Содержание
Нарезка резьбы клуппом: способы, преимущества и приспособления
Главная » Обработка металла » Резьба » Особенности нарезки резьбы клуппом
На чтение 5 мин
Содержание
- Основные способы нарезки
- Что такое клупп?
- Преимущества клуппа перед простой плашкой
- Разновидности
- С трещоткой и одной ручкой
- С регулируемой головкой
- С электроприводом
- Критерии выбора трубного клуппа
- Как нарезать резьбу на трубе?
Резьбовые соединения ослабляют позиции последние годы. Связано это с появлением пластиковых труб, которые соединяются спайкой. Однако определённая часть трубопроводов собирается по старым технологиями. Чтобы сделать качественное соединение металлических труб, можно провести нарезку резьбы клуппом.
Нарезка резьбы клуппом
Основные способы нарезки
Чтобы сделать резьбу на металлических трубах, применяются три способа, которые подразумевают под собой применение разных инструментов:
- С помощью токарного станка.
 Возможно обрабатывать изделия разных диаметров.
Возможно обрабатывать изделия разных диаметров. - Плашка (второе название — лерка).
- Клупп — ручной или электрический инструмент.
Метчики применяются для обработки внутренней части изделий.
Что такое клупп?
Трубный клупп можно сравнивать с плашками. Они представляют собой монолитную оснастку, которая позволяет нарезать точные канавки на металле нужной формы. Однако монолитность конструкции создаёт серьёзное напряжение при обработке элементов трубопроводов большого диаметра. Снять напряжение можно, сделав корпус плашки менее прочным. Но это снизит твердость резцов, от чего они быстро затупятся. Чтобы продлить срок эксплуатации лерки до заточки, оснастка оборудуют пружинным механизмом.
Клупп мало чем отличается от привычной сантехникам плашки. Он состоит из цилиндрического корпуса, изготовленного из металла, имеющего отверстия для вывода стружки. По периметру металлического кольца есть отдельные зажимы для надёжного удержания оснастки на трубе. На внутренней части закрепляют резцы, расположенные в определённом порядке.
На внутренней части закрепляют резцы, расположенные в определённом порядке.
Преимущества клуппа перед простой плашкой
Сравнивая плашку с клуппом, человек без опыта не найдёт серьёзных отличий. Однако второй вариант оснастки обладает определёнными преимуществами:
- Оснастка имеет меньше нефункциональных частей, цена снижается.
- Комплектуется дешёвым держателем, прочными зубьями.
- Резцы съёмные. Это даёт возможность менять рабочие части, когда каждая из них выходит из строя, не покупая инструмент целиком.
- Позволяют обрабатывать заготовки больших размеров, задействуя меньшие усилия.
Нельзя объективно сказать, дешевле лерки клуппов или нет. Второй вариант оснастки можно найти в магазинах за сотни долларов. Главное преимущество этих инструментов — удобство при работе, применение меньших усилий. Благодаря этому улучшается качество проводимых работ, увеличивается эффективность.
Разновидности
Перед покупкой инструмента для создания резьбовых соединений нужно рассмотреть разные модели, которые представляют перед покупателями строительные магазины. Можно выделить три типа оснастки, которая отличается по конструкции, управлению.
Можно выделить три типа оснастки, которая отличается по конструкции, управлению.
Клупп с ручкой
С трещоткой и одной ручкой
Оснастка с трещоткой напоминает ключ со сменными головками, который используется при починке машин. Механизм позволяет быстрее нарезать резьбу, затрачивая меньше усилий, времени. Однако у трещоток есть некоторые недостатки:
- Попадание грязи, пыли, мусора, жидкостей в механизм ухудшают его характеристики. Со временем он выходит из строя. Требуется соблюдать правила хранения, ухода за трещоткой, чтобы она прослужила дольше.
- Низкое качество материалов, используемых при изготовлении большинства трещоточных моделей.
- Прочные виды сплавов могут вывести из строя подвижный механизм. Приспособление придётся заменить.
Дешёвым, более надёжным аналогом может стать газовый ключ.
