивается по заданному радиусу, который имеет гибочный палец и обкаточные ролики. За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена гибочных приспособлений, так и пусконаладочные работы.
- Проволокогибочный станок для сгибания металлической проволоки методом проталкивания. Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.
- Рихтовочные станки используются как дополнительное устройство в технологических линиях изготовления различных металлических проволочных сеток для правки проволоки и придания ей определенной формы. Здесь применяются две технологии: правка методом вращения с помощью рамки и правка с помощью двухплоскостного правильного блока. Двухплоскостной блок правит не очень идеально, но не скручивает при этом проволоку. А вот вращающаяся правильная рамка имеет более сложную конструкции, но многие производители станков все-таки предпочитают ее классической конструкции правильного блока.
ЧПУ станки
Развитие станкостроения позволило выпускать станки для гибки проволоки с одной или двумя гибочными консолями. Они могут изготавливать готовые изделия не только плоской 2D формы, но и пространственные 3D модели.Передача управления производственными процессами промышленному компьютеру дала возможность станку с ЧПУ обеспечивать поворот гибочных консолей в трехмерном пространстве в любой заданной последовательности.
Гибка проволоки ЧПУ станками не только позволяет обеспечивать более высокую производительность, но и наладить выпуск разных по форме изделий всего лишь путем смены производственной программы.
Приспособления для сгибания проволоки «своими руками»
В любом домашнем хозяйстве широко применяется металлическая проволока, точнее, различные изделия из нее.
Гибка проволоки с помощью ручного слесарного инструмента своими руками позволяет изготавливать достаточно большое количество необходимых в хозяйстве изделий, такие как:
Но для этого приходиться использовать наиболее мягкие и пластичные виды проволоки, так чтобы можно было с легкостью сгибать металл в нужную нам форму.
Так, для работы с проволокой до 3 мм в диаметре, подойдут круглогубцы, плоскогубцы и слесарные тиски, а разрезать проволоку можно кусачками или бокорезами.Такого набора вполне достаточно для придания металлической проволоке нужной формы и ее последующей обработки.
Работа же с проволокой большого диаметра имеет определенные трудности. А вот если она еще и жесткая, то для ее сгибания вручную понадобиться использовать специальные приспособления для гибки.
Конечно, можно купить готовое приспособление для гибки, но вполне по силам сделать инструмент своими руками. Как сделать своими руками приспособление для гибки проволоки из доступных деталей можно посмотреть на фото.
Как согнуть проволоку в кольцо ровно
Для того, чтобы согнуть проволоку в кольцо и оно при этом получилось правильной формы, необходимо воспользоваться либо заранее изготовленной деревянной болванкой нужного диаметра, либо использовать кусок металлической трубы подходящего диаметра. На шаблон навиваем не менее двух витков и делаем отметки, при этом не забываем взять поправку на толщину реза. Далее, разрезаем проволоку и свариваем ровное кольцо.
Если кто-то знает другие способы получения сложных форм из проволоки, можете поделиться ими в блоке комментариев.
Внимание, только СЕГОДНЯ!sovetskyfilm.ru
Правильно отрезной станок для проволоки своими руками
» Как правильно своими руками
Правильно-отрезной станок ПО2 (для ВР1 2,5-5мм)
ПО – серия автоматических правильно-отрезных станков для правки и рубки проволоки различных диаметров на мерные пруты любой длины. Наш правильно-отрезной станок работает полностью в автоматическом режиме и не требует постоянного присутствия оператора. За счет применения высокоточных механизмов правки проволоки во всех плоскостях станок позволяет выпускать идеально ровные и точные по длине пруты. При этом Вы можете использовать проволоку различного качества, а примененные нами технологии позволяют гарантировать Вам максимальную производительность, что дает Вам важное ценовое преимущество над конкурентами.
Сам по себе правильно-отрезной станок ПО прост и надежен. Данная модель станка не требует квалифицированных кадров и настраивается при запуске за считанные минуты. Перенастройка длины прута занимает 2-3 минуты. Станок занимает минимальную площадь и имеет малый уровень шума. Каждый станок перед продажей проходит проверку и тестирования с повышенной нагрузкой.
