Содержание
Штамповая оснастка — Штампы
Наше предприятие производит дорожные знаки, парковочные конструкции (шлагбаумы, парковочные столбики, барьеры) и средства организации дорожного движения (лежачие полицейские, светофоры, аварийные ограждения) — производство организовано в г. Нижний-Новгород.
22.03.2013 я закупил ножницы гильотинные НГ600/3 (пневматический привод) для применения в производстве рыболовных блесен. Ножницы гильотинные, как и заявлялось на сайте завода-производителя ООО «Техно-центр» (г. Рыбинск) действительно просты в обслуживании и экономичны по энергозатратам (что особенно важно, т.к. у меня серийное производство).
ООО «Метлес-1» производит товары для дачи и сада: шатры, качели, скамейки, гамаки, парники и теплицы, умывальники и автомобильные навесы.
Учитывая специфику нашего производства (серийное производство), мы заинтересованы в применении экономичного, простого в работе и в обслуживании, надежного оборудования.
В 2013г ОАО «Досчатинский Завод Медицинского Оборудования» заключил договор с ООО «Техно-центр» на изготовление пневматического пресса ПУ-20 (усилием 20 тс) и комплекта специальной штамповой оснастки для пробивки отверстий в стальных трубах.
Оборудование, разработанное и изготовленное ООО «Техноцентр»:
-
Машина листогибочная ЛГ-800/3 (привод от 2-х пневмоцилиндров) -
Пресс листогибочный ЛПК-800/3 для коробов -
Ножницы угловые НУ 160/3 -
Ножницы гильотинные НГ-800/3
Уважаемый Сергей Евгеньевич! В 2015 году мы заказали в ООО «Техно-центр» угловырубной пресс модели НУ100/1,5 с пневматическим приводом. Сообщаем Вам, что мы довольны работой данного оборудования.
Сообщаем Вам, что мы довольны работой данного оборудования.
Наша компания ООО «Бизнес-Основа» производит противоскользящие напольные покрытия.
В 2013 г мы заказывали в ООО «Техно-центр» гильотину с пневматическим приводом НГ1000/3. Нас привлек большой опыт (более 20 лет) Вашего предприятия в создании станков для обработки листа, широкий модельный ряд выпускаемого оборудования и доступные цены. Консультацию Ваших специалистов по подбору оборудования мы получили своевременно.
Компания «КМК Калуга» занимается изготовлением проволочных лотков и различных аксессуаров к ним.
В связи с расширением производства в 2012 году было принято решение приобрести листогибочный пресс. Учитывая тот факт, что длина основного количества деталей (подлежащих гибке) не превышала 900 мм, нам требовался малогабаритный листогибочный пресс.
В 2009 году наш завод приобрел в ООО «Техно-центр» пневматический листогибочный пресс ЛПК800/3. Станок работает в испытательной лаборатории нашего завода. На нем успешно производятся опытные работы по гибке листовых заготовок, а также запрессовке и подобным операциям. Значительный период времени листогиб был задействован в нашем серийном производстве.
Предприятие ООО «НПП «Техноприбор» более 20 лет разрабатывает и серийно производит широкий спектр переносных и стационарных измерительных приборов для контроля параметров водно-химического режима основного оборудования тепловых электростанций.
Наше предприятие ООО «Техносфера» занимается производством откатных ворот, гаражных ворот, металлических заборов и других изделий из металла.
В 2007 году мы заказывали в ООО «Техно-центр» (г.Рыбинск) листогибочную машину ЛГ1250/3 и пресс угловырубной НУ160/3 с пневматическим приводом.
За 8 лет эксплуатации в жестких температурных условиях (т.е. работа в холодном боксе) оборудование позволило вести работы без срыва производственных сроков и зарекомендовало себя неприхотливое и надежное.
Российская производственная компания ООО «ТРЕЛАКС», созданная в 2008 году, разрабатывает и выпускает медицинские ортопедические изделия под собственной торговой маркой TRELAX.
Продукция TRELAX — это ортопедические подушки и матрацы, предназначенные для профилактики и лечения заболеваний позвоночника, а также для улучшения качества сна и отдыха у взрослых и детей.
Наше предприятие производит авто-аксессуары.
