Содержание
Как правильно варить сваркой электродами: виды и технологии
Содержание:
- Выбор электрода
- Подготовка
- Процесс сварки
- Положение электрода
- Расстояние между электродом и деталью
- Технология
- Движения электрода
- Преимущества метода
- Ошибки при использовании электродов
- Сварка без электродов
- Практические советы
- Интересное видео
Для образования электрической дуги для сварочного процесса необходимы токопроводящие элементы — две детали, подлежащие сварке, и электрод. Электрическая дуга появляется при их соприкосновении, и сразу начинают одновременно плавиться металл изделия и конец электрода. Удачно выбрать электрод можно согласно рекомендациям и советам продавца, а правильно им пользоваться для получения красивого надежного и прочного шва является искусством.
Удачно выбрать электрод можно согласно рекомендациям и советам продавца, а правильно им пользоваться для получения красивого надежного и прочного шва является искусством.
Умение, как правильно варить сваркой электродами, приходит с опытом. Промышленность выпускает большое разнообразие этого инструмента в зависимости от диаметра, технологии процесса, наличия покрытия. Существенным является и ценовое различие. Для ответственных конструкций выбор более дорогого варианта окупит себя получением надежного соединения и сведением к минимуму возникновение дефектов.
Выбор электрода
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий.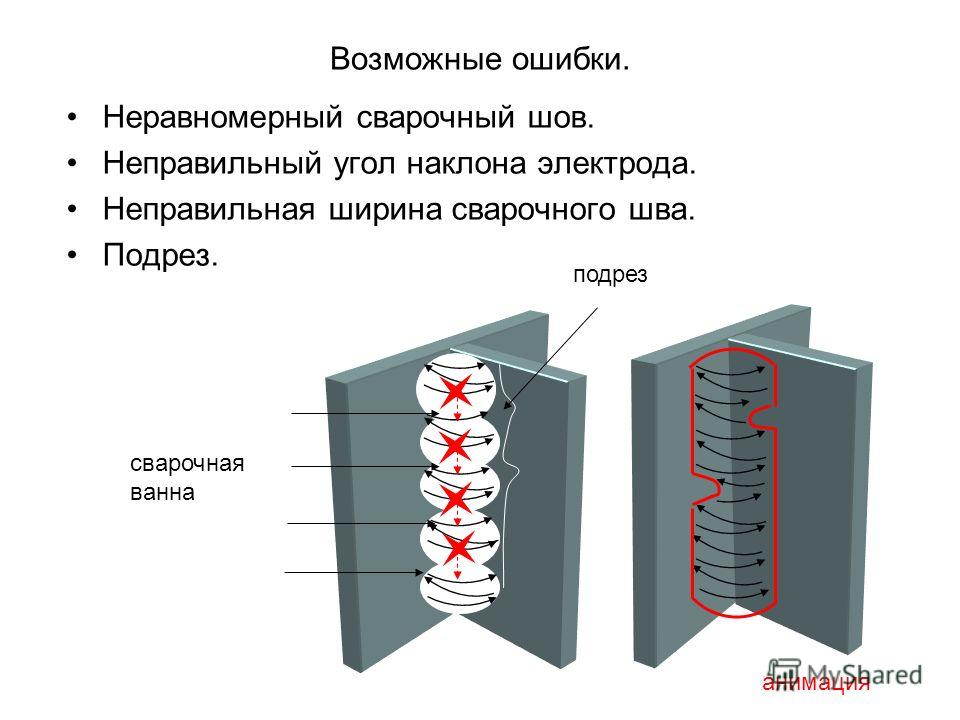 Существуют электроды, предназначенные для сваривания следующих материалов:
Существуют электроды, предназначенные для сваривания следующих материалов:
- углеродистая сталь;
- легированная сталь;
- высоколегированная сталь;
- нержавейка;
- жаростойкая сталь;
- алюминий;
- чугун.
Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.
Существуют следующие типы покрытия электродов:
- Основной.
- Рутиловый.
- Кислый.
- Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика.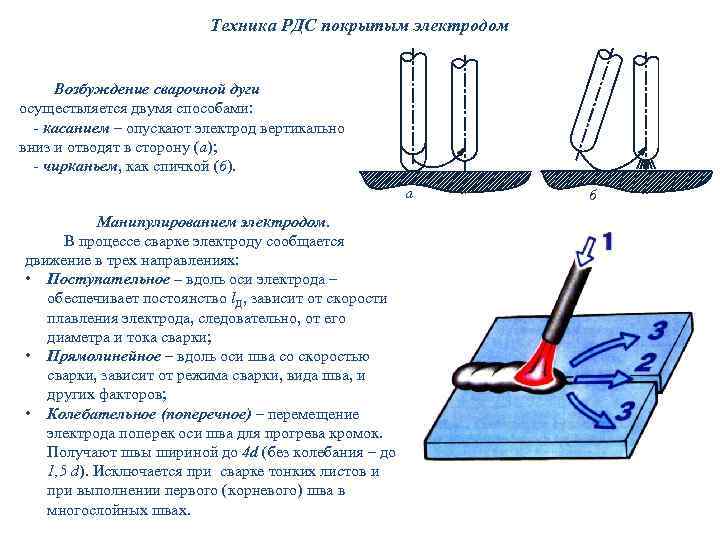 Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами. Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.
Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
Подготовка
Перед началом процесса следует подготовить сварочный аппарат и проверить его работоспособность.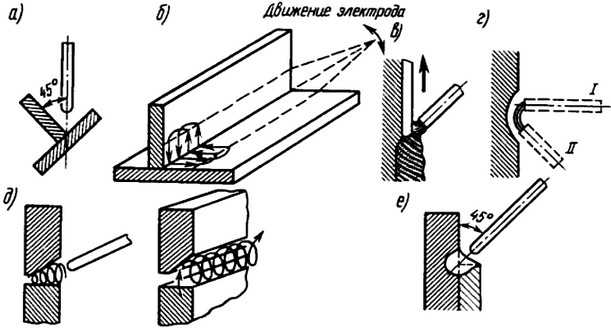 Убедиться, что имеется достаточное количество электродов, подходящих для конкретных материалов. Для отбивания шлака потребуется молоток или кувалда, а для уборки кусочков — щетка.
Убедиться, что имеется достаточное количество электродов, подходящих для конкретных материалов. Для отбивания шлака потребуется молоток или кувалда, а для уборки кусочков — щетка.
Сварка не является безопасным процессом, поэтому потребуется защитный костюм для сварщика, маска со светофильтром, рукавицы, прочная обувь. Около места проведения сварки должна находиться емкость с водой. Рядом не должно быть легковоспламеняющихся предметов. Остатки шлака следует убирать сразу после окончания. Электродуговую сварку для начинающих следует проводить под присмотром опытного специалиста.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока. Если предполагается использовать постоянный ток, то потребуется выпрямитель. При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение.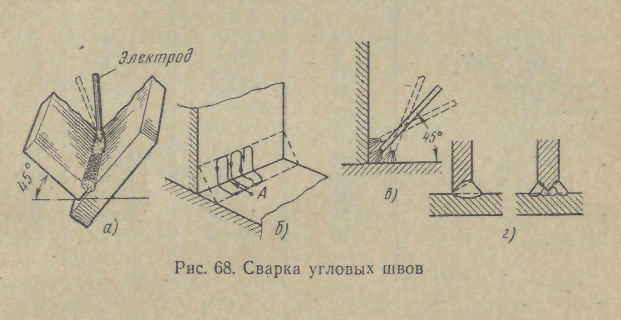 При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое.
При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля — один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
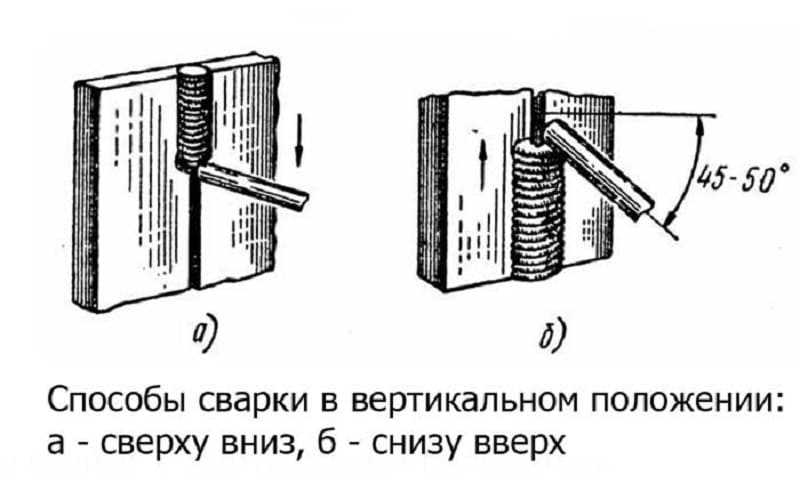
Положение электрода
Наука, как правильно сваривать металл электросваркой, говорит о том, что важной составляющей процесса является нужное расположение электрода.
