Сортамент водопроводных и газопроводных труб. Труба стальная газопроводная. Гост стальные газопроводные трубы
|
Стальные газопроводные трубы для строительства газопроводов в районах с расчетной температурой воздуха до - 40°С
| |||||||||||
ural-steel.ru
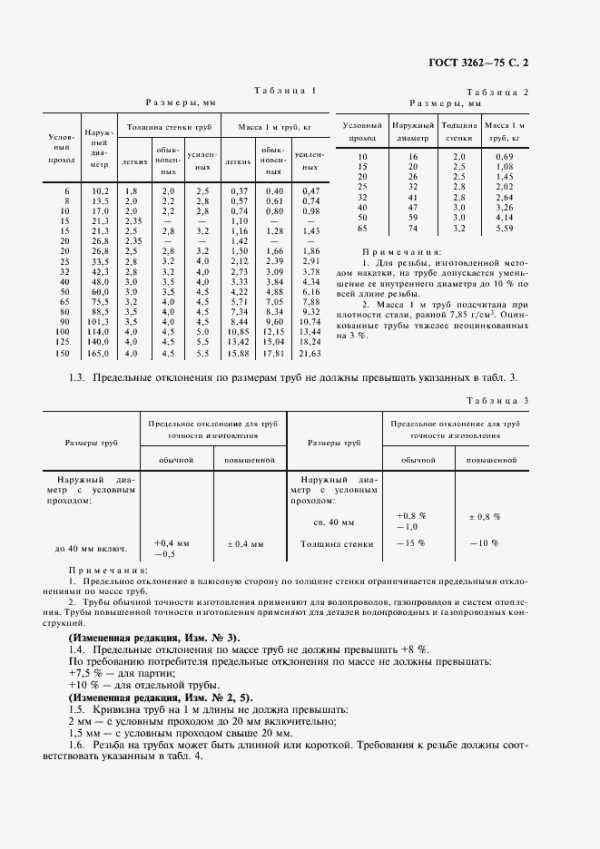
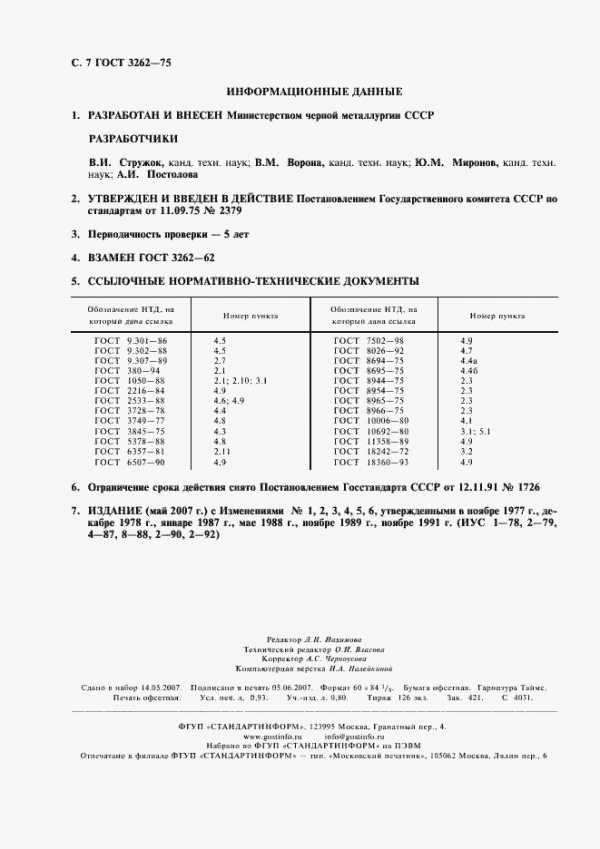
ГОСТ 3262-75 Трубы стальные водогазопроводные. Технические условия
Название англ.: Water-supply and gas-supply steel pipes. Specifications

Похожие документы
- ГОСТ 617-2006 Трубы медные и латунные круглого сечения общего назначения. Технические условия
- ГОСТ ИСО 362-2006 Шум. Измерение шума, излучаемого дорожными транспортными средствами при разгоне. Технический метод
- ГОСТ Р 51317.3.2-2006 Совместимость технических средств электромагнитная. Эмиссия гармонических составляющих тока техническими средствами с потребляемым током не более 16 А (в одной фазе). Нормы и методы испытаний
- ГОСТ 27735-94 Весы бытовые. Общие технические требования
- ГОСТ Р 50271-92 Гайки шестигранные стальные самостопорящиеся. Механические и эксплуатационные свойства
- ГОСТ 8.586.4-2005 Государственная система обеспечения единства измерений. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 4. Трубы Вентури. Технические требования
znaytovar.ru
Трубы стальные газопроводные.
