Диаметр электрода. Гост электроды диаметром 4 мм э42а
характеристики типа, аналоги, расшифровка, для каких сталей
Эти электроды используются для сварки углеродистых и низколегированных сталей. Область применения: металлоконструкции особой надежности, которые должны работать при больших переменных нагрузках, в том числе, в условиях холодного климата или в холодильных установках, что делает их пригодными для судостроительных целей. Они подходят для сосудов повышенного давления, толстых листовых материалов и при ремонте литейных дефектов.

Аналоги, чем заменить
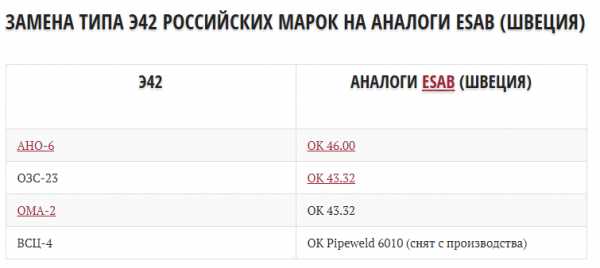
Аналогом для электродов типа Э42А можно считать любой, типа Э42А или его иностранный аналог ESAB:
Сертификация качества
Сварочные электроды типа Э42А имеют сертификат ГОСТ Р, подтверждающий соответствие ГОСТ 9466-75; сертификат НАКС; Речной Регистры РФ: Свидетельство об одобрении, Свидетельство о признании №ВВФ030; Морской Регистр Судоходства РФ: Свидетельство об одобрении сварочных материалов; Санитарно-эпидемиологическое заключение на электроды.
К сведению! Хотя сертификация электродов в РФ является добровольной, тем не менее, материал Э42А всегда имеет сертификат, поскольку применяется для работы в тех местах, где требуется повышенная ответственность.
Популярные производители
Магнитогорский металлургический комбинат (ММК), Судиславский завод сварочных материалов (СЗСМ), СпецЭлектрод (Москва), Лосиноостровский Электродный Завод. Еще целый ряд предприятий выпускает электроды Э42А, но перечисленные заводы успешно продают свою продукцию по довольно высокой цене. Это может говорить о хорошем качестве.
Расшифровка, что обозначает Э42А
 Это тип электрода, так как электроды классифицируются, прежде всего, по типу. На обозначения электродов имеется ГОСТ 9467-75.
Это тип электрода, так как электроды классифицируются, прежде всего, по типу. На обозначения электродов имеется ГОСТ 9467-75.
Вообще, из-за большой номенклатуры сплавов, применяемых в промышленности, и их пар, поддающихся сварке, число типов электродов трудно поддается перечислению. Некоторые электроды применяются чаще других. Э42А принадлежит к числу таких.
Э – в обозначении типа означает электрод.
42 – это предел прочности на разрыв в Мегапаскалях в расчете на 1квадратный мм сечения шва (соответствует силе приблизительно 40 кг). Это может означать, что проволока сечением в 1 кв.мм, изготовленная из металла шва выдержит груз массой до 40 кг. Конструкторы специалисты по сопромату могут рассчитать прочность швов, работающих на разрыв или изгиб по этим данным. То есть, сам тип электродов уже несет в себе полезную информацию для специалистов.
Буква А в обозначении имеет значение “улучшенный” (по сравнению с Э42), то есть с особыми свойствами, которые подходят для повышенных требований к качеству сварки: пластические свойства, вязкость, хим. состав.
Для каких сталей
Тип Э42А применяется для сварки углеродистых сталей 08, Ст3, 20, 20Л. Кроме этого они могут применяться для работы с легированными сталями 14Г2 и 09Г2. При сварке используется постоянный ток обратной полярности. Можно производить сварку в любом положении, за исключением только вертикальных швов сверху вниз. При сварке образуется шов с небольшим содержанием водорода и при этом отсутствуют трещины, которые могут образоваться при кристаллизации металла.
Имейте в виду! Тип Э42А обеспечивает отличное качество шва, если соблюдать технологию, которая при работе с данным типом электрода состоит в том, что надо выдерживать режим сварочной дуги. Ее не допускается удлинять, сварщик должен выдерживать небольшое расстояние на всем протяжении шва.