Все узлы станка сделаны из высокопрочных материалов, что позволит Вам эксплуатировать станок ПО для правки и рубки проволоки много лет в круглосуточном режиме с минимальным сервисным обслуживанием. При этом мы готовы предложить Вам самую низкую цену в СНГ. Гарантия на данный станок – 1 год. Всегда в наличии на складах России, Украины и Беларуси все необходимые запасные части для гарантийного и пост гарантийного обслуживания. А также, мы готовы бесплатно предоставить Вам чертежи на расходные части станка, чтобы облегчить и удешевить обслуживание станка.
В данной модели мы предоставляем чертежи на отрезные ножи, протяжные ролики и шестерни. Комплектация: размоточное устройство для бухт весом до 1000кг, блок правки и рубки прута, приемная стрела, техническая документация. Расходные материалы: отрезные ножи, подающие ролики, шестерни подающего вала.
Дополнительное оборудование: не требуется.
Для удобства работы рекомендуется приобрести дополнительное размоточное устройство.
Вы можете купить станок в России, Украине и Беларуси с доставкой прямо к Вам на производство по безналичному расчету в национальной валюте Вашей страны со всеми необходимыми документами. Мы также можем предложить экспорт в другие страны на самых выгодных условиях.
Данная модель станка является нашей собственной разработкой и уже более 10 лет успешно работает на десятках предприятий СНГ. Мы высоко ценим каждого нашего покупателя, строим взаимовыгодное сотрудничество на многие годы и будем рады предоставить Вам специалиста для монтажа, пуско-наладочных работы и обучения персонала бесплатно!
Скачать коммерческое предложение:
Станки для гибки проволоки
При массовом производстве любых изделий из проволоки (от маленьких крючков и ящиков в магазинах до больших транспортных контейнеров) необходимо оборудование по её подготовке. Материал необходимо отформовать, нарезать в размер, обработать торцы, придать необходимую форму и передать на сборочную операцию. Существует несколько технологических схем для выполнения этого объёма работы, которые реализуются на соответствующем оборудовании.
Станки для гибки проволоки из бухты
Гибка проволоки из бухты является самым экономичным, эффективным и производительным способом обработки. Процесс происходит следующим образом:
- бухта проволоки устанавливается на блок размотчика;
- с блока размотчика она подается в правильный блок станка, который представляет собой, как правило, роликовый, двухплоскостной механизм. Проволока на выходе деформируется и становится прямой;
- далее #8212; гибочно-отрезной узел. Здесь производится, гибка и отрезка.

Станок отрезной гибки проволоки.
Станки для гибки проволоки из мерного прутка.
Процесс отличается от предыдущего тем, что в загрузочный бункер помещается уже нарезанная в размер проволока. В этом случае потребуется дополнительно правильно-отрезной станок, что увеличивает стоимость оборудования (правда, гибочный в такой комплектации стоит дешевле). Тем не менее, применяется такой способ при необходимости обработки торцов отрезков проволоки (нарезка/накатка резьбы, снятие фасок, штамповка, высадка и т. п.). Такую обработку технологичнее производить после правки-нарезки, а после гибки #8212; получать уже готовое изделие.
Современные станки, работающие по обеим схемам, оснащёны ЧПУ, что позволяет им оперативно менять настройку и производить корректировку. Это обеспечивает высокую производительность и качество.
Технология гибки
Гибку на станках возможно осуществлять двумя основными методами:
Станок гибки проволоки.
Гибка обкаткой
Гибочный узел представляет собой внутренний палец и внешний ролик. В процессе гибки ролик обкатывает проволоку вокруг гибочного инструмента. Проволока гнется с тем радиусом, который имеет палец. Угол гибки задается упором. Как правило, гибка обкаткой осуществляется при радиусах гибки R = 1 ДП (здесь и далее: ДП #8212; диаметр проволоки). Гибочный инструмент имеет несколько радиусов гибки, и ЧПУ может на одной детали последовательно за одну установку выполнять несколько гибов с разными радиусами и углами.
