Содержание
Как правильно класть сварочный шов: разновидности, возможные ошибки
Содержание:
- Виды сварок
- Разновидности сварных швов
- Подготовка
- Возбуждение дуги
- Положение электрода
- Движения электродом
- Включения
- Выбор инвертора
- Возможные ошибки
- Интересное видео
Сварка — самый популярный способ соединения металлических изделий. Но, часто применяемый, не значит простой. Науке, как правильно класть шов сваркой, нужно учиться так же, как и другим. Несложно приобрести теоретические знания и даже получить удостоверение об окончании профильного обучения. При первом опыте выясняется, что не всегда можно выполнить красивый сварочный шов.
Опытные мастера знают, как правильно наносить сварочный шов. Но, и они могут столкнуться с нештатной ситуацией, поскольку техника в сварном деле идет вперед и промышленность выпускает более современное оборудование. Следует постоянно повышать свою квалификацию и осваивать новые методы, как правильно делать шов сваркой.
Но, и они могут столкнуться с нештатной ситуацией, поскольку техника в сварном деле идет вперед и промышленность выпускает более современное оборудование. Следует постоянно повышать свою квалификацию и осваивать новые методы, как правильно делать шов сваркой.
Виды сварок
Разные виды сварок отличаются друг от друга способом воздействия на соединяемые материалы.
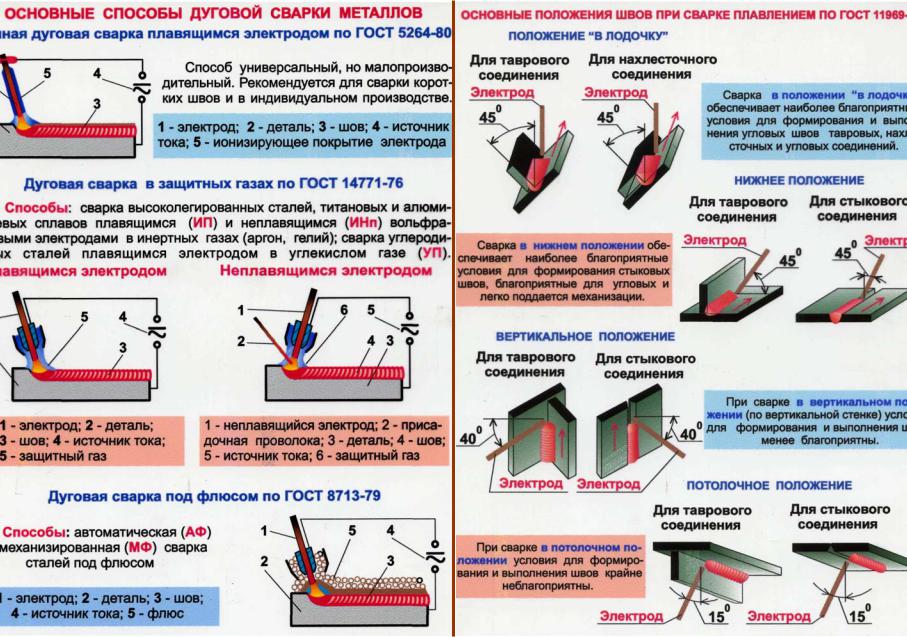
- Дуговая. Самый часто применяемый вследствие его простоты способ. При дуговой сварке в качестве плавящего инструмента используют электрод. С помощью него возбуждается дуга и удерживается на всем протяжении процесса сварки. Электрод выбирают в зависимости от марки металла, а его диаметр — от ширины сварного шва.
- Газовая. Источником тепла при газовой сварке выступает горелка. Из нее действием сильного давления выходит пламя, которое образовалось при горении смеси, состоящей из горючего газа типа ацетилена и кислорода.
- Полуавтоматическая.
 Используется механический прибор — полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.
Используется механический прибор — полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом. - Автоматическая. В отличие от полуавтоматики весь процесс проводится сварочным аппаратом. Необходима только настройка автомата для конкретной операции.
- TIG сварка. Популярностью пользуется у профессионалов. Привлекает ее универсальность и возможность сваривать металл разной толщины.
 Используется механический прибор — полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.
Используется механический прибор — полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.Независимо от того, какой вид сварки применяется, правильный сварочный шов получится в результате соблюдения требований технологического процесса, проведения подготовительных работ, выполнении рекомендаций.
Разновидности сварных швов
Как правильно делать сварочный шов во многом зависит от его вида.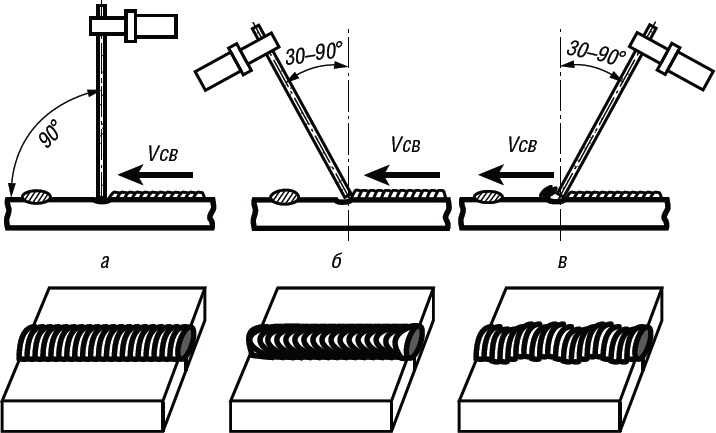
Геометрические параметры шва включают в себя его ширину, протяженность, глубину залегания, размер выпуклости. Красивые сварные швы могут получиться только при удачном подборе его параметров для каждого конкретного случая.
Стыковые швы получаются при обычном соединении поверхностей металла или их торцов. Много времени для такого процесса не требуется. Потребление металла также является минимальным. При соединении тавровым способом в результате получается конструкция, имеющая вид перевернутой буквы «Т».
Достоинством метода является то, что с его помощью возможно соединение элементов, имеющих значительную разницу в ширине. Использование установки «лодочкой» делает процесс сварки более удобным и уменьшает вероятность появления дефектов. Обычно такое соединение осуществляется за один проход.
