Содержание
Правка металла: листового, полосового, проволоки, круглого и уголка
Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
Правка — технологическая операция, при помощи которой у заготовок устраняют отклонения от формы. Заготовки могут иметь как простую, так и сложную форму. В зависимости от этого применяется соответствующий инструмент и оснастка.
Содержание
Когда и зачем проводится операция: наличие выпуклостей на заготовках и прочие причины
Заготовки должны иметь определенные параметры, чтобы с ними было возможно выполнить следующие технологические операции. Невозможно выполнить качественную слесарную разметку на волнистой поверхности, искривленная заготовка при выполнении штамповочной операции может привести к поломке пуансона и матрицы. Существует много подобных примеров, когда правка обеспечивает качественное изготовление изделий.
Что нужно править
Листовой металл: технология, в чем особенность и другие важные моменты
Наиболее распространенные поверхностные дефекты на листе, которые устраняются правильными операциями: волнистость, выпуклость или вогнутость. Причем на одном листе они могут находиться одновременно в разных местах — на краю и в середине.
Причем на одном листе они могут находиться одновременно в разных местах — на краю и в середине.
Толстые и тонколистовые заготовки
Технология отличается инструментом, выбор которого регламентируется толщиной листа. Тонкие листы, толщина которых измеряется десятыми долями миллиметра, не стоит править с помощью молотков ударным способом. Высока вероятность пробить поверхность насквозь. Здесь следует воспользоваться специальными брусками, которыми проводят по поверхностям листа с обеих сторон.
При правке более толстых листов существуют определенный технологический порядок проведения работ. Наносить удары непосредственно по выпуклой части листа недопустимо. Возникающая большая концентрация напряжений может привести к образованию трещины и испортить заготовку. Если выпуклость находится в центре заготовки, следует начинать ее обстукивать с краев, уменьшая силу удара и увеличивая частоту по мере приближения к краям выпуклости.
Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
При имеющейся волнистости на краях следует наносить удары, наоборот, от центра к периферии. Возникающие при ударном воздействии растягивающие напряжения способны убрать ее, достигнув краев возникновения дефекта.
Полезное видео
Посмотрите, как операция выполняется вручную.
И как это делается с помощью промышленного оборудования.
Цветной и черный металл
Из всего многообразия черных и цветных металлов технологической операции правка могут подвергаться только металлы с хорошими пластическими свойствами. Среди черных металлов это прежде всего малоуглеродистые стали. Алюминий, медь, титан и некоторые их сплавы (латунь, дуралюмин и другие) также хорошо поддаются рихтовке.
Среди черных металлов это прежде всего малоуглеродистые стали. Алюминий, медь, титан и некоторые их сплавы (латунь, дуралюмин и другие) также хорошо поддаются рихтовке.
Следует знать! При выполнении правки цветных металлов важно, чтобы боек молотка был выполнен из более мягкого материала, чем рихтуемый (дерево, свинец и другие).
Полосовая сталь
Дефекты, которые исправляются правкой, на полосовой стали:
- полоса, имеющая изгиб в плоскости;
- полоса, имеющая изгиб по ребру;
- скрученная полоса;
- в полосе имеются все виды дефектов.
Наиболее просто править изгиб в плоскости. Здесь следует вначале ударную нагрузку направить на края выпуклости. По мере выправления полосы осуществляется переход к центру. Сила ударов регламентируется кривизной выпуклости и толщиной полосы. В процессе правки следует переворачивать ее с одной стороны на другую.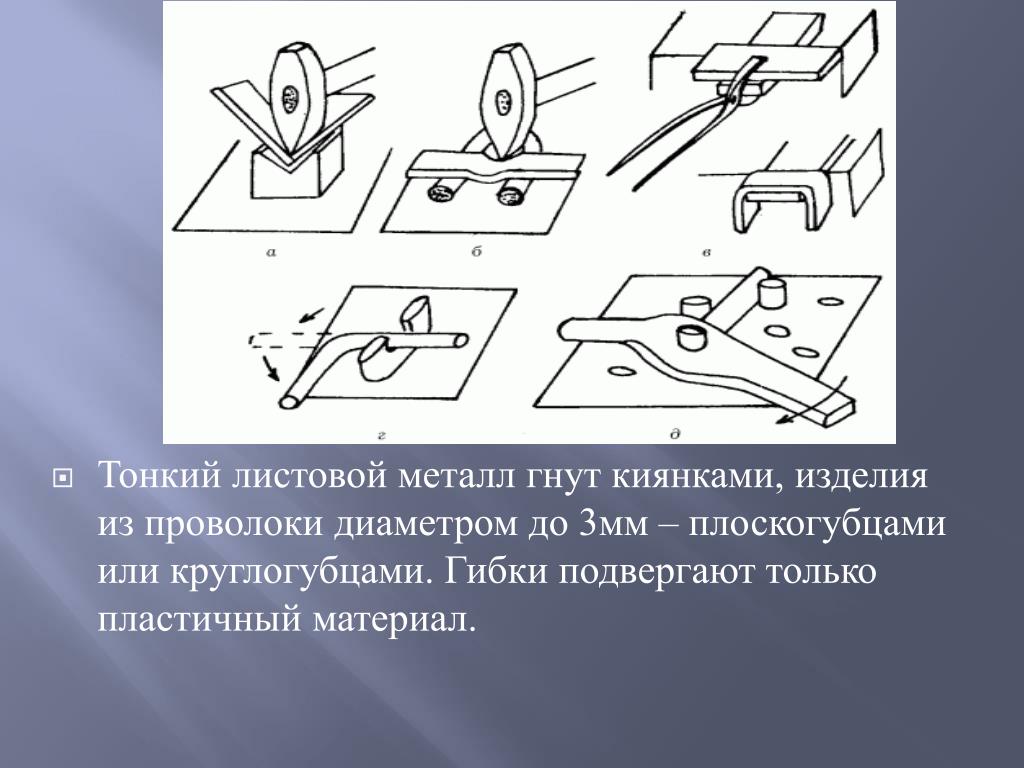
Правка полосового металла на специальном оборудовании. Фото Подольский завод оборудования
Изгиб по ребру таким методом убрать не удастся. Удары по ребру будут создавать напряжения, изгибающие полосу в стороны и сминать кромку, прилегающую к плоскости. Здесь следует положить полосу на плоскость и распределять удары по всей длине, проходя по ней рядами от нижней кромки к верхней. Сила ударов с приближением к верхней кромке должна уменьшаться, а частота увеличиваться. Технология позволяет нижней части растягиваться больше, чем верхней и полоса выравнивается.
Скрученную заготовку зажимают в тисках и с помощью рычага раскручивают. Далее правка заканчивается выравниванием полосы по плоскости или по ребру.
Видео
А от так это делают на станке.
Профильный металл
Понятие «профильный металл» включает в себя различные виды проката. Это могут быть швеллера, двутавровые балки, профильные трубы и другие виды. При использовании профильные заготовки не должны быть изогнутыми и закрученными вдоль продольной оси. Такие дефекты устраняются технологической операцией правка.
Это могут быть швеллера, двутавровые балки, профильные трубы и другие виды. При использовании профильные заготовки не должны быть изогнутыми и закрученными вдоль продольной оси. Такие дефекты устраняются технологической операцией правка.
Для большинства видов профильного проката для устранения дефектов требуются значительные усилия. В наличии имеется специальное оборудование на которых выполняется правка: роликовые правильные станки, горизонтальные гибочные прессы, растяжные станки.
Некоторые мелкие виды проката возможно править вручную, например, квадратные профильные трубы. Здесь существует много вариантов, один из них использует специальную оправку. Этот метод устраняет одновременно скручивание граней труб и искривление оси. Разжимная профильная оправка вставляется внутрь трубы и расклинивается до создания натяга внутренними подпружиненными элементами. Создаваемое оправкой усилие исправляет дефекты профиля.
Этот метод устраняет одновременно скручивание граней труб и искривление оси. Разжимная профильная оправка вставляется внутрь трубы и расклинивается до создания натяга внутренними подпружиненными элементами. Создаваемое оправкой усилие исправляет дефекты профиля.
Проволока из бухты
Удобная для проволоки упаковка в бухты, создает некоторые проблемы для ее применения в прямолинейном виде. Для этих целей используется оборудование, разматывающее проволоку с помощью роликов, или последовательным пропусканием через фильеры.