С регулируемой головкой
Сантехники часто носят с собой набор сменных головок, держатель, дополнительные приспособления. Весит сборка не мало, что затрудняет переноску. Поэтому были разработаны модели с регулируемыми головками. Механизм позволяет изменять диаметр рабочей части. Это расширят функционал оснастки, позволяет носить меньше деталей для работы.
Поэтому были разработаны модели с регулируемыми головками. Механизм позволяет изменять диаметр рабочей части. Это расширят функционал оснастки, позволяет носить меньше деталей для работы.
С электроприводом
Профессиональные модели оборудуются электрическим приводом. У электрического оборудования есть ряд сильных и слабых сторон. Преимущества:
- Возможность работать с элементами трубопроводов разного диаметра.
- Затрачивается минимум усилий при работе.
- Увеличение скорости создания нарезки.
Недостатки:
- Весит больше чем ручной инструмент, занимает много места.
- Нужно подключение к сети.
Клупп с электроприводом
Критерии выбора трубного клуппа
Модели клуппов для нарезки резьбы многообразны. Они отличаются разными параметрами, конструкцией, размерами. При выборе нужно учитывать следующие особенности:
- Не покупать дорогих моделей для домашних мастерских.
- Самые дешёвые инструменты быстро выйдут из строя. Они подойдут для проведения разовых работ.
- Обращать внимание на размер, форму съёмных резцов. Они не всегда подходят к оснастке других производителей.
- Желательно выбирать наборы рабочих головок с различными диаметрами.
- При выборе материала рабочей части отдавать предпочтение легированной стали.
 Они подойдут для проведения разовых работ.
Они подойдут для проведения разовых работ.При расчёте мощности электрических моделей нужно учитывать вид обрабатываемого металла, сплава.
Как нарезать резьбу на трубе?
Использованием ручного инструмента подразумевает соблюдение определённой последовательности действий. Нарезка резьбы на трубах:
- Очистить рабочие поверхности от грязи, декоративных покрытий. Для этого можно воспользоваться шлифовальной машинкой, наждачной бумагой.
- Зажать трубу с помощью тисков, чтобы она находилась неподвижно.
- Смазать оливой рабочую поверхность.
- Выкрутить зажимные болты из оснастки.
- Надеть насадку на трубу. Медленно вкрутить прижимные болты.
- Направляющие закрепить на месте.
- Установить режущие части.
- Под лёгким нажимом начать крутить инструмент по часовой стрелке.
Проводить нарезку нужно плавными движениями, без рывков, чтобы не испортить резьбу. Снимается оснастка после откручивания стопорных болтов.
Существует несколько особенностей, которые нужно изучить до создания резьбового соединения:
- Трубы, которые соединены с общей системой трубопровода, должны удерживаться газовым ключом при создании соединения. Это нужно для предотвращения вращения изделия.
- Легче нарезать смазанное солидолом место. Резцы меньше тупятся после добавления смазки.
- Резцы желательно покупать той же фирмы, что и держатель. Если фирмы различаются, рабочие части могут не подойти к общей конструкции.
- Перед началом работ проверять заточку резцов. Тупые грани могут испортить поверхность металла.
- При работе можно изменять положение рабочих частей, что позволяет не снимать конструкцию до окончания работ.
- Использовать специальную охлаждающую смазку, которая не будет позволять резцам перегреваться.

После создания соединения на двух элементах трубопровода, необходимо проверить насколько подходят отдельные части друг к другу. Если произошёл перекос, трубы не смогут соединиться.
( 2 оценки, среднее 3 из 5 )
Поделиться
Как нарезать резьбу на трубе |Строительство и ремонт своими руками
Если Вы решили заняться заменой водопроводных труб у себя в квартире, то совсем не лишним будет знать, как правильно нарезать на трубе резьбу, для того, чтобы затем накрутить на нее водопроводный кран или муфту. От того, как правильно будет нарезана резьба на трубе будет зависеть качество ремонта в вашей квартире, так как неправильно нарезав резьбу или доверив работу горе-мастерам, есть большой риск затопить свою квартиру, а так же соседей живущих снизу.