Угловое соединение обычно выполняется под прямым углом, но возможны и небольшие отклонения от этой величины. Более прочным соединение получается при проварке с двух сторон.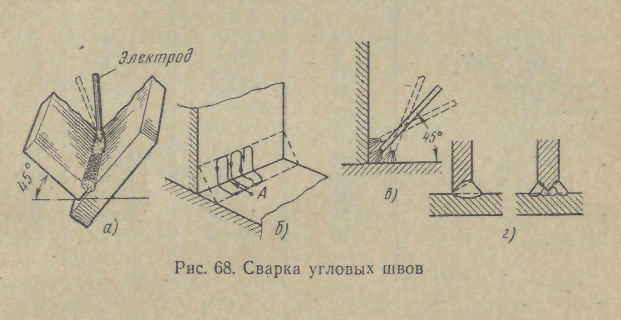 Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Важным моментом, как правильно класть сварочный шов, является удачный выбор скоса кромок. Имеются различные варианты. Кроме того, возможно соединение без скоса кромок, например, при способе внахлест.
Подготовка
Значительным по своей важности моментом, как сделать красивый шов при сварке, является правильное проведение подготовительных работ. Поскольку процесс сопровождается появление огня, необходимо вдумчиво подготовить рабочее место сварщика, выполняющего работу. Обеспечить его защитной одеждой и маской. Около места проведения работ не должны находиться легковоспламеняющиеся предметы и материалы.
Свариваемое изделие необходимо очистить от загрязнений, пыли, остатков на его поверхности пятен краски, жира и масла. Кроме механического воздействия допустимо применение растворителей или спирта.
Если используется сварочное оборудование, то следует предварительно проверить его работоспособность.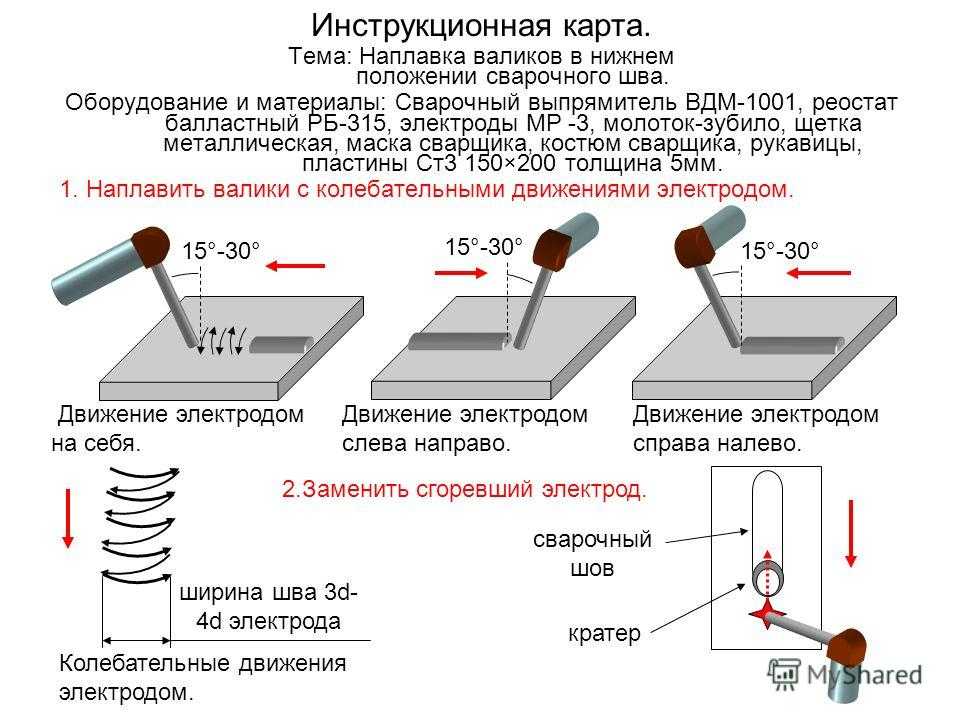 Затем выбрать режим и выставить необходимые параметры. При неисправности прибора его эксплуатация строго запрещена.
Затем выбрать режим и выставить необходимые параметры. При неисправности прибора его эксплуатация строго запрещена.
Возбуждение дуги
Одним из основных моментов, как правильно варить сваркой швы, является грамотное возбуждение дуги. Следует выбрать один из известных способов. Первый из них заключается в том, что, держа электрод в руке, его кончиком прикоснуться к металлу и отвести быстро назад на расстояние 2-4 миллиметра. Промедление грозит прилипанием электрода к металлу. Результатом станет появление дуги. Если этого не произошло, следует повторить попытку.
Другой способ заключается в том, что быстрым движением провести электродом по поверхности металла и сразу приподнять его на несколько миллиметров. Одним из секретов, как правильно накладывать сварочный шов, является поддержание во все время процесса сварки короткой дуги. Это обеспечит плавность сваривания и получения качественного шва с хорошим внешним видом. Однако, при чересчур короткой дуге возможно прерывание процесса, что вызовет появление дефекта в виде кратера. Для продолжения работы кратер необходимо заварить.
Для продолжения работы кратер необходимо заварить.
Бесконтактный способ возбуждения дуги возможен при использовании осциллятора. Он служит дополнением к главному сварочному аппарату. Для возбуждения дуги электрод следует приблизить к металлической поверхности на расстояние порядка 5-ти миллиметров. Затем следует нажать соответствующую кнопку на осцилляторе и дождаться появления сварочной дуги.
Положение электрода
Знание, как класть сварочный шов, начинается с умения выбрать нужное положение электрода. Иначе, может произойти ситуация, при которой произойдет шлакование шва, что не пойдет на пользу его качеству.
Существует три варианта положения электрода при сварке. Первые два предполагают его наклон в разные стороны в одинаковых пределах, а третий происходит под прямым углом.
Способ «углом вперед» подразумевает движение вперед от сварщика. Он подходит для сваривания нетолстых металлов в вертикальном и горизонтальном положениях. При «угле назад» движение осуществляется по направлению к сварщику. Удобно применять на коротких дистанциях для сваривания стыковых и угловых швов. В труднодоступных местах используется положение угла 90 градусов. Это несколько сложнее, но решает вопрос со сваркой потолочного шва.
Удобно применять на коротких дистанциях для сваривания стыковых и угловых швов. В труднодоступных местах используется положение угла 90 градусов. Это несколько сложнее, но решает вопрос со сваркой потолочного шва.
