Листовой прокат. Лист стальной ГОСТ, вес. Гост на стальной лист
Листовой прокат ГОСТ, вес. | МеханикИнфо
Листовой прокат. Лист стальной ГОСТ, вес. 4.10/5 (82.00%) проголосовало 10

Стальной листовой прокат – вид металлопроката, представляющий собой карты или рулоны различной толщины и размеров, производимые из стали способами горячей и холодной прокатки. Продукция, получаемая горячим или холодным деформированием, различается по диапазону толщины листов, качеству поверхности и эксплуатационным характеристикам.
Нормативные документы, регламентирующие листовой прокат
Вся выпускаемая продукция должна соответствовать характеристикам, определенным соответствующими нормативными документами, принятыми на государственном уровне:
- ГОСТ 19903-2015. Введен взамен ГОСТа 19903-74. Регламентирует сортамент листового проката шириной от 500 мм, толщиной 0,5-160 мм из углеродистых и низколегированных сталей. До 4 мм он относится к категории тонколистовой продукции, более 4 мм – толстолистовой.
- ГОСТ 19904-90. Действует взамен ГОСТа 19904-74. Распространяется на изделия шириной не менее 500 мм, изготовленные из углеродистых, низколегированных, коррозионностойких, жаростойких и жаропрочных сталей. Стандартная толщина такой листовой стали – 0,35-5,0 мм.
- ГОСТ 14637-89. Определяет технические условия на толстолистовой прокат из углеродистой стали обыкновенного качества. В части требований по размерам продукция должна соответствовать ГОСТу 19903, по химическому составу – ГОСТу 380.
- ГОСТ 16523-97. Этот нормативный документ определяет технические условия на холоднокатаный прокат, изготавливаемый из стали обыкновенного качества или качественной общего назначения. Введен взамен ГОСТа 16523-89.
- ГОСТ 13345-85. Распространяется на холоднокатаную и горячекатаную жесть – тонколистовой металл горячего и электролитического лужения, востребованный при производстве тары для пищевой и хозяйственной продукции. Действует взамен ГОСТов 13345-78, 15580-70,18178-72.
- ГОСТ 17066-80 (взамен ГОСТа 17066-80). Определяет технические условия на тонколистовой прокат из стали повышенной прочности.
- ГОСТ 5520-79. Регламентирует технические условия на прокат из углеродистой, низколегированной и легированной стали, востребованный при производстве котлов и сосудов, функционирующих под давлением.
- ГОСТ 6713-91. Распространяется на прокат, применяемый для мостостроения, при изготовлении которого используется низколегированная конструкционная сталь.
Марки стали, применяемые при производстве листового проката
- Углеродистые обыкновенного качества различных степеней раскисления. К ним относятся: Ст0, Ст1, Ст3, Ст4, Ст5, Ст6. Цифрами 0, 1, 2, 3, 4, 5, 6 обозначают группы сталей, имеющих определенный химсостав.
- Углеродистые качественные – 08, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 65, 70. Двузначные числа означают сотые доли процента содержания углерода.
- Низколегированные. Применяются для изготовления проката повышенной прочности, стойкого к воздействиям статических и динамических нагрузок, низких температур. Такая продукция применяется при создании металлоконструкций для эксплуатации в районах Крайнего севера, в регионах с повышенной сейсмической активностью, на производствах. К низколегированным относятся марки: 09Г2, 09Г2С, 9Г2Д, 16ГС, 17ГС, 09Г2СД, 15ГФ, 14ХГС, 10ХСНД, 15ХСНД, 10ХНДП.
- Коррозионностойкие (нержавеющие). Устойчивы к различным типам коррозии при эксплуатации во влажных и химически активных средах. Объединяют широкую группу сталей, содержащих высокое количество хрома, – более 13%. Среди них: 20Х13, 30Х13, 40Х13, 08Х13, 12Х17, 08Х25Т, 10Х13Н3, 12Х17Н2, 12Х18Н9Т.
- Жаростойкие (окалиностойкие). Для них характерна стойкость к окислению при высоких температурах. Марки: 40Х9С2, Х13Ю4, 15Х25Т, 20Х23Н18, Х23Ю5Т.
- Жаропрочные. Эти стали способны сопротивляться разрушению при высоких температурах. К ним относятся: 30Х13Н7С2, 15ХМ, 40ХН2МА.