Резьбу на трубах нарезают при помощи плашек или клуппов. Нарезание внешней резьбы на трубе я бы разделил на две составляющие: это нарезка резьбы на трубе, которую можно зажать в тисках и после нарезки установить и закрутить на место. Например, таким образом можно нарезать резьбу на нужном отрезке трубы или изготовить нестандартный сгон. Второй способ -это нарезание резьбы на трубе по месту, то есть нет никакой возможности снять трубу и произвести нарезку в комфортных условиях. Например, следует нарезать резьбу на отводе от стояка. Рассмотрим оба варианта. В них есть общие черты, но есть и некоторые нюансы.
Нарезание внешней резьбы на трубе я бы разделил на две составляющие: это нарезка резьбы на трубе, которую можно зажать в тисках и после нарезки установить и закрутить на место. Например, таким образом можно нарезать резьбу на нужном отрезке трубы или изготовить нестандартный сгон. Второй способ -это нарезание резьбы на трубе по месту, то есть нет никакой возможности снять трубу и произвести нарезку в комфортных условиях. Например, следует нарезать резьбу на отводе от стояка. Рассмотрим оба варианта. В них есть общие черты, но есть и некоторые нюансы.
При первом варианте прежде всего закрепляют трубу в тисках (можно в прижиме). Сама труба должна выступать из зажимного приспособления на минимальную длину для обеспечения необходимой жесткости при нарезании резьбы. Если труба короткая, то можно снять фаску на наждаке или если такового не имеется при помощи напильника. Далее нарезаемое место смазывают машинным маслом. Нужную плашку закрепляют болтами в специальное устройство, которое называется вороток.
После чего приступают к нарезанию резьбы вращая вороток по часовой стрелке. Проворачивают вороток полоборота вперед, ¼ — назад. Самой трудной всегда является начальная фаза нарезания резьбы. Требуется с усилием нажимать на плашку, пока она не сделает 2-3 оборота на трубе. Если на трубе сделана заходная фаска, то врезка плашки пойдет легче. Можно не снимать фаску, а сделать проще — закруглить ударами молотка торец заготовки.
Итак, как нарезать резьбу на трубе разобрались, теперь рассмотрим другой вариант, когда нет возможности снять трубу и зажать ее в тисках.
Например вам необходимо нарезать резьбу на трубе врезки в квартиру, стояке холодной, горячей воды или отопления. Обрезав трубу болгаркой убедитесь обязательно, что труба в хорошем состоянии. Если будете нарезать резьбу на гнилой трубе, то можете обломить ее. После того, как отрезали по размеру трубу, снимите фаску, можно это сделать болгаркой, можно напильником. Если на трубе осталась старая краска также можно немного зачистить место под резьбу. Смажьте машинным маслом место резьбы. Закрепите в плашкодержатель плашку и затем прижимая его с усилием рукой к трубе начинайте проворачивать инструмент по часовой стрелке.
Смажьте машинным маслом место резьбы. Закрепите в плашкодержатель плашку и затем прижимая его с усилием рукой к трубе начинайте проворачивать инструмент по часовой стрелке.
Следите, чтобы плашка шла ровно, без перекосов. Сделав один-два оборота, почувствуете как вращать стало труднее, прокрутите назад на пол оборота, благодаря этому стружка отломается — нарезать далее будет легче. Нарежьте не менее пяти витков резьбы или 15 мм. Нарезайте обязательно полную резьбу, так как со временем начало резьбы отгнивает и если будет нарезано мало резьбы кран может оторваться и произойдет затопление квартиры!!!
Если нарезаете резьбу на трубе трещоточным клуппом, то здесь будет проще. У клуппов имеется впереди направляющая, которую вставляют на отрезок трубы, устанавливают собачку в положение при котором клупп будет вращаться по часовой стрелке и прижимая основания клуппа начинают движения рукояткой нарезая резьбу. Нарезав резьбу необходимо вывернуть клупп с нарезанной резьбы. Для этого переключаете собачку в обратную сторону и выкручиваете клупп.
Большое преимущество трещоточного клуппа от обыкновенной плашки — это возможность нарезания на трубе резьбы без полного поворота клуппа вокруг трубы, благодаря чему его удобно применять при больших объемах ремонтных работ или когда требуется нарезать резьбу на трубе большого диаметра, например Ø 25 мм, Ø 32 мм или даже Ø 40 мм.