Движения электродом
Идеальный сварочный шов, вернее приближение к нему, возможен при удачном выборе способа движения электрода при сварке. Самые обычные движения — по оси электрода и вдоль оси шва. Но простое перемещение по заданному направлению не принесет желанного результата. При этом будет получен узкий нитевидный шов. Его можно использовать в качестве первого шва при многопроходной сварке.
Для получения нужного эффекта движения должны носить колебательный характер. Это обеспечит получение шва нужной ширины, хороший прогрев не только корня шва, но и его кромок.
Траектории, по которым происходит колебательное поперечное движение:
- зигзаг;
- петля;
- ломанная линия;
- елочка или треугольники;
- полумесяц;
- серп.

Все движения выполняют поперек направления сварного шва.
Ломанную линию используют, когда предстоит сварка металлических листов встык в нижнем положении. Полумесяц выбирают для стыковых и угловых швов. Перед сваркой елочкой необходимо предварительно сделать наплавку небольшой поверхности, на которой она будет держаться. Простая техника ведения электрода елочкой состоит в том, что, передвинув его в горизонтальном направлении, поместить затем чуть выше в середину шва.
Движения полумесяцем могут применяться при ТИГ сварке. При этом ширина шва будет большой, но ее можно контролировать при самом процессе сварки. Поперечные движения полумесяцем гарантируют хорошую проварку кромок деталей.
Применение петли обеспечивает красивые соединения при сварке тонких металлов. Цепочка петель должна быть непрерывной. Применение петлеобразных движений оправдано, когда необходимо хорошо прогреть края шва. Особенно это важно, когда происходит сварка деталей из высоколегированной стали. Амплитуду возвратно-поступательных движений выбирают в зависимости от необходимой ширины шва.
Амплитуду возвратно-поступательных движений выбирают в зависимости от необходимой ширины шва.
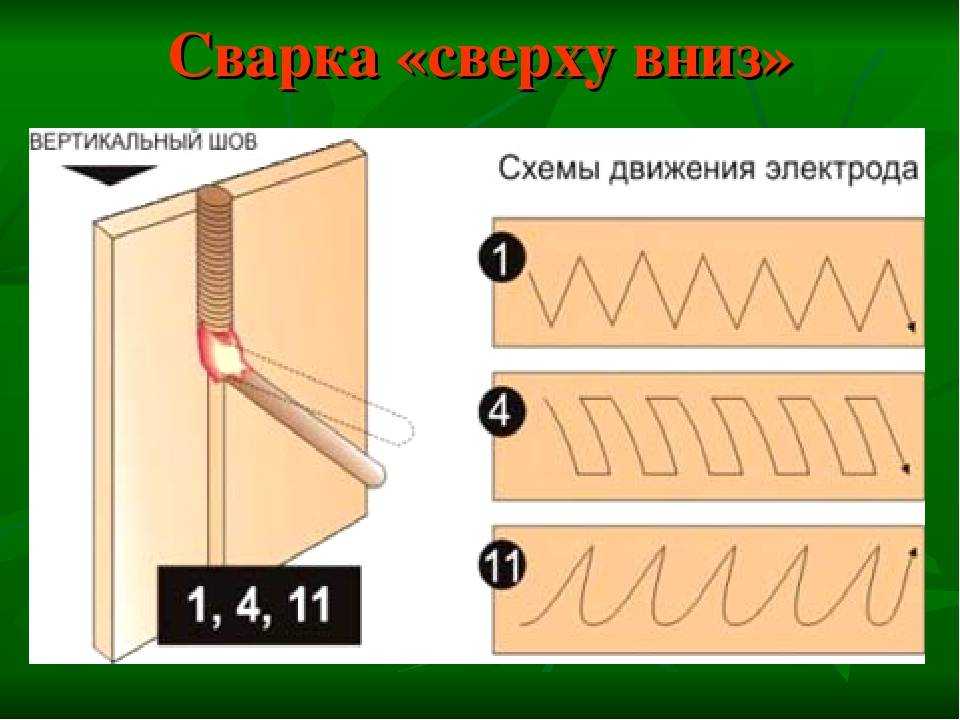
Выбор схемы движения для решения задачи, как сделать красивый сварочный шов, зависит от его положения в пространстве. Швы бывают горизонтальными и вертикальными. Горизонтальный шов, расположенный наверху, называется потолочным. Он является самым трудным для выполнения, поскольку сварщик должен долго находиться в неудобной позе. Горизонтальный шов можно выполнять двумя способами — движениями налево или направо.
При сварке в вертикальном направлении направление движения шва — снизу вверх. Создание вертикального шва является более трудным, чем горизонтального, поскольку происходит интенсивное стекание вниз расплавленного металла. Если вести движение сверху вниз, то капли металла при застывании образуют твердую преграду для продолжения шва. Сварку вертикального шва следует вести при короткой дуге.