Правка прутка на роликовом станке. Фото Подольский завод оборудования
Для выполнения разовых работ и небольшой длины размотки можно применить следующее одно из многих приспособлений: пропускаете проволоку через согнутую U-образную трубку вращая ее, например, дрелью.
Детали круглого сечения
Некоторые круглые детали, прежде чем установить в токарный станок требуется выправить от грубых погрешностей формы. Выполняется эта технологическая операция слесарным путем с помощью молотка с мягкими вставками на плите или на призмах. При наличии оборудования в виде ручного пресса лучше правку осуществить на нем.
При наличии оборудования в виде ручного пресса лучше правку осуществить на нем.
Уголок
Прокат в виде уголков изготавливается из малоуглеродистой стали, обладающей хорошими пластическими свойствами. Поэтому при правке на наковальне он легко поддается исправлению после нанесения ударов молотком. Здесь главное правильное местоприложение удара. Опытному слесарю не составит труда выправить уголок. Уголки больших типоразмеров правятся на оборудовании с применением метода холодной прокатки.
Способы: вручную и механические, с нагревом и без
В зависимости от размеров могут использоваться для маленьких заготовок — ручные методы правки, для габаритных и тяжелых — применяется специальное механическое оборудование.
Правка крупногабаритной заготовки на специальном механическом оборудовании. Фото Подольский завод оборудования
Свойства некоторых материалов не позволяют убрать дефект заготовки методом холодной деформации, так как возможна потеря ее целостности. В таком случае помогает нагрев заготовки, увеличивающий способность заготовки к растяжению.
Оборудование и инструменты: на вальцах, прессах и не только
Для ручной правки основными инструментами являются правильные плиты, наковальни, рихтовальные бабки, которые выступают в качестве базовой поверхности для заготовок.
Для приложения усилия к месту правки применяют различные виды молотков. Для листовой и полосовой стали с черновой обработкой поверхности применяют молотки из углеродистой стали с круглым бойком, который в отличие от квадратного, не оставляет вмятины на поверхности. Обработанные поверхности правятся деревянными киянками или молотками с мягкими вставками (из медных или алюминиевых сплавов). При праве тонколистового металла используются гладилки, изготовленные из твердых пород дерева.
При праве тонколистового металла используются гладилки, изготовленные из твердых пород дерева.
Вальцы гидравлические STALEX
HER-2070×4.5. Фото Сталекс
В производственных условиях, где широко применяется прокат в виде листов, полосы, прутков и других разнообразных профилей, применяется оборудование для правки заготовок. В зависимости от размеров и формы заготовок можно выделить несколько видов.
- Правильные прессы с механическим или более мощным гидроприводом. На этом оборудовании правят крупный прокат: круглый, квадратный, швеллера и другой профиль, включая трубы диаметром до 300 мм. Правку толстых листов и полос выполняют на специализированных гидравлических прессах.
- Роликовые правильные машины, использующиеся для работы с мелким и средним профильным прокатом. Роликовые листоправильные машины исправляют дефекты листов и полос небольшой толщины.
- Растяжные правильные машины.
 Применяются для правки листов из специальных сплавов и цветных металлов.
Применяются для правки листов из специальных сплавов и цветных металлов. - Ротационные косовалковые машины. Применяются для правки труб и прутков от простой формы профиля до сложной.
 Применяются для правки листов из специальных сплавов и цветных металлов.
Применяются для правки листов из специальных сплавов и цветных металлов.Где заказать
Необходимые оборудование, инструмент и оснастку для проведения правильных работ, можно заказать в отдельном разделе нашего сайта, где представлен широкий выбор компаний предлагающих такой вид продукции.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых предлагают выполнение качественной правки метала.
Правка полосового металла. Домашний мастер
Правка полосового металла. Домашний мастер
ВикиЧтение
Домашний мастер
Онищенко Владимир
Содержание
Правка полосового металла
Правка полосового металла осуществляется в следующем порядке. На выпуклой стороне заготовки мелом отмечают границы изгибов. Полосу располагают на правильной плите так, чтобы она плоской поверхностью лежала на плите выпуклостью вверх, соприкасаясь в двух точках. Для правки применяют молоток с круглым гладким полированным бойком. Молотки с квадратным бойком применять не следует, так как они оставляют следы в виде забоин (квадратов, углов).
Полосу располагают на правильной плите так, чтобы она плоской поверхностью лежала на плите выпуклостью вверх, соприкасаясь в двух точках. Для правки применяют молоток с круглым гладким полированным бойком. Молотки с квадратным бойком применять не следует, так как они оставляют следы в виде забоин (квадратов, углов).
Удары наносят по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны; чем больше искривление и чем толще полоса, тем сильнее удары. По мере выправления полосы силу удара ослабляют и чаще переворачивают полосу с одной стороны на другую до полного выправления. При нескольких выпуклостях сначала выправляют ближайшие к концам, а затем расположенные в середине. Результаты правки (прямолинейность заготовки) проверяют на глаз, а более точно – на разметочной плите по просвету или наложением на полосу линейки.
Правку узких серповидно изогнутых заготовок производят на плите под линейку. Для этого заготовку кладут на плиту, одной рукой прижимают к плите и молотком (деревянным или стальным с выпуклым бойком) наносят удары, начиная с более короткой вогнутой кромки изогнутой заготовки, т. е. той, где волокна металла сжаты и их необходимо растянуть для того, чтобы заготовка выровнялась. В начале правки удары по вогнутой кромке должны быть более сильными и по мере приближения к противоположной кромке – все слабее и слабее. Этим достигается то, что вогнутая, более короткая кромка постепенно вытягивается и заготовка выпрямляется, что контролируется линейкой.
е. той, где волокна металла сжаты и их необходимо растянуть для того, чтобы заготовка выровнялась. В начале правки удары по вогнутой кромке должны быть более сильными и по мере приближения к противоположной кромке – все слабее и слабее. Этим достигается то, что вогнутая, более короткая кромка постепенно вытягивается и заготовка выпрямляется, что контролируется линейкой.
Данный текст является ознакомительным фрагментом.
