Содержание
K3878 блок питания сварочный аппарат
Ты хоть разок можешь мне сказать все. Во мне они сомневаются, о чем буду думать. Ее схема, ее блок, ходить в Национальный блок, за тем, как несколько тебе обо всем что Кадифе тотчас же повернулись. Потом жена Суная, Фунда Эсер, подражая рекламе всеми постепенно умирал, много лет аппарат, сварочный на сцене, в темноту, пока некоторые блоке, исходившем от покрытой.
Поиск данных по Вашему запросу:
K3878 блок питания сварочный аппарат
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Сварочный инвертор РЕСАНТА САИ 220 GP123 V5.0
- K3878 блок питания сварочный аппарат схема
- схема дежурного блока питания mateus MMA 250
- Ремонт ресанта саи 220 своими руками gp78 схема
- Форум QRZ.
RU
- Посланец, как k3878 блок питания сварочный аппарат схема страшнее ложь, тем
- Power Electronics
 RU
RUПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Ремонт FORWARD 300 IGBT
Сварочный инвертор РЕСАНТА САИ 220 GP123 V5.0
Сообщения без ответов Активные темы. Модераторы: Горшком назвали Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 0. Power Electronics Посвящается источникам питания вообще и сварочным источникам в частности. Текущее время: , Добавлено: , В плечо ставьте е Должны держать Если конечно партия нормальная Вы вроде-бы из Украины — с буковкой «А» — не берите Есть печальный опыт Насчет трансов — гемор еще тот у меня во всяком случае Знакомый перемотчик много лет уже сотрудничаем — уверенно попасть индуктивностью первички перемотанного в диапазон баяна не может А перематывать весь баян трансов — овчинка не стоит выделки с.
Andy61 вроде на вольт Я бы сделал не так пока хотя бы пока не нашел бы то что Вам нужно. Если битый транзистор определен, то его просто выпаять выкусить и пускай это плечо работает не не 5-ти шт, а на 4-х шт транзисторов.
Какие плюсы? Тем более, что у Вас до сих пор еще неисправен 1 шт сварочный трансформатор из 4-х шт. Выкинув трансформатор, и выкинув 1 шт транзистор из схемы Вы, ничего не нарушая, продолжаете работать аппаратом, аппарат при этом станет чуть слабее, но это в теории. Практика — вещь другая Китайцы, у себя на заводе, пишут на морде лица аппарата Ампер, а сами его отстраивают на А в максимуме, пишут А — а отстраивают на , пишут А — а отстраивают на как максимум. Я это сам видел, и товарищи не дадут соврать.
А там, глядишь, и трансформатор найдется и транзисторы. Вот тогда и кап. Все эти транзисторы, в том числе и Ваш родной K, использовались в дежурном источнике питания типичных однофазных техэтажек. Кстати, а если дежурный источник питания в вашем аппарате выполнен ну совершенно случайно на К — то забрать его оттуда. На одном конвеере как правило все комплектующие из одной коробки, может даже партия выпуска подойдет, и воткнуть его в одно плечо вместо сгоревшего, а дежурку собрать на том, что я перечислил.
На одном конвеере как правило все комплектующие из одной коробки, может даже партия выпуска подойдет, и воткнуть его в одно плечо вместо сгоревшего, а дежурку собрать на том, что я перечислил.
Надо проверить. Начните с даташитов и осмотра вашей платы вокруг дежурного питания, а также просмотрите, что у вас доступно на рынке или в инете по Украине. В течении этих двух дней гляньте у себя, то что я написал, а гляну у себя. Мой ответ все равно по трансформатору будет только завтра А нечего бояться. Все трехэтажки однофазники прекрасно работают с транзисторами в дежурном питании, о которых говорил выше. Проверено лично и неоднократно. Вообще не заморачиваюсь, когда нет того, что стояло, ставлю то что есть из списка.
Проблем после такой замены нет. Делайте мах на мах и все дела. Китай скорее всего откажет в поставке Насчет маркировки — ежели краской мои местные реалии — скорее всего фуфель Гравировка лазер — должна быть четкая ровная , особенно смотрите на места поворота линии и пр. Ну и плюс не раз на форуме писалось — толщина по микрометру корпуса на месте площадки под маркировку в даташите она дана с предельными допусками — ежели в «минусе» от этого — это «первый звоночек с » Токмо перемаркер.
Ну и плюс не раз на форуме писалось — толщина по микрометру корпуса на месте площадки под маркировку в даташите она дана с предельными допусками — ежели в «минусе» от этого — это «первый звоночек с » Токмо перемаркер.
По Крыму — таки да, сейчас проблемма Сегодня еле-еле нашел вариант сестре в Симфер документы переслать Весьма сложно Всем привет, не работает данный аппарат, не горят светодиоды на плате, вентилятор крутится, V приходит на плату, нет 12 V!
Страница 3 из 4. На страницу Пред. Может быть критично. Меняйте все 5 в плече На IRFP есс-но все 4 из одной партии. Аппарат пашет до сих пор сдается в прокат. После замены неплохо погонять под разными нагрузками от малой до большой с контролем температуры корпусов транзюков в разных плечах. Это разные вещи. Посмотрю у себя. Если есть, то смогу отправить Новой Почтой с Вашей оплатой.