Дуга поджигается не слишком легко.
Ограничения по применению
Нельзя использовать сварку переменным током, а также варить вертикальные швы сверху вниз. Не подходят для сварки высоколегированных и нержавеющих сталей, чугуна и цветных сплавов.
Отсыревшие электроды Э42А вообще не дадут возможности работать. Обмазка начинает проводить ток и условия зажигания дуги сильно ухудшаются, кроме того, происходит насыщение шва водородом, что приводит к пористости. Электрод будет прилипать.
Отсыревшие электроды нельзя использовать и еще по одной причине. При горении дуги, благодаря сильному разогреву, влага будет закипать в обмазке и она начнет трескаться (лопаться) и осыпаться с электрода. Количество шлака станет недостаточным для для защиты сварочной ванны и одновременно ухудшаются условия горении дуги.
Внимание! Потребители часто упускают из виду необходимость просушки электродов, что приводит к неудачам и браку.
Особенности
Сварка электродами Э42А проводится короткой дугой и требует от сварщика хорошего опыта. Дуга зажигается относительно трудно. Поверхность свариваемых деталей должна быть хорошо очищена от окалины, масла, красок и других загрязнений, так как в противном случае появится пористость шва.
ПРИМЕЧАНИЕ: Перед сваркой электроды требуют прокалки при температуре 350-380 градусов. Длительность прокалки 1 час.
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.
weldelec.com
Электроды Э42: ГОСТ, технические характеристики, аналоги
Электросварка на сегодня — самый популярный способ создания неразъемных соединений металлических деталей и конструкций. Существует много различных методов сварки и предназначенного для них оборудования. Наиболее простым в использовании и доступным по стоимости является метод ручной сварки плавящимся электродом. Их производители предлагают на рынке множество типов изделий, сотни различных марок и диаметров. Электроды типа Э42 популярны как среди начинающих сварщиков, так и среди профессионалов. Они отличаются отличным соотношением «цена/качество».
Электроды Э42
Технические характеристики
Электроды Э42 предназначены для сварки как постоянным, так и переменным током. Они могут иметь как кислое, так и рутиловое напыление. Флюсовая обмазка, сгорая в пламени электродуги, выделяет защитные газы, препятствующие доступу кислорода воздуха к сварочной ванне. Она также способствует повышению стабильности горения дуги и доставляет в рабочую зону легирующие присадки. При работе с кислым покрытием шовный материал бывает подвержен образованию трещин, особенно при несоблюдении режимов сварки. Рутиловое покрытие избавляет от такого риска, шовный материал по своей степени раскисления близок к спокойной или полуспокойной стали.

Сварка электродами
По своему химическому составу электроды Э42 относятся к группе обычных и содержат следующие элементы:
- С — 0,08%;
- Mn7%;
- Si1%;
- S035%;
- P035%.
Электроды обладают следующими физико-механическими и рабочими характеристиками:
- Сопротивление на разрыв — 420 мпа.
- Длина при диаметре 4 миллиметра — 45 см.
- Диапазон сварочных температур: -20 °С — +20 °С.
- Расход на 1 кг шва — 1,6 кг электрода.
- Ударная вязкость шовного материала -150 Дж/см2.
- Относительное удлинение шва — до 22%.
- Диапазон диаметров — от 4 до 12 мм.
Указанные параметры достигаются при условии соблюдения технологии сварочных работ и режимов сварки.
Аналоги электродов Э42
Область применения
Электроды типа Э42 различных диаметров широко применяются для сварки конструкционных низко углеродистых сталей. Кроме того, ими можно варить и легированные сплавы 14Г2 и 09Г2.
Они популярны как среди домашних мастеров, так и при монтаже индустриальных металлических конструкций.
Кроме того, ГОСТ допускает их применение для сварки тонкостенных труб и резервуаров низкого давления.

Сварка нержавейки
Существуют следующие ограничения по применению:
- Не подходят, если дуговая сварка выполняется в вертикальном положении (сверху вниз).
- Не подходят для применения по нержавейке, по меди и другим цветным металлам.
- Несовместимы с высоколегированными сталями.
- Не подойдут для чугуна.