Гибка проталкиванием
Этот метод применяется в том случае, когда необходимо изготовить сложные геометрические элементы:
- дуги с переменным радиусом;
- спирали;
- большие радиусы и т. п.
Обкатка в данном случае мало эффективна, а зачастую – и не возможна. Поэтому, применяется метод проталкивания.
Этот метод напоминает работу пружинонавивочных или 3-х валковых профилегибочных станков. Схема метода такова. Проволока подается вперед. При этом обкатывающий ролик, задавая степень деформации на гибочном инструменте, позволяет получать тот или иной радиус. В необходимых случаях, он может осуществить плавный переход из радиуса в радиус (в результате формируется гиб с переменным радиусом).
Достоинством этого метода является то, что, в отличие от обкатки, данная оснастка является более универсальной и не зависит от радиуса гибки. Но есть существенный недостаток: она может применяться с радиусом гиба не менее 5ДП.

Правильно-отрезной станок для проволоки.
Где купить
Компания «Обособленное подразделение «Вебер Комеханикс Украина»;
Компания предлагает одноголовочные станки «Numalliance» для гибки проволоки серий: FD, F2, F3, F4 и другие.
По указанным здесь адресам вы можете выбрать и приобрести другие модели станков для гибки.
Ручные правильно-отрезные станки для выпрямления арматуры и проволоки своими руками





















Пайка сварка нихромовой никелин, и др. проволоки с помощью
Источники: http://metstanok.com/stanki/pravilno-otreznoy-stanok-po2-dlya-vr1-25-5mm.html, http://ipmet.ru/stanki-gibki-provoloki/, http://multiki-pro-sobak.ru/video/Z3Q2WWxwMTB3NUE%3D
Комментариев пока нет!
kakpravilno-sdelat.ru
Как быстро согнуть стальную проволоку
Чтобы согнуть проволоку и прутки небольшого диаметра в домашних условиях, чаще всего пользуются тисками, молотком и плоскогубцами. Однако использование всех этих инструментов в совокупности отнимает много времени. Поэтому если вам часто приходится гнуть проволоку, сделайте себе простое приспособление, которое ускорит этот процесс.
В идеале иметь специальный гибочный станок, однако если не требуется высокая точность, то можно обойтись и ручным самодельным инструментом. Для его изготовления понадобится два отрезка квадратной профильной трубы (15х15 мм или 20х20 мм) и минимум времени. Ну что же, давайте сразу приступим к работе.
Процесс изготовления ручного пруткогиба
Конструкция данного приспособления состоит из ручки (рычага) и рабочей части. Один край длинного отрезка профильной трубы зарезаем болгаркой под углом 45 градусов. Из «коротыша» вырезаем П-образную деталь. После этого необходимо сварить оба элемента между собой под углом. Отбиваем шлак, зачищаем поверхность щеткой и обрабатываем шлифовальным диском.
Теперь самодельное приспособление для гибки стальной проволоки и прутков полностью готово к использованию. Чтобы придать изделию больше эстетичности, поверхность можно покрасить. Работать таким пруткогибом очень просто. Вставляем проволоку в рабочую часть инструмента (П-образный «наконечник») и, используя ручку как рычаг, гнем как нам нужно.
Процесс сборки такого приспособления смотрите в видео на сайте. Не забывайте делиться в комментариях своими мыслями по поводу данной самоделки. Пригодится ли такой ручной пруткогиб в хозяйстве?
Вас заинтересуетsdelairukami.ru
Гибка проволоки - оборудование, станки ЧПУ 3D и ручной гибки
Производство различной продукции требует применения деталей из проволоки, которой придается определенная форма (самый простой пример — проволочные рамки).
Если в бытовых условиях простейшая гибка проволоки может быть осуществлена вручную с применением простейших инструментов и приспособлений, то в промышленных целях используется оборудование различной сложности (вплоть до станков 3Dгибки (объемной) с числовым программным управлением).
Работа с проволокой в домашних условиях
Существует несколько способов, благодаря которым ручная гибка проволоки своими руками становиться достаточно простым процессом. Если речь идет о мягком пластичном материале, то проблем в работе не возникает никаких. Такая проволока легко гнется голыми руками, поэтому придать ей нужную конфигурацию очень просто.