Особенности горячекатаного и холоднокатаного листового проката
Горячекатаный лист получают деформированием исходной заготовки при нагреве до температуры ковки. Основной объем листового проката получают именно по этой технологии. Горячекатаную продукцию применяют либо для производства металлоконструкций и изделий различного назначения, либо в качестве подката (полуфабриката) при изготовлении листа способом холодной прокатки. По результатам горячего и холодного деформирования получают продукцию с различными размерными и техническими характеристиками.
Таблица характеристик листов, полученных способами горячей или холодной прокатки
| Характеристики | Вид прокатки | |
| Холодная | Горячая | |
| Толщина, мм | От нескольких микрон до 5 мм | 0,4-200 мм |
| Точность геометрических параметров | Выше | Ниже |
| Качество поверхности | Выше, поверхность ровная | Ниже, поверхность неровная, с некоторым опуском в центре листа |
| Прочностные параметры | Ниже | Выше |
| Области применения | Приборостроение, автомобилестроение, производство оцинкованного профлиста, металлочерепицы, изготовление тары для пищевой и непищевой продукции, в случаях, где важна эстетическая составляющая | В строительстве для создания несущих покрытий, при производстве труб, в машиностроении, для создания металлоконструкций на сварных и болтовых соединениях, в качестве подката при производстве холоднокатаного листа |
| Стоимость | Ниже | |
Расчет массы листа по формуле
При планировании покупки стального листа или составлении сметной документации требуется перевод площади в массу, который можно осуществить с помощью онлайн-калькулятора, таблиц или по формуле.
Масса листа определенной толщины рассчитывается по формуле M = H*B*L*7,85, где:
- M – масса, кг;
- H – толщина, мм;
- B – ширина, м;
- L – длина, м.
7,85 – это средний удельный вес стали, представленный в кг/дм3. Соответствует массе 1 м2 стального листа толщиной 1 мм.
Для определения веса 1 м2 листовой стали можно воспользоваться следующей таблицей
| Толщина, мм | Масса 1 м2, кг | Толщина, мм | Масса 1 м2, кг | Толщина, мм | Масса 1 м2, кг |
| 0,2 | 1,57 | 1 | 7,85 | 12,0 | 94,2 |
| 0,25 | 1,96 | 1,5 | 11,77 | 14,0 | 109,9 |
| 0,3 | 2,36 | 2,0 | 15,7 | 16,0 | 125,6 |
| 0,4 | 2,5 | 19,62 | 20,0 | 157,0 | |
| 0,5 | 3,93 | 3,0 | 23,55 | 25,0 | 196,25 |
| 0,55 | 4,32 | 4,0 | 31,4 | 30,0 | 235,5 |
| 0,6 | 4,71 | 5,0 | 39,25 | 40,0 | 314,0 |
| 0,7 | 5,5 | 6,0 | 47,1 | 50,0 | 392,5 |
| 0,75 | 5,88 | 7,0 | 54,95 | 60,0 | 471,0 |
| 0,8 | 6,28 | 8,0 | 62,8 | 70,0 | 549,5 |
| 0,9 | 7,06 | 10,0 | 78,5 | 80,0 | 628,0 |
Для получения общей массы листа табличное значение 1 м2 умножают на площадь изделия.
Области применения холодно- и горячекатаного листового проката, в зависимости от толщины
Холоднокатаный лист
- Основная доля холодного проката выпускается из конструкционной малоуглеродистой стали в диапазоне толщин 0,5-2,5 мм и применяется в автомобилестроении. Такую продукцию часто называют автолистами.
- 0,4-2,0 мм. Применяется для цинкования и профилирования с целью получения профнастила, широко востребованного при устройстве кровель, ограждений, отделке фасадов.
- 0,07-0,5 мм. С защитным оловянным покрытием, востребован при производстве тары.
Горячекатаный лист
- 4-160 мм – котельный и топочный. Применяется для изготовления котлов и сосудов, эксплуатируемых под давлением, при высоких, нормальных и минусовых температурах.
- 4-60 мм. Лист, изготовленный из сталей с высоким содержанием марганца, востребован в судостроении.
- До 14 мм в травленом или термообработанном виде – в автомобиле- и машиностроении.