Скачать ГОСТ 9467-75
Кроме того, недопустимо пытаться варить отсыревшими электродами.
Отличительные особенности и специфика применения
Тип Э42 представляет собой универсальное изделие массового применения. Однако для него можно отметить некоторые особенности электродов Э42:
- Получаемое в результате применения сварное соединение выходит прочным и пластичным, обладает высокой стойкостью к нагрузкам на излом.
- Образующаяся корка шлака легко отделяется от шовного материала.
- Соединение отличается высокой однородностью структуры, низкой пористостью и отсутствием каверн.
- Изделие не требует высокой квалификации и наработки опыта для успешного применения, достаточно точно соблюдать режимы сварки и технологию выполнения шва.
- Легкий розжиг дуги.
- Низкий расход материала на килограмм шва.
- Широкий ассортимент флюсовых обмазок.
- Широкий выбор диаметров – до 12 мм.
- Отличное соотношение цена/качество и цена/функциональность.
Электроды небольших диаметров успешно применяют для сварки конструкций в домашних условиях, как инверторным сварочным аппаратом, так и устаревшими громоздкими сварочными трансформаторами и выпрямителями. При соблюдении заданного расстояния от кончика стержня до детали броски напряжения в сети оказывают незначительное влияние на стабильность дуги.

Электроды Э42 диаметр 5,0 мм
Диаметры 6-12 мм применяются в основном в промышленных условиях, вместе с профессиональными высокопроизводительными сварочными постами, развивающими рабочий ток до 600-800 ампер. Электроды Э42 диаметром 8 мм позволяют сваривать детали толщиной свыше 8 мм за один проход, что делает их конкурентоспособными по производительности с полуавтоматическими аппаратами, использующими сварочную проволоку.
Э42 не рекомендованы для работы по высоколегированным сплавам, по нержавейке, по цветным сплавам, по чугуну.
Ограничения по применению
Существуют и ограничения по применению. Главное из них — непригодность электрода для выполнения вертикальных соединений в направлении «сверху вниз», особенно больших диаметров. На это указывает цифра «2» в обозначении типа. При вертикальном перемещении сварочной ванны часть расплавленного металла будет затекать в пространство не проваренного шва. Чем больше диаметр электрода, тем больше будет масса сварной ванны и тем проще расплаву преодолеть силы поверхностного натяжения и стечь вниз.
Также электроды данного типа непригодны для сваривания нержавеющих и высоколегированных сталей, чугунов и сплавов цветных металлов.
Важно также правильно подбирать электрод по диаметру, исходя из толщины свариваемых заготовок.
Кроме того, недопустимо пытаться варить отсыревшими электродами. Покрытие в таких условиях становится проводником, разжечь дугу будет очень сложно. Шовный материал будет впитывать водород, и образовывать нежелательные поры. Поддержание стабильной дуги также будет затруднено частыми залипаниями электрода.
Металл шва или наплавка
Наплавка — это сварочная операция, в ходе которой наносят слой металлического расплава (его называют присадочным материалом) на внутреннюю или внешнюю поверхность детали. Наплавку выполняют с целью:
- восстановить первоначальные размеры изношенной детали;
- довести размеры до проектных при изготовлении детали обнаружении устранимого брака;
- создать покрытие одного металла слоем другого, в целях повышения коррозионной стойкости или придания специальных физических или химических свойств;
- упрочнить поверхностный слой.

Наплавка
Электрод ведут по поверхности детали в заданном месте. Верхний слой металла детали плавится, и вместе с металлом электрода образует слой наплавки. При необходимости наплавляют несколько слоев. Несмотря на то, что существуют специальные наплавочные электроды, Э42 также можно применять для наплавки относительно небольших объемов металла.
Варианты покрытия
Рабочие качества электрода и особенности его использования во многом определяются материалом флюсового покрытия. Существует несколько вариантов:
- Кислое. Основано на окислах кремния и железа, в качестве добавки применяется окисел марганца. Соединение, сделанное с помощью такого покрытия, склонен к образованию горячих микротрещин.