Также небольшой нюанс: если нарезаете резьбу на трубе отходящей от стояка, а он далеко не в лучшем состоянии, то рекомендую в этом случае действовать вдвоем с помощником: один человек держит газовым ключом (2-й номер) за трубу у стояка, ключ зажимается снизу в противоход плашке или клуппу, другой аккуратно и не торопясь нарезает резьбу. Если действовать неосторожно и не зажимать трубу, то есть риск обломить трубу у стояка, а это уже лишняя головная боль. Знал несколько горе-сантехников у которых именно так и произошло. А в этом случае устранить проблему можно только газовой сваркой.
Вот таким способом можно нарезать резьбу на трубе своими руками. Надеемся, что данная статья вам будет полезна.
Надеемся, что данная статья вам будет полезна.
Понравилась статья?!Поделись ею со своими друзьями:
Нарезание резьбы — Appropedia
Рис. 1 — Стандартная форма резьбы Arnerican. P — шаг резьбы, d — глубина резьбы, f — ширина лыски вверху и внизу резьбы.
Хотя резьба может различаться, американский стандарт является наиболее часто используемым в этой стране (США) для всех общих работ. Форма резьбы – треугольник с углом 60 градусов между сторонами. Верх и низ сглажены до ширины одной восьмой шага; глубина 0,649519 поля. Шаг или подъем любой резьбы — это расстояние, которое проходит гайка за один полный оборот. Американская стандартная резьба показана на рис. 1.
Резьба может быть левой или правой; правая резьба — это резьба, при которой гайка навинчивается на болт, поворачивая его вправо или по часовой стрелке; обратное относится к левой резьбе. Следует помнить об этой разнице в направлении резьбы, так как очень часто случается, что причина, по которой гайку или болт нельзя ослабить гаечным ключом, заключается не в ржавчине, а в том, что гайка или болт вращаются не в том направлении, а скорее затянуты. чем расслабился.
чем расслабился.
Одинарная и двойная резьба показаны на рис. 2. Многозаходная резьба необходима, когда гайка должна пройти большее расстояние за один оборот, чем это было бы возможно при одинарной резьбе.
Рис. 2 – Одинарная и двойная резьба. Двойная резьба используется, когда гайка должна проходить большее расстояние за один оборот, чем это возможно при одинарной резьбе.
Детали, подлежащие резьбовому соединению, состоят из наружной и внутренней резьбы, причем наружная резьба выполнена на болте, а внутренняя — в гайке.
Резьба V-образного типа диаметром до одного дюйма может быть нарезана вручную, но все, что больше этого или других типов резьбы, обычно нарезается на токарном станке.
Наиболее удовлетворительный ручной процесс состоит из нарезания внутренней резьбы набором метчиков и наружной резьбы плашкой, удерживаемой на ложе. Принимая во внимание прежде всего использование метчиков, становится очевидным, что если необходимо нарезать резьбу внутри объекта, например гайки, то сначала необходимо просверлить отверстие; так как диаметр всех резьб измеряется наружу, то отсюда следует, что для, скажем, 1-дюймовой резьбы диаметр отверстия должен быть 1 дюйм за вычетом глубины резьбы с каждой стороны. Этот момент показан на рис. 3.
Этот момент показан на рис. 3.
Рис. 3. Из приведенной выше диаграммы читатель может получить четкое представление о разнице между размером резьбы, размером зазора и диаметром в отношении резьбы.
Диаметр просверливаемого отверстия называется размером резьбы. Набор метчиков того типа, который используется для нарезания внутренней резьбы, показан на рис. 4. Следует отметить, что в наборе три метчика одинакового максимального диаметра. Конический метчик используется первым, и будет видно, что на некотором расстоянии от его конца резьбы нет. Это позволяет метчику войти в отверстие и помогает рабочему удерживать метчик на одной линии с отверстием, что очень важно для выполнения точных резов. Ключ подходит к квадратному концу метчика и образует ручку, с помощью которой метчик можно постепенно поворачивать в отверстие. Если коснитесь. через отверстие нарезается цельная резьба; но если отверстие не проходит через металл, то у дна отверстия не нарезается резьба. Чтобы сделать чистую резьбу в таком глухом отверстии, необходимо следовать вторым метчиком, у которого, как видно, на нижнем конце стачено всего несколько ниток. Наконец, пробка или донный метчик используются для завершения резьбы до дна глухого отверстия.