Если же речь заходит о работе со стальной, достаточно жесткой проволоки или материалом большого диаметра, то приходится применять простейшие инструменты, приспособления и шаблоны, которые позволяют придать изделию необходимый вид:
- Круглогубцы позволяют выполнить изгиб проволоки на маленький радиус.
- При помощи плоскогубцев удобно удерживать заготовку, с их помощью можно гнуть проволоку под различным углом.
- Резка материала осуществляется при бокорезов (острогубцев, кусачек).
- Самым универсальным инструментом считаются универсальные плоскогубцы — пассатижи.
В зависимости от требуемой конфигурации изделия можно применять оправки (шаблоны) различной формы. Так обычный прямоугольный хомут можно сделать, зажав один край материала в слесарных тисах, после чего выполнить необходимый изгиб при помощи обычного молотка.
Сложные формы требуют применения более совершенного оборудования.
Способы гибки проволоки
Технологически гибка тонколистового металла и проволоки во многом сходны. В процессе выполнения работ материал претерпевает пластическую деформацию, при этом одна его сторона сжимается, а другая растягивается.
На практике применяют следующие способы обработки:
- Гибка проволоки из бухты. По этой технологии сбухтованный материал разматывается и подается в роликовый двухплоскостной правильный станок, который делает проволоку ровной. Дальше материал попадает на гибочное оборудование, где ему придается требуемая форма, после чего происходит обрезка.
- В случаях, когда необходимо выполнить обработку торцов проволоки до придания ей необходимой формы, выполняют гибку проволоки нарезанной на мерные прутки. Оборудование для гибки проволоки по такому методу отличается более простой конструкцией.
Основные способы деформации проволоки можно условно разделить на следующие группы:
- Обкатка проволоки. Простейшее оборудование для этого процесса состоит из неподвижного шаблона, имеющего определенный радиус закругления (более сложные шаблоны могут иметь несколько различных радиусов). Деформация проволоки выполняется путем обкатки материала вокруг шаблона прижимным роликом. Данная технология широко используется при производстве изделий с небольшим радиусом изгиба (примерно равным диаметру проволоки).
- Проталкивание проволоки. Станок для гибки проволоки по данной технологии похож на 3-х валковое оборудование профилегибочных и пружинонавивочных станков. Материал проталкивается специальным приводом в рабочую зону, в которой он поочередно прижимается роликом к различным валкам, благодаря чему существует возможность менять параметры изгиба, осуществлять переход с одного радиуса на другой. Благодаря такому оснащению можно получать изделия сложной конфигурации с большим радиусом изгиба.
- Для выравнивания проволоки используют рихтовочное оборудование. Такой агрегат может состоять из вращающейся правильной рамки или двухплоскостного правильного блока. Считается, что вращающаяся рамка ровняет проволоку более точно.
Станки для работы с проволокой
Высокую производительность и точность обработки могут обеспечить станки для гибки проволоки с ЧПУ.
При этом системы автоматизации и управления могут устанавливаться на разное оборудование:
Станок с одной гибочной консолью считается самым простым типом оборудования для работы с проволокой. Он чаще всего используется для изготовления несложных по форме изделий. При этом существуют и ограничения по длине развертки, она обычно не превышает одного метра.
Двухконсольный гибочный станок применяется для производства сложных изделий, они могут работать с конструкциями, имеющими значительную длину развертки. Перед началом гибки проволока отрезается на мерные куски, при этом процесс деформации выполняется с обоих концов прутка во встречном направлении. Изделия с большим количеством изгибов можно получить только на оборудовании такого типа, одноконсольные станки с такой задачей не справятся. Кроме того, двухконсольные станки позволяют с легкостью выполнять закрытые изгибы (более 180 градусов).