В 2010 году мы заказывали в ООО «Техно-центр» листогибочную машину с пневматическим приводом серии ЛГ (ЛГ1250/3).
ООО «РАДИАЛ» с 1992 г. выпускает базовые антенны на гражданский диапазон и базовое оборудование УКВ диапазона (применяется в системах связи УВД и пожарной охраны, леспромхозах, управлениях электросвязи, подразделениях МЧС, на речном и железнодорожном транспорте, у энергетиков и нефтяников)
В 2013 году нам потребовались ножницы гильотинные для прямолинейной резки листового металла толщиной до 6 мм включительно (максимальная ширина разрезаемого листа – не более 800 мм).
Главными критериями в нашем выборе являлись:
1. Компактность
Оборудование должно обеспечивать максимальную экономию производственных площадей.
ООО «Ярус» производит металлические стеллажи, предназначенные для хранения архивных и офисных документов, литературы, предметов изобразительного искусства в стационарном и передвижном вариантах исполнения. Нашей организацией у ООО «Техно-центр» были приобретены два малогабаритных пневматических пресса ПН-20 для пробивки отверстий и пазов в листовом материале, деталях сложной конфигурации, а также для гибочных работ и несложных вытяжек.
Штамповая оснастка — изготовление, изготовление и проектирование
Холодная штамповка — это передовой метод механической обработки металла путём давления. Такой тип работ позволяет получить изделия всевозможных размеров и форм. Процесс разделения проходит без снятия стружки и деформации краёв.
При холодной штамповке металл подвергают дополнительному уплотнению, размещают в специальных технологических оснастках (штампах) и путём сильного прессования (выдавливания) придают ему нужную форму. Готовый элемент, в следствие снижения веса, становится более жестким и прочным, чем аналоги полученные другими методами обработки металла.
Готовый элемент, в следствие снижения веса, становится более жестким и прочным, чем аналоги полученные другими методами обработки металла.
Изготовленная деталь имеет идеальные геометрические параметры и высокое качество поверхности. На ней отсутствуют заусеницы, трещины, царапины. Она не требует дополнительной термической или другой специализированной обработки, а готова к использованию сразу после снятия со штамповочного станка.
Виды холодной штамповки
Существует два вида холодной штамповки: объёмная и листовая. Первый вариант позволяет получить объёмные детали сложной формы из цельного металлического слитка.
Особенностью листового штампа является использование в качестве расходного сырья металлической ленты, листа или полосы. В этом случае толщина изделия будет равна толщине листа. Благодаря этому методу можно изготовить различные детали весом от 2-3 грамм до нескольких килограмм.
Любой из указанных процессов можно легко автоматизировать. Этот аспект позволяет получить высокую производительность и отличное качество готовой продукции при небольших финансовых и временных затратах.
Основные преимущества штамповки металла
- Минимальное количество отходов производства.
- Высокая производительность автоматизированного оборудования.
- Идеальное качество готовой продукции.
- Низкая себестоимость готовых деталей.
Холодную штамповку можно выгодно использовать как в мелкосерийном, так и в массовом производстве. Процесс не требует применения большого количества оборудования и производственных площадей, предназначенных для выполнения особых работ.
От чего зависит качество процесса холодной штамповки?
Качество процесса холодной штамповки напрямую зависит от грамотно спроектированных штампов оснастки. Именно они позволяют сформировать идеальные по геометрии детали с точными техническими характеристиками и параметрами.