- До 30 мм из углеродистых сталей и до 20 мм – из легированных. Применяют в авиастроении.
mechanicinfo.ru
ГОСТ 8568-77 Листы стальные с ромбическим и чечевичным рифлением. Технические условия (с Изменениями N 1, 2, 3, 4, с Поправкой), ГОСТ от 13 апреля 1977 года №8568-77
ГОСТ 8568-77
Группа В23
МКС 77.140.50ОКП 09 7000
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 13.04.77 N 926
3. ВЗАМЕН ГОСТ 8568-57
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ИЗДАНИЕ (сентябрь 2004 г.) с Изменениями N 1, 2, 3, 4, утвержденными в октябре 1978 г., ноябре 1980 г., июне 1987 г., июне 1989 г. (ИУС 11-78, 1-81, 11-87, 11-89), Поправкой (ИУС 2-2003)ВНЕСЕНА поправка, опубликованная в ИУС N 12, 2005 годПоправка внесена изготовителем базы данныхНастоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.(Измененная редакция, Изм. N 4).
1. СОРТАМЕНТ
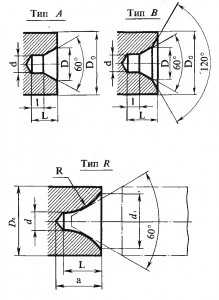
1.1а. Листовой прокат по толщине изготовляют:высокой точности - А, нормальной точности - В. (Введен дополнительно, Изм. N 4).
Черт.1
Черт.2
Тол-щинаосно-вания листа , мм | Предельные отклонения по толщине листа при ширине, мм | Ширинаоснования рифлей, мм | Угол привершине рифлей, град | Длина риф-лей , мм | Радиус закру-глениярифлей , мм | Распо-ложение рифлей на пло-скости листа , град | Масса 1 млиста, кг | Преде-льныеоткло-нения по массе, % | |||||||||
от 600 до 1000 | cв. 1000 до 1500 | св. 1500 до 2000 | св. 2000 до 2200 | ||||||||||||||
нор-маль-ная точ-ность | высо-кая точ-ность | нор-маль-ная точ-ность | высо-кая точ-ность | нор-маль-ная точ-ность | высо-кая точ-ность | нор-маль-ная точ-ность | высо-кая точ-ность | Но-мин. | Пред.откл. | Но-мин. | Пред.откл. | ||||||
Ромбическое рифление | |||||||||||||||||
2,5 | ±0,25 | ±0,18 | ±0,25 | ±0,18 | - | - | - | - | 5,0 | ±0,15 | 28 | ±2 | - | - | - | 21,0 | ±10 |
3,0 | ±0,25 | ±0,23 | ±0,25 | ±0,23 | - | - | - | - | 5,0 | ±0,15 | 28 | ±2 | - | - | - | 25,1 | ±10 |
4,0 | +0,3-0,7 | ±0,30 | +0,3-0,7 | ±0,3 | +0,3-0,7 | ±0,3 | +0,3-0,7 | ±0,3 | 5,0 | ±0,15 | 28 | ±2 | - | - | - | 33,5 | ±8 |
5,0 | +0,3-0,7 | ±0,35 | +0,3-0,7 | ±0,35 | +0,3-0,7 | ±0,35 | +0,3-0,7 | ±0,35 | 5,0 | ±0,15 | 28 | ±2 | - | - | - | 41,8 | ±6 |
6,0 | +0,4-0,8 | +0,4-0,6 | +0,4-0,8 | +0,4-0,6 | +0,4-0,8 | +0,4-0,6 | +0,4-0,8 | +0,4-0,6 | 5,0 | ±0,15 | 28 | ±2 | - | - | - | 50,1 | ±9 |
8,0 | +0,4-0,8 | +0,3-0,8 | +0,4 -0,8 | +0,3 -0,8 | +0,4 -0,9 | +0,3-0,8 | +0,4-0,9 | +0,3 -0,8 | 5,0 | ±0,15 | 28 | ±2 | - | - | - | 66,6 | ±5 |
10,0 | +0,5-1,0 | +0,4-0,7 | +0,6-1,0 | +0,4 -0,7 | +0,6 -1,0 | +0,5 -0,9 | +0,6-1,0 | +0,5 -0,9 | 5,0 | ±0,15 | 28 | ±2 | - | - | - | 83,0 | ±3 |
12,0 | +0,6-1,1 | +0,5-1,1 | +0,7 -1,1 | +0,6 -1,0 | +0,7 -1,1 | +0,6 -1,0 | +0,7 -1,1 | +0,6 -1,0 | 5,0 | ±0,15 | 28 | ±2 | - | - | - | 99,3 | ±3 |
Чечевичное рифление | |||||||||||||||||
2,5 | ±0,25 | ±0,18 | ±0,25 | ±0,18 | - | - | - | - | 3,6 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 20,1 | ±10 |
3,0 | ±0,25 | ±0,23 | ±0,25 | ±0,23 | - | - | - | - | 4,0 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 24,2 | ±10 |
4,0 | +0,3 -0,7 | ±0,3 | +0,3 -0,7 | ±0,3 | +0,3 -0,7 | ±0,3 | +0,3-0,7 | ±0,3 | 4,0 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 32,2 | ±8 |
5,0 | +0,3 -0,7 | ±0,35 | +0,3 -0,7 | ±0,35 | +0,3 -0,7 | ±0,35 | +0,3 -0,7 | ±0,35 | 5,0 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 40,5 | ±6 |
6,0 | +0,4 -0,8 | +0,4-0,6 | +0,4 -0,8 | +0,4 -0,6 | +0,4-0,8 | +0,4 -0,6 | +0,4 -0,8 | +0,4 -0,6 | 5,0 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 48,5 | ±5 |