Поиск ЛекцийЭтапы:
1. Маркетинг
1.1.Требования потребителя: размеры, масса
1.2.Требования нормативных документов: соответствуют требованиям ГОСТ 3262-75«Трубы стальные водогазопроводные»
2. Проектирование
2.1. Исходные данные:
§ условный проход 25 мм
§ наружный диаметр 33,5 мм
§ толщина стенки труб 3,2 мм
§ масса 1 метра 2,39 кг
§ длина 8 м
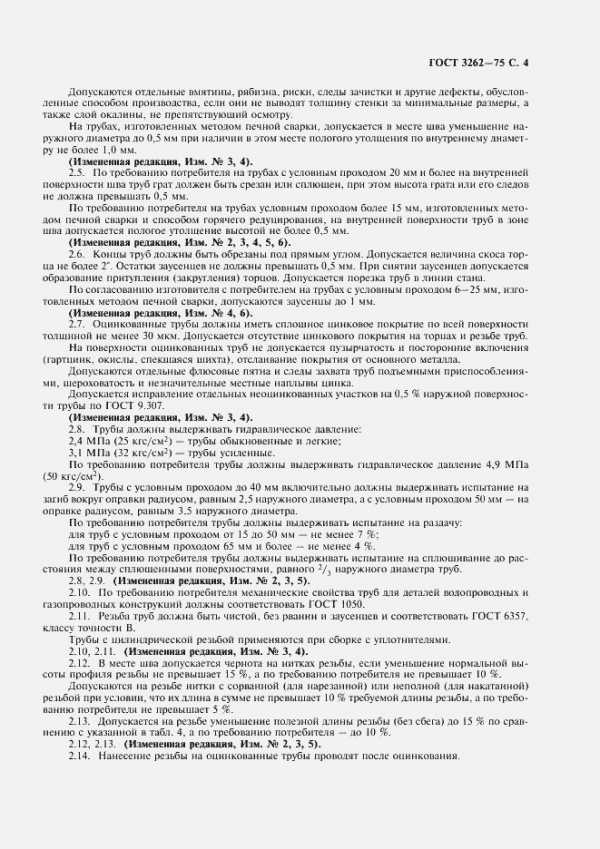
§ трубы должны выдерживать гидравлическое давление: 2,4 МПа (25 кгс/см2)
§ цинковое покрытие
2.2.
§ Трубы для деталей газопроводных конструкций изготовляют из сталей по ГОСТ 1050-88 «Сталь качественная и высококачественная». Будет использована Сталь 40 (марка 40)
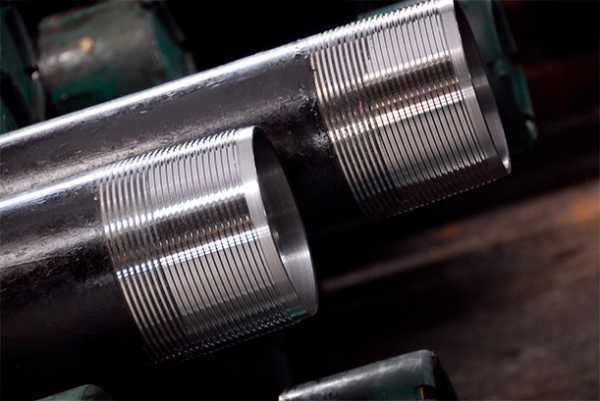
§ Резьба с условным проходом 25 мм:
- Число ниток при условном проходе -11
- Длина резьбы до сбега - 11 мм
§ Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм
2.3. Внутренний контроль:
ü От каждой отобранной трубы вырезают по одному образцу для каждого вида испытаний.
ü Испытание на растяжение проводят по ГОСТ 10006-80. Допускается взамен испытания на растяжение проводить контроль механических свойств неразрушающими методами.
ü Осмотр поверхности труб производят визуально.