Правила сварки металла электродом предусматривают три варианта: угол вперед, назад и прямой. Угол отклонения от вертикали находится в диапазоне 30-60 градусов. При положении «углом вперед» сварщик следует за электродом. Шлак начнет перемещаться к сварочной ванне, накрывая расплавленную часть металла. Небольшое количество шлака вытесняет более тяжелый металл. При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место.
При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место.
Прямой угол — это вариант того, как держать электрод при сварке в месте, доступ куда затруднен. Шов при этом способе образуется ровный и красивый.
При варианте «углом назад» наблюдается обратная картина. Жидкий шлак отбрасывается назад и находится позади сварочной ванны. Из существующих вариантов следует выбирать такой угол, чтобы жидкий шлак поступал за электродом и покрывал расплавленный металл. Такой вариант обеспечивает глубокую проплавку.
Если соблюдать советы, как правильно держать электрод при сварке, то делать сварку станет легче, а шов будет более качественным.
Расстояние между электродом и деталью
Имеет немаловажное значение, на каком расстоянии держать электрод при сварке. Это влияет на форму, ширину, шероховатость шва. В зависимости от этого параметра находится и длина электрической дуги. Идеальной считается сварочная дуга длиной 2-3 мм.
Идеальной считается сварочная дуга длиной 2-3 мм.
Небольшое расстояние следует выбирать, когда предстоит сваривание толстых деталей. Поперечные движения становятся необязательными. Короткая дуга получается, когда расстояние от конца электрода до металлической поверхности равно половине диаметра электрода. Такая дистанция увеличивает глубину проплавки. Ширина шва уменьшается. Короткая дуга актуальна для получения вертикального шва, но может использоваться и при других положений и всех типов соединений.
Дуга средней величины равняется диаметру сварочного электрода. Шов значительно расширяется, а напряжение становится больше. При таком расстоянии сварки увеличиваются ток и глубина проплавления, а ширина шва и напряжение уменьшаются. Достоинством является отличная защищенность ванны. Средняя дуга возникает при расстоянии между электродом и металлической поверхностью, равным или немного превосходящим диаметр электрода.
Длинная дуга в полтора раза превышает диаметр электрода. Это не особенно желательно, поскольку шов становится слишком широким, глубина проплавления уменьшается, а брызги раскаленного металла начинают лететь во все стороны. В сварочном шве будут формироваться поры. Значительно снижается защита ванны.
Это не особенно желательно, поскольку шов становится слишком широким, глубина проплавления уменьшается, а брызги раскаленного металла начинают лететь во все стороны. В сварочном шве будут формироваться поры. Значительно снижается защита ванны.
Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.
Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.

- Выявление дефектов и их ликвидация.

Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу — периодическому прерыванию дуги.
При окончании процесса сварки следует заварить кратер.
После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Движения электрода
Перед началом процесса необходимо определиться, как водить электродом при сварке конкретных изделий. Существует три вида перемещения электрода:
- вдоль его собственной оси называется поступательным;
- вдоль оси шва является прямолинейным;
- колебательные движения хорошо прогревают кромки и применяются наиболее часто.
Колебательные движения могут выписывать различные рисунки: елочку, лесенку, треугольники и многие другие. От этого выбора зависят ширина шва и прочность соединения. Имеется также разделение движений электрода по направлению.
Как правильно вести электрод при сварке зависит от конкретного вида соединения, расположения шва в пространстве и предыдущего опыта сварщика или его желания осваивать новые технологии сварки.
Преимущества метода
К достоинствам сварки электродом относятся:
- возможность сваривания при всех положениях шва в пространстве;
- возможность соединения деталей, выполненных из разных материалов;
- формирование шва в труднодоступных местах;
- легкость обучения, как варить сваркой электродами;
- возможность сваривания деталей различной толщины;
- простота технологии;
- невысокая стоимость.
Недостатками являются вредные условия работы, низкая производительность, зависимость качества получаемого шва от квалификации сварщика.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.

Важным является проверка работоспособности сварочного аппарата.
Сварка без электродов
При промышленном производстве или просто при желании овладеть более прогрессивными методами прибегают к сварке с применением современного оборудования, в котором электроды не требуются. Сварка без электродов предполагает их замену на проволоку, которая дозированно поступает из применяемого оборудования. К ним относятся полуавтоматы. Они являются аналогами уже несколько устаревших, но все еще применяемых и имеющихся в продаже трансформаторов.