8,0 | +0,4 -0,8 | +0,3-0,8 | +0,4-0,8 | +0,3 -0,8 | +0,4 -0,9 | +0,3 -0,8 | +0,4 -0,9 | +0,3 -0,8 | 6,0 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 64,9 | ±5 |
10,0 | +0,5 -1,0 | +0,4-0,7 | +0,6 -1,0 | +0,4 -0,7 | +0,6 -1,0 | +0,5 -0,9 | +0,6 -1,0 | +0,5-0,9 | 6,0 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 80,9 | ±3 |
12,0 | +0,6 -1,1 | +0,5 -1,1 | +0,7 -1,1 | +0,6 -1,0 | +0,7 -1,1 | +0,6 -1,0 | +0,7 -1,1 | +0,6 -1,0 | 6,0 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 96,8 | ±3 |
Примечания:
1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа в миллиметрах.
2. Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа допускается толщина основания на 0,2 мм выше плюсового предельного отклонения.
3. Ширина основания рифлей , угол при вершине рифлей , диагонали ромба , угол расположения рифлей на плоскости листа , расстояние между рифлями , длина рифлей , радиус закругления рифлей на готовых листах не контролируются и даны для расчетов при изготовлении инструмента.
4. Масса 1 м листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали - 7,85 г/см.5. (Исключено, Изм. N 4).(Измененная редакция, Изм. N 2, 3, 4, Поправка).
1.2. Рифленый прокат изготовляют в листах и рулонах с односторонним ромбическим или чечевичным рифлением.(Измененная редакция, Изм. N 3).
1.3. Высота рифлей на листах должна быть 0,1-0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы толщиной основания 5 мм и более должны иметь высоту рифлений не менее 1,0 мм.
(Измененная редакция, Изм. N 2).
1.4. Листы с ромбическим рифлением изготовляют с диагоналями ромба (25-30)х(60-70) мм. Конфигурация рифлений и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем.По требованию потребителя разрешается изготовление листа с другим соотношением диагоналей ромба. (Измененная редакция, Изм. N 2, 3).
1.5. Листы с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
1.6. Листы изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
1.7. По требованию потребителя допускается изготовление листов других размеров.(Измененная редакция, Изм. N 3).
1.8. Листы по размерам изготовляются:с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п.1.6 - форма I;с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине - форма II;с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п.1.6 - форма III;с указанием мерных размеров в пределах, указанных в п.1.6 - форма IV.(Измененная редакция, Изм. N 1).
1.9. Предельные отклонения по длине и ширине листов - по ГОСТ 19903.
По требованию потребителя листы и рулоны изготовляют с предельными отклонениями;+20 мм - по ширине для рулонного проката свыше 1000 мм с необрезной кромкой;+15 мм - по длине для листа свыше 2000 до 6000 мм и свыше при толщине 4,0 и 5,0 мм;+25 мм - при толщине 6,0; 8,0; 10,0 и 12,0 мм.(Измененная редакция, Изм. N 3, 4).
1.10. Отклонения от плоскостности - по ГОСТ 19903 для нормальной и улучшенной плоскостности.(Измененная редакция, Изм. N 4).
1.11. (Исключен, Изм. N 1).
1.12. Требования к прокату, изготовляемому в рулонах, а также размеры рулонов по ширине - по ГОСТ 19903.Примеры условных обозначений:Лист горячекатаный из стали марки Ст3сп по ГОСТ 380* с односторонним ромбическим рифлением размером 3,0х1000х2000 мм, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой:________________* На территории Российской Федерации документ не действует. Действуют: в части требований к сортовому и фасонному литью ГОСТ 535-2005; в части марок и химического состава ГОСТ 380-2005; в части требований к толстолистовому прокату ГОСТ 14637-89, здесь и далее по тексту. - Примечание изготовителя базы данных.