ü Гидравлическое испытание проводят по ГОСТ 3845-75 с выдержкой под пробным давлением не менее 5 с.
ü Испытание на загиб проводят по ГОСТ 3728-78. Оцинкованные трубы испытывают до нанесения покрытия.
ü Испытание на раздачу проводят по ГОСТ 8694-75 на конической оправке с углом конусности 6°(также допускается 30°)
ü Испытание на сплющивание проводят по ГОСТ 8695-75.
ü Контроль сварного шва проводят неразрушающими методами по нормативно-технической документации.
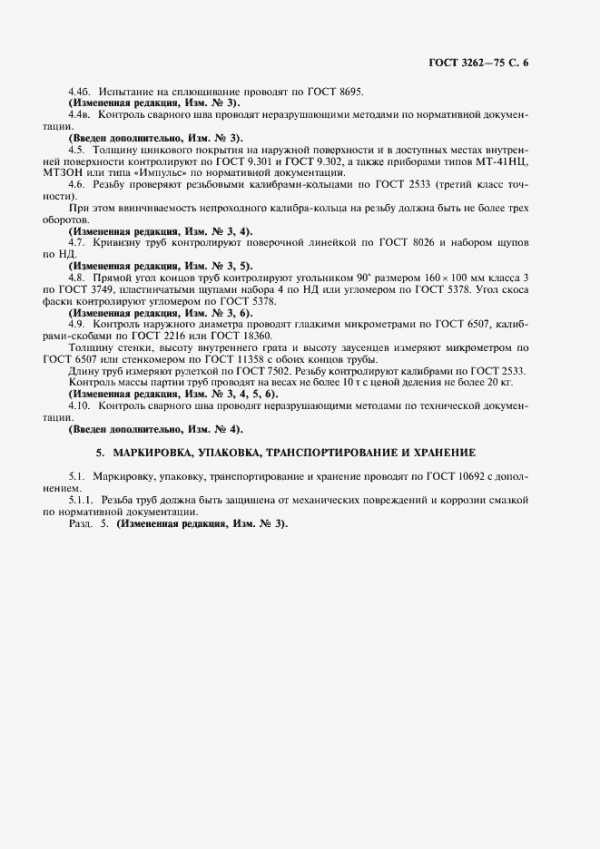
ü Толщину цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности контролируют по ГОСТ 9.301-86 и ГОСТ 9.302-88, а также приборами типов МТ-41НЦ, МТЗОН или типа «Импульс» по нормативно-технической документации.
ü Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533-88 (третий класс точности). При этом ввинчиваемость непроходного калибра-кольца на резьбу должна быть не более трех оборотов.
ü Кривизну труб контролируют поверочной линейкой по ГОСТ 8026-92 и набором щупов по ТУ 2-034-225-87.
ü Прямой угол концов труб контролируют угольником 90° размером 160х100 мм класса 3 ГОСТ 3749-77, пластинчатыми щупами набора 4 ТУ 2-034-225-87 или угломером ГОСТ 5378-88. Угол скоса фаски контролируют угломером по ГОСТ 5378-88.
ü Контроль наружного диаметра проводят гладкими микрометрами по ГОСТ 6507-90, калибрами-скобами по ГОСТ 2216-84 или ГОСТ 18360-93.
ü Толщину стенки, высоту внутреннего грата и высоту заусенцев измеряют микрометром по ГОСТ 6507-90 или стенкомером по ГОСТ 11358-89 с обоих концов трубы.
ü Длину труб измеряют рулеткой по ГОСТ 7502-98. Резьбу контролируют калибрами по ГОСТ 2533-88.
ü Контроль массы партии труб проводят на весах не более 10 т с ценой деления не более 20 кг
ü Контроль сварного шва проводят неразрушающими методами по технической документации.
3.Производство
3.1. Входной контроль
Сталь 40
ГОСТ 1050-88 «Сталь качественная и высококачественная»
Методы испытаний:
ü Химический анализ стали проводят по ГОСТ 22536.0-87 - ГОСТ 22536.9-88, ГОСТ 27809, ГОСТ 12359
ü Геометрические размеры и форму определяют при помощи измерительных инструментов по ГОСТ 26877-91, ГОСТ 162, ГОСТ 166, ГОСТ 427, ГОСТ 3749, ГОСТ 5378-88, ГОСТ 6507, ГОСТ 7502
ü Отбор проб от мотков для всех видов испытаний проводят на расстоянии не менее 1,5 витка от конца раската.