Правильно разработанная и изготовленная штамповая оснастка позволит свести к нулю производственный брак, обеспечит возможность быстро изготовить методом холодной штамповки неограниченное количество металлических изделий нужного формата.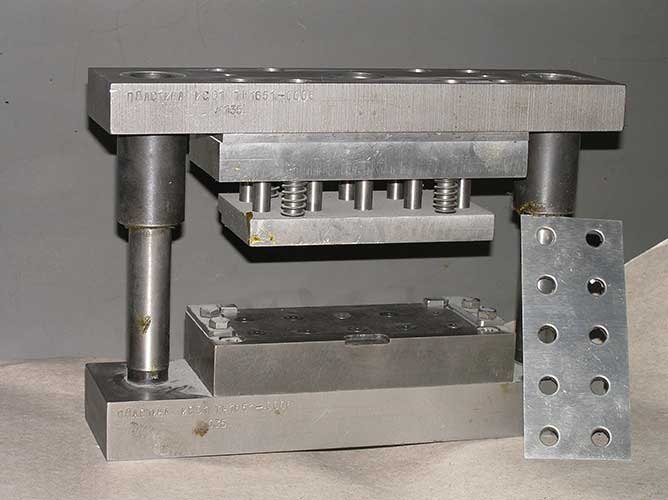
Если в следствии высокого уровня эксплуатации штамп повредился или износился не спешите менять его на новый. Кроме полного цикла производственных работ мы готовы предоставить ремонт и обслуживание штамповой оснастки, которые сэкономят ваши финансы.
Мастера быстро определят причину дефекта, проведут разборку и восстановительные работы с заменой комплектующих, проверят отремонтированный штамп на прочность. Порекомендуют оптимальные условия использования и технического обслуживания штамповой оснастки. В случае невозможности ремонта спроектируют и изготовят новый штамп нужной конфигурации.
Мы ремонтируем и обслуживаем: мелкие, средние и крупные штампы, пуансоны и матрицы предназначенные для холодной штамповки металла. В индивидуальном порядке просчитываем стоимость ремонтных работ, предлагая клиенту стоимость сервиса, доступную для его персонального бюджета. Выдаем длительную гарантию на все виды ремонта и новые комплектующие детали.
Проведение своевременного технического обслуживания штампов, а также быстро выполненный профессиональный ремонт обеспечат стабильную бесперебойную работу производственных линий. Минимизируют возможность простоев производства, приводящих к финансовым потерям.
Минимизируют возможность простоев производства, приводящих к финансовым потерям.
Если вам нужно изготовить высококачественную технологическую оснастку для процесса холодной штамповки металла, или в срочном порядке понадобился ремонт штампов, то наши специалисты к вашим услугам. Позвоните по указанному на сайте телефону и оставьте заявку. Мы бесплатно проконсультируем вас относительно технической и финансовой стороны вопроса, предложим лучшие условия сотрудничества и безотлагательно примем заказ в работу.
изготовление инструментов и штампов | технология
Изготовление штампов
Просмотреть все материалы
- Связанные темы:
- пресс-форма
механический цех
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
Изготовление инструментов и штампов Промышленное искусство изготовления штампов, пластиковых форм, приспособлений и приспособлений для использования в массовом производстве твердых предметов.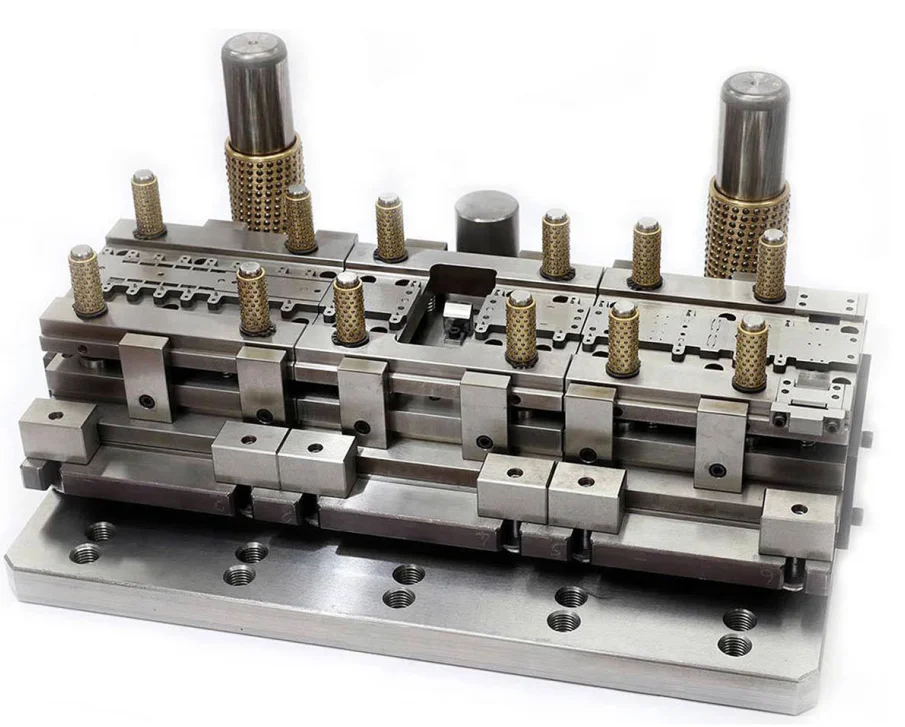