В полуавтоматах сварочная проволока намотана на бобину внутри аппарата. При сварке осуществляется ее непрерывная подача. Специальный механизм обеспечивает перемещение проволоки по мере ее оплавления, что дало основание назвать это устройство полуавтоматическим.
Практические советы
Рекомендации, как сваривать металл электросваркой, можно получить от профессионалов и опытных сварщиков:
- Проведение перед началом сварки подготовительных работ.
- Осуществлять очищение металлических поверхностей от загрязнений, масла, краски, пыли.
- Обеспечение сварщика защитным снаряжением. Не забывать установку рядом с проведением работ емкости с водой.
- Проще разжечь дугу можно новым электродом, а не уже частично использованным.
- Помнить, что не бывает универсальных электродов. Подбирать их следует, исходя из того, какие материалы подлежат сварке и их толщины.
- Перед сваркой электроды необходимо подсушивать.
- Свариваемые детали должны быть хорошо закреплены.
- Придерживаться одинакового расстояния между электродом и металлической поверхностью на всем протяжении сварочного процесса.
- Понимать отличие между ванной и шлаком. Когда происходит первое касание электрода к поверхности, на ней появляется красное пятно, от начала плавки металла. Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.
- Чтобы понять, как правильно варить электродуговой сваркой, следует начинать с точечного варианта, чтобы было легче делать дорожку и не допускать гашения дуги.
- После окончания процесса необходимо провести внешний осмотр для выявления имеющихся дефектов.
 Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.
Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.Обучаясь тому, как правильно варить металл электродом, не надо бояться экспериментировать. Чтобы овладеть этим искусством, следует попробовать разные методы установки электрода и способы его движения.
Интересное видео
Как правильно вести электрод во время сварки начинающему
Содержание статьи:
Как правильно вести электрод во время сварки начинающему
Более чем сто лет назад люди стали использовать сварку для соединения металлов.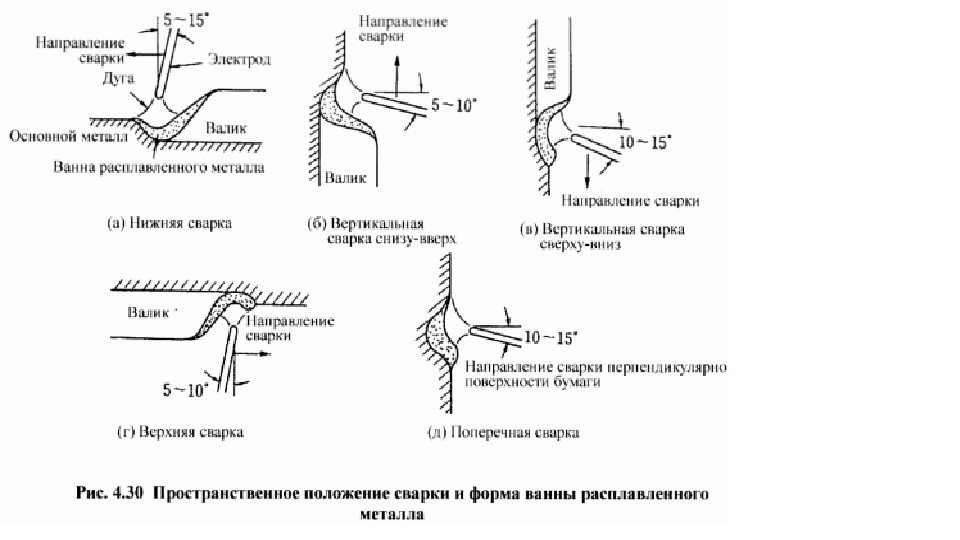 Для этих целей, как и сейчас, используется электрод.
Для этих целей, как и сейчас, используется электрод.
Сварочный электрод — это металлический стержень с обмазкой. Состав обмазки, как и сталь из которой изготовлен стержень, играет важную роль.
Электрод, его состав и значение
Обмазка электрода состоит из различных компонентов. Это такая себе смесь из марганца, никеля, железа и минералов. Будучи в порошкообразном состоянии обмазка наносится на металлический стержень электрода.
В процессе сгорания, обмазка, как и металл, плавится, образуя в зоне сварки газообразное облако, состоящее из минералов. Основная задача этого облака — защита шва от воздействия кислорода. Такая защита необходима для усиления будущего соединения.
Основой в качестве электродного стержня выступает металлическая проволока. Вид сварочной проволоки зависит от того, для сварки каких именно металлов будут предназначены электроды. В основном используется проволока, выполненная из углеродистой и нержавеющей стали.