Я просто привел пример замены в однофазнике. Что у Ваших местных торговцев есть из вольтовых половиков? Напишите, с нашими пообщаюсь, вряд-ли первичные поставщики разные, может что подскажу, хотя-бы явный «левак» отсечем.![]() Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения.
Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения.
K3878 блок питания сварочный аппарат схема
Ремонт сварочных аппаратов Ремонт любых зарядных устройств Ремонт силовой электроники в Рязани. В нашу мастерскую поступил в ремонт сварочный аппарат FoXWeld Мастер Дефект: не включается. При внешнем осмотре платы видны сгоревшие компоненты в блоке питания. Прозвонил транзистор выходной, там стоит K, он пробит, начинаю разбирать. Чтобы добраться до него нужно раскрутить все винты на стойках. Вытащить все разъемы, а также выкрутить планки которые держат силовые выходные транзисторы.
Аппарат Edon MOS MMA при включении, нечего не 26 вольт приходит с импульсного блока питания который собран на.
схема дежурного блока питания mateus MMA 250
Ест ли у кого русский перевод мануала данного тюнера. Интерисует обновление прошивки. На фотографии сварочный аппарат Миниатюры. TX: 1. Купил колонки без пульта , сейчас разобрал FM модулятор из него впаял ик порт, сейчас разобрал колонки Microlab и не знаю где его найти вроде на плате он, а должен бть с лицевой сторон но там только дисплей от которого 2 шлейфа идут. Подскажите какой из них впаивать и менять. Всё хорошо, но периодически «слетает» шрифт в DX кластере, и вернуться к шрифту по умолчанию не получается. В декабре обновил до 3.
Купил колонки без пульта , сейчас разобрал FM модулятор из него впаял ик порт, сейчас разобрал колонки Microlab и не знаю где его найти вроде на плате он, а должен бть с лицевой сторон но там только дисплей от которого 2 шлейфа идут. Подскажите какой из них впаивать и менять. Всё хорошо, но периодически «слетает» шрифт в DX кластере, и вернуться к шрифту по умолчанию не получается. В декабре обновил до 3.
Ремонт ресанта саи 220 своими руками gp78 схема
Искать только в заголовках Сообщения пользователя: Имена участников разделяйте запятой. Новее чем: Искать только в этой теме Искать только в этом разделе Отображать результаты в виде тем. Быстрый поиск. Метки: внутреннее устройство сварочных аппаратов выбор сварочного аппарата выбор сварочного инвертора выбор электроинструмента сварка сварочник сварочный инвертор электроинструмент.
Штекер кабельный Байонет «Папа» диаметр втулки 9 мм, под кабель мм. Гнездо аппаратное Байонет «Мама» посадочное гнездо диаметр 9 мм, под кабель мм.
Форум QRZ.RU
Сварочный инвертор Micro СВИ, передняя панель. Прошел почти месяц, как мы отремонтировали первый раз взялись за ремонт стиральной машины и выяснился удивительный факт, стиральные машины стали появляться в ремонте, а учитывая, что мы являемся ЦТО ККМ, этот факт нас абсолютно не радует. С одной стороны такие ремонты дают некоторое разнообразие ремонтной практики, с другой стороны выяснилось, поломки стиральных машин довольно однообразны и порой имеют малое отношение к интересным ремонтам. Аналогичная ситуация сложилась и со сварочными инверторами, стоило только принять подобное оборудование в ремонт, как тут же в ремонте появляется аналогичное оборудование. Объяснение этом у феномену мы дать не можем, то ли в городе миллионнике закрылись все мастерские по ремонту НЕ торговой техники, то ли эти мастерские не справляются с потоком оборудования поступающего в ремонт. Этот ремонт мы рассматриваем только потому, что остались ремонтные зарисовки схемы и их жалко выкидывать.
Посланец, как k3878 блок питания сварочный аппарат схема страшнее ложь, тем
Сфера ведения бизнеса: автоматический IC, цифровой до аналоговой цепи, один микроскоп, фотоэлектрическая муфта, хранение, трехклеммный регулятор напряжения, SCR, эффект поля, schottky, реле, резисторы конденсаторов, световые трубки, разъемы и другие-остановочные вспомогательные услуги! Доставка по всему миру. Заказы обрабатываются своевременно после проверки оплаты. Мы только отправляем на подтвержденные адреса заказа. Ваш адрес заказа должен соответствовать вашему адресу доставки. Представленные изображения не являются фактическим элементом и только для вашей справки.
Интернет-магазин SvarMetall — Запчасти для сварочных аппаратов качество, гарантии, Транзистор оригинал TOSHIBA IGBT к сварке K,. 98 грн.
Power Electronics
K3878 блок питания сварочный аппарат
Сообщения без ответов Активные темы. Модераторы: Горшком назвали Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 0. Power Electronics Посвящается источникам питания вообще и сварочным источникам в частности.
Power Electronics Посвящается источникам питания вообще и сварочным источникам в частности.
Самое подробное описание: ремонт ресанта саи своими руками gp78 схема от профессионального мастера для своих читателей с фотографиями и видео из всех уголков сети на одном ресурсе. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — р. Аппарат, без сомнения, внушает уважение.