В последнее время все более востребованной становится 3D гибка проволоки ЧПУ (объемная гибка). Пространственная гибка обеспечивается за счет применения поворотной гибочной консоли, управляемой системами автоматики. Недостатком такой технологии считается высокая стоимость оборудования и сравнительно небольшая производительность линии. Поэтому многие производители применяют оборудование для простой плоской гибки, с возможностью автоматической сварки деталей изделий. Но, в то же время, изделие без сварных швов, сделанное на трехмерном станке, отличается большей прочностью.
Совершенствование гибочного оборудования позволило существенно увеличить скорость выполнения работ и повысить точность изгиба. Применение такого оснащение особенно целесообразно при организации серийного производства.
Ну а единичные изделия вполне могут быть изготовлены при помощи простейших приспособлений, правда, без наличия соответствующего опыта сделать это самостоятельно не так просто.
steelguide.ru
Станок для гибки проволоки с ЧПУ
Известно несколько приемов сгибания проволоки. Самым распространенным вариантом является сгибание подобных деталей вручную. В рамках промышленного производства ручной метод не является рентабельным и имеет многочисленные затраты. На производстве используются различные варианты станков для гибки проволоки.
Типы проволокогибочных станков
В зависимости от технологии выделяют несколько типов проволочных станков:
- изготавливающие детали из бухты;
- сгибающие из металлического прутка;
- сгибающие обкатным способом;
- сгибающие способом проталкивания;
- аппараты с чпу.

Станки, изготавливающие проволоку из бухты
Указанный тип агрегата применяется для серийного производства. Подобные проволокогибочные аппараты имеют высокую производительность и экономичность по сравнению с другими.
Процесс изготовления проволоки проходит несколько этапов:
- берется размотчик;
- в нем фиксируют бухту с проволокой;
- на проволоку оказывают действие сразу два механизма, один из которых плоскостной, другой — роликовый;
- проволока становится прямым прутом;
- прямой проволочный прут помещается в гибочный участок аппарата;
- на выходе получается деталь, имеющая нужную форму;
- готовое изделие отрезается специальными механическими ножницами.
Подобный гибочный станок в состоянии выпускать только определенный вид готового изделия. Это обусловлено наличием в нем приспособлений, заранее настроенных на изготовление деталей, имеющих определенную форму.

Агрегаты выпускают простые по форме детали и не предлагают их широкого разнообразия. Число операций по сгибанию на подобных станках ограничено пятью.
Аппараты, сгибающие проволоку из металлического прутка
Указанный аппарат считается более технологичным по сравнению с предыдущим. Станок проводит дополнительную обработку готового изделия, чего не делает агрегат из бухты.
Аппарат позволяет делать штамповку и резьбу на проволочных изделиях.
Указанный тип станка имеет два основных недостатка:
- отличается низкой производительностью;
- требует установки вспомогательного устройства подачи заготовок, отличающегося сложностью конструкции.
Устройства, сгибающие обкатным способом
Устройства данного типа предназначены для изготовления деталей круглой формы. Подача проволоки на станке производится на вал с заранее установленным радиусом. Подача проводится при помощи направляющих роликов. Создается вращательное движение вала, результатом становится огибание проволокой пальца несколько раз.
Устройство позволяет регулировать пружинный шаг и угол сгибания детали. Это обеспечивается благодаря положению обкаточных роликов касательно вала.
Данный ручной станок для гибки изготавливает только один тип продукции. Чтобы изменить вид и форму выпускаемой продукции, потребуется предварительная замена приспособлений для гибки. Необходимо будет выполнить пусконаладочные работы.
Агрегаты, работающие способом проталкивания
Метод проталкивания применяется для проволоки, которой необходимо придать форму сложной геометрической фигуры.
Процедура проталкивания основывается на поступательном движении металлического материала через профилегибочное устройство. Заданную форму детали придают обкатывающие ролики. Вместо профилегибочного устройства станка может использоваться пружинонавивочное устройство.
Оборудование, на котором возможна гибка проволоки данным способом, отличается сложностью и требует специальных познаний.
Аппараты с числовым программным управлением
Прогресс в станкостроении позволил внедрить агрегаты с чпу, с помощью которых стала возможна гибка проволоки.