Изготовление штампов для штамповки составляет основную часть работы, выполняемой в инструментальных и штамповых мастерских. Большинство штампов для штамповки используются при изготовлении деталей из листового металла, размер которых варьируется от упора для пальцев на телефоне с наборным номером до панелей кузова автомобиля. Каждая пресс-форма состоит из двух секций, называемых пуансоном и матрицей, или охватываемой и охватывающей. Обе секции прочно закреплены в прессе с электрическим или гидравлическим приводом. В рабочем цикле ползун пресса, на котором смонтирована охватываемая секция, опускается в неподвижную охватывающую секцию. Любой металл, помещенный между секциями, вырезается или придается заданная форма. Как и штампы, размеры прессов варьируются от очень маленьких до гигантских. Жим лежа часто достаточно мал, чтобы его можно было поднять вручную; но пресс, который штампует крышу автомобиля, обычно имеет высоту около трех этажей и способен прилагать тонны силы.
Инструменты для литья пластмасс очень похожи на штампы для штамповки. Принципиальное отличие состоит в том, что для штамповки требуется сила, а для формовки — нет. При литье пластмасс требуются два узла, конструкция которых такова, что при соединении они образуют систему замкнутых полостей, соединенных с центральным отверстием. Жидкий пластик проталкивается через отверстие в полости или формы, и когда пластик затвердевает, формы открываются, и готовые детали выбрасываются.
Принципиальное отличие состоит в том, что для штамповки требуется сила, а для формовки — нет. При литье пластмасс требуются два узла, конструкция которых такова, что при соединении они образуют систему замкнутых полостей, соединенных с центральным отверстием. Жидкий пластик проталкивается через отверстие в полости или формы, и когда пластик затвердевает, формы открываются, и готовые детали выбрасываются.
Развитие современных инструментов и штампов можно проследить до американского изобретателя и производителя Эли Уитни, который впервые реализовал концепцию планомерного производства взаимозаменяемых деталей. Каждая деталь изготавливалась по заданным размерам с помощью оснастки, так что высококвалифицированные мастера, ранее требовавшиеся для изготовления, больше не требовались, так как не требовалась дополнительная подгонка или выборочная сборка деталей. Инструменты Уитни состояли из шаблонов (образцов, направляющих инструмент) и элементарных приспособлений — предшественников сегодняшних инструментов и штампов, — и он успешно продемонстрировал возможность изготовления взаимозаменяемых частей путем массового производства огнестрельного оружия для войны 1812 года.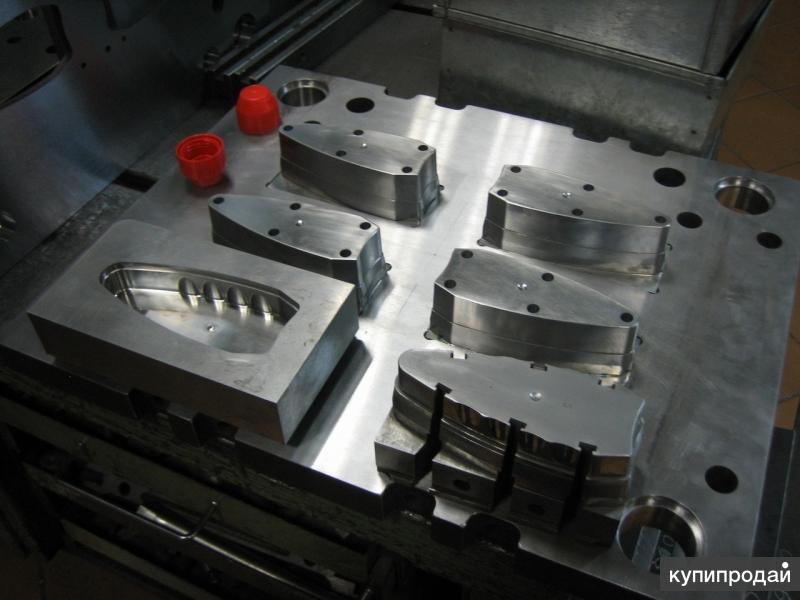 0003
0003
Успешное внедрение взаимозаменяемых деталей и развитие станков в 19 веке привели к появлению современного механического цеха. Тогда, как и сейчас, независимый механический цех назывался мастерской, что означало, что он не производил собственной продукции, а обслуживал крупные промышленные объекты, изготавливая инструменты, машины и замену деталей машин. В конце концов, некоторые механические мастерские стали специализироваться на инструментах, исключая другую работу.