Как вести электрод во время сварки
Стержень, из которого изготовлен электрод, проводит ток.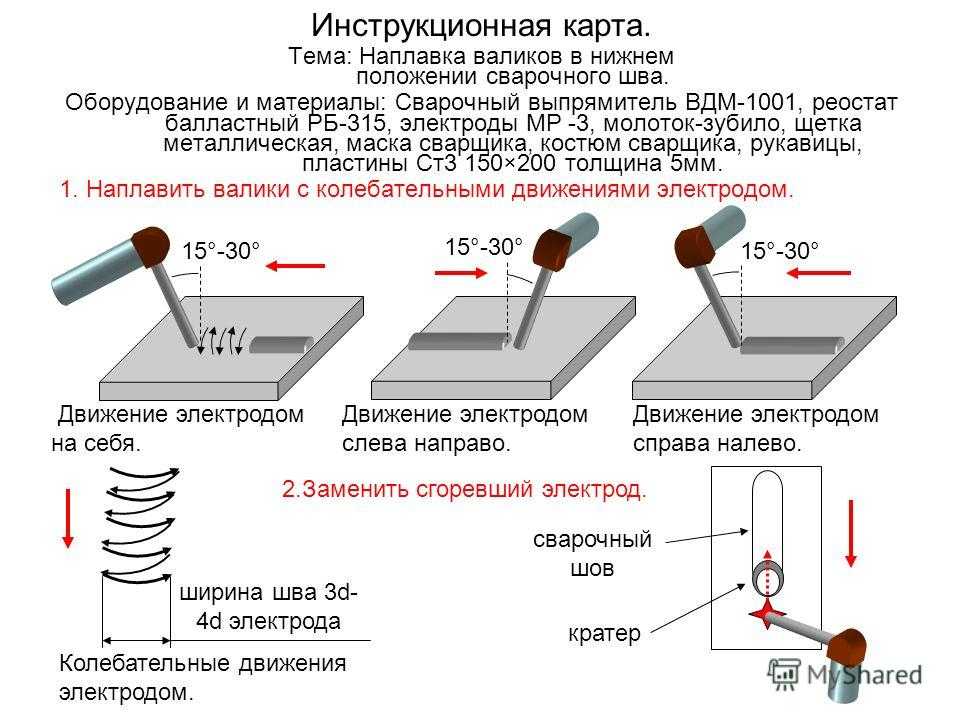 В результате короткого замыкания образуется сварочная дуга. Под воздействием высоких температур электрод начинает гореть, плавя основной металл и расплавляясь сам, заполняя собой образовавшуюся сварочную ванну.
В результате короткого замыкания образуется сварочная дуга. Под воздействием высоких температур электрод начинает гореть, плавя основной металл и расплавляясь сам, заполняя собой образовавшуюся сварочную ванну.
Правильное движение электродом, как и расстояние его кончика до поверхности металла, играют ключевую роль в сварке. Расстояние между концом электрода и металлом называется сварочной дугой. Чем длинней сварочная дуга, тем больше разбрызгивание металла.
Вести электрод во время сварки можно различными колебательными движениями:
- Елочкой;
- Углом;
- Спиралью и полумесяцем.
При этом колебательные движения электродом должны быть небольшими, амплитуда которых не будет превышать три диаметра электрода. Очень важно при формировании сварочного валика держать металл в расплавленном состоянии.
Если по каким-то причинам слишком быстро перемещать и возвращать электрод обратно, может возникнуть кристаллизация сварочной ванны вследствие её охлаждения. Это поспособствует застыванию шлака в металле, что скажется на внешнем виде, прочности, а также, надежности будущего соединения.
Это поспособствует застыванию шлака в металле, что скажется на внешнем виде, прочности, а также, надежности будущего соединения.
Во время сварочного процесса сварщик должен все время следить за шириной и глубиной сварочной ванны. Нельзя слишком быстро перемещать электрод. При поперечных колебаниях электродом амплитуда должна быть несколько меньше ширины наплавленного валика. В конце каждого перемещения нужно делать небольшую паузу, и как бы на мгновение останавливать движение электродом.
Научиться правильно вести электрод во время сварки непросто. Здесь многое зависит не столько от знаний, сколько от опыта. Чем чаще вы будете варить, и тренироваться, тем лучше и качественней у вас будет получаться сварочный шов.
Поделиться в соцсетях
Сварка электродом [SMAW] — Основные советы, электроды и преимущества
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.