Включения
Посторонними включениями называют полости внутри шва, заполненные шлаком, флюсом, оксидом, инородным металлом.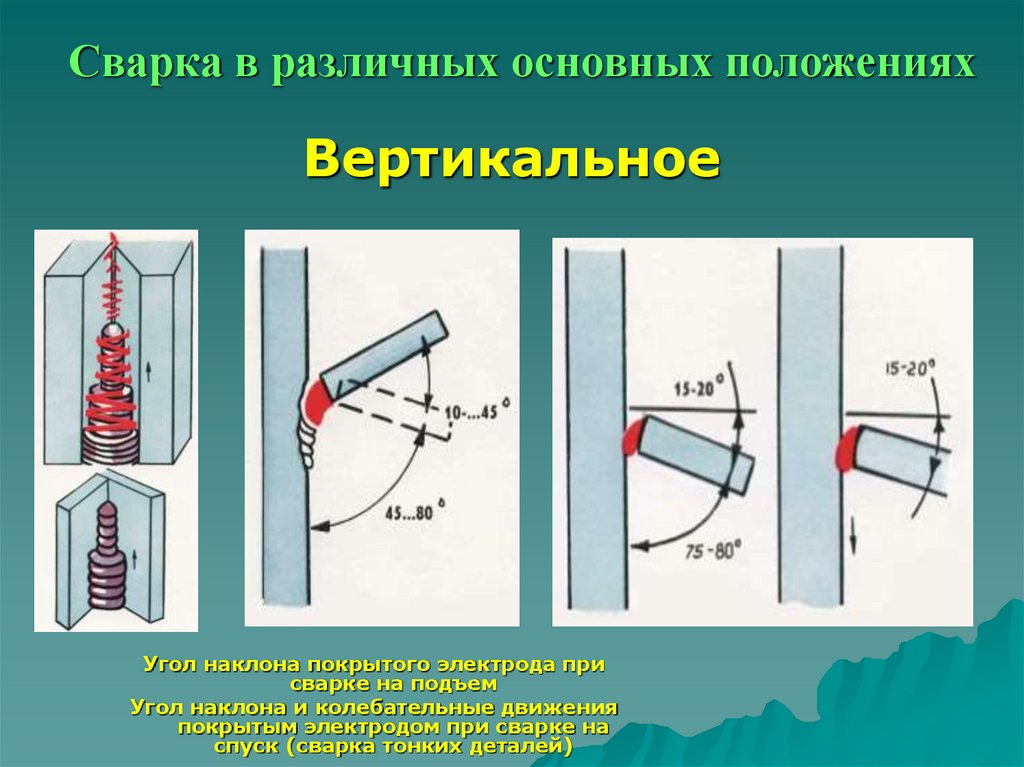
При попадании в сварочный шов частиц шлака образуется дефект, называемый шлаковыми включениями. Сварочный шов шлакуется при недостаточно хорошей зачистке кромок и сварочной проволоки от загрязнений и оксидов. К другим причинам, почему шлакуется сварочный шов, относятся: сварка длинной дугой, маленькое значение тока, слишком большая скорость процесса сварки. Если осуществляется многопроходный шов, то шлаки могут попадать внутрь при отсутствии зачистки предыдущих слоев.
Шлаковые сечения уменьшают площадь поперечного сечения шва, что приводит к уменьшению прочности.
Флюсовые включения возникают в результате того, что гранулы флюса не успели раствориться в жидком металле и не всплыли на его поверхность. Чтобы предотвратить эту ситуацию, необходимо использовать флюс высокого качества и предотвратить непреднамеренное попадание его в сварочную ванну. Инородные тела могут попасть в сварочную ванну случайно.
Выбор инвертора
Правильный сварной шов получится при выборе оборудования, подходящего для конкретных условий сварки. Сварочный инвертор — надежный компактный аппарат, отличающийся простотой применения. Характеристики позволяют генерировать ток разной величины, что делает возможным сварку деталей различной толщины и разные марки металлов. Существует автоматическая система отключения при перепадах напряжения сети, перегреве и слишком продолжительном времени работы.
Сварочный инвертор — надежный компактный аппарат, отличающийся простотой применения. Характеристики позволяют генерировать ток разной величины, что делает возможным сварку деталей различной толщины и разные марки металлов. Существует автоматическая система отключения при перепадах напряжения сети, перегреве и слишком продолжительном времени работы.
Одной из важных характеристик при выборе инвертора является его мощность. В инструкции по эксплуатации указывается срок беспрерывной работы конкретной модели. Дополнительные опции делают работу с ним более удобной.
Возможные ошибки
Советы профессионалов помогут узнать, как получить надежные и красивые сварочные швы и как правильно их варить. К основным ошибкам, не позволяющим получить качественный шов, относятся:
- Слишком быстрое перемещение электрода. В результате шов получается неровным.
- Чрезмерно маленькая скорость ведения электрода. Образуются прожоги, которые являются серьезным дефектом и в ответственных конструкциях недопустимы.
- Неправильно выдержанный угол наклона электрода. Он должен находиться в пределах от 30 до 60 градусов. При выходе за эти значения нарушается ровность шва.
- Сваривание металлов разных марок, имеющих сильно отличающиеся характеристики, в частности, температуру плавления. Когда один металл уже расплавился, а второй еще только слабо нагрелся, то сваривание произойти не может. Появляются трещины, подлежащие ликвидации.
- Работа с влажными электродами. Перед началом сварки их необходимо просушить или даже прокалить. Влажность вызывает неравномерное горение дуги.
- Неправильно выбранные режим сварки, тип электрода, величина тока.
- Слишком большая или маленькая длина дуги.
- Использование сварочного оборудования с просроченным сроком поверки.
- Недостаточное прогревание кромок. Для этого необходимо подобрать поперечные колебательные движения, размах которых соответствует ширине шва.
- Большой зазор между деталями может вызвать усадочную раковину.

Красивые сварочные швы не могут быть получены при наличии в них пор. Существует много причин их появления в сварочном шве:
- недостаточная зачистка кромок, оставление на них грязи, ржавчины, окалин;
- большое содержание влаги на кромках и электроде;
- наличие в зоне сварки сквозняков;
- некачественные электроды;
- большая разница в химическом составе основного и присадочного материалов.
Со временем приходит опыт, как правильно вести сварочный шов. В этом заключается мастерство сварщика, профессия которого является востребованной и престижной.
Интересное видео
Сварочный шов — как правильно накладывать швы?
0
Опубликовано: 29.05.2017
Накладывать правильный и качественный сварочный шов можно с легкостью научиться самостоятельно. Электрическая или дуговая сварка, рассчитанная на начинающих мастеров, подразумевает первоначальное обучение формированию данных соединений неразъемного типа. Начинать следует с самого простого, постепенно переходя к более сложным соединениям, когда удастся накопить достаточное количество опыта.
Электрическая или дуговая сварка, рассчитанная на начинающих мастеров, подразумевает первоначальное обучение формированию данных соединений неразъемного типа. Начинать следует с самого простого, постепенно переходя к более сложным соединениям, когда удастся накопить достаточное количество опыта.
Оглавление:
- Подготовка к сварным работам
- Технология проведения работ
- Основы сварки с помощью электрической дуги
- Сварочный шов: как перемещать электрод?
- Сварка трубопроводов: особенности технологии
Подготовка к сварным работам
Для выполнения сварных соединений обязательно осуществляется подготовка соответствующего оборудования. Чтобы работать электрической дуговой сваркой, необходимо взять следующие инструменты и материалы.
- Непосредственно само сварное оборудование, которое бывает разного типа.
- Электроды необходимого диаметра — он обычно зависит от того, какая толщина соединяемых элементов.
- Специальный заостренный молоток, которым будут сбивать шлак.
- Металлическая щетка для зачистки участка металла, где формируется сварной шов.