Наконец, пробка или донный метчик используются для завершения резьбы до дна глухого отверстия.
При нарезании резьбы в тонком металле часто трудно удерживать метчик в вертикальном положении. Простой способ решить эту проблему состоит в том, чтобы поместить гайку того же размера и формы, что и нарезаемая резьба, поверх отверстия и плотно прижать ее к поверхности металла. Метчик проходит через гайку перед входом в отверстие и тем самым поддерживается.
Рис.4 — Набор из трех метчиков наиболее распространенного типа. Хотя каждый из этих метчиков имеет одинаковый максимальный диаметр, следует отметить, что концы как конуса, так и второго метчика сужаются.
Метчики должны быть очень твердыми, чтобы их резьба прослужила как можно дольше. Как следствие, они чрезвычайно хрупкие и легко ломаются неопытным пользователем. При использовании требуется большая осторожность, особенно с меньшим диаметром. К воротку нужно прикладывать одинаковое давление обеими руками; обычно правой рукой нажимают сильнее, но этого следует избегать. Между прочим, чрезмерно длинный вороток повышает опасность неравномерного давления и приложения чрезмерной силы.
Между прочим, чрезмерно длинный вороток повышает опасность неравномерного давления и приложения чрезмерной силы.
Не поворачивайте кран постоянно; в противном случае стружка не удаляется и метчик намертво заклинивает в отверстии. Его следует повернуть вперед примерно на четверть оборота, назад на четверть оборота, вперед на пол-оборота и так далее. Скорость нарезания резьбы может быть увеличена, когда оператор привыкнет к ощущениям от работы и сможет судить по прошлому опыту, какое усилие нужно приложить, прежде чем метчик заклинит.
В случае поломки метчика его можно извлечь, открутив плоскогубцами, если какая-либо часть метчика выступает, или изготовив кусок стали с пальцами, чтобы соответствовать канавкам, если метчик сломается ниже поверхности. В некоторых случаях может потребоваться нагреть и размягчить метчик, а затем высверлить его (как описано для извлечения сломанных сверл в разделе «Сверление металла»).
Во избежание перегрева метчика и потери необходимой степени жесткости масло во время метчика должно свободно наноситься.
Приклады и плашки используются для нарезания наружной резьбы. Существует множество различных конструкций, наиболее распространенная форма показана на рис.5. Матрица имеет форму гайки из закаленной стали, разрезанной на две половины. Обе детали имеют V-образные канавки по краям, которые надеваются на соответствующий выступ со стороны прямоугольного отверстия в ложе. Таким образом, две половинки могут скользить и регулируются до нужного размера с помощью установочного винта. Матрицы точно подогнаны к направляющим на ложе и отмечены цифрами 1 и 2, чтобы обеспечить правильное положение при каждом использовании.
Рис. 5 — Матрица, используемая для нарезания наружной резьбы.