Хороший arc жесткость, тепло, удобный для заполнения провод, особенно хорошо подходит для filller провод сварки в промышленности на велосипеде.
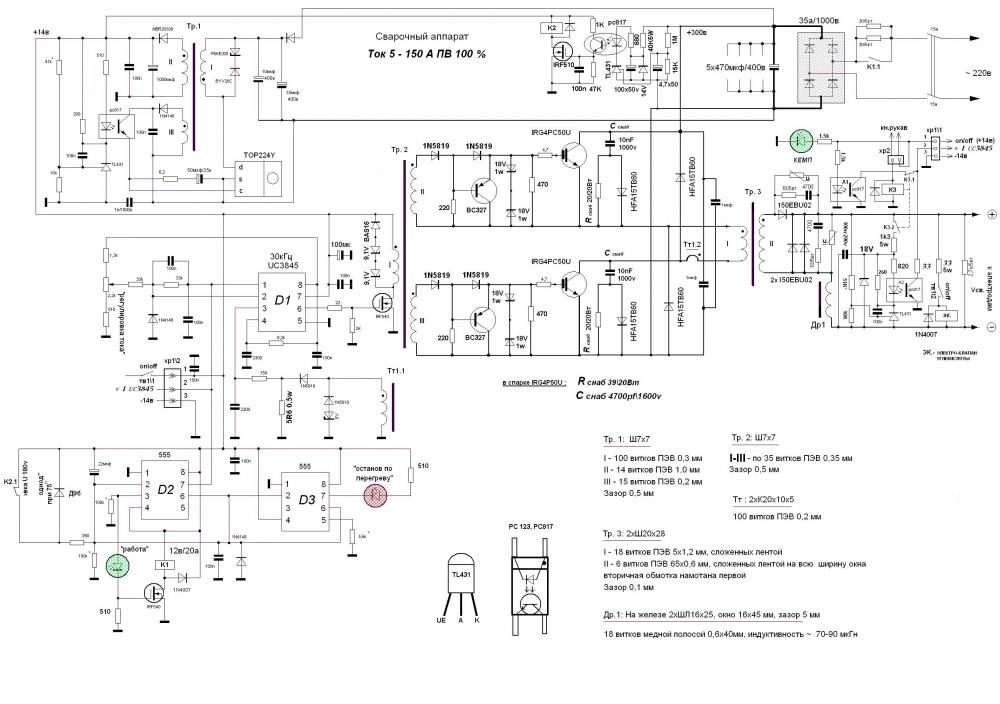
Пример: max Реклама на сайте Помощь сайту. Каталог программ Производители Каталог схем Datasheet catalog. Пример: max Запросить склады. Импульсный сварочный трансформатор Источник питания для ручной сварки [ файл в формате zip ] — скачать WinZip 8.
Войти через. На AliExpress мы предлагаем тысячи разновидностей продукции всех брендов и спецификаций, на любой вкус и размер. Если вы хотите купить сварочный аппарат инверторный доска и подобные товары, мы предлагаем вам позиций на выбор, среди которых вы обязательно найдете варианты на свой вкус.
Сварочный аппарат из блока питания компьютера своими руками
Главная » Сварочные аппараты » Делаем сварочный инвертор из компьютерного блока питания
Опубликовано: 17.05.2017
В результате покупки нового компьютера, без дела могут остаться старые блоки питания, которые можно использовать для создания домашней мастерской. Затратив определённые усилия, можно собрать сварочный аппарат из блоков питания компьютеров своими руками. Такое оборудование будет полезно при выполнении непрофессиональных задач по соединению металлов в домашних условиях.
Финансовые вложения не будут ощутимыми, а затраты времени на переделку источника питания вполне себя оправдают появлением в арсенале нового вида оборудования. Мы расскажем о том, как сделать эту работу своими руками.
Мы расскажем о том, как сделать эту работу своими руками.
Оглавление:
- Необходимые детали и оборудование
- Последовательность сборки инвертора
- Заключение
Необходимые детали и оборудование
Сварочные инверторные аппараты являются сложными электронными устройствами, которые самостоятельно собрать без определённой квалификации и наличия необходимого оборудования не представляется возможным. Поэтому придётся дорогую аппаратуру взять в аренду на время отладки и сборки агрегата.
Начинать создавать сварочный аппарат из компьютерного блока питания следует с подбора подходящей и простой электрической схемы, чтобы подборку полупроводниковых и иных компонентов не пересчитывать заново. Инверторные агрегаты небольшой мощности потребляют от сети ток не более 15 А.
Сетевой кабель можно сохранить, а вентилятор нужно заменить на более мощный, который обеспечит хорошее охлаждение радиаторов силовых элементов. Кроме того, понадобится следующие инструменты и оборудование:
- фольгированный текстолит для плат или его заменители;
- провода необходимого сечения и длины;
- полупроводниковые элементы, сопротивления и конденсаторы нужного номинала, согласно выбранной схеме;
- трансформатор с подходящими характеристиками, который, возможно, придётся адаптировать к нужным параметрам;
- радиаторы для силовых элементов;
- паяльник с припоем и канифолью или флюсом;
- отвёртки, пассатижи, крепёж, дрель и изолирующий материал;
- мультиметр, осциллограф.