Технология проведения работ
Чтобы правильно класть расплавленный электрод на формируемый сварочный шов, следует принимать во внимание, что сварка является не слишком простой и безопасной технологией. Прежде всего здесь подразумевается использование высокой температуры, которая должна превышать температуру плавления стали.
Под ее непосредственным воздействием осуществляется расплавление основного металла и электрода. Соответственно, возникает так называемая сварная ванна, где смешиваются металлы заготовок и электрода, в результате чего образуется сварное соединение или шов.
Размер сварной ванны напрямую зависит от того, какие были выставлены настройки на оборудовании, местоположения в пространстве, скорости, с какой перемещается электрод, зазора между свариваемыми элементами.
 Формирование правильного сварного шва подразумевает среднюю ширину соединения — от 4 до 30 мм, в зависимости от толщины заготовок.
Формирование правильного сварного шва подразумевает среднюю ширину соединения — от 4 до 30 мм, в зависимости от толщины заготовок.Основы сварки с помощью электрической дуги
Чтобы сделать надежное сварное соединение и правильно положить расплавленный материал электрода, необходимо пристальное внимание уделить началу проведения работ. Лучше всего начинать осваивать данную работу под присмотром опытного сварщика, который позволит избежать наиболее типичных ошибок и посоветовать в случае необходимости.
Соединяемые между собой детали должны быть жестко закреплены. В связи с тем, что работа производится при высокой температуре, необходимо предусмотреть все меры, касающиеся противопожарной безопасности. Поблизости от себя необходимо установить ведро с водой. Не следует выполнять работы на основании из древесины.
Не следует выполнять работы на основании из древесины.
Заземляющий зажим закрепляют на свариваемых элементах. Перед этим следует внимательно проверить качество его изоляции. Если она повреждена, пользоваться данным кабелем не следует. Кроме того, он должен быть надежно закреплен в специальном зажиме.
Грамотно выбранные настройки оборудования позволяют накладывать электрод плавно и равномерно, за счет чего производится наплавление металла на свариваемые элементы.
Такой зазор придется выдерживать в течение всего времени работы. Если все было сделано правильно, электрод начнет постепенно расплавляться и выгорать, поэтому его придется медленно подводить к заготовкам, сохраняя тем самым требуемое расстояние. Ближе подводить его не следует, так как он может прилипнуть. Если дуга не возникла, придется увеличивать силу тока на оборудовании.
Сварочный шов: как перемещать электрод?
Перемещать электрод при производстве сварных работ следует по одной из трех траекторий.
- Поступательное — электрическая дуга направляется вдоль оси соединяемых элементов. Это позволяет не только поддерживать ее постоянное горение, но и формировать довольно тонкий и прочный сварной шов.
- Продольное — позволяет обеспечить получение ниточного шва различной высоты, которая будет напрямую зависеть от того, с какой скоростью происходит перемещение электрода. По сути, соединение получается весьма прочным, но для его усиления придется совершать некоторые поперечные движения.
- Поперечное — обеспечивает формирование требуемой ширины сварного соединения. Оно подразумевает выполнение колебательных движений. Ширина шва выбирается на основе толщины соединяемых элементов, их размеров и ряда других параметров.
Обычно при проведении работ применяют все эти движения, которые при сочетании друг с другом образуют конкретную траекторию. Она обычно своя у каждого сварщика. В принципе сама по себе траектория не слишком важна, главное, чтобы кромки заготовок были как можно лучше проплавлены и, соответственно, получился шов с заранее заданными параметрами.
Сварка трубопроводов: особенности технологии
Стоит отметить, что сварка подразумевает формирование не только горизонтальных, но и вертикальных швов, что позволяет сваривать в том числе и промышленные трубопроводы, которые нуждаются в выполнении наиболее качественного соединения. В связи с этим к таким работам допускаются только опытные сварщики, имеющие все необходимые документы, свидетельствующие об их высокой квалификации.
Сергей Одинцов
tweet
Отличия сварки швом от шва
Качество готового изделия из конструкционной стали зависит от качества сварного шва, который скрепляет его. Для инженера важно не только определить правильный сварной шов, но и технику сварки. Это может быть немного сложнее.
Это может быть немного сложнее.
Два метода: швы и стежки
Как правило, инженеры и сварщики могут выбрать один из двух методов сварки в проекте; шовная сварка и стыковая сварка. Оба часто взаимозаменяемы, и многие часто путаются в различиях между ними. Оба метода используют тепло для расплавления и соединения металла. Это изменяет свойства металла и вызывает расширение и сжатие.
Именно здесь необходимо выбрать правильную технику сварки.
Оба сварных шва имеют разные прочностные характеристики и используются для разных целей. Выбор правильного сварного шва может означать разницу между неисправным соединением и долговечным сварным швом.
Как правило, проектировщик сам решает, требуется ли в проекте стыковая или стыковая сварка. Прочность, необходимая для соединения, для чего будет использоваться изготовленное изделие, и другие аспекты конструкции будут учитываться при принятии решения об использовании сварного шва. Инструкции по сварке будут помещены на производственный чертеж. Это сообщает сварщику, среди прочего, использовать ли шовную или стежковую сварку при выполнении проекта.
Это сообщает сварщику, среди прочего, использовать ли шовную или стежковую сварку при выполнении проекта.
Сварка стежков
Сварка стежков прерывистая. Он включает в себя инициирование сварки, сварку части длины соединения, прекращение сварки, а затем повторный запуск вдоль соединения на заданном расстоянии от предыдущего сварного шва. Это можно сделать как для угловых, так и для плоских швов.
Сварка стыковым швом (прерывистая сварка) может использоваться для ограничения количества тепла, передаваемого детали, поскольку большое количество тепла может вызвать деформацию детали. Высокая температура также может негативно повлиять на химические и механические свойства материала. С помощью шовной сварки эти отрицательные эффекты могут быть ограничены.
Это также означает, что используется меньше присадочного металла, что экономит деньги, и сварка обычно выполняется за меньшее время, чем если бы она была непрерывной. Сокращение времени сварки ускоряет процесс изготовления.
Шовная сварка имеет некоторые недостатки. Когда общая длина сварного шва уменьшается, это часто сопровождается снижением прочности сварного соединения. Кроме того, участки сварного соединения, которые остаются несваренными, могут иметь форму щели. В этой щели могут скапливаться посторонние материалы, которые могут увеличить скорость коррозии основного материала.