Приклад обычно рассчитан на три размера штампов (например, 1/4 дюйма, 3/8 дюйма и ½ дюйма). Для следующих трех размеров штампов используется больший запас. В центре каждой половины штампа вырезается выемка, позволяющая утилизировать отрезанный металл. Это также обеспечивает дополнительные режущие кромки и в то же время снижает трение и предотвращает заедание.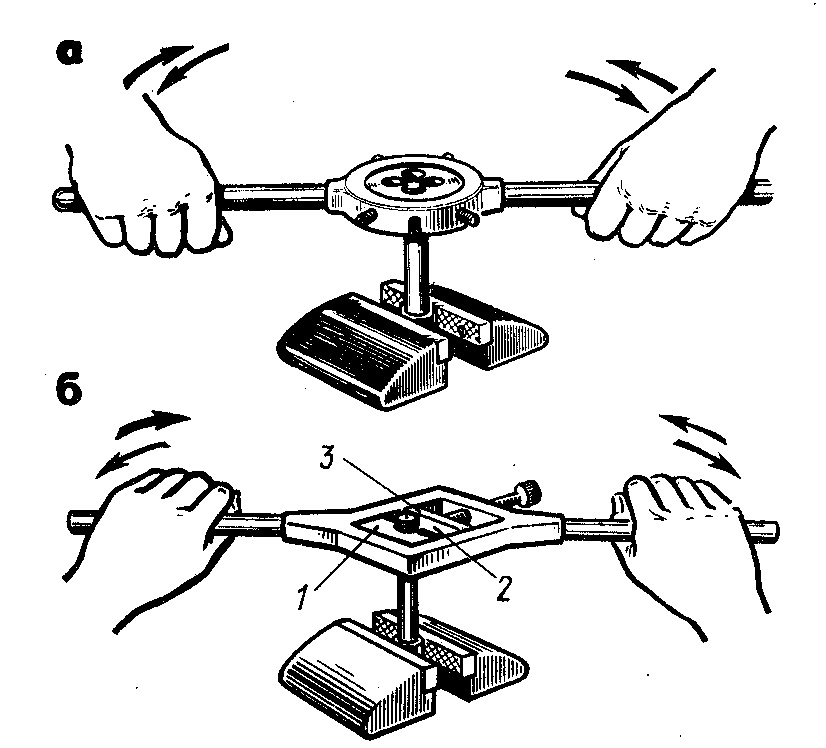 Чем меньше поверхность винта, тем быстрее будет резать матрица. С другой стороны, большая поверхность резьбы помогает сохранить точность матрицы и формирует лучшую резьбу.
Чем меньше поверхность винта, тем быстрее будет резать матрица. С другой стороны, большая поверхность резьбы помогает сохранить точность матрицы и формирует лучшую резьбу.
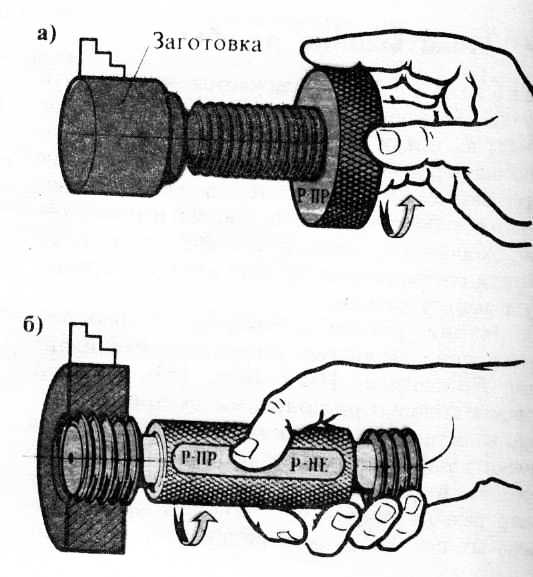
Перед тем, как начать нарезать резьбу ложем и плашкой, очень важно, чтобы стержень был правильного диаметра. Идеальная нить. можно нарезать стержень, который либо слишком мал, либо слишком велик, но в первом случае гайка будет ослаблена, во втором случае она не подойдет.
Наилучший план, когда необходимо выполнить и нарезку резьбы, и нарезание резьбы, состоит в том, чтобы сначала нарезать резьбу в отверстии, так как оно имеет фиксированный размер, а затем нарезать резьбу для болта, чтобы она подходила. Стержень должен быть слегка сужен ближе к концу, чтобы дать матрице начало, а затем плашки можно отрегулировать, чтобы они подходили к стержню, и две половины затянуть достаточно, чтобы удерживать ложу и плашки на месте. Обязательно держите ложу под прямым углом к стержню, на который навинчивается резьба.
Поворачивайте ложу до тех пор, пока не будет нарезана неглубокая резьба необходимой длины. Далее выверните обратно до конца и еще немного затяните плашки; повторяйте процесс до тех пор, пока нить не будет нарезана на нужную глубину. Проверьте, используя ранее нарезанную гайку. Если гайка не завинчивается, когда резьба на стержне полностью нарезана, стержень имеет слишком большой диаметр, и часть резьбы необходимо спилить перед повторным спуском плашек. Неразумно следовать практике некоторых слесарей по использованию штампов для уменьшения диаметра стержня. Это не только повредит матрицу, но и почти наверняка повредит резьбу или полностью сорвет ее. Если стержень небольшого диаметра, он, вероятно, будет скручен.