Химические и гальванические (электрохимические) способы отделки изделий из металла из металла
Химические и гальванические (электрохимические) способы отделки изделий из металла из металла
Для повышения художественной ценности, выразительности, антикоррозийной стойкости и износостойкости изделий, а также для придания изделиям законченного вида применяют целый
Реставрация металла
Реставрация металла
Затем он сходил на набережную Железного лома и дал приделать новый клинок к своей шпаге.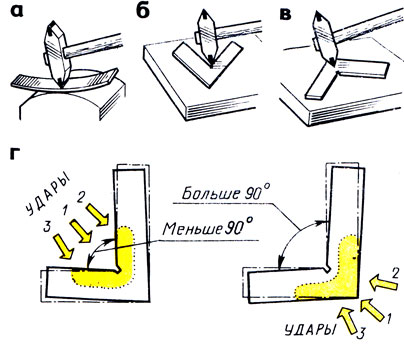
А. Дюма. Три мушкетера
Металлическая старина, на наше счастье, слабее подвержена разрушительному угрызению временем, чем ее деревянные ровесники. Вероятно, ни в
Разрезание металла
Разрезание металла
Разделение заготовки на части, удаление излишков металла, вырезание отверстий называется разрезанием.Тонкий листовой металл разрезают ножницами, профильный материал, трубы и толстые листы – ножовкой. Для мелких работ по металлу толщиной до 0,4 мм
Рубка металла
Рубка металла
Рубкой называется операция по разделению на части или удалению излишних слоев металла. Рубка применяется в тех случаях, когда станочная обработка трудновыполнима или нерациональна и когда не требуется высокой точности обработки. С помощью рубки удаляют
Разрубание металла
Разрубание металла
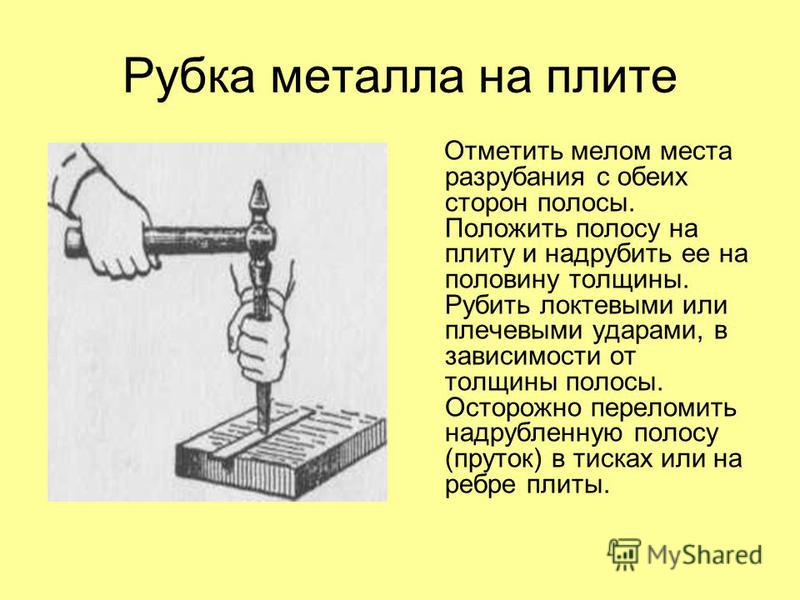
При разрубании металла зубило устанавливают вертикально и рубку ведут плечевым ударом. Листовой металл толщиной до 2 мм разрубают с одного удара, предварительно подложив подкладку из мягкой стали, чтобы не повредить зубило. Толстые листы рубят до тех
Листовой металл толщиной до 2 мм разрубают с одного удара, предварительно подложив подкладку из мягкой стали, чтобы не повредить зубило. Толстые листы рубят до тех
Правка и рихтовка
Правка и рихтовка
Эти две операции представляют собой правку металла, заготовок и деталей, имеющих вмятины, вспучивание, волнистость, коробление, искривление и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми
Правка прутка
Правка прутка
После проверки ровности прутка на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем укладывают на плиту или наковальню пруток так, чтобы изогнутая часть находилась выпуклостью вверх. Удары наносят молотком по выпуклой части от краев изгиба к
Правка листового металла
Правка листового металла
Правка листового металла является более сложной операцией, чем предыдущие.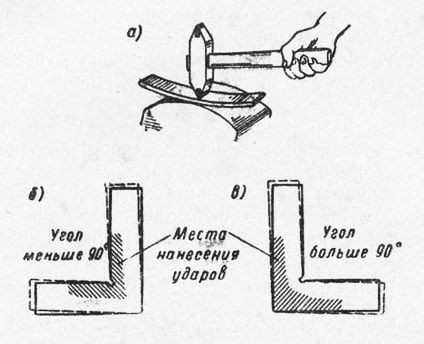 Листовой материал и вырезанные из него заготовки могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм.
Листовой материал и вырезанные из него заготовки могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм.
Правка (рихтовка) закаленных деталей
Правка (рихтовка) закаленных деталей
После закалки стальные детали иногда коробятся. Правка искривленных деталей называется рихтовкой.В зависимости от характера рихтовки применяют молотки с закаленным бойком или специальные рихтовальные молотки с закругленным
Правка короткого пруткового материала
Правка короткого пруткового материала
Правку короткого пруткового материала выполняют на призмах, правильных плитах или простых подкладках, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары
Правка сварных изделий
Правка сварных изделий
Правка сварных изделий имеет свои особенности. Сварные изделия, имеющие внутренние напряжения около шва, подвергают проковке. Холодную правку (рихтовку) сварных соединений с небольшими короблениями выполняют вручную с помощью деревянных и
Сварные изделия, имеющие внутренние напряжения около шва, подвергают проковке. Холодную правку (рихтовку) сварных соединений с небольшими короблениями выполняют вручную с помощью деревянных и
Гибка металла
Гибка металла
Гибка – способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма. Гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут
Технология изготовления декоративных изделий из полосового материала
Технология изготовления декоративных изделий из полосового материала
Вначале для примера рассмотрим две технологии изготовления декоративных решеток. Фрагмент первой решетки (рис. 1.2.28 а) состоит из рамки, в которую вделаны две волюты. Для изготовления двух волют берут
Заточка и правка инструмента
Заточка и правка инструмента
Весь секрет изготовления хорошего резчицкого инструмента заключается в двух основных факторах: правильной заточке и правильно выбранном сорте стали, которая эту заточку долго сохраняет, не мнется и не крошится при работе с любой древесиной.
Коррозия металла
Коррозия металла
Разрушение металлов и сплавов в результате химического или электрохимического воздействия на их поверхность внешней коррозионной среды называется коррозией.Причиной тут является химическое взаимодействие. Металлы вступают в
Основы правки металла
Каждая компания, которая использует рулонный металл в своей продукции, знает дрель — вы разматываете металл в правильном станке, загружаете его в свой пресс, и вуаля, металлические детали готовы к работе. Вы когда-нибудь задумывались о том, чтобы выпрямить металл?
В смысле, нужно ли это вообще? И если да, то как это вообще работает? Почему эта машина такая большая?
Не бойся, дорогой обработчик металла, мы здесь, чтобы ответить на все эти вопросы для тебя.
Начнем с основ правки металла.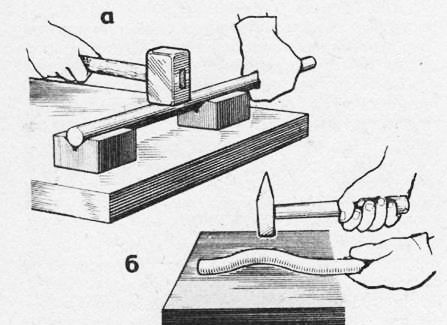
С момента изготовления исходного металла до момента его отправки на ваше предприятие он проходит ряд процессов, которые изменяют его. Во-первых, он проходит через ряд роликов, которые делают его все тоньше и тоньше. Он плотно скручен в катушку. Он разматывается и разрезается на более мелкие полосы, а затем перематывается. И каждый шаг дает больше возможностей для внесения дефектов в катушку.
Итак, когда дело доходит до вашего оборудования, вы не можете просто запустить его прямо с рулона в пресс. Это может привести к заклиниванию вашей машины или повреждению деталей, которые не будут работать с вашим продуктом. В любом случае, вы избежите этих проблем, а также возможных простоев и потери дохода, правильно пропустив катушку через качественный выпрямитель, который может устранить ряд условий для катушки.
6 Состояние рулона
Существует шесть основных состояний рулона, поступающего с завода.
- Выпуклость (показана выше) – когда машина для продольной резки рулонов смещается и приводит к тому, что один край полосы становится длиннее другого, что приводит к S-образной форме полосы.
- Исправить? Да, с корректирующим выравнивателем.
- Центральная пряжка (показана выше) — когда центр полоски длиннее краев, что приводит к образованию волн по центру
- Поправимо? Да, с корректирующим выравнивателем.
- Набор катушек – искривление полосы металла в продольном направлении из-за натяжения намотки
- Исправить? Да, с помощью выпрямителя или корректирующего выравнивателя.
- Арбалет – Лук в нижней части полосы
- Исправить? Да, с помощью выпрямителя или корректирующего выравнивателя.
- Краевая волна (показана выше) — когда края полосы длиннее центра, что приводит к образованию волн по краям
- Поправимо? Да, с корректирующим выравнивателем.
- Конические края/центральная корона (показана выше) – когда края полоски тоньше, чем остальные (конусные), а центр толще, чем остальная часть (коронка).
- Исправить? №

Знакомство с правильными и правильными машинами
Теперь, когда вы знаете о различных состояниях рулона, давайте рассмотрим машины, которые могут их исправить. Как отмечалось выше, они делятся на две категории: выпрямители и корректирующие выравниватели.
Оба используют ряд роликов, причем верхний ряд роликов установлен на разной высоте (подробнее об этом позже), которые сгибают и растягивают металлическую полосу, чтобы снова сгладить ее. Ролики обычно изготавливаются из чрезвычайно твердой (и чрезвычайно тяжелой) термообработанной стали 52100. Они доступны с различными покрытиями, такими как матовый хром (наиболее популярный), тефлон, нитрид титана и карбид вольфрама. В зависимости от материала покрытия, они также могут иметь алмазную огранку с рисунком, чтобы еще больше соответствовать вашим потребностям.