ü От каждого отобранного для контроля прутка, полосы или мотка отбирают: для испытания на растяжение и осадку, для определения величины зерна, прокаливаемости и глубины обезуглероженного слоя - по одному образцу;
-для испытания на ударный изгиб - по одному образцу каждого типа;
-для контроля макроструктуры - один темплет.
ü Отбор проб для испытаний на осадку - по ГОСТ 7564.
ü Твердость по Бринеллю определяют по ГОСТ 9012. Твердость проката диаметром или толщиной менее 5 мм не определяют.
ü Твердость по Роквеллу после закалки определяют по ГОСТ 9013-59 на площадке, расположенной на середине длины образца.
ü Испытание на растяжение проводят по ГОСТ 1497
ü Испытание на ударную вязкость проводят по ГОСТ 9454.
ü Испытания механических свойств
ü Контроль макроструктуры на излом или протравленных темплетах проводят без применения увеличительных приборов по ГОСТ 10243.
ü Прокаливаемость определяют методом торцевой закалки по ГОСТ 5657
ü Величину зерна определяют по ГОСТ 5639.
3.2.Операционный контроль:
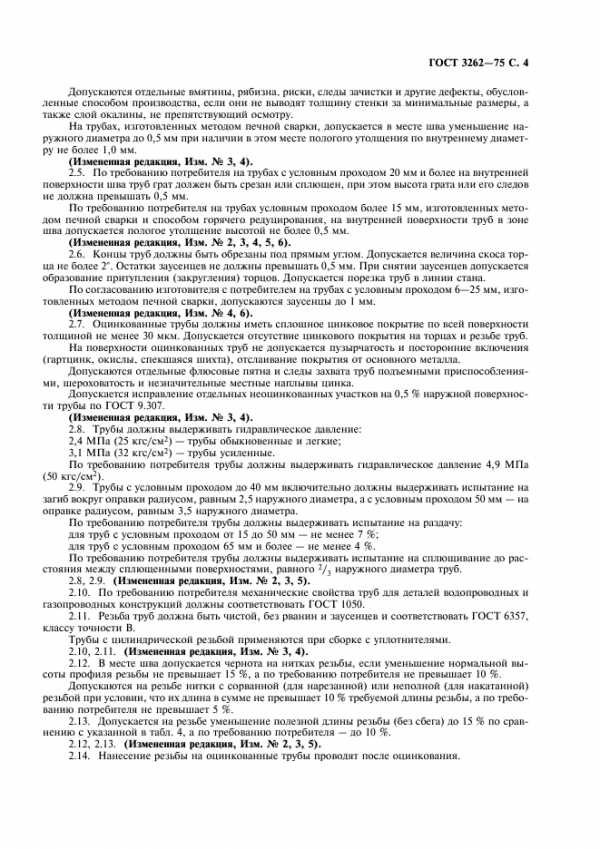
§ Кривизна труб на 1 м длины не должна превышать 2 мм.
§ Предельные отклонения по массе труб не должны превышать + 8 %
§ На поверхности труб не допускаются трещины, плены, вздутия и закаты.
§ На торцах труб не допускаются расслоения.
§ Концы труб должны быть обрезаны под прямым углом. Допускается величина скоса торца не более 2°. Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускается образование притупления (закругления) торцов. Допускается порезка труб в линии стана.
3.3. Приемо-сдаточный контроль:
ü Толщину цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности контролируют по ГОСТ 9.301-86 и ГОСТ 9.302-88, а также приборами типов МТ-41НЦ, МТЗОН или типа «Импульс» по нормативно-технической документации.
ü Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533-88 (третий класс точности). При этом ввинчиваемость непроходного калибра-кольца на резьбу должна быть не более трех оборотов.
ü Кривизну труб контролируют поверочной линейкой по ГОСТ 8026-92 и набором щупов по ТУ 2-034-225-87.
ü Прямой угол концов труб контролируют угольником 90° размером 160х100 мм класса 3 ГОСТ 3749-77, пластинчатыми щупами набора 4 ТУ 2-034-225-87 или угломером ГОСТ 5378-88. Угол скоса фаски контролируют угломером по ГОСТ 5378-88.