Использование штампов. При использовании матрицы для нарезания резьбы в железе или стали стержень должен быть хорошо смазан светлым машинным маслом, чтобы предотвратить перегрев матрицы. Кроме того, важно, чтобы в зазорах не было отходов металла.
После того, как плашки были спущены на необходимую длину резьбы, их необходимо снова повернуть назад, не затягивая, так как они предназначены для нарезания резьбы только в одном направлении.
На рис. 5 показан другой распространенный тип ложи и матрицы, пригодные для нарезания резьбы меньшего размера. Приклад рассчитан на большее количество штампов, чем более крупный тип. Круглая разъемная матрица удерживается в прикладе тремя маленькими установочными винтами, и можно немного отрегулировать диаметр матрицы, сначала затянув центральный винт. Это открывает разрез и, таким образом, увеличивает эффективный диаметр. Этот тип ложи и штампов очень часто продается в наборах и является чрезвычайно полезным дополнением к домашней мастерской.
Железная труба. Наиболее распространенная работа по нарезанию резьбы, с точки зрения домашнего механика, связана с трубами для использования в водопроводной системе. Резьба на трубах и фитингах соответствует американскому стандарту. трубная резьба, имеющая угол 60 градусов. Трубная резьба выполнена с небольшим конусом, диаметр передней части меньше диаметра конца. Это делается для того, чтобы, когда два куска трубы свинчиваются вместе, полученное соединение было водонепроницаемым. Фактом остается то, что получить абсолютно водонепроницаемое соединение зачастую невозможно даже при умелом нарезании резьбы и соответственно намазывании наружной резьбы трубной пастой или компаундом перед соединением. Этот состав обеспечит герметичность соединения.
Фактом остается то, что получить абсолютно водонепроницаемое соединение зачастую невозможно даже при умелом нарезании резьбы и соответственно намазывании наружной резьбы трубной пастой или компаундом перед соединением. Этот состав обеспечит герметичность соединения.
Приклад и матрицы, используемые для нарезания резьбы на трубах, аналогичны по конструкции тем, которые используются для других работ по нарезанию резьбы на станке. Невозможно правильно отрезать и нарезать трубу, если она не будет надежно зажата в тисках. Либо используйте тиски для труб, либо тиски с параллельными губками, снабженными губками для труб (см. Тиски).
Перед тем, как нарезать резьбу, трубу, конечно же, нужно обрезать по размеру. При измерении трубы необходимо сделать некоторый припуск на резьбовую часть на каждом конце, которая будет ввинчиваться в фитинг. Это количество зависит от диаметра трубы. Хороший план состоит в том, чтобы обрезать трубу и нарезать резьбу так, чтобы ее можно было провести прямо до утопленного буртика фитинга.
Железная труба обычно режется труборезом. Можно использовать ножовку, но с ее помощью практически невозможно сделать идеально ровный разрез, а если конец трубы неровный, резьба будет выбиваться из строя.
Труборез имеет маленькие стальные ролики и отрезной диск. Пространство между роликами и режущим диском можно регулировать, поворачивая ручку резака.
Рис. 6. Приклад рассчитан на большой набор штампов. Разрезной штамп, используемый с этим прикладом, показан вместе с методом, используемым для его закрепления в прикладе. Ложа этого типа с набором матриц отлично подходит для работы с малым диаметром.
Поместите трубу, которую нужно отрезать, в тиски и дайте ей выступить за пределы стола, чтобы можно было вращать труборез вокруг трубы в точке, отмеченной для резки. Наденьте резак на трубу и отрегулируйте его положение так, чтобы режущий диск находился точно над точкой, которую необходимо разрезать. Поверните ручку резака так, чтобы отрезной диск чуть-чуть врезался в трубу, затем вращайте резак вокруг трубы. Прежде чем продолжить, убедитесь, что этот первый разрез точен. После того, как сделан первый разрез, затяните ручку резака и снова поверните его вокруг трубы. Продолжайте этот процесс, затягивая ручку резака после каждого оборота. Несколько капель машинного масла на отрезной круг облегчат работу. Излишне говорить, что успех этой операции зависит от наличия на фрезе острого и точного режущего диска.