- Рутиловое. Основано на диоксиде титана. По сравнению с предыдущим вариантом существенно снижена вероятность образования горячих микротрещин. Позволяет получить более стабильную и мощную электрическую дугу. Снижает разбрызгивание расплава и связанные с ним потери металла. Улучшает формирование и однородность шва, формирует легко отделяемую корку из шлаков, что снижает трудоемкость последующих операций по зачистке.
- Основное. Базируется на основаниях — соединениях фтора в смеси с карбонатами. По степени раскисления соответствует сталям спокойного типа. Шовный материал приобретает высокую пластичность и ударную вязкость, причем как при комнатной, так и при пониженной температуре. Также снижена вероятность появления горячих микротрещин.

Электроды «Тянь-Шань» тип Э42
Для любого вида покрытия сохраняется требование к использованию только в сухом виде. При попытке использования влажных электродов производители снимают с себя гарантийные обязательства по качеству шва. Продукция поставляется в герметично запечатанных целлофаном коробках, распечатывать их следует непосредственно перед началом работы. Если электроды все же подмокли, их необходимо просушить и прокалить в муфельной печи.
Также независимо от варианта покрытия необходимо тщательно соблюдать технологию и режимы сварочных работ.
Требования ГОСТ
Требования к электродам типа Э42 изложены в ГОСТ-9567-75-Э42. В нем определены такие параметры, как линейные размеры стержня и покрытия, ряд диаметров, вес, расход материала на 1 кг шва, ударная вязкость шва и относительное удлинение, перечисленные в начале статьи.
Кроме того, в ГОСТ 9467-75-Э42А выдвинуты повышенные требования к шовному материалу, прежде всего к ударной вязкости и относительному удлинению. К временному сопротивлению на разрыв повышенные требования не выдвигаются, ряд диаметров также остается без изменений. Таким образом, шов с применением типа Э42А получится столь же прочным, но более тягучим и гибким. Повышены также требования к процентной доле серы, фосфора и их соединений.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Э42А УОНИ-13/45
Электроды для сварки углеродистых и низколегированных сталей → Тип Э42А
|
ГОСТ 9466-75 ГОСТ 9467-75 ТУ 1272-001-50133500-2003 |
AWS:E6015 DIN 1913-E4343B10 EN 499:Е383В10 |
Э42А-УОНИ-13/45- Ø -УД Е412(5)-Б20 |
Основное назначение электрода
Электроды марки УОНИ-13/45 предназначены для ручной дуговой сварки особо ответственных конструкций из углеродистых сталей, когда к металлу сварных швов предъявляются повышенные требования по пластичности и ударной вязкости. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
Рекомендуемое значение тока (А)
|
Диаметр, мм |
Положение шва | ||
|
нижнее |
вертикальное |
потолочное | |
|
2.5 |
70-90 |
60-80 |
60-80 |
|
3.0 |
100-130 |
90-120 |
90-120 |
|
4.0 |
130-180 |
120-160 |
120-160 |
|
5.0 |
170-210 |
160-210 |
|
Характеристики плавления электродов Э42А
|
Коэффициент наплавки, г/Ач |
9,0 |
|
Расход электродов на 1 кг наплавленного металла, кг |
1,6 |
Основные характеристики металла шва и наплавленного металла.
Механические свойства металла шва, не менее
|
Временное сопротивление разрыву, МПа |
420 |
|
Относительное удлинение, % |
22 |
|
Ударная вязкость, Дж/см 2, при температуре +20°С |
150 |
|
-40°С |
35 |
Химический состав наплавленного металла, %
|
Углерод, не более |
0,12 |
|
Марганец |
0,35-0,65 |
|
Кремний |
0,2-0,3 |
|
Сера, не более |
0,03 |
|
Фосфор, не более |
0,030 |
Время последней модификации 1272155631
tehnonova.ru
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Осуществление любых ответственных работ, в том числе ручной дуговой сварки, одним из обязательных условий имеет компетентный подход к подбору материалов. Неотъемлемой составляющей этой процедуры является соответствующее внимание ко всем параметрам сварочных электродов, одним из которых является их диаметр.
Диаметр сварочных электродов
Диаметр сварочных электродов для работы с различными по химическому составу сталями прописан в различных нормативных документах. К примеру, согласно ГОСТ- 9466-75, определен номинальный диаметр электрода, который соответствует диаметру стержня. Следует отметить, что номинальный диаметр электрода для сварки не включает в себя толщину обмазки.