Лист ромб В-К-ПУ-3,0х1000х2000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Лист чечевица В-К-ПУ-3,0х1000х2000 Ст3сп ГОСТ 8568-77
Рулонный горячекатаный прокат марки Ст3сп по ГОСТ 380 с односторонним ромбическим рифлением размером 3,0х1000 мм, высокой точности, с катаной кромкой:
Рулон ромб А-К-3,0х1000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Рулон чечевица А-К-3,0х1000 Ст3сп ГОСТ 8568-77
(Измененная редакция, Изм. N 2, 3, 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и рулоны изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Листы и рулоны изготовляют из углеродистой стали обыкновенного качества марок Ст0, Ст1, Ст2 и СтЗ (кипящей, спокойной и полуспокойной) с химическим составом по ГОСТ 380.По согласованию изготовителя с потребителем допускается изготовлять листовой прокат без нормирования содержания хрома, никеля, меди.
2.1, 2.2. (Измененная редакция, Изм. N 4).
2.3. По требованию потребителя допускается изготовление листов из стали других марок.(Измененная редакция, Изм. N 3).
2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон.
2.5. Листы и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками.Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине.
2.4, 2.5. (Измененная редакция, Изм. N 1).
2.6. На поверхности листов не должно быть прокатных и слиточных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания которых не превышает предельных отклонений по толщине.
3. ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов одного вида рифления. Определение партии - по ГОСТ 14637.
3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности проводят без применения увеличительных приборов.
4.2. Толщину основания листов и высоту рифлений измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок.Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения.
4.3. Высоту рифлей определяют как разность размеров общей толщины листа и толщины основания листа .
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение - по ГОСТ 7566.(Измененная редакция, Изм. N 3).Электронный текст документаподготовлен АО "Кодекс" и сверен по:официальное издание М.: ИПК Издательство стандартов, 2004
Редакция документа с учетомизменений и дополнений подготовленаАО "Кодекс"
docs.cntd.ru
ГОСТ 19903-74
Сталь листовая горячекатаная
Сортамент
Требование стандарта распространяется на листовую горячекатаную сталь шириной 500 мм и более, изготовляемую в листах толщиной от 0,5 до 160 мм (таблица 1*) и рулонах толщиной от 1,2 до 12 мм (таблица 2*).
Листовая сталь подразделяется:
а) по точности прокатки:
- повышенной точности --А,
- нормальной точности -Б;
б) по плоскостности:
- особо высокой плоскостности -- ПО,
- высокой плоскостности -- ПВ,
- улучшенной плоскостности -- ПУ,
- нормальной плоскостности -- ПН;
в) по характеру кромки:
- с необрезной кромкой -- НО,
- с обрезной кромкой -- О;
г) по размерам:
- с указанием размеров по толщине, ширине и длине в соответствии с размерами,
- с указанием размеров по толщине в пределах, указанных в таблице 1*, без указания размеров по ширине и длине -- форма II;
- с указанием размеров, кратных по ширине и длине, размерам, указанным в заказе, в пределах, установленных в таблице 1*, -- форма III;
- с указанием мерных размеров, в пределах, указанных в таблице1*, -- форма IV.
По согласованию потребителя с изготовителем интервалы по ширине могут быть менее указанных.
Предельные отклонения по толщине стали, поставляемой в рулонах и листах, в любой точке измерения не должны превышать норм, указанных в таблицах 3* и 4*.
Предельные отклонения по ширине стали с обрезной кромкой, поставляемой в рулонах, не должна превышать:
- + 5 мм -- при ширине от 500 до 1000 мм вкл.;
- + 10 мм -- при ширине св. 1000 мм.
Предельные отклонения по ширине стали с обрезной кромкой, поставляемой в листах не должны превышать норм, указанных в таблице 5.
Таблица 5
| Ширина стали мм | Предельные отклонения стали по толщине, мм | ||||
| до 3,9 | св.3,6 до 12 | св.12 до 60 | св.60 до 100 | св100 до 160 | |
| До 800 | +6 | -- | -- | -- | -- |
| Св. 800 | +10 | -- | -- | -- | -- |
| До 1500 | -- | +10 | -- | -- | -- |
| Св.1500 | -- | +15 | -- | -- | -- |
| Все ширины | -- | -- | +25 | +50 | +75 |
Предельные отклонения по ширине листовой стали, прокатанной полистно и поставляемой с необрезной кромкой, не должны превышать более чем на 50 мм предельных по ширине, указанных таблице 5.