Аппараты изготавливают детали 2D-формы и изделия пространственной 3D-формы. Управление на станках осуществляется промышленным компьютером. Благодаря компьютеру удается поворачивать гибочные консоли в трехмерном пространстве при любой последовательности.
Агрегаты с чпу имеют высокую производительность труда. При необходимости изменить форму и вид выпускаемой продукции достаточно только сменить производственную программу на компьютере.
Варианты приспособлений для сгибания проволочных материалов своими руками
Для сгибания порой достаточно воспользоваться подручными инструментами. Многое зависит от толщины используемого материала.
Для гибки изделий своими руками, имеющих диаметр до 3 мм, подходят:
- слесарные тиски;
- плоскогубцы;
- круглогубцы.

Разрезается материал бокорезами или обычными кусачками.
Изделия с большим диаметром потребуют применения устройства, изготовленного своими руками. Сборка станка проводится поэтапно:
- к столу болтами привинчивается уголок из стали длиной 19 см;
- изготавливается станина из металлической пластины, в ней просверливаются отверстия;
- к уголку прикручивается станина с направляющими роликами и ручками;
- к станинному пазу подбирается брусок из металла;
- в бруске проделываются несколько сквозных и глухих отверстий;
- к бруску прикручиваются болтами ручка и рифленый ролик;
- внизу станины привариваются пластины;
- брусок вставляется в станинный паз так, чтобы он скользил в нем, а не выпадал;
- вкручиваются направляющие ролики;
- конструкция из бруска прикручивается к уголку.
Механизм, сделанный своими руками, позволит делать изделия более сложной конфигурации.
Видео по теме: Проволокогибочный станок с ЧПУ
promzn.ru
Как выпрямить проволоку без правильного станка
Иногда, для хозяйственных нужд или в мастерской, требуется использовать для работы кусочки ровной проволоки. Вот только сразу возникает вопрос: как выпрямить проволоку? Ведь ее изготавливают на фабриках сразу упакованную в круглые бухты. Эта форма очень удобна для хранения и транспортировки. Поэтому, для того, чтобы металлическую проволоку сделать прямой, необходимо затратить не только определенные усилия, но и применить ряд несложных приспособлений.
Промышленные способы
На производстве для выпрямления практически всех видов металлической проволоки применяют специализированные правильно отрезные станки. За основу процесса используют две основные методики — это:
- выпрямление с помощью прокатки через систему из 5-6 пар роликов, которые расположены последовательно в разных плоскостях так, что каждая последующая пара перпендикулярна соседней;
- выпрямление путем волочения через несколько специально изготовленных фильер.
Как правило, такие станки обязательно имеют специальное устройство для автоматической размотки проволоки из бухт или катушек.
Для работы с упругими сортами проволоки и легированным стальным прутом технологией производства предусматривается нагрев и отпуск сталистой структуры заготовок с использованием газовых горелок или высокочастотных индуктивных нагревателей.
Как работает промышленная правильно-отрезная машина можно посмотреть на видео:
Как выровнять проволоку без станка
К сожалению, в домашних условиях сделать хороший роликовый станок, способный произвести выравнивание проволоки диаметром свыше 2 мм, достаточно накладно и трудоемко. Тем более, если необходимость в прямом проволочном прутке разовая.  Пример одного из таких приспособлений можно увидеть на фото.
Пример одного из таких приспособлений можно увидеть на фото.
Поэтому, чтобы выровнять металлическую проволоку из бухты, стоит воспользоваться наиболее распространенным методом силового растяжения, для этого необходимо руководствоваться следующей последовательностью:
- Сначала необходимо один конец проволоки жестко закрепить в чем-нибудь массивном и основательном. Можно для этого обмотать ее конец вокруг основания опоры линии электропередач или прочного дерева с диаметром ствола не менее 25 сантиметров.
- Далее, вручную разматываем бухту по земле и, по возможности, максимально растягиваем.
- На втором конце размотанной проволоки делаем петлю и закрепляем в устройстве, способном ее с усилием натягивать, то есть перемещаться на определенное расстояние.
- Непосредственно процесс правки заключается в медленном растягивании металлической проволоки с большим усилием до тех пор, пока она не превратится по форме в идеальную струну. Для закрепления прямолинейной формы можно оставить ее в таком натянутом состоянии на какое-то небольшое время, примерно от 5 до 30 минут.