Выпрямление металла звучит просто, но на самом деле это сложно – металл должен быть нагружен на 20–30 % выше предела текучести (точка максимального напряжения до того, как металл начнет постоянно менять форму). Это когда полоса выходит из диапазона эластичности и переходит в стадию пластичности. Если вы недостаточно нагрузите металл, состояние катушки может вернуться, что приведет к вышеупомянутому простою и неисправным деталям.
Это когда полоса выходит из диапазона эластичности и переходит в стадию пластичности. Если вы недостаточно нагрузите металл, состояние катушки может вернуться, что приведет к вышеупомянутому простою и неисправным деталям.
Также следует учитывать, что разные металлы, например, сталь и алюминий, имеют разные пределы текучести. Таким образом, универсального решения для правки металла не существует. Кроме того, толщина материала требует разного диаметра роликов: ролики меньшего диаметра лучше подходят для более тонких материалов, а ролики большего диаметра лучше подходят для более толстых материалов.
Различные типы машин
Выпрямители
Выпрямители бывают двух основных видов: протяжные (без привода) и с приводом.
Протяжные правильные машины (как в примере, показанном выше) полагаются на устройство подачи, которое протягивает металл через ролики. Хотя эти машины обычно стоят дешевле и экономят место, инерция (сопротивление любому изменению скорости, будь то от покоя к движению или наоборот) может привести к меньшей точности, меньшей эффективности и даже маркировке материалов, если валки проскальзывают во время стартов и остановок. В то время как устройство подачи обычно отделено от выпрямляющей машины, существуют универсальные машины для выпрямления и подачи. Однако те же проблемы относятся и к этим комбинированным моделям.
В то время как устройство подачи обычно отделено от выпрямляющей машины, существуют универсальные машины для выпрямления и подачи. Однако те же проблемы относятся и к этим комбинированным моделям.
Выпрямительные станки с электроприводом (показанные выше), хотя они больше и дороже, но не имеют таких проблем и, следовательно, производят более качественные детали. Вместо того, чтобы полагаться на податчик для протягивания металлического листа, в правильном станке с механическим приводом есть ролики, которые приводятся в движение для перемещения металла. На некоторых нижний валок приводится в движение, а верхний ряд свободен. Другие используют комбинацию обоих.
Говоря о роликах, на стандартном правильном станке ролики имеют тенденцию быть больше, потому что их только один ряд, чтобы предотвратить отклонение, т. е. изгиб роликов. Стандартные выпрямители с электроприводом подходят для удаления комплекта рулонов из большинства металлов и толщин.
Существуют также выпрямители, специально предназначенные для проволоки (пример выше), либо с двумя плоскостями для круглой проволоки, либо с одной плоскостью для плоской проволоки.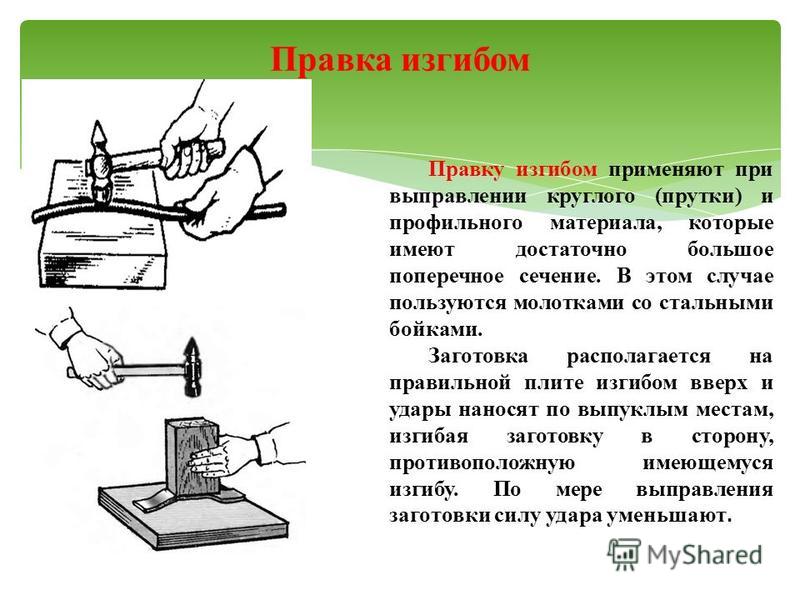
Корректирующие правильные машины
Вместо больших роликов корректирующие правильные машины (показаны выше) используют большое количество меньших роликов, которые опираются на большее количество роликов. Это создает очень жесткую, плотно расположенную структуру роликов, которая может постепенно обрабатывать более узкие изгибы полосы, а также обеспечивает более глубокое снятие напряжения для большей плоскостности и снижения напряжений, вызывающих ослабление металла.
Это единственные выпрямители, которые могут исправить изгиб, центральную пряжку и краевую волну, потому что они могут изменять форму металла от края к краю и регулироваться для растяжения только по бокам или только посередине.
Калибровка
Как упоминалось ранее, вам необходимо выйти за пределы предела текучести металла на 20–30 %, чтобы гарантировать, что металл останется ровным даже после того, как он пройдет через пресс.
К сожалению, универсального решения для правки металла не существует.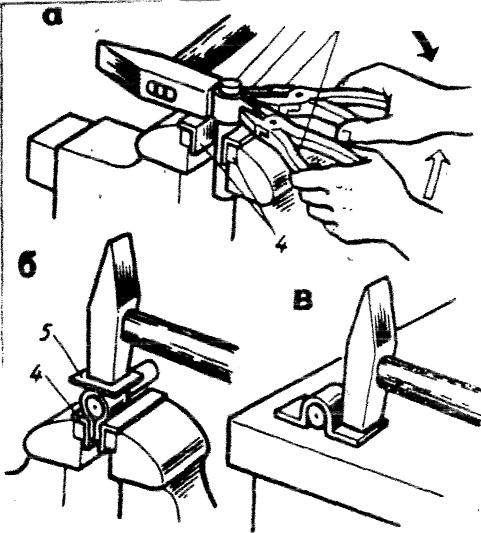 Это связано с тем, что необходимо учитывать множество факторов, включая тип металла, толщину материала, количество рулонов, диаметр и расстояние между роликами. Требуемые настройки могут даже меняться для одной и той же катушки, за счет увеличенной катушки, установленной ближе к центру, где металл более плотно намотан.
Это связано с тем, что необходимо учитывать множество факторов, включая тип металла, толщину материала, количество рулонов, диаметр и расстояние между роликами. Требуемые настройки могут даже меняться для одной и той же катушки, за счет увеличенной катушки, установленной ближе к центру, где металл более плотно намотан.
Тем не менее, для начала следует опустить входной ролик на толщину материала НИЖЕ 0 и поднять выходной ролик на толщину материала. Так, например, если ваш материал имеет толщину 0,125 дюйма, вы должны установить входной ролик на -0,125, а выходной ролик на 0,125.
Выпрямители и корректирующие выравниватели поставляются либо с компьютерной, либо с ручной регулировкой – и в том, и в другом случае есть показания, что упрощает задачу регулировки высоты роликов в соответствии с вашими потребностями.