Шовная сварка
Шовный шов представляет собой непрерывный шов вдоль стыка. Это также может быть сделано как для угловых, так и для плоских сварных швов.
Часто встречается при сварке труб или труб. Шовная сварка надежна и более долговечна из-за большой площади поверхности, соединяемой сварным швом. Сварка швов обеспечивает чрезвычайно прочный сварной шов, потому что соединение выковано из-за приложенного тепла и давления.
Полурасплавленные поверхности прижимаются друг к другу давлением сварки, что создает соединение плавлением, в результате чего получается однородная сварная конструкция. Правильно сваренное соединение, образованное контактной сваркой, легко может быть прочнее материала, из которого оно выполнено.
Правильно сваренное соединение, образованное контактной сваркой, легко может быть прочнее материала, из которого оно выполнено.
Шовная сварка обычно используется по умолчанию для большинства применений, поскольку она сводит к минимуму искажения и экономит немного денег, но бывают случаи, когда шовная сварка дает лучший результат.
Изготовитель металлоконструкций на заказ, такой как Swanton Welding, может разработать ваш проект и обеспечить надлежащие сварные швы, чтобы сделать его успешным. Swanton Welding имеет опыт работы с несколькими типами методов сварки. Если у вас есть производственный проект или вам нужны индивидуальные решения для изготовления, позвоните нам сегодня по номеру 419.-826-4816.
Все, что вам нужно знать
5 июля 2022 г.
Когда вы занимаетесь сваркой, вы должны знать, какие существуют типы сварных швов. Шовная сварка — это один из тех типов сварки, с которыми люди не слишком хорошо знакомы.
В этой статье вы не только познакомитесь со шовной сваркой, но и узнаете все, что нужно знать о процессе шовной сварки, приемах и видах сварки.
Перед этим давайте кратко ознакомимся с тем, что такое шовная сварка.
Что такое сварной шов?
Шовная сварка представляет собой процесс контактной сварки, при котором два или более перекрывающихся металлических листа постепенно соединяются путем локального плавления. Этот сплав осуществляется вдоль сустава благодаря работе двух циркулирующих электродов.
Медные электроды прикладывают давление к намеченной точке контакта между двумя металлическими листами для получения идеальных швов. Это создаст относительно высокое сопротивление протеканию электрического тока между обоими листами, выделяя тепло. В результате выделяемого тепла происходит сплавление и создается шов сварного шва.
Сварные швы производятся вращательным движением двух электродов вместо обычных электродов с наконечниками.
Анатомия шовной сварки
Шовная сварка представляет собой сплавление одинаковых или разнородных металлических листов по шву. Этому способствует применение нагревательного тепла от сопротивления электрического тока. Этот популярный тип контактной сварки прост в эксплуатации и дает несколько случаев перекрытия.
Процесс контактной шовной сварки в первую очередь приводит к образованию двух различных типов сварных швов вблизи кромки (шва) двух перекрывающихся металлических листов; прерывистый/стежковый шов и непрерывный шов (об обоих типах вы узнаете позже в этой статье).
При этом способе сварки роликовые электроды направляются к соединяемым листам металла. Обе заготовки помещаются под давление, и через них пропускают электрический ток. Как объяснялось ранее, этот процесс будет выделять тепло, расплавляя оба металлических листа. Это иногда называют «точечной сваркой», потому что все действия происходят в одном месте.
Меры предосторожности при сварке устойчивым швом
Перед тем, как приступить к сварке швов для вашей компании или проектов «сделай сам», необходимо принять следующие меры предосторожности:
Как и в любом другом процессе, в котором используется электрический ток, вы должны быть особенно осторожны с величиной тока, который вы подаете на свои заготовки.
Когда подаваемый ток слишком высок, точка контакта между металлическим листом и электродом становится слишком горячей и опасной.
Промывка зоны сварки водой может помочь уменьшить выделение слишком большого количества тепла. Это также помогает поддерживать охлаждение роликов во время сварки.
Всегда следите за скоростью сварки.
Техника шовной сварки
Шовная сварка выполняется с использованием различных технологий. В этом разделе вы узнаете о трех важных способах выполнения этого типа сварки.
Чтобы вы быстро поняли концепцию каждой техники, давайте рассмотрим их по отдельности, а не вместе.
Три метода сварки:
Сварка контактным швом
Сварка контактным швом является наиболее распространенным методом шовной сварки, который является разновидностью контактной точечной сварки. Основное различие в электрическом сопротивлении заключается в том, что электроды приводятся в действие двигателем по сравнению со стационарным стержнем при контактной точечной сварке.
Этот метод сварки подходит для изготовления металлов, так как он позволяет свободно протекать электрическому току через металлические листы для сращивания, пока они удерживаются на месте механическим усилием. Как и при других видах сварки, контактная шовная сварка приводит к сплавлению в точке контакта обоих металлических листов.
Это происходит потому, что точка контакта представляет собой место с самым высоким сопротивлением электрическому потоку, выделяющее больше тепла, чем другие металлические детали. Тепло, выделяемое электродами с электроприводом, создает непрерывный сварной шов, поскольку металлические листы помещаются между ними. Это приводит к негерметичному сварному шву или сварному шву сопротивления качению.
Тепло, выделяемое электродами с электроприводом, создает непрерывный сварной шов, поскольку металлические листы помещаются между ними. Это приводит к негерметичному сварному шву или сварному шву сопротивления качению.
Типы контактной шовной сварки
Существует два основных типа контактной шовной сварки. В одном процессе может использоваться прерывистое движение, когда скорость ролика заранее не определена, в то время как в другом способе может использоваться непрерывное движение, когда скорость электродного ролика задается заранее до подачи тока.
Изображение машины для шовной сварки от Spot Weld, Inc.
Оба типа шовной сварки сопротивлением имеют свое значение и индивидуальный вклад в ваш проект. Ниже приводится исчерпывающее объяснение отличительных особенностей как прерывистой, так и непрерывной шовной сварки сопротивлением.
Сварка с прерывистым швом
При сварке с прерывистым или стежковым швом сварной шов создается в стратегических точках, а не продолжается по прямой линии. Эта шовная сварка сопротивлением лучше всего подходит для соединения толстых металлов, когда непрерывный шов не применяется.