Предельные оклонения по ширине стали, прокатанной на непрерывных станах и поставляемой с необрезной кромкой, не должны превышать:
Предельные отклонения по длине стали, прокатанной полистно, не должны превышать норм, указанных в таблице 6.
Таблица 6
| Длина стали мм | Предельные отклонения по длине стали, мм. | ||||
| до 3,9 | св.3,9 до 16 | св.16 до 60 | св.60 до 100 | св.100 до 160 | |
| До 15000 | + 10 | -- | -- | -- | -- |
| Св. 1500 | + 15 | -- | -- | -- | -- |
| До 2000 | -- | + 10 | -- | -- | -- |
| Св. 2000 до 6000 | -- | + 25 | -- | -- | -- |
| Св. 6000 | -- | +35 | -- | -- | -- |
| До 3000 | -- | -- | + 15 | -- | -- |
| Св.3000 до 6000 | -- | -- | + 25 | -- | -- |
| Св. 6000 | -- | -- | +40 | -- | -- |
| Все длины | -- | -- | -- | + 50 | -- |
| Все длины | -- | -- | -- | -- | + 75 |
Предельные отклонения по длине стали, прокатанной на непрерывных станах и порезанной на листы, не должны превышать норм, указанных в таблице 7.
Таблица 7
| Длина стали мм | Предельные отклонения по длине стали при толщине, мм. | |
| до 3,9 | св.3,9 | |
| До 1500 | + 15 | -- |
| Св. 1500 | + 20 | -- |
| До 3000 | -- | До 3000 |
| Св. 3000 | -- | + 25 |
Отклонение от плоскостности на 1 м длины стали, поставляемой в листах, не должны превышать норм, указанных в таблице 8.
Таблица 8
| Вид плоскостности | Отклонение от плоскостности при толщине стали, мм | ||
| 0,5 - 1,4 | 1,5 - 3,9 | 4,0 и выше | |
| Особо высокая | 8 | 8 | 5 |
| Высокая | 10 | 10 | 8 |
| Улучшенная | 15 | 12 | 10 |
| Нормальная | 20 | 15 | 12 |
Серповидность стали, поставляемой в рулонах, не должна превышать10мм на длине 3м.
Сталь, поставляемая в листах с обрезной кромкой, должна быть обрезана под прямым углом. Косина реза и серповидность не должны выводить лист за номинальный размер.
При поставке стали в листах и в рулонах с необрезной кромкой надрывы и другие пороки (если они имеются на кромках) не должны превышать половины предельных отклонений по ширине и выводить листы за номинальный размер по ширине, указанный в заказе.
Сталь, поставляемая в рулонах, не должна иметь скрученных и смятых концов.
Допускаются в отдельных местах загнутые кромки под углом не более 90 градусов.
Телескопичность стали, поставляемой в рулонах, не должна превышать норм, указанных, в таблице 9.
Таблица 9
| Толщина стали мм | Ширина стали мм | Телескопичность рулона мм |
| До 2,5 | До 800 Св. 800 | 50 100 |
| Св. 2,5 | До 800 Св. 800 | 35 70 |
Превышение одного внутреннего или наружного витка над поверхностью торца рулона не является телескопичностью.
Неплотное прилегание двух наружных витков рулона не является браковочным признаком.
Измерение толщины стали проводят:
а) на листах -- на расстоянии не менее 100 мм от торца и 40мм от кромок;
б) на рулонах -- на расстоянии не менее 40 мм от кромок и 2 м от конца рулона.
Ширина стали, поставляемой в рулонах, измеряется на расстоянии не менее 2 м от конца рулона. Концы неполной ширины по длине не должны превышать ширину рулона.
Отклонение от плоскостности стали, поставляемой в листах, определяется максимальной стрелой прогиба между поверхностью и приложенной к нему в любом направлении метровой линейкой.
Сталь, поставляемая в рулонах, может состоять не более чем из двух кусков (отдельных или соединенных сварным швом). Отношение длин кусков в одном рулоне не должно быть менее 1/5. Внутренний диаметр стали, поставляемой в рулонах, должен быть не менее 650 мм и не более 1000 мм, а масса рулона листовой стали не более 20 тонн.
* - таблицы 1-4
szmetal.ru