ü Контроль наружного диаметра проводят гладкими микрометрами по ГОСТ 6507-90, калибрами-скобами по ГОСТ 2216-84 или ГОСТ 18360-93.
ü Толщину стенки, высоту внутреннего грата и высоту заусенцев измеряют микрометром по ГОСТ 6507-90 или стенкомером по ГОСТ 11358-89 с обоих концов трубы.
ü Длину труб измеряют рулеткой по ГОСТ 7502-98. Резьбу контролируют калибрами по ГОСТ 2533-88.
ü Контроль массы партии труб проводят на весах не более 10 т с ценой деления не более 20 кг
4.Обращение
4.1. Упаковку, транспортирование и хранение проводят по ГОСТ 10692-80 с дополнением.
Упаковка:
Трубы плотно укладываются в деревянные ящики или решетки, изготовляемые по ГОСТ 2991-85, ГОСТ 24634-81, ГОСТ 5959-80 или контейнеры по ГОСТ 20435-75 и нормативно-технической документации, и надежно закреплены внутри тары от свободного перемещения при транспортировании.
Транспортирование:
Транспортирование труб проводится железнодорожным (на открытом подвижном составе), автомобильным или водным транспортом в соответствии с Правилами перевозок грузов и технических условий погрузки и крепления грузов, действующими на транспорте данного вида.
При транспортировании штабели труб или пакеты разделяют прокладками.
На пол вагона или кузова автомашины должны быть уложены подкладки или пакеты труб должны иметь транспортные хомуты.При транспортировании труб на платформах необходимо с боковых сторон устанавливать вертикальные деревянные стойки, связанные поверх труб проволокой.
Хранение:
При хранении и складировании трубы должны быть рассортированы партиями по размерам и маркам стали, предотвращающими возможность их перепутывания. Трубы должны храниться на стеллажах или площадках открытого хранения, при этом они должны иметь консервационное покрытие для категорий условий транспортирования и хранения С, Ж, ОЖ по ГОСТ 9.014-78. Предельный срок консервационной защиты 6 месяцев.
Резьба труб должна быть защищена от механических повреждений и коррозии смазкой по нормативно-технической документации.
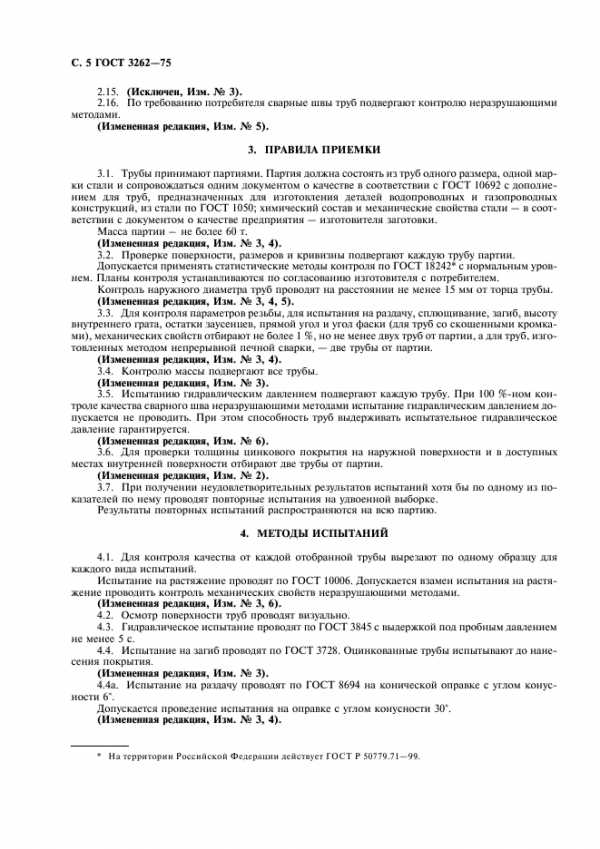
Правила приемки:
-Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве в соответствии с ГОСТ 10692-80 с дополнением для труб, предназначенных для изготовления деталей водопроводных и газопроводных конструкций, из стали по ГОСТ 1050-88: химический состав и механические свойства стали в соответствии с документом о качестве предприятия-изготовителя заготовки.
Масса партии не более 60 т.