Прежде чем продолжить, убедитесь, что этот первый разрез точен. После того, как сделан первый разрез, затяните ручку резака и снова поверните его вокруг трубы. Продолжайте этот процесс, затягивая ручку резака после каждого оборота. Несколько капель машинного масла на отрезной круг облегчат работу. Излишне говорить, что успех этой операции зависит от наличия на фрезе острого и точного режущего диска.
После того, как труба обрезана, она готова к нарезанию резьбы, и это делается так же, как нарезание резьбы на стержне. Чтобы матрица начала работать прямо на трубе, используется втулка. Медленно поворачивайте ложу и время от времени наносите масло на штамп. Если резьба не прямая или не сформирована должным образом, при сборке трубы будет невозможно получить герметичное соединение. Теперь необходимо удалить заусенцы на внутренней стороне трубы, иначе поток воды через трубу значительно уменьшится. Эта работа выполняется с помощью развертки для труб, как описано ранее в разделе «Развертка металла».
| Опубликовано | 2006 |
|---|---|
| Лицензия | CC-BY-SA-4.0 |
| Указывать как | «Нарезание резьбы». Appropedia. 2006. Проверено 4 ноября 2022 г. |
Файлы cookie помогают нам предоставлять наши услуги. Используя наши услуги, вы соглашаетесь на использование нами файлов cookie.
Винты для нарезания резьбы / Винты для накатывания резьбы
Винты для нарезки резьбы считаются саморезами и предназначены для ввинчивания в существующее отверстие. При применении винты для нарезки резьбы создают резьбу в материале, к которому они применяются, обычно это металл, дерево или пластик. Резьбонарезные винты MW Components обеспечивают большую мощность сверления, меньшее кольцевое напряжение и меньшее количество разрывных бобышек.
Наши саморезы с трехлопастной резьбой были разработаны специально для использования в пластике. Эти крепежные детали накручивают точную резьбу без сколов в различных термопластах и некоторых термореактивных смесях.
Винты для нарезки резьбы имеют множество вариантов головок и корпусов и могут быть изготовлены в нескольких различных размерах в зависимости от области применения. Существует также много типов резьбонарезных винтовых валов, некоторые из которых включают Тип-1, Тип-23, Тип-25 и Тип-F. Эти «типы» относятся к конфигурациям конечной точки вала шнека и имеют разные цели применения.
Изготовление на заказ
Нестандартные резьбонарезные винты
Определение типа резьбонарезного винта для желаемого применения может показаться сложным из-за большого количества доступных конфигураций валов и типов головок. К счастью для вас, MW Components специализируется на производстве крепежа на заказ. Наша команда дизайнеров и инженеров готова помочь вам найти стандартный вариант крепежа, соответствующий вашим потребностям, или создать индивидуальный вариант, специально предназначенный для вашего предполагаемого применения.
Список вариантов индивидуальной настройки, которую мы можем выполнить, огромен, включая различные стили головок, стили резьбы (в том числе высокие-низкие, трехлопастные и с широким шагом), различные стандартные и метрические размеры и длины в диапазоне от 0,250 дюйма до 4 дюймов (6 мм). — 100 мм).
Свяжитесь с нами для индивидуального предложения для получения дополнительной информации.
Запросить индивидуальное предложение
Производство винтов для нарезки резьбы
Резьба
Режущие винты обычно изготавливаются из стали или нержавеющей стали и могут
производятся в различных размерах и конфигурациях головки или вала. Дополнительные отделки также могут
применяться для обеспечения производительности и долговечности в сложных условиях.
С несколькими
производственные мощности по всему миру, предлагающие стандартные и специальные материалы,
отделки и производственных процессов, у MW Components есть все необходимое для
создайте именно ту деталь, которая вам нужна, независимо от требований к производительности.