Толщина покрытия электродов для сварки
Согласно п. 1.5. ГОСТ-9466-75, для каждого диаметра и марки электрода существует своя индивидуальная толщина обмазки. Определяется зависимости от отношения D/d, где D - диаметр с покрытием, а d - диаметр стержня, при этом соотношение у электродов с тонким покрытием (буквенное обозначение М) должно быть менее или равно 1,2; для электродов со средним покрытием (буквенное обозначение С) должно быть менее или равно 1,45; для электродов с толстым покрытием (буквенное обозначение Д) должно быть менее или равно 1,80; а для электродов с особо толстым покрытием (буквенное обозначение Г) должно быть больше 1,80.
К примеру, сварочные электроды УОНИ-13/45, марка Э-42А УОНИИ-13/45-d4-УД Е 412(4)-Б 20. В соответствии с маркой номинальный диаметр электрода равен d4, показатель – Д означает, что покрытие толстое. Полный диаметр D электрода с покрытием равен 6 мм, отношение D/d или 6/4 равно 1,5, что соответствует параметру электродов с толстым покрытием так как попадает в диапазон от 1,45 до 1,8.
Примечательно, что иностранные производители придерживаются таких же правил, только диаметры импортных электродов не соответствуют российским стандартам. Так к примеру японские сварочные электроды LB-52U имеют номинальные диаметры d. 2,6, d. 3,2, d. 4, а диаметры вместе с покрытием D 3,9, D 4,8, D 6, отношение диаметров равны 1,5, что соответствует толстому покрытию. Также сварочные электроды ОК 53.70 фирмы The ESAB Group произведенные в Швеции соответствуют международным стандартам d. 2,6, d. 3,2, d. 4 мм, а принадлежащий ESAB российский Завод ЭСАБ-СВЭЛ выпускает продукцию с торговой маркой ОК с диаметрами российских стандартов.Выбор диаметра электрода
Выбор диаметра электрода для сварки осуществляется в зависимости от толщины свариваемого металла, его марки и химического состава, формы кромок, положения сварки, разновидности соединения. К основным особенностям различных диаметров электродов относятся:
1. Сварочные электроды 1 мм – предназначены для работы с металлом, толщина которого 1-1,5 мм, при силе тока 20-25А;
2. Электроды сварочные 1,6 мм – в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются двух размеров 200 или 250 мм, используемые для работы с металлами толщина которых от 1 до 2 мм с силой тока 25-50А;
3. Электроды сварочные 2 мм – согласно ГОСТ9466-75 для низкоуглеродистой и легированной стали изготавливаются длинной 250 мм, допускается также длинна 300 мм, толщина свариваемых металлов от 1 до 2 мм, сила тока 50-70А;
4. Электроды сварочные 2,5 мм – по ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются длинной 250-300мм, допускается также длинна 350 мм, толщина свариваемых металлов от 1 до 3 мм, сила тока 70-100А;
5. Электроды сварочные 3 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
6. Электроды сварочные 4 мм – широко используемый диаметр пригодный для работы как на профессиональном так и на бытовом оборудовании. Выпускается согласно ГОСТ9466-75 двух размеров 350 и 450 мм для любых видов стали, для металлов, толщина которых от 2 до 10 мм с силой тока 100-220А;
7. Электроды сварочные 5 мм – электроды этого диаметра требуют достаточно мощного сварочного оборудования. В соответствии с ГОСТ9466-75, изготавливаются длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 150-280А;
8. Электроды сварочные 6 мм – предназначены для работы на профессиональном оборудование. Согласно ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 230-370А;
9. Электроды сварочные 8-12 мм – для работы на высокопроизводительном промышленном оборудовании. В соответствии с ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых свыше 8 мм с силой тока от 450А;
При этом необходимо отметить, что при определенном диаметре электрода диапазон силы тока для каждой марки электродов свои. К примеру, при диаметре электрода 3 мм для УОНИ 13/55 сила тока 70-100А, а для МР-3 сила тока 80-140А.
electrodgroup.ru