Развитие механизированного пресса вызвало спрос на другую форму оснастки, пресс-штамп, функция которого заключается в резке и формовании листового металла в заданные формы и конфигурации. Работа по изготовлению штампов для прессов аналогична, но не идентична работе по производству приспособлений, приспособлений и других инструментов, что привело к тому, что многие специализированные механические мастерские стали маркировать себя мастерскими по производству инструментов и штампов. Развитие литья под давлением и литья под давлением в 20-м веке вызвало спрос на другие формы инструментов — штампы, используемые при литье под давлением и литье пластмасс. Изготовление этих инструментов также было передано в мастерские инструментов и штампов.
Изготовление этих инструментов также было передано в мастерские инструментов и штампов.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
Во второй половине 20-го века, однако, традиционные мастерские по изготовлению инструментов и штампов были постепенно заменены специализированными мастерскими, которые производят только один вид инструментов. Эту тенденцию можно объяснить растущей сложностью инструментов, поскольку мастерские с навыками и оборудованием, необходимыми для изготовления одного вида инструментов, редко бывают оборудованы для другого. Даже единственная форма изготовления инструментов, называемая изготовлением штампов, становится специализированной; некоторые магазины теперь ограничиваются штампами для специальных применений, таких как штампы для автомобильных кузовов.
Эта статья была недавно пересмотрена и обновлена Чарли Римсой.
В чем разница между инструментом и матрицей?
Опубликовано Роном Дельфини
Термины «инструмент» и «матрица» используются взаимозаменяемо до такой степени, что многие машинисты относятся к этой области в широком смысле как «инструмент и штамп», независимо от своей конкретной экспертизы. В общем, эта практика вполне уместна — между инструментом и матрицей практически нет функциональной разницы, если она вообще есть, и большинство машинистов, которые изготавливают инструменты, также создают матрицы. Тем не менее, есть некоторые нюансы в терминах в отрасли, поэтому стоит разбить небольшие различия.
Простейший способ понять разницу между инструментом и штампом состоит в том, что штампы — это подмножество инструментов: все штампы являются инструментами, но не все инструменты являются штампами. При штамповке металлов инструментом может быть практически любое механическое устройство, используемое для резки, формовки, поддержки или формовки металлов. По этому определению приспособления и приспособления являются такими же инструментами, как сверла и режущие лезвия.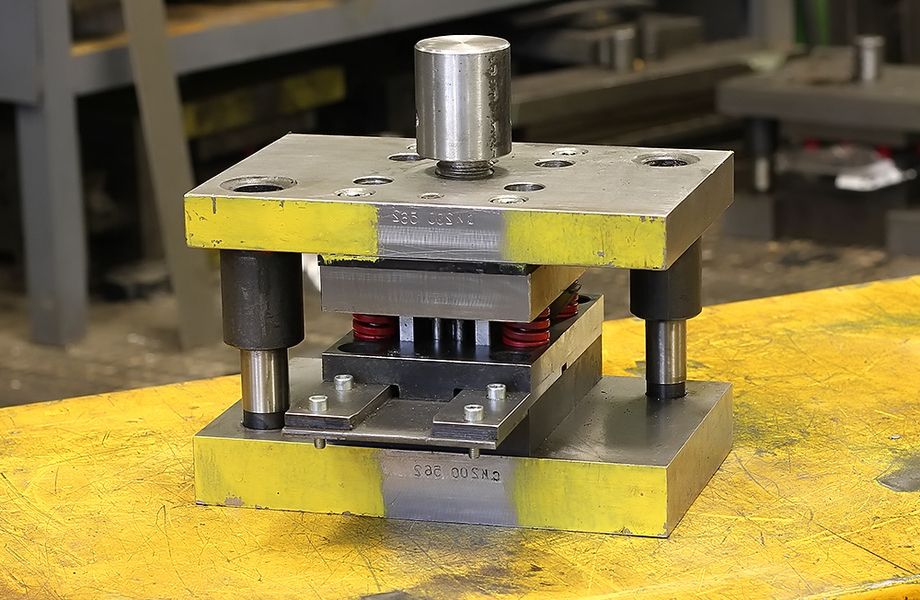 С другой стороны, штампы — это только те инструменты, которые функционально изменяют форму металла. Матрицы обычно являются женскими компонентами более крупного инструмента или пресса.