-Проверке поверхности, размеров и кривизны подвергают каждую трубу партии
-Контролю массы подвергают все трубы.
- При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию
5.Эксплуатация
Рекомендации:
-Для стальных газопроводов следует предусматривать защиту от коррозии, вызываемой окружающей средой и блуждающими электрическими токами
Для защиты от атмосферной коррозии надземных газопроводов следует применять лакокрасочные покрытия (краски, лаки, эмали), выдерживающие изменение температуры наружного воздуха и влияние атмосферных осадков.
6.Утилизация
6.1. Реконструкция
В мировой практике в настоящее время существует шесть основных технологий бестраншейного ремонта изношенных подземных трубопроводов с использованием различного оборудования:
§ «Труба в трубу» — протаскивание во внутреннюю полость ремонтируемого трубопровода новой плети трубопровода из полиэтилена.
§ «Труба в трубу — с разрушением» с увеличением диаметра на один сортамент, но с разрушением ремонтируемого трубопровода, что позволяет протаскивать или проталкивать новую полиэтиленовую плеть или отрезки большего размера, чем внутренний диаметр ремонтируемого трубопровода.
§ Санация — нанесение на внутреннюю поверхность ремонтируемого трубопровода предварительно очищенного и промытого, цементно-песчанного слоя различной толщины.
§ «Чулочная технология» — протаскивание внутрь ремонтируемого трубопровода, предварительно очищенного высоким давлением, синтетического чулка.
§ Технология «U-лайнер» — при которой внутрь предварительно очищенного ремонтируемого трубопровода протаскивается U-образная полиэтиленовая плеть с последующим ее распрямлением с помощью теплоносителя определенной температуры с последующим образованием нового цельного полиэтиленового трубопровода.
§ Локальный ремонт трубопровода с использованием ремонтного робота и ремонтной вставки.
6.2. Утилизация
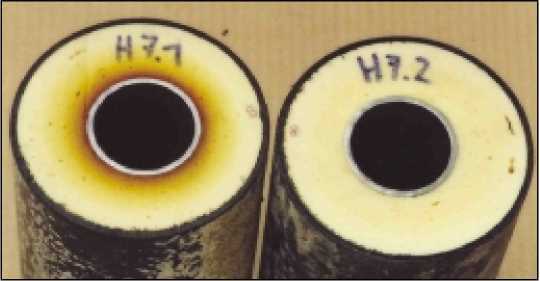
При принятии решения о судьбе труб необходимо принимать во внимание наличие, кроме обычной, так называемой водородной коррозии. Этот вид коррозии приводит к изменению свойств металла из-за проникновения в него водорода. При этом возникают микро- и макротрещины, появляются растрескивание и расслоение металла. Трубы из такого металла нельзя использовать вторично, а надо их переплавлять. При этом трубы разделывают на лом, который переплавляют на трубную заготовку, из которой в дальнейшем холодным или горячим способом делают трубы.
poisk-ru.ru
ГОСТ 3262-75 - Трубы для изготовления газопроводов и водопроводов систем отопления
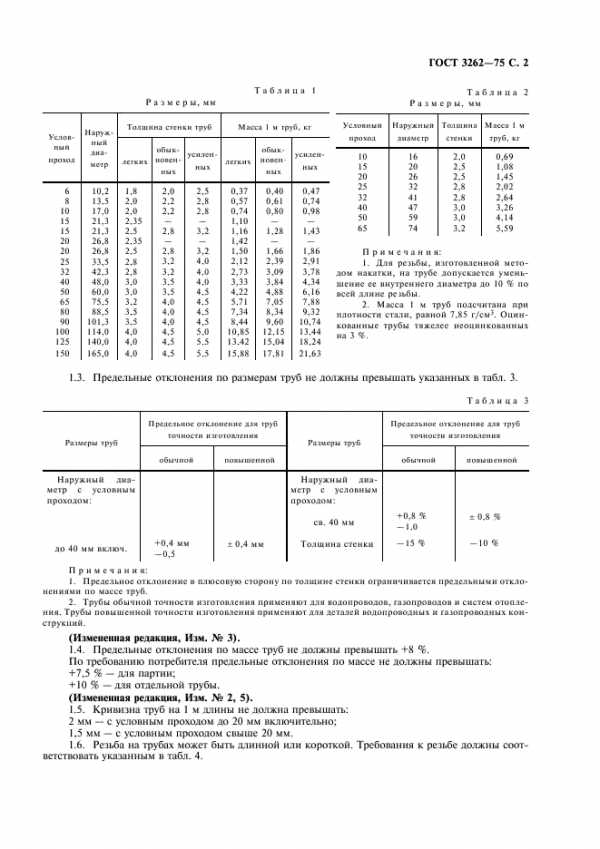
Государственный стандарт 3262-75 действует с 1977 года вместо утратившего силу ГОСТ 3262-62 и сегодня, после внесения уточняющих корректировок, полностью сохранил свою актуальность. Действие документа распространяется на стальные сварные трубы, в том числе – на образцы с оцинкованием и с накатанной цилиндрической резьбой, применяемые в ходе монтажа сетей и комплектующих инженерных коммуникаций – отопления, водо- и газоснабжения. Основное содержание стандарта – сведенные в таблицу взаимосвязанные параметры веса, толщины стенок и наружного диаметра. Подробно освещены требования к качеству и перечень допустимых отклонений.