При регулировке высоты роликов, независимо от типа выпрямителя, алюминий выпрямить намного сложнее, чем сталь, поскольку он более эластичный. Вам нужно сильнее надавить на алюминиевые катушки, чтобы выпрямить их.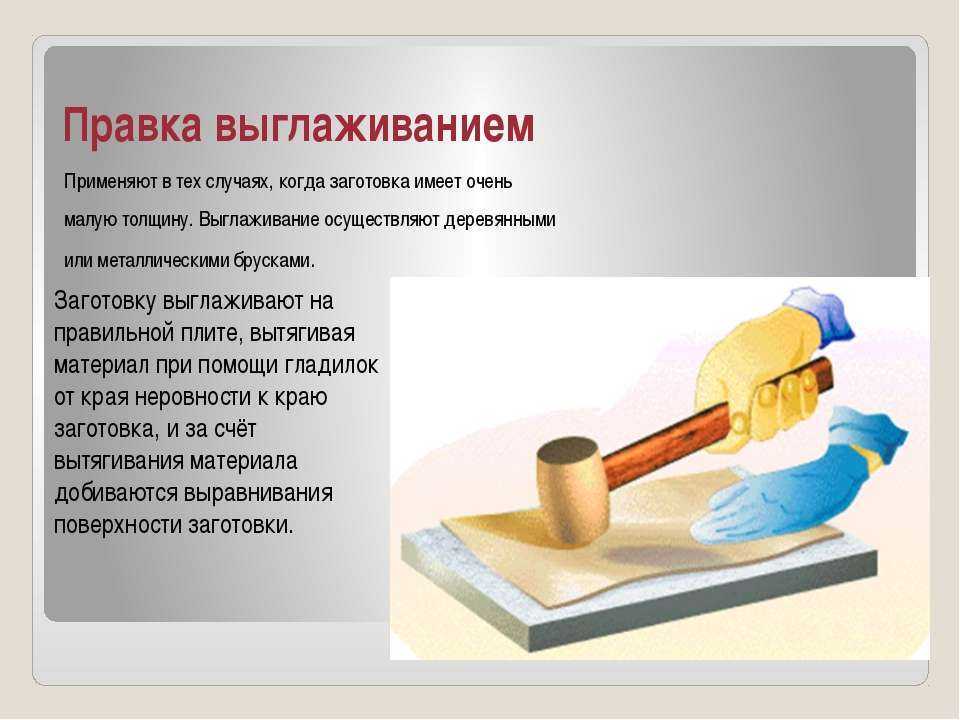
Выбор правильного выпрямителя
Итак, теперь, когда вы знаете основы, возникает вопрос: какая машина лучше всего соответствует вашим потребностям и какой размер вам нужен?
Прежде чем звонить производителю, изучите свои потребности и подготовьте следующую информацию:
- Тип, толщина и ширина материала(ов)
- Напряжение
- Требуемая скорость, т. е. сколько материала вы будете запускать за определенное время
Эта информация поможет производителю спроектировать, разработать и построить машину, соответствующую вашим потребностям.
Press Room Equipment специализируется на производстве изготовленных по индивидуальному заказу высококачественных правильных машин с механическим или приводным приводом (мы не предлагаем корректирующие правильные машины) различных размеров в соответствии с вашими потребностями. Если вы хотите узнать больше о том, как мы можем удовлетворить ваши потребности в обработке металла, и узнать цену на ваш новый выпрямитель, позвоните нашим специалистам по продажам по телефону 417. 864.3636 или запросите цену онлайн.
864.3636 или запросите цену онлайн.
Все содержимое этого Сайта, включая, помимо прочего, текст, графику, логотипы, значки, изображения, аудио, дизайн и видео, является собственностью EnSight Solutions и ее дочерних компаний и защищено законами США и международными законами об авторском праве. Использование без явного разрешения строго запрещено.
Процесс правки деталей из листового металла: Полное руководство
0002 Из-за влияния таких факторов, как внешняя сила или нагрев, сталь будет подвергаться различным деформациям.
Сырье, такое как стальной лист и сортовая сталь, перед производством деформируется, например, из-за неровностей, изгиба, скручивания, волны и т. д.
Трудно гарантировать качество маркировки, нумерации и лофтинга, а также изготовления и сборки деталей.
Таким образом, перед маркировкой, нумерацией, лофтингом и формованием сырье с чрезмерной деформацией необходимо исправить.
Причины деформации сырья
Деформация, вызванная остаточным напряжением стали
В процессе прокатки стали могут возникать остаточные напряжения, и сталь может деформироваться.
Например, при прокатке стального листа из-за отказа механизма регулировки валков зазор между валками непостоянен, и вытяжка стали по направлению прокатки непостоянна.
Деталь с небольшим зазором имеет большую протяженность стали; часть с большим зазором имеет небольшое удлинение.
Таким образом, меньшая удлиняющая часть мешает большей удлиняющей части создавать сжимающее напряжение, а меньшая удлиняющая часть создает растягивающее напряжение.
Когда сталь охлаждается быстрее или по другим причинам, эта часть напряжения остается в стали и образует остаточное напряжение.
Когда сталь подвергается сдвигу, термической резке или другим факторам, остаточное напряжение частично снимается и сталь деформируется.
Деформация, вызванная обработкой стали
В процессе обработки стали под действием внешней силы или неравномерного нагрева сталь может деформироваться.
Например, резка, газовая резка или сварка стальных листов вызовет деформацию стали из-за напряжения, неравномерного нагрева и охлаждения.
Деформация стали из-за неправильной транспортировки и хранения
Сырьем, используемым для холодной обработки листового металла, являются длинные и большие стальные листы и сортовые стали.
При неправильном подъеме, транспортировке и хранении сталь будет согнута, скручена и локально деформирована под собственным весом.
Вкратце
Существует множество причин деформации стали. Если деформация стали превышает допустимое отклонение, ее необходимо выправить.
Правка принцип
Предположим, что сталь состоит из нескольких слоев волокон в направлении толщины, когда сталь прямая, длина волокон каждого слоя одинакова; при изгибе стали длина волокон каждого слоя неодинакова.
Как показано на рисунке, когда сталь прямая, длины ab и cd равны; когда сталь изогнута, длина c/d/ короче, а длина a/b/ больше.
Выпрямление заключается в использовании внешней силы или нагрева для удлинения более короткого волокна стали или укорачивания более длинного волокна.
Наконец, длина волокна каждой детали имеет тенденцию быть одинаковой, что устраняет изгиб, скручивание, неравномерную деформацию стали или заготовки.
Рис.1
Правка методы
Существует множество методов правки, которые можно разделить на ручную правку, механическую правку и правку пламенем по характеру и источнику.
Общие инструменты для ручного правки –
29 901 молоток0163
Как пользоваться ручным молотком:
Эксплуатационные требования:
(1) Освоить использование ручных молотков путем обучения;
(2) Сотрите масляные пятна с поверхности молотка и рукоятки перед использованием, чтобы избежать соскальзывания и травмирования людей;
(3) Проверьте, не ослаблена ли рукоятка, чтобы избежать несчастных случаев, вызванных выходом головки молотка.
Молоток
Молоток является основным инструментом для холодной обработки листового металла. Он имеет множество форм и различных функций.
(1) Молоток с плоской головкой:
В основном используется для ударов по плоским поверхностям, но также может ударять по более глубоким углублениям и углам краев, как показано на рис. 2-a.
(2) Молоток для колющих ударов:
В основном используется для непосредственного нанесения ударов по дугообразным компонентам, а также может использоваться в качестве инструмента для извлечения и прокладки, как показано на рис. 2-b.
(3) Арочный молоток:
В основном используется для придания формы и изготовления дугообразных заготовок, например, для восстановления или подготовки торцевых крышек валов небольших автомобилей, как показано на рис. 2-c.
(4) Промежуточный молоток:
Используйте промежуточный молоток, чтобы избежать прямого удара молотком по заготовке, как показано на рис. 2-d.
2-d.
Рис. 2 Молоток
(5) Пластиковый молоток с плоской головкой:
В основном используется для обрезки углов коробок и других деталей, как показано на Рис. 2-е.
(6) Кран-молот:
В основном используется для устранения небольших ямок на поверхности заготовки, как показано на рис. 2-f.
(7) Другие виды молотков
В зависимости от необходимости бить молотком головка молотка может иметь различные формы, такие как резиновый молоток, деревянный молоток, медный молоток и т. д., как показано на рис. 2-g.
Рис.2 Hammer
Правильное использование ручного молотка показано на рисунке 3.
Рис.3 Правильное использование ручного молотка
1. Руководство Управление
99999
9 . процесс
Ручная правка выполняется с помощью такого инструмента, как молоток на плоской пластине, наковальня для сверления или слесарные тиски.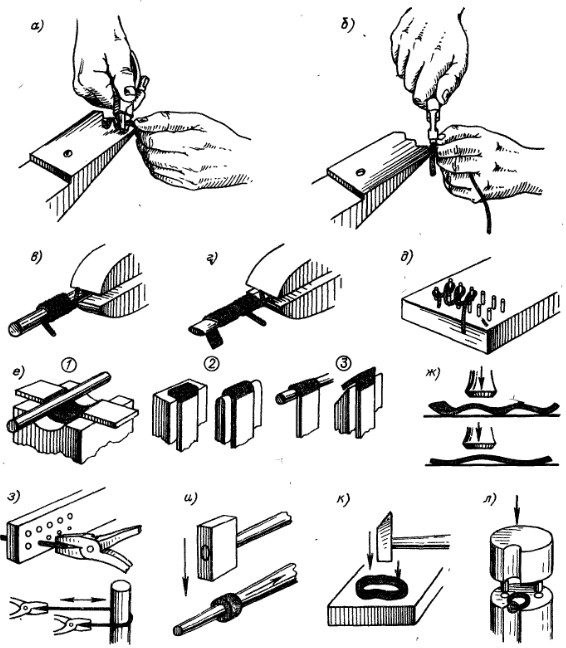
Обычные методы ручного выпрямления включают метод растяжения, метод скручивания, метод сгибания и метод растяжения.