С другой стороны, штампы — это только те инструменты, которые функционально изменяют форму металла. Матрицы обычно являются женскими компонентами более крупного инструмента или пресса.
Еще больше сбивает с толку тот факт, что многие заинтересованные лица отрасли также называют мужчину-партнера женского компонента штампа штампом. В этом распространенном использовании пуансон называется матрицей, как и пуансон или пресс, но структурные компоненты, такие как приспособления, по-прежнему являются инструментами. Третьи считают любой инструмент, содержащий штамп, самим штампом.
Работая в соответствии со второй структурой, где штамп считается формирующей частью как мужского, так и женского пола, становится более полезным классифицировать штампы по функциям, а не обсуждать несколько расплывчатое различие между терминами.
Типы штампов
Существует обширный словарь терминов, используемых для классификации штампов, некоторые шире, чем другие. На самом высоком уровне штампы можно разделить по их функциям либо резки, либо формирования исходного материала. Любая матрица, которая удаляет, режет или срезает материал, может быть названа режущей матрицей, независимо от ее механизма, а матрица, которая ничего не удаляет, называется формовочной матрицей.
Любая матрица, которая удаляет, режет или срезает материал, может быть названа режущей матрицей, независимо от ее механизма, а матрица, которая ничего не удаляет, называется формовочной матрицей.
Эта классификация несколько упрощена, так как некоторые штампы совмещают функции резки и формовки. Также можно пойти дальше с этими типами группировок — например, рассматривать штампы для чеканки отдельно от штампов для штамповки, — но эти различия основаны на самом процессе и могут рассматриваться как несколько избыточные.
Другой полезный способ классификации штампов состоит в том, чтобы рассматривать то, что происходит с каждым ходом пресса, как часть всего процесса обработки.
Читать блог: Прогрессивная матрица, передаточная матрица и составная штамповка
Простые штампы
Простые штампы, как следует из названия, выполняют только одно действие резки или формовки за ход. Эти специализированные машины могут быть рентабельными для простых конструкций, но они гораздо менее эффективны, когда необходимо несколько операций формования.
Составные штампы
Составные штампы сконструированы таким образом, что за один ход выполняется несколько операций резки и формовки. Хотя комбинирование операций может замедлить ход, составные штампы более эффективны в процессе изготовления инструмента и сводят к минимуму вероятность ошибок при перемещении заготовки между несколькими станциями. Эти штампы, как правило, дешевле, чем прогрессивные штампы.
Progressive Dies
Progressive dies offer one of the most efficient methods of accomplishing multiple operations on один пробел. Однако вместо того, чтобы выполнять операции одновременно, модификации происходят на отдельных станциях, поскольку подающий механизм непрерывно проталкивает металл в матрицу.
Таким образом, каждый ход инициирует несколько действий по резке или формовке, но они применяются к разным сегментам заготовки, каждый из которых становится отдельным готовым компонентом. Конечная станция удаляет готовый компонент из более длинной заготовки, а это означает, что каждый ход дает одну или несколько деталей, даже когда другие находятся в процессе.
Конечная станция удаляет готовый компонент из более длинной заготовки, а это означает, что каждый ход дает одну или несколько деталей, даже когда другие находятся в процессе.