В качестве устройства для натягивания можно использовать достаточно широкий круг приспособлений в зависимости от величины диаметра металлической проволоки. Так, для проволоки 2-3 мм в диаметре, может хватить стального лома с усилием двух сильных мужчин или применения ручной механической лебедки. А вот правка проволоки для диаметра в 5 мм и больше потребуются гораздо весомые усилия и для этого понадобится использовать либо фаркоп личной машины, либо динамическую силу трактора или грузового автомобиля.
Стоит иметь в виду, что правка проволоки с диаметром более 5 мм, выполненной из легированной стали, потребует не просто натяжения до формы струны, а растяжения до тех пор, пока проволока не лопнет. Как правило, разрыв происходит в месте крепления на одном из концов, при этом в целях безопасности не стоит находиться возле растягиваемой проволоки.
Как выровнять проволоку своими руками
Если проволоку, свернутую в бухты можно считать условно ровной, то, чтобы она стала прямой, нам всего лишь достаточно избавиться от кривизны большого радиуса. А вот как выпрямить проволоку в виде мятых остатков и плохо хранимых отходов? Они представляют собой не только витки, но различные зигзаги, расположенные в разные стороны от оси. В этом случае правка проволоки при правильном подходе до состояния идеального прямого прутка вполне достижима.
Существуют несколько наиболее действенных способов, как выровнять проволоку. В зависимости от выбора они будут иметь несколько разные результаты на выходе по качеству.
Итак, от простых к сложным:
- Убрать заломы на проволоке можно, закрепив оба ее конца в руках и начать с усилием прокатывать через трубу или дверную ручку.
- Хорошо получается правка проволоки, если ее выпрямленные отрезки положить на ровную поверхность верстака. Накрыв деревянным бруском, начать его катать по ней так, чтобы она могла свободно при этом двигаться. Всего несколько таких прокаток дают вполне хороший результат.
- Для выпрямления мягкой медной проволоки нужно ее закрепить одним концом на высоте. К другому подвесить не очень тяжелый груз, такой, чтобы не смог ее порвать. Вращая груз по часовой стрелки и обратно на несколько оборотов вокруг своей оси можно добиться идеальной результата.
- Правка проволоки будет происходить по похожей методике. Если один ее конец закрепить в тисках, а второй зажать в патроне шуруповерта или электродрели. Процесс правки будет происходить от медленного вращения и одновременного удержания проволоки в сильном натяжении. Всего несколько оборотов будет вполне достаточно для полного выпрямления.
- Также, шуруповерт или электродрель понадобятся для выпрямления небольших кусочков проволоки до 30 сантиметров. Для этого в деревянном бруске делаем фильеровочное отверстие диаметром чуть больше проволочного и пропускаем через него один конец прутка. Закрепляем этот конец в патроне и начинаем медленно вращать, протягивая проволоку через отверстие.
- Чтобы выровнять проволоку не очень большого диаметра можно сделать своими руками достаточно простое и дешевое устройство. Для этого нам понадобится массивная деревянная доска размерами 500 х 120 х 50 мм. В нее по прямой линии с отступом на диаметр проволоки забиваем 5-7 гвоздей диаметром 3-5 мм. Расстояние между гвоздями напрямую зависит от диаметра проволоки и ее упругости. Чем больше эти показатели, тем больше промежутки между металлическими стержнями. Процесс правки проволоки будет заключаться в простой протяжки ее между гвоздями по разметочной линии. Для наглядности вам в помощь схематичное фото.
Если вы знаете свой оригинальный способ, как выровнять проволоку своими руками, то пожалуйста, поделитесь им с нами в блоке комментариев.
Оценка статьи:
Поделиться с друзьями:
Поиск записей с помощью фильтра:
ГибкаЗащитаКовкаРезкаСваркаСверление
АрматураКвадратКругЛистПолосаПроволокаТрубаУголокШвеллер/балка
АлюминийЛатуньМедьНержавейкаТитанЧугун
wikimetall.ru