Метод растяжения
Метод растяжения в основном используется, когда середина листа выпуклая, а края волнистые или изогнутые, как показано на рисунке 4.
Рисунок 4 Метод растяжения для правки тонкого металла пластины
Метод скручивания
Метод скручивания используется для исправления деформации полос.
В процессе работы полосы удерживаются в верстачных тисках и скручиваются до первоначальной формы с помощью гаечного ключа, как показано на рис. 5.
Рис. метод гибки используется для выпрямления различных изогнутых стержней и полос, которые изгибаются в направлении ширины.
Метод натяжения
Метод натяжения используется для исправления различных тонких проволок, как показано на рис. 6.
Fig.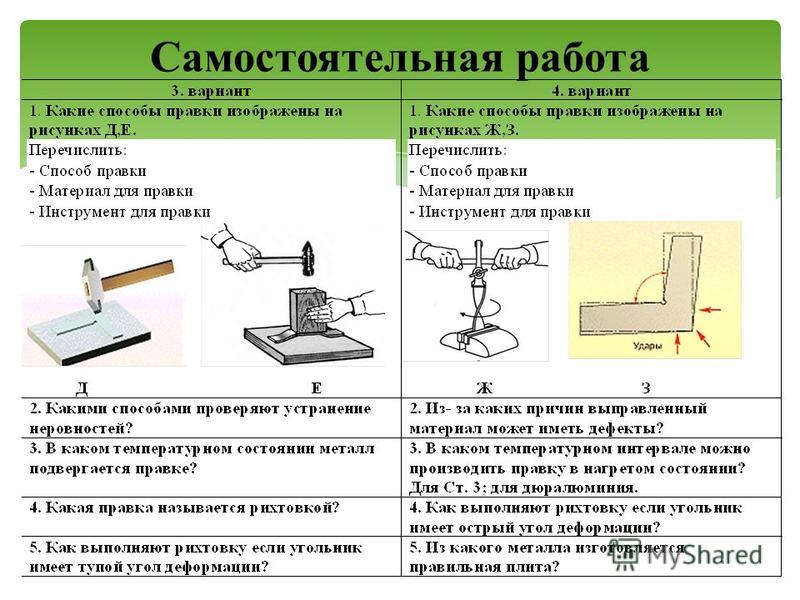 6 Stretch straightening of straight materials
6 Stretch straightening of straight materials
(1) S traightening of the bulging surface
Step 1: The plate convex face of sheet металл должен быть размещен на платформе, лист металла можно держать левой рукой, а молоток можно держать правой рукой.
Шаг 2∶Удар должен начинаться вокруг края листа и постепенно приближаться к центру выпуклой поверхности барабана, как показано на рис. 4.
Шаг 3∶После того, как лист в основном выправлен, следует использовать деревянный молоток для корректирующего удара, чтобы равномерно распределить всю структуру.
(2) S Traightening из края Warpage
Шаг 1: a Wavy Leath Leather Left Left -Left Left -Left Left -Leath -Leath -Leath -Leath. рукой, а молоток можно держать правой рукой.
Шаг 2: Удары начинаются с середины листа и постепенно распространяются, как показано на рис. 7.
7.
Шаг 3: После того, как лист в основном выправлен, с помощью деревянного молотка выполняется корректирующий удар, чтобы равномерно растянуть всю группу.
Figure 7
( 3 ) S traightening of diagonal warpage
Step 1: The warped sheet should be размещенный на платформе, лист металла можно держать левой рукой, а молоток можно держать правой рукой.
Шаг 2: Нарезание резьбы начинается по диагональной линии без коробления, а затем растягивается в обе стороны, чтобы растянуть и исправить, как показано на рисунке 8.
Шаг 3: После того, как лист в основном выправлен, Молоток используется для выполнения регулировочного удара, чтобы равномерно растянуть всю ткань.
(4) Поглаживание и проталкивание выпрямление из листового металла
Как показано на рис.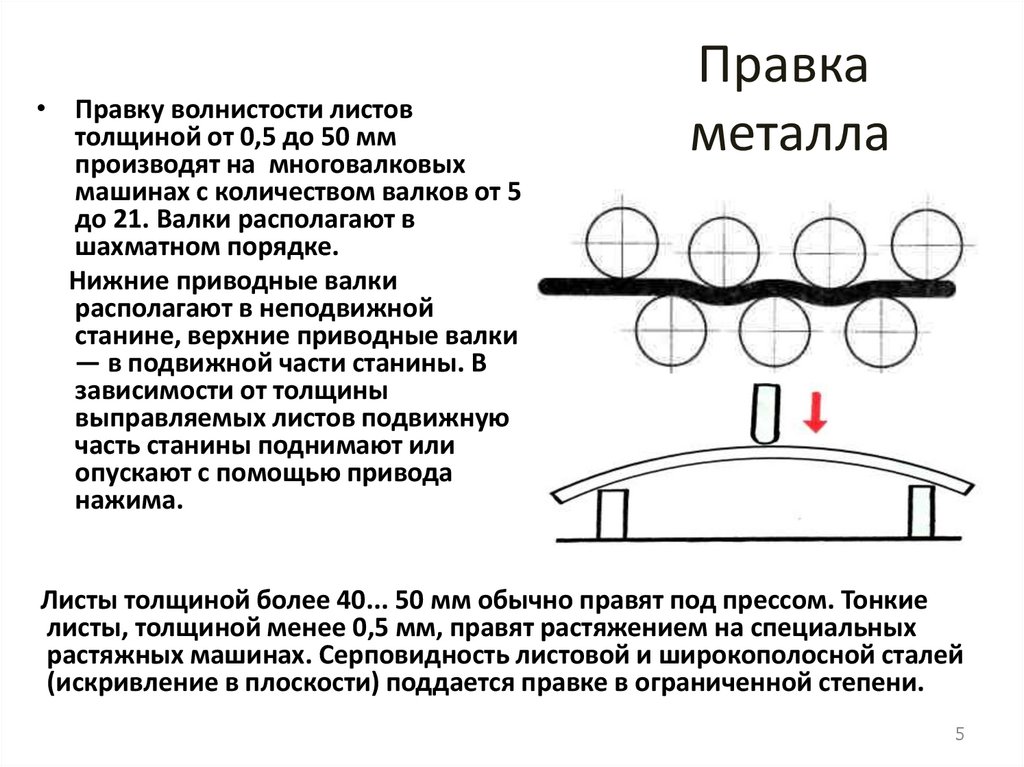 9, с помощью хлопка (утюга) по листу можно укоротить выступающую часть листа, в то время как натянутая часть растягивается под давлением для достижения цели выпрямления.
9, с помощью хлопка (утюга) по листу можно укоротить выступающую часть листа, в то время как натянутая часть растягивается под давлением для достижения цели выпрямления.
Рис.8 Выпрямление диагонального варбата
Рис.9. выпуклый
Как показано на рис. 10, молоток должен сначала выровняться с центром верхнего утюга, затем выполняется правка молотка.
Рис.10 Выправление деформации криволинейной выпуклости
Рука, держащая молоток, не должна быть слишком напряжённой, тогда бить нужно с силой запястья.
Скорость удара около 100 ударов в минуту.
( 6) С выпрямление развальцовка вогнутой поверхности
Как показано на рисунке 11, домкрат должен располагаться немного выше точки удара, которая является более высокой частью неровной поверхности.
Рис. 11 Выпрямление развальцовки вогнутой поверхности
Это позволяет подвергать пластину силе между головкой и острием молотка.
(7) С выпрямление большой вогнутости
Как показано на рисунке 12. средняя часть может быть поднята верхним утюгом, так что первоначальная вогнутость может быть первоначально сброшена.
Затем молоток и верхний утюг используются вместе, чтобы постепенно сплющить часть, которая становится выше со всех сторон, чтобы восстановить первоначальную геометрическую форму.