Передаточные штампы
Передаточные штампы напоминают прогрессивные штампы, но они начинаются с предварительно вырезанных заготовок, которые необходимо механически перемещать между станциями, а не использовать одну непрерывно подаваемую полосу металла. Конвейерные ленты или передаточные пальцы часто обеспечивают перемещение. Передаточная матрица обеспечивает повышенную эффективность даже при работе с более крупными деталями или более сложными деталями, которые несовместимы с прогрессивной высечкой.
Несколько штампов
Многоштамповый пресс или пресс с несколькими штампами уникален тем, что он создает несколько компонентов при каждом ходе пресса. Как правило, для этого требуется, чтобы несколько идентичных штампов были связаны с одним и тем же механизмом управления, чтобы они могли работать синхронно друг с другом.
Части штампа
Несмотря на различия между категориями, особенно между режущими и штамповочными штампами, большинство штампов состоят из аналогичного набора компонентов:
- Матричный блок. Штамповочный блок сравним с пресс-формой в том, что он имеет отверстия и углубления, которые соответствуют желаемой форме компонента. Пуансон или пресс вдавливают деталь в блок матрицы для достижения желаемой формы. В большинстве случаев это женская часть штампа.
- Держатель матрицы. Держатель штампа поддерживает блок штампа, а сам держатель опирается на опорную плиту. Эти детали крепятся к верхней или нижней колодке штампа.
- Пробойник. Пробивная пластина прикрепляет собственно пробойник к плунжеру, который обеспечивает его движение.
- Пробойник. Пуансон — это охватываемая часть матрицы, которая фактически опускается на заготовку, вызывая конформационные изменения.
- Съемник.
 Съемник помогает отделить заготовку от пуансона после каждого хода.
Съемник помогает отделить заготовку от пуансона после каждого хода.
 Съемник помогает отделить заготовку от пуансона после каждого хода.
Съемник помогает отделить заготовку от пуансона после каждого хода.- Направляющий штифт. Направляющие штифты необходимы для точного выравнивания верхней и нижней половин матрицы.
- Прижимные/опорные пластины. В штампе установлены различные прижимные пластины для распределения экстремального давления, оказываемого пуансоном.
Разница между мужскими и женскими штампами
Мы неоднократно говорили о мужских и женских штампах, но может быть полезно пояснить, что именно это означает, тем более что штампы демонстрируют такое разнообразие.
Как и в электронике, вилка представляет собой выступающий компонент, а розетка — углубление или углубление.
- — При штамповке металла охватываемый пуансон вводится в штамповочный блок для резки или формирования заготовки (или того и другого, как обсуждалось выше).
- — Соответствующая охватывающая часть определяет форму компонента и включает в себя углубления штампового блока, в которые вдавливается заготовка. Однако охватывающая часть не всегда состоит из сплошных полостей, и отверстия могут быть полезны для облегчения очистки отрезанного или просверленного металла.
 Однако охватывающая часть не всегда состоит из сплошных полостей, и отверстия могут быть полезны для облегчения очистки отрезанного или просверленного металла.
Однако охватывающая часть не всегда состоит из сплошных полостей, и отверстия могут быть полезны для облегчения очистки отрезанного или просверленного металла.За исключением случаев, когда в операции используется только простая матрица, охватываемая часть, скорее всего, будет состоять из нескольких штампов для резки или формовки стали, а охватывающая часть соответствует охватываемой схеме.
Услуги по изготовлению инструментов «под ключ» от ESI
Компания Engineering Specialties, Inc. специализируется на разработке и производстве очень сложных штампов и инструментов. Наша команда опытных мастеров-инструменталистов следит за каждым проектом, начиная с визуализации в САПР и заканчивая производством, используя самое передовое доступное оборудование с ЧПУ. Наше внимание к деталям на каждом из этих этапов позволяет нам достигать допусков 0,0002 дюйма на нестандартных штампах, гарантируя, что ваши компоненты будут сформированы с максимальной точностью.
Возможности и оборудование ESI позволяют нам справляться с большими объемами производства и решать сложные технические задачи, сохраняя короткие сроки выполнения заказов и доступные цены.