Эта шовная сварка сопротивлением лучше всего подходит для соединения толстых металлов, когда непрерывный шов не применяется.
Эта шовная сварка является практичным способом уменьшить ненужное воздействие сильного тепла. Кроме того, прерывистая шовная сварка дает вам преимущество в меньшем расходе присадочного материала, что снижает затраты.
Преимущества процесса прерывистой шовной сварки
- Этот процесс занимает меньше времени, поскольку требует меньше усилий, чем непрерывная шовная сварка.
- Повышение производительности и ускорение сварки благодаря сокращению времени сварки.
С другой стороны, сварка прерывистым швом имеет некоторые недостатки, на которые стоит обратить внимание. Из-за короткого общего времени сварки прочность точки сварки относительно низкая. Это может стать серьезным препятствием при работе с проектами, в которых прочность сварного шва важнее времени завершения.
Непрерывная шовная сварка
Непрерывная шовная сварка полностью противоположна прерывистой шовной сварке.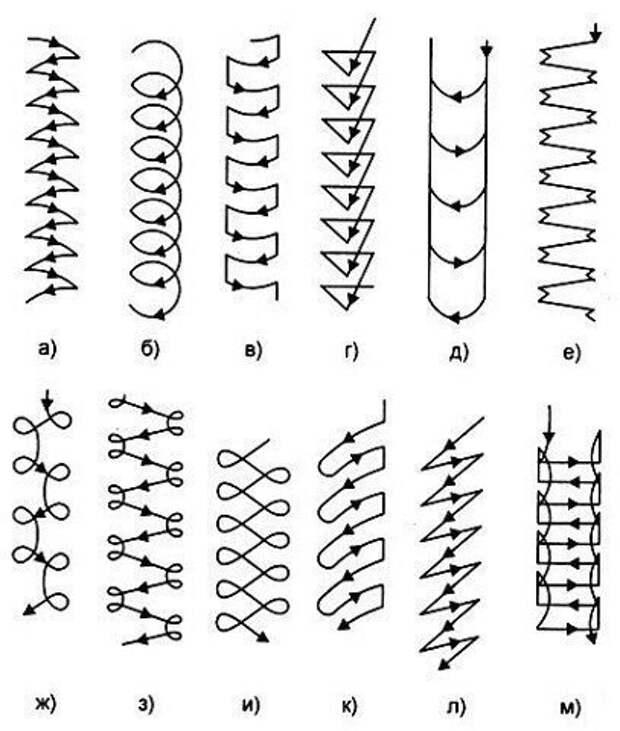 Для достижения этого требуется больше времени, и сварные швы идут по прямой без разрывов. Две вещи характеризуют этот тип контактной шовной сварки; во-первых, бесперебойная подача электрического тока, протекающего через электроды к соединяемым металлам. Во-вторых, заранее задана скорость прокатки электродов.
Для достижения этого требуется больше времени, и сварные швы идут по прямой без разрывов. Две вещи характеризуют этот тип контактной шовной сварки; во-первых, бесперебойная подача электрического тока, протекающего через электроды к соединяемым металлам. Во-вторых, заранее задана скорость прокатки электродов.
Вы можете создать непрерывный сварной шов, при котором заготовки находятся под постоянным давлением для получения однородного сварного шва внахлест.
Сварка контактным швом с плавящейся проволокой
Сварка контактным швом с плавящейся проволокой представляет собой метод, альтернативный традиционной контактной шовной сварке, за исключением ролика с вращающимся электродом, который имеет канавки для введения профилированной медной проволоки между заготовками и диском. .
Медная проволока пропускается вокруг колеса во время сварки непосредственно перед его выгрузкой в контейнер для металлолома. Это необходимо для обеспечения чистой поверхности при работе над вашими проектами. Сварка швов сопротивлением плавящейся проволоки идеально подходит для сварки нержавеющей стали и стали с покрытием в очень надежном процессе.
Сварка швов сопротивлением плавящейся проволоки идеально подходит для сварки нержавеющей стали и стали с покрытием в очень надежном процессе.
С помощью этого метода сварки вы можете достичь скорости сварки более 70 метров в минуту. Хотя расходуемая проволока вносит свой вклад в общую стоимость этого типа сварки, медный лом, который вы получаете, дает компенсирующий эквивалент.
- Сварка швом трением
При сварке швом трением при соединении металлов в качестве источника тепла для создания шва используется трение, а не электроды. Заготовки соединяются без плавления (в их твердой фазе), как и при другом процессе сварки, включающем трение. Это подразумевает отсутствие взаимной диффузии между подложкой и расходуемым стержнем — буквально не происходит слияния.
Сварка трением лучше всего подходит для соединения металлов, которые, естественно, трудно свариваются обычными методами дуговой сварки. Тепло при шовной сварке трением создается плавящимся стержнем, который вдавливается в осевом направлении в U- или V-образный паз.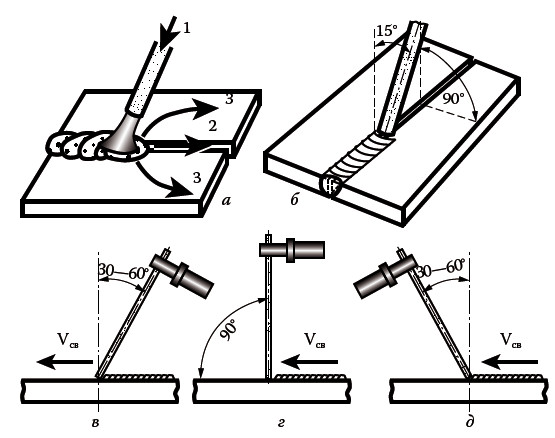 Соединяемые детали перемещают под расходуемый брусок, оставляя налет в канавке.
Соединяемые детали перемещают под расходуемый брусок, оставляя налет в канавке.
Методы шовной сварки
При шовной сварке основным параметром является сварочный ток. Количество электрического тока, пропускаемого через прокатные электроды к границе раздела между заготовками, определяет количество выделяемого тепла.
Ниже приведены полезные процедуры сварки швов:
- Убедитесь, что соединяемые материалы хорошо очищены, идеально расположены внахлест и помещены между электродами, чтобы скрепить детали.
- Включить подачу охлаждающей жидкости. Иногда электроды охлаждают, распыляя на них воду или пропуская охлажденную жидкость в электроды.