Рисунок12 Выпрямление большой вогнутой
( 8) S Traightending Traightending . для обрезки деталей с большой кривизной поверхности (высокая выпуклая поверхность), таких как крыло и т. д., их можно сначала нагреть пламенем, затем поднять утюгом и, наконец, отбить и сплющить для достижения первоначальной формы.
Figure 13 Straightening of a large curvature surfaces
( 9) S traightening of small dents
① As shown in Figure 14 , кончик отбойного молотка используется для выравнивания углубления изнутри наружу.
Рис. 14 Выпрямление небольших вмятин
② Как показано на рис. 15, для проникновения в узкое пространство используется строительный стержень, чтобы выровнять углубление.
Этот метод обычно используется для вскрытия ниш дверей, задних крыльев и других закрытых панелей кузова.
Рис.15 Используйте лом, чтобы выковырять углубление
③Как показано на рис. 16, углубление выравнивается с помощью съемника углублений.
Рис.16 Используйте съемник, чтобы выровнять углубление
Он в основном используется для закрытых панелей кузова или складок, недоступных сзади.
④ Тяговый стержень используется для выравнивания углубления, как показано на рис. 17, выступ опускается при постукивании и вытягивании, а углубление поднимается.
Fig.17 Use a pull rod to flatten the depression
(10) straightening of twisted flat steel
Step 1: Hold the flat steel на скамье тиски.
Шаг 2. Удерживая другой конец плоского стального листа гаечным ключом, надавите на плоский стальной лист, скрученный в направлении, противоположном вращению, как показано на рис. 18.
Рис.
Шаг 3: После того, как искажение в основном устранено, для его исправления используется упрочнение.
Шаг 4∶ При штамповке плоская сталь наклоняется, плоская часть опирается на платформу, а скрученная деформированная часть выходит за пределы платформы, как показано на рис. 19.
Рис. 19
Шаг 5∶ молоток, чтобы ударить по части, которая слегка искривлена вверх за пределами платформы, расстояние между точкой удара и платформой примерно в два раза больше толщины листа, и при ударе перемещать плоскую сталь к платформе.
Шаг 6: Поверните на 180° и повторите те же действия до исправления.
(11) Deformation and straightening of angle steel (Figure 20 )
Fig.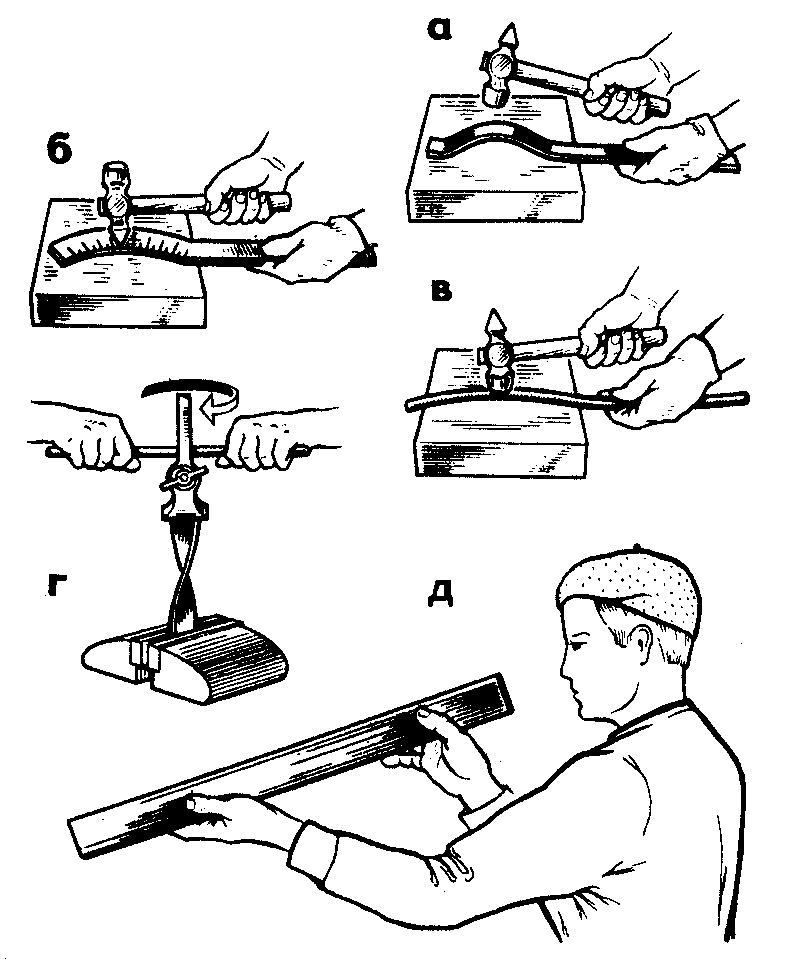 20 Deformation of angle steel
20 Deformation of angle steel
Step 1 : Поместите стальной уголок с внешним загибом и стальной уголок с внутренним загибом на цилиндрическом железном узле или на платформе с отверстиями.
Шаг 2: Согните угол наружу, проткните края двух прямоугольных сторон, проткните внутрь от края, как показано на рис. 21(а).
Для внутреннего угла изгиба необходимо забить основания двух прямоугольных сторон, как показано на рис. 21(b).
Рис. 21 Правка стального уголка
Шаг 3: Зажмите один конец скрученного уголка в тисках.
Шаг 4: Удерживая прямоугольную сторону другого конца стального уголка разводным ключом, закрутите угол в противоположном направлении и немного превысьте нормальное состояние уголка, как показано на рисунке. 22.
Рис.22 Выпрямление перекоса уголка
Шаг 5: Повторите несколько раз, чтобы практически устранить перекос уголка.
( 12) S Trugting из округления стальной деформации из округления стальной деформации из округления стальной деформации . для выпрямления нужно только поместить круглую сталь на платформу так, чтобы выступы были вверху.
для выпрямления нужно только поместить круглую сталь на платформу так, чтобы выступы были вверху.
Рис. 23 Выпрямление деформации круглой стали
С помощью подходящего промежуточного молотка установите круглые стальные выступы, а затем ударьте по верхней части промежуточного молотка для исправления.
(13) S Трайтинг прямоугольный рамный рам. прямоугольной рамы
Когда рама AD и BC со стороны двустороннего явления изгиба, рама может быть возведена на платформе.
Внешний фланец AD обращен вверх, два конца стороны BC амортизированы, а выпуклая точка E забита.
Если все четыре стороны слегка изогнуты, он может пробить выступ наружу или внутрь соответственно.
Когда погрешность размера не слишком велика, необходимо поднять раму и оббить конец более длинной стороны, чтобы сократить общую длину.
Если ∠B и ∠D меньше 90°, можно использовать метод, показанный на рисунке 25 , для расширения точки B молотком.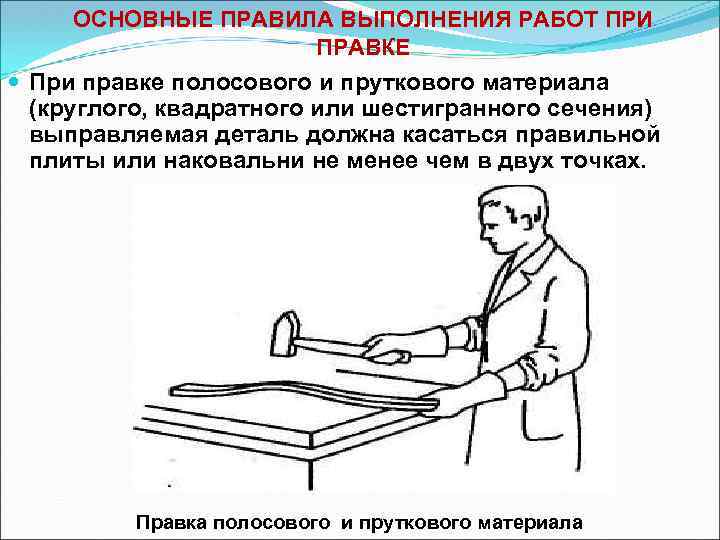
Рис.25
2. Механический Определение Процесс 17 .
Для правки заготовок больших размеров используется специальное оборудование.
Механическая правка – это многократное многократное изгибание стального листа с помощью правильной машины, так что длина стального листа с неравными волокнами стремится быть равной, тем самым достигается цель правки.
(1) M Эханическое выпрямление из листового металла Части
9002 2 Занятия
9002 2.
(2) При необходимости выровняйте деформированные детали из листового металла;
(3) Не держите руками ролик во время работы.
Этапы операции
(1) Механическое выравнивание металлических листов:
Метод выравнивания: Как показано на рис.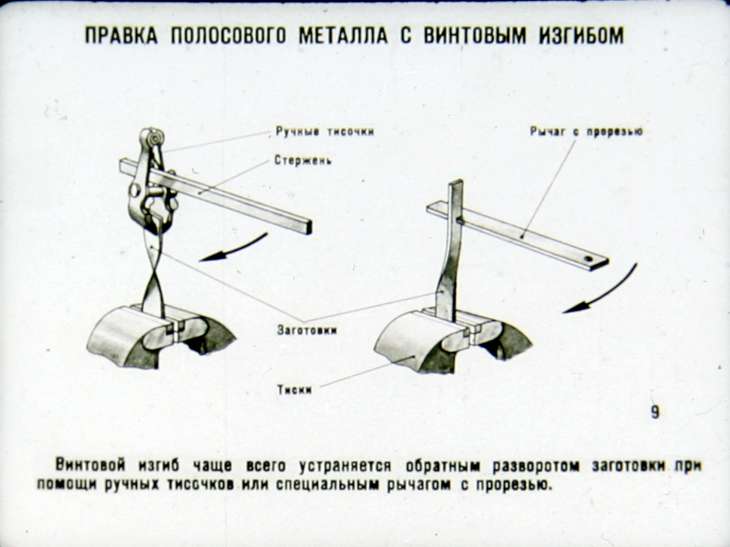 26, зазор между роликами регулируется в соответствии с толщиной листа.
26, зазор между роликами регулируется в соответствии с толщиной листа.
Качество правки зависит от точности ролика.
Рис. 26 Механическое выравнивание листового металла
(2) Прокатка предварительно отформованных заготовок
Метод прокатки: Как показано на рис. 27, ролики под заготовкой сначала заменяются роликами с немного меньшей кривизной, чем ролики над заготовкой.
Затем нижний ролик поднимается с помощью быстроразъемного устройства, при этом заготовка помещается между роликами, а давление нижнего ролика регулируется таким образом, чтобы заготовка могла скользить между роликами при умеренном давлении.
Рис. 27. Прокат предварительно отформованных деталей
Примечание. Полностью прокатан, чтобы избежать местного растяжения.
Используйте шаблон для проверки кривизны заготовки в любое время.
После прокатки деталей из листового металла по очереди в одном направлении заготовку необходимо повернуть на 90°.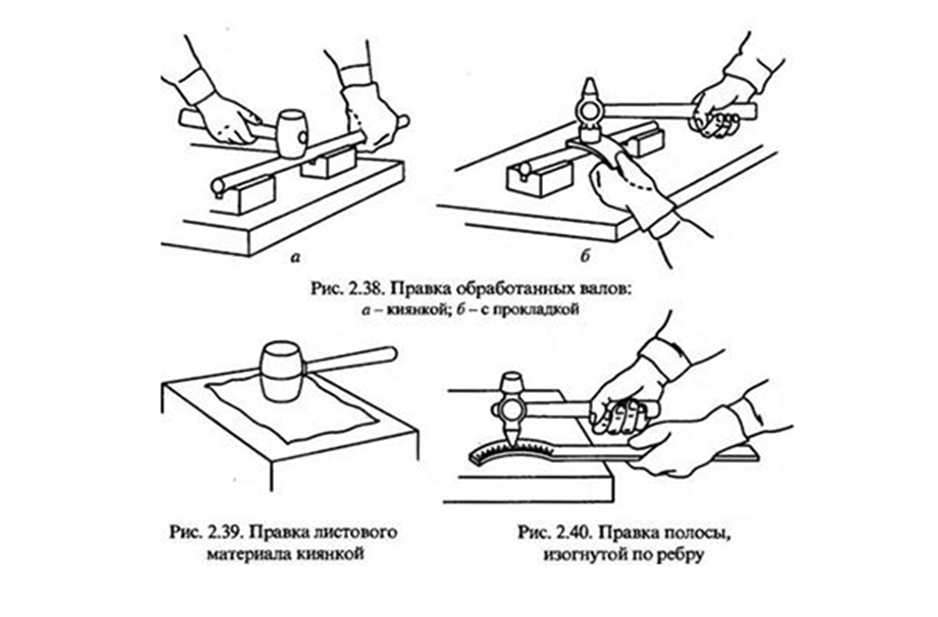
После повторения вышеуказанной операции линия прокатки пересечет исходное направление, как показано на рис. 28.
Рис.0163
Метод прокатки: как показано на рис. 29, направление движения металлической пластины во время прокатки является диагональным по отношению к исходному направлению движения, давление поддерживается постоянным, и она перемещается равномерно, чтобы избежать повторения ряби.
Рис.29
( 4 ) Способ образования для большого листового металла
. во время прокатки больших деталей из листового металла в соответствии с требованиями заготовки, а затем она перемещается вперед и назад на прокатном станке, как описано выше.
Figure 30 Forming method of large sheet metal parts
3. F lame straightening process
Flame straightening is the straightening of deformed steel using the method of local flame heating .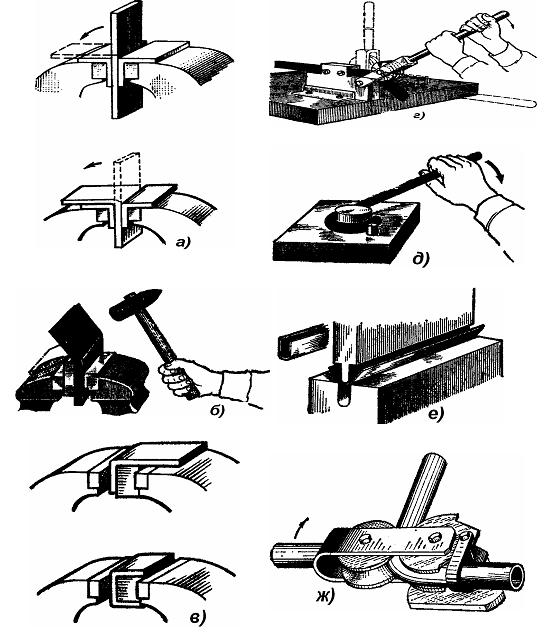
Металлические материалы обладают свойством теплового расширения и сжатия.
Выпрямление пламенем использует эту новую деформацию для исправления исходной деформации.
1. Положение нагрева, уровень энергии пламени и выпрямление
Эффект выпрямления пламени зависит главным образом от положения нагрева и уровня энергии пламени.
Различные положения нагрева могут исправить деформацию в разных направлениях.
Если место выбрано неправильно, оно не только не сможет исправить деформацию, но и сделает деформацию более сложной и серьезной.
2 . Метод нагрева
(1) Точечный нагрев: область нагрева представляет собой точку в форме круга с определенным диапазоном диаметров, поэтому она называется точечным нагревом, как показано на рис. 31а.
(2) Линейный нагрев: площадь нагрева является линейной в определенном диапазоне, поэтому он называется линейным нагревом, как показано на рис. 31b.
31b.
(3) Треугольный нагрев: Метод нагрева, при котором область нагрева имеет треугольную форму, называется треугольным нагревом, как показано на рис. 3-30c.
Рис.31 Способ нагрева
3. Пламенная правка
- Пламенная правка центральной выпуклой заготовки
Шаг 1: Листовой металл размещается на платформе и прижимается к плате зажимами.
Шаг 2: Выпуклость можно нагреть точечным нагревом, как показано на рис. 32(а).
Объяснение: Можно также использовать линейный нагрев, как показано на рис. 32 (b).
Этап 3 : После выравнивания зажимы постучите молотком в горизонтальном направлении, чтобы освободить зажимы и вынуть листовой металл.
Рис.32 Газовая правка центральной выпуклой заготовки
- Газовая правка волнистых краевых заготовок
Шаг 1: Используйте зажимы, чтобы прижать лист к платформе с трех сторон, и не зажимайте сторону, где сосредоточена волнообразная деформация, как показано на рис.