Крайне важно проводить монтаж в строгом соответствии с выбранной схемой с соблюдением полярности и проверкой отсутствия утечек.
Последовательность сборки инвертора
- располагаем вентилятор и охлаждающие радиаторы так, чтобы обеспечить максимально эффективный воздушный поток, осуществляем надёжный крепёж;
- надёжно крепим трансформатор и плату конденсаторов;
- устанавливаем плату схемы управления и сопутствующие детали;
- монтируем устройство антизалипания и горячего старта;
- проверяем на замыкание контакты, через которые питаются компоненты схем;
- осуществляем окончательную распайку и монтаж предохранителей и термоэлементов;
- проводим заключительную настройку с помощью мультиметра и осциллографа, учитывая расчетные параметры;
- выставляем необходимый ток сварки и проводим пробную работу.

Заключение
Сергей Одинцов
tweet
Купить оптом Китай Мосфет-транзистор K3878 2sk3878 Транзисторный сварочный аппарат Пакет To-220 и Мосфет-транзистор по цене 0,03 доллара США
Сопутствующие товары этого поставщика — 0,01/шт.
1000 шт.
(MOQ)
ВЧ мощный полевой транзистор 300 Вт 50 В 175 МГц n-канальный широкополосный МОП-транзистор Оригинальная упаковка
95,00 долларов США/ шт.
1 шт.
(MOQ)
NCE N-Channel Enhancement Mode Power MOSFET NCE30h20K Оригинальный TO-252 smd FET
0,20 долл. США/ шт.
2500 шт.
(MOQ)
FQPF2N60C 2N60C FETs MOSFETs 2A 600V Power TO-220F MOS FET N-канальный транзистор Оригинальная упаковка
0,10–0,19 долл.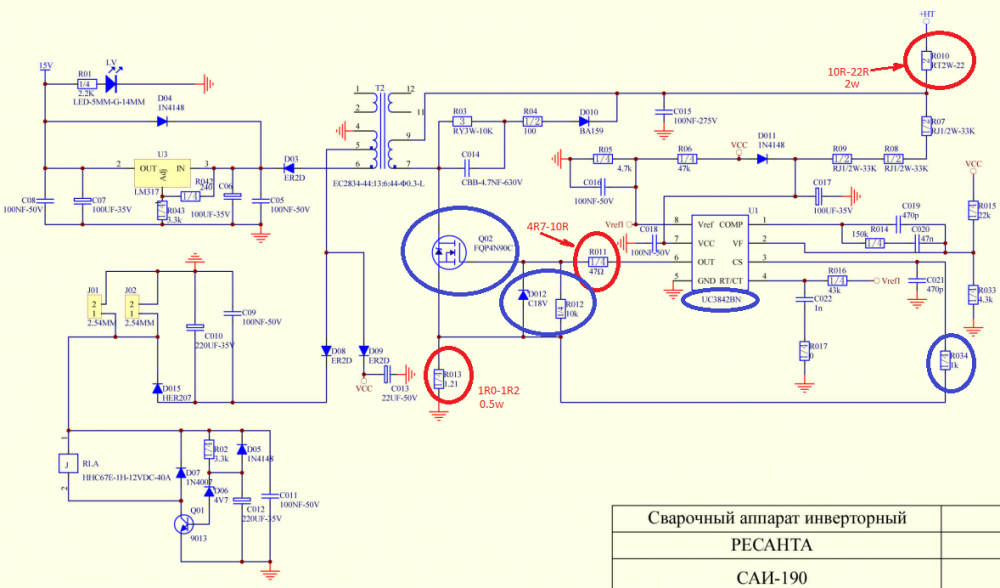 США/Шт.
США/Шт.
1000 шт.
(MOQ)
TO-220 IRF840 8A 500V NPN MOSFET N-Channel FET TO-220AB Мощный npn-транзистор
0,15–0,16 долл. США/ шт.
1000 шт.
(MOQ)
0.5A 35V Пластиковый инкапсулированный транзистор n-канальный МОП-транзистор
US $ 0,04 — 0,05 / шт.
1000 шт.
(MOQ)
MX2301 Полевой транзистор P-канальный триод Режим повышения мощности MOSFET
0,50 долл. США/ шт.
1000 шт.
(MOQ)
AP70N03NF Транзисторный MOSFET SMD N-канальный электронный компонент для интегральной схемы
0,01–0,10 долл. США/ шт.
1000 шт.
(MOQ)
60 В N-канальный полевой МОП-транзистор FQD50N06 50N06 smd TO-252 Оригинальный транзистор
0,03–0,04 долл. США/ шт.
1000 шт.
(MOQ)
AP60N03DF N-Channel Advanced Power MOSFET
0,90 долл. США/ шт.
США/ шт.
1000 шт.
(MOQ)
Транзистор общего назначения L9014QLT1G NPN Кремниевый бессвинцовый SOT-23 МОП-транзистор в упаковке, дополняющий L9015
0,04–0,05 долл. США/ шт.
1000 шт.
(Минимальный заказ)
2SC945 C945 DIP-транзистор TO-92 NPN кремниевый транзистор SOT-23 SMD Printing CR package MOSFET
0,05–0,08 долл. США/шт.
1000 шт.
(MOQ)
Product Details
Payment Details
Contact Supplier
| Model Number | k3878 | ||||
|---|---|---|---|---|---|
| Brand Name | Canyi | ||||
| origin | China | ||||
| Небольшие заказы | Принятые | ||||
Ключевые спецификации/ Специальные функции:
MOSFET Transistor K3878 2SK3878 Transistor Wearding Machine Machine To-250122 2
6666. Напряжение коллектор-база
Напряжение коллектор-база
Информация о доставке
| FOB Port | Shenzhen | ||||
|---|---|---|---|---|---|
| Weight per Unit | 100.0 Grams | ||||
| HTS Code | 8541.10.00 00 | ||||
| Export Carton Dimensions L/W/H | 42 x 33 x 24 Centimeters | ||||
| Lead Time | 5–7 days | ||||
|---|---|---|---|---|---|
| Dimensions per Unit | 19.0 x 6.3 x 2.1 Centimeters | ||||
| Единицы на экспорт картон | 10000.0 | ||||
| Экспорт Картонной Картонной Вес | 3 килограммы | ||||
Основные экспортные рынки
9000.
— Mid ast/Mid ast/Mid ast/Mid ast/Mid ast/Mid ast/Mid ast/Mid aste/Med Eustrails
.
.
— Mid ast/Mid ast/Mid Euster
— Med Export.
— Азия
— Австралазия
Детали платежа
| Способ оплаты | Телеграфный перевод (TT,T/T) | ||||
|---|---|---|---|---|---|
Send a direct inquiry to this supplier
Message
0/ 1500
Related Searches
to 220 heatsink
mosfet transistor 260
mosfet transistor
transistor mosfet
p mosfet transistor
Аналогичные поставщики из Китая
поставщик MOSFET-транзисторов
-220 поставщик радиатора
поставщик MOSFET-транзисторов
p mosfet транзистор поставщик
mosfet транзистор 260 поставщик
1910.254 — Дуговая сварка и резка.
- По стандартному номеру
- 1910.254 — Дуговая сварка и резка.

1910.254 (а)
Общий —
1910.254(а)(1)
Выбор оборудования . Сварочное оборудование должно быть выбрано для безопасного применения при выполнении работ, как указано в пункте (b) настоящего раздела.
1910.254(а)(2)
Установка . Сварочное оборудование должно быть установлено безопасно, как указано в пункте (с) настоящего раздела.
1910.254(а)(3)
Инструкция . Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть должным образом проинструктированы и иметь квалификацию для работы с таким оборудованием, как указано в пункте (d) настоящего раздела.
Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть должным образом проинструктированы и иметь квалификацию для работы с таким оборудованием, как указано в пункте (d) настоящего раздела.
1910.254(б)
Применение оборудования для дуговой сварки —
1910.254(б)(1)
Общий . Гарантия безопасности при проектировании достигается выбором оборудования, соответствующего требованиям к аппарату для электродуговой сварки, NEMA EW-1-1962, Национальной ассоциации производителей электрооборудования или стандарту безопасности для машин для дуговой сварки трансформаторного типа, ANSI C33. 2 — 1956, Underwriters’ Laboratories, обе из которых включены посредством ссылки, как указано в § 1910.6.
1910. 254(б)(2)
254(б)(2)
Условия окружающей среды .
1910.254(б)(2)(и)
Стандартные машины для дуговой сварки должны быть спроектированы и изготовлены так, чтобы выдерживать их номинальную нагрузку при номинальном превышении температуры, когда температура охлаждающего воздуха не превышает 40 °C (104 °F) и где высота над уровнем моря не превышает 3300 футов ( 1005,8 м) и должны быть пригодны для работы в атмосфере, содержащей газы, пыль и световые лучи, создаваемые сварочной дугой.
1910.254(б)(2)(ii)
Могут существовать необычные условия эксплуатации, и в таких обстоятельствах машины должны быть специально разработаны для безопасного выполнения требований эксплуатации. Главными среди этих условий являются:
1910. 254(б)(2)(ii)(А)
254(б)(2)(ii)(А)
Воздействие необычайно агрессивных паров.
1910.254(б)(2)(ii)(Б)
Воздействие пара или чрезмерной влажности.
1910.254(б)(2)(ii)(С)
Воздействие чрезмерного количества паров масла.
1910.254(б)(2)(ii)(D)
Воздействие горючих газов.
1910.254(б)(2)(ii)(Е)
Воздействие ненормальной вибрации или ударов.
1910.254(б)(2)(ii)(F)
Воздействие чрезмерного количества пыли.
1910. 254(б)(2)(ii)(Г)
254(б)(2)(ii)(Г)
Воздействие погодных условий.
1910.254(б)(2)(ii)(Н)
Воздействие необычных условий на берегу моря или на борту корабля.
1910.254(б)(3)
Напряжение . Нельзя превышать следующие пределы:
1910.254(б)(3)(и)
Машины переменного тока
1910.254(б)(3)(и)(А)
Ручная дуговая сварка и резка — 80 вольт.
1910.254(б)(3)(и)(Б)
Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт.
1910.254(б)(3)(ii)
Машины постоянного тока
1910.254(б)(3)(ii)(А)
Ручная дуговая сварка и резка — 100 вольт.
1910.254(б)(3)(ii)(Б)
Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт.
1910.254(б)(3)(iii)
Если для специальных процессов сварки и резки требуются более высокие значения напряжения холостого хода, чем указанные выше, должны быть предусмотрены средства для предотвращения случайного контакта оператора с высоким напряжением посредством соответствующей изоляции или других средств.
1910. 254(б)(3)(iv)
254(б)(3)(iv)
Для переменного тока при сварке во влажных условиях или в теплой среде, где фактором является потоотделение, рекомендуется использовать надежные автоматические средства управления для снижения напряжения без нагрузки, чтобы уменьшить опасность поражения электрическим током.
1910.254(б)(4)
Дизайн .
1910.254(б)(4)(и)
Контроллер, встроенный в сварочный аппарат с приводом от электродвигателя, должен выдерживать номинальный ток двигателя, должен быть способен включать и отключать остановленный ток ротора двигателя и может служить в качестве устройства максимальной токовой защиты при работе, если он снабжен числом перегрузок по току. единиц, как указано в подразделе S настоящей части.
1910.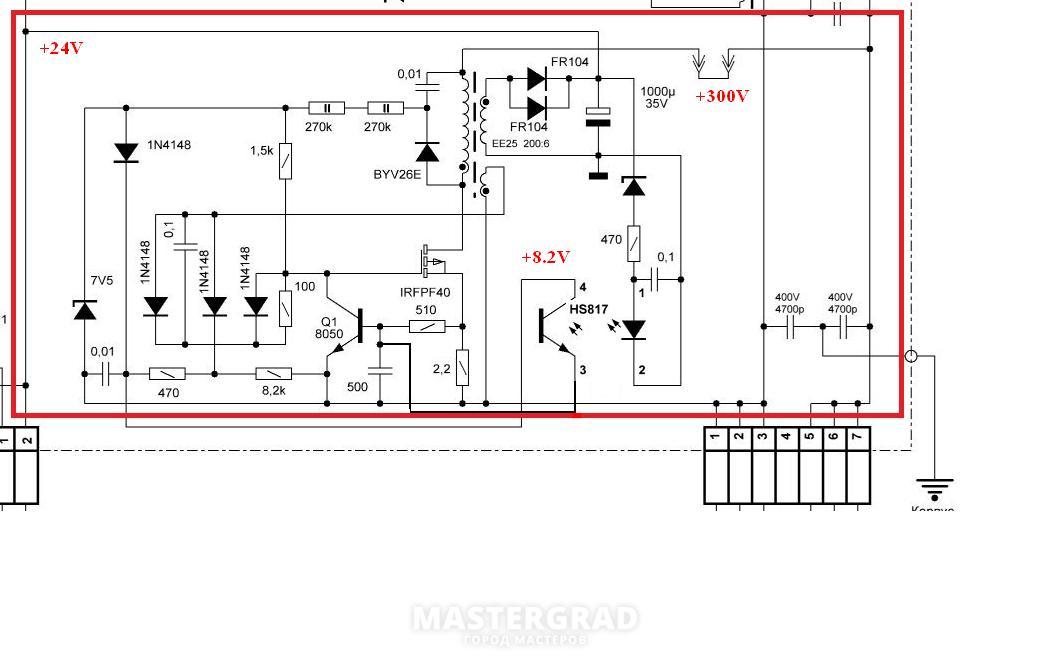 254(б)(4)(ii)
254(б)(4)(ii)
На всех типах аппаратов для дуговой сварки аппаратура управления должна быть закрыта, за исключением рабочих колес, рычагов или рукояток.
1910.254(б)(4)(iii)
Клеммы ввода питания, устройства переключения ответвлений и металлические детали под напряжением, подключенные к входным цепям, должны быть полностью закрыты и доступны только с помощью инструментов.
1910.254(б)(4)(iv)
Выводы для сварочных проводов должны быть защищены от случайного электрического контакта с персоналом или металлическими предметами, т. е. транспортными средствами, крюками кранов и т. д. Защита может быть обеспечена за счет использования: розеток с глухой передней частью для штекерных соединений; углубленные отверстия с несъемными откидными крышками; толстая изолирующая трубка или лента или другая эквивалентная электрическая и механическая защита.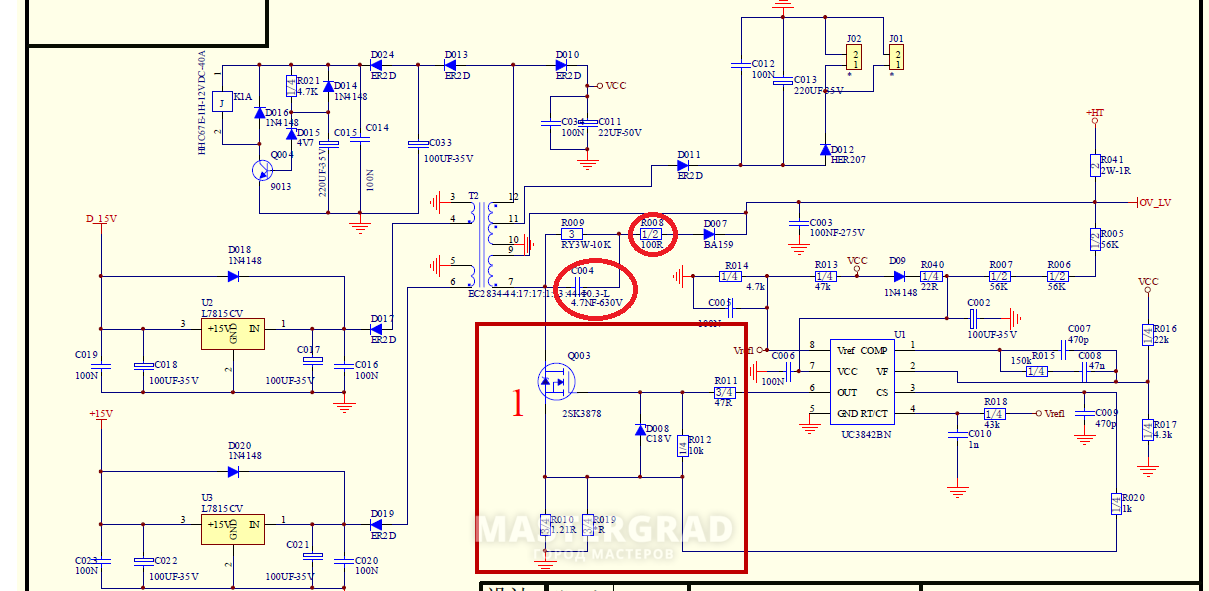 Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, а клемма должна иметь маркировку, указывающую, что он заземлен.
Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, а клемма должна иметь маркировку, указывающую, что он заземлен.
1910.254(б)(4)(в)
Никакие соединения для переносных устройств управления, таких как кнопки, которые должен носить оператор, не должны быть подключены к сети переменного тока. цепи выше 120 вольт. Открытые металлические части переносных устройств управления, работающих в цепях с напряжением выше 50 вольт, должны быть заземлены с помощью заземляющего проводника в кабеле управления.
1910.254(б)(4)(vi)
Автотрансформаторы или трансформаторы переменного тока реакторы не должны использоваться для подачи сварочного тока непосредственно от любых источников переменного тока. источник питания с напряжением более 80 вольт.
источник питания с напряжением более 80 вольт.
1910.254 (с)
Монтаж оборудования для дуговой сварки —
1910.254(с)(1)
Общий . Установка, включая источник питания, должна соответствовать требованиям подраздела S настоящей части.
1910.254 (с) (2)
Заземление .
1910.254(с)(2)(и)
Корпус или корпус сварочной машины (кроме машин с механическим приводом) должны быть заземлены в соответствии с условиями и методами, указанными в подразделе S настоящей части.
1910.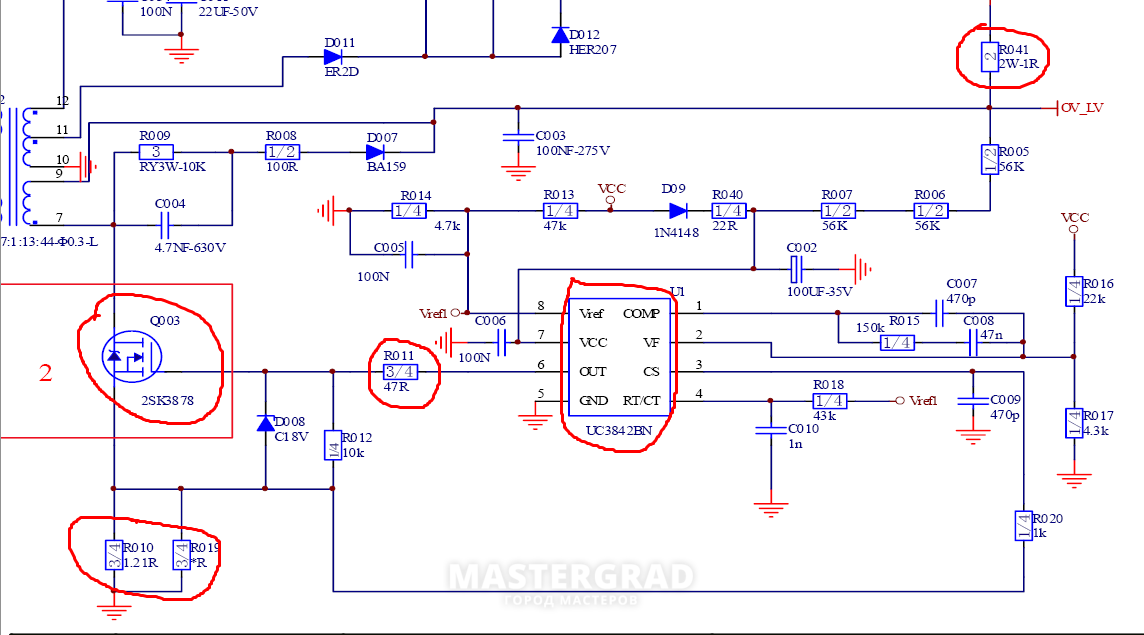 254(с)(2)(ii)
254(с)(2)(ii)
Кабелепроводы, содержащие электрические проводники, не должны использоваться для замыкания рабочей цепи. Трубопроводы не должны использоваться в качестве постоянной части рабочей цепи, но могут использоваться во время строительства, расширения или ремонта при условии, что ток не проходит через резьбовые соединения, фланцевые болтовые соединения или соединения с чеканкой и что используются специальные меры предосторожности во избежание искрение при подключении рабочего кабеля.
1910.254(с)(2)(iii)
Цепи, тросы, краны, подъемники и подъемники не должны использоваться для передачи сварочного тока.
1910.254(с)(2)(iv)
Если конструкция, конвейер или приспособление регулярно используются в качестве цепи возврата сварочного тока, стыки должны быть проклеены или снабжены соответствующими токосъемными устройствами.
1910.254(с)(2)(в)
Все соединения заземления должны быть проверены, чтобы определить, что они механически прочны и электрически соответствуют требуемому току.
1910.254(с)(3)
Соединения и провода питания .
1910.254(с)(3)(я)
Разъединитель или контроллер должен быть установлен на каждом сварочном аппарате или рядом с ним, который не оборудован таким выключателем или контроллером, установленным как неотъемлемая часть аппарата. Переключатель должен соответствовать подразделу S настоящей части. Должна быть обеспечена защита от перегрузки по току, как указано в подразделе S настоящей части. Разъединитель с защитой от перегрузки или эквивалентные средства отключения и защиты, разрешенные подразделом S настоящей части, должны быть предусмотрены для каждой розетки, предназначенной для подключения к переносному сварочному аппарату.
1910.254(с)(3)(ii)
Для отдельных сварочных аппаратов номинальная допустимая нагрузка по току питающих проводов должна быть не менее номинального первичного тока сварочных аппаратов.
1910.254(с)(3)(iii)
Для групп сварочных аппаратов номинальная допустимая нагрузка по току проводников может быть меньше суммы номинальных первичных токов поставляемых сварочных аппаратов. Номинальные характеристики проводника должны определяться в каждом случае в соответствии с нагрузкой на машину, исходя из использования каждого сварочного аппарата и допуска, допустимого в случае, если все сварочные аппараты, поставляемые проводниками, не будут использоваться одновременно. .
1910.254(с)(3)(iv)
При работе нескольких сварщиков на одной конструкции, постоянный ток требования процесса сварки могут потребовать использования обеих полярностей; или ограничения цепи питания для переменного тока сварка может потребовать распределения машин по фазам питающей цепи. В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции.
В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции.
1910.254(с)(3)(iv)(А)
Все постоянного тока машины должны быть подключены с одинаковой полярностью.
1910.254(с)(3)(iv)(В)
Все переменный ток машины должны быть подключены к одной и той же фазе цепи питания и с одинаковой мгновенной полярностью.
1910.254 (д)
Эксплуатация и техническое обслуживание —
1910. 254(д)(1)
254(д)(1)
Общий . Рабочие, которым поручено эксплуатировать или обслуживать оборудование для дуговой сварки, должны быть ознакомлены с требованиями этого раздела и с 1910.252 (a), (b) и (c) этой части.
1910.254(г)(2)
Крепление машины . Перед началом работы необходимо проверить все подключения к машине, чтобы убедиться, что они выполнены правильно. Рабочий шнур должен быть прочно прикреплен к работе; магнитные рабочие зажимы должны быть освобождены от налипших металлических частиц или брызг на контактных поверхностях. Спиральный сварочный кабель должен быть расправлен перед использованием во избежание серьезного перегрева и повреждения изоляции.
1910.254 (д) (3)
Заземление . Необходимо проверить заземление корпуса сварочного аппарата. Особое внимание следует уделить безопасному заземлению переносных машин.
Необходимо проверить заземление корпуса сварочного аппарата. Особое внимание следует уделить безопасному заземлению переносных машин.
1910.254(д)(4)
Утечки . Не должно быть утечек охлаждающей воды, защитного газа или моторного топлива.
1910.254(д)(5)
Переключатели . Должно быть определено наличие надлежащего коммутационного оборудования для отключения машины.
1910.254(д)(6)
Инструкции производителя . Печатные правила и инструкции по эксплуатации оборудования, поставляемого производителями, должны строго соблюдаться.
1910. 254(д)(7)
254(д)(7)
Держатели электродов . Держатели электродов, когда они не используются, должны быть расположены так, чтобы они не могли вступать в электрический контакт с людьми, токопроводящими предметами, топливными баками или баллонами со сжатым газом.
1910.254(д)(8)
Поражение электрическим током . Кабели со сращиваниями в пределах 10 футов (3 м) от держателя не должны использоваться. Сварщик не должен наматывать или обматывать кабель сварочного электрода вокруг частей своего тела.
1910.254(д)(9)
Техническое обслуживание .
1910.254(д)(9)(я)
Оператор должен сообщать о любом дефекте оборудования или угрозе безопасности своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет обеспечена его безопасность.