Трубы для изготовления газопроводов и водопроводов систем отопления по ГОСТ 3262-75 от производителя
Чтобы приобрести стальной трубопрокат для монтажа трубопроводов сетей водоснабжения, поставок газа и отопления, просмотрите предложения Складского комплекса ЧТПЗ. Постоянно в продаже – полный сортамент труб производства Челябинского трубопрокатного завода согласно ГОСТ 3262-75, полностью соответствующих нормативным техническим характеристикам и прошедшим многоступенчатую проверку качества. Все заказы независимо от объемов выполняются в сжатые сроки. Возможно изготовление труб по размерам, заявленным заказчиком. В этом случае обсуждение условий сотрудничества осуществляется в индивидуальном порядке с учетом интересов клиента. Для получения дополнительных консультаций звоните 8 800 23 45 005.
← К списку ГОСТов
Похожие публикации
chtpz-sale.ru
Сортамент водопроводных и газопроводных труб. Труба стальная газопроводная
Трубы стальные газопроводные.
Поиск ЛекцийЭтапы:
1. Маркетинг
1.1.Требования потребителя: размеры, масса
1.2.Требования нормативных документов: соответствуют требованиям ГОСТ 3262-75«Трубы стальные водогазопроводные»
2. Проектирование
2.1. Исходные данные:
§ условный проход 25 мм
§ наружный диаметр 33,5 мм
§ толщина стенки труб 3,2 мм
§ масса 1 метра 2,39 кг
§ длина 8 м
§ трубы должны выдерживать гидравлическое давление: 2,4 МПа (25 кгс/см2)
§ цинковое покрытие
2.2.
§ Трубы для деталей газопроводных конструкций изготовляют из сталей по ГОСТ 1050-88 «Сталь качественная и высококачественная». Будет использована Сталь 40 (марка 40)
§ Резьба с условным проходом 25 мм:
- Число ниток при условном проходе -11
- Длина резьбы до сбега - 11 мм
§ Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм
2.3. Внутренний контроль:
ü От каждой отобранной трубы вырезают по одному образцу для каждого вида испытаний.
ü Испытание на растяжение проводят по ГОСТ 10006-80. Допускается взамен испытания на растяжение проводить контроль механических свойств неразрушающими методами.
ü Осмотр поверхности труб производят визуально.
ü Гидравлическое испытание проводят по ГОСТ 3845-75 с выдержкой под пробным давлением не менее 5 с.
ü Испытание на загиб проводят по ГОСТ 3728-78. Оцинкованные трубы испытывают до нанесения покрытия.
ü Испытание на раздачу проводят по ГОСТ 8694-75 на конической оправке с углом конусности 6°(также допускается 30°)
ü Испытание на сплющивание проводят по ГОСТ 8695-75.
ü Контроль сварного шва проводят неразрушающими методами по нормативно-технической документации.
ü Толщину цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности контролируют по ГОСТ 9.301-86 и ГОСТ 9.302-88, а также приборами типов МТ-41НЦ, МТЗОН или типа «Импульс» по нормативно-технической документации.
ü Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533-88 (третий класс точности). При этом ввинчиваемость непроходного калибра-к
pellete.ru