- Включите подачу тока. Первый импульс электрического тока приводит электроды во вращательное движение, перемещая заготовки вперед.
- Быстрое включение и выключение источника тока создает перекрывающиеся самородки, известные как стежковая сварка.
- Точечная сварка называется точечной, если каждая точечная сварка выполняется в результате временного прерывания сварочного тока.

Преимущества шовной сварки
Шовная сварка является популярным методом соединения металлических листов в непрерывный шов. Шовная сварка используется практически на нержавеющей стали, алюминии, вольфраме и титане в качестве предпочтительного процесса сварки для сварщиков. В большинстве случаев шовная сварка помогает изготавливать автомобильные глушители и металлические контейнеры.
Небольшие экземпляры с перекрытием
Сварка швов — лучший выбор, если вас беспокоит перекрытие сварных швов. Он оставляет меньше случаев перекрытия, чем точечная и рельефная сварка. Нахлест шва при шовной сварке редко превышает 10 мм.
Это просто
Шовная сварка проста в эксплуатации и требует лишь базовых навыков работы. Благодаря простоте шовной сварки сварщики могут добиться высокой производительности. Помимо соединения одинаковых и разнородных металлов, шовная сварка надежна и не вызывает особых проблем.
Ток полностью использован
При шовной сварке тепловая деформация меньше, поскольку тепло направляется в маленькое пятно. Ток также включается с интервалами, чтобы свести к минимуму потери. Электроды также могут иметь увеличенный срок службы из-за использования низкого тока по сравнению с точечной сваркой.
Лучше всего подходит для герметичных контейнеров для газа и жидкости
Шовная сварка лучше всего подходит для соединений газов и жидкостей. С помощью этого процесса сварки производятся радиаторы, жестяные банки и стальные бочки, поскольку они могут создавать как воздухонепроницаемые, так и водонепроницаемые уплотнения. Это также лучший способ сварки для изготовления металлических сварных швов, требующих защиты от утечки воздуха или воды.
Процесс быстрой сварки
Сварка швов — это процесс, который нужно использовать, если вам нужен быстрый подход к сварке. Поскольку весь процесс полностью автоматизирован, шовная сварка выполняется быстрее, чем рельефная и точечная сварка.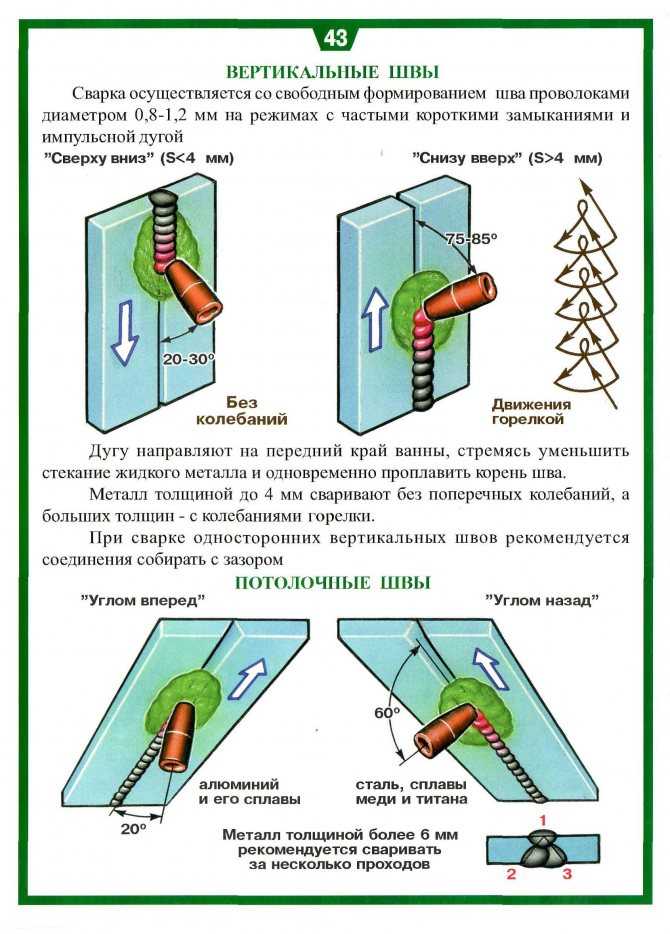 Перемещение, загрузка и выгрузка компонентов выполняются автоматически, что делает весь процесс очень быстрым и простым. Вы также можете установить скорость сварки для повышения производительности.
Перемещение, загрузка и выгрузка компонентов выполняются автоматически, что делает весь процесс очень быстрым и простым. Вы также можете установить скорость сварки для повышения производительности.
Снижение загрязнения окружающей среды
В процессе шовной сварки не происходит газообразования или выделения дыма. Это связано с тем, что материал наполнителя может вызывать загрязнение, когда он не используется.
Прочные и прозрачные сварные швы
Сварка контактным швом обеспечивает прочные сварные швы с первоклассной надежностью. Кроме того, швы имеют лучший внешний вид за счет отсутствия вмятин. Соединения формируются под давлением и нагреванием, чтобы получить прочный сварной шов.
Инструменты, изготовленные методом шовной сварки, всегда обладают лучшими механическими свойствами.
Применение шовной сварки
Помимо изготовления емкостей для жидкости и воздуха, контактная шовная сварка имеет несколько других применений, особенно в автомобильной промышленности.
Во-первых, шовная сварка используется для изготовления автомобильных топливных баков. Производители автомобилей также используют шовную сварку для производства шасси спортивных автомобилей. Поскольку сварные швы прочные, они делают шасси гоночных автомобилей прочными и безопасными.
Сварка контактным швом также используется при изготовлении теплообменников. Многие теплообменники, изготовленные с применением шовной сварки, имеют превосходное качество. Они обеспечивают высокую коррозионную стойкость, а также являются экономичным способом изготовления.
Шовная сварка также может широко применяться в следующем отношении:
- Помогает делать соединения внахлестку.
- Сварка швов используется при изготовлении нескольких масляных выключателей, герметичных баков, баков самолетов и трансформаторов.
- Пригодится для сварки деталей сосудов, которые должны быть водонепроницаемыми и воздухонепроницаемыми
- Отлично сваривает трубы и трубы
Заключение
В компании, в которой я работаю, есть сварщик швов, но я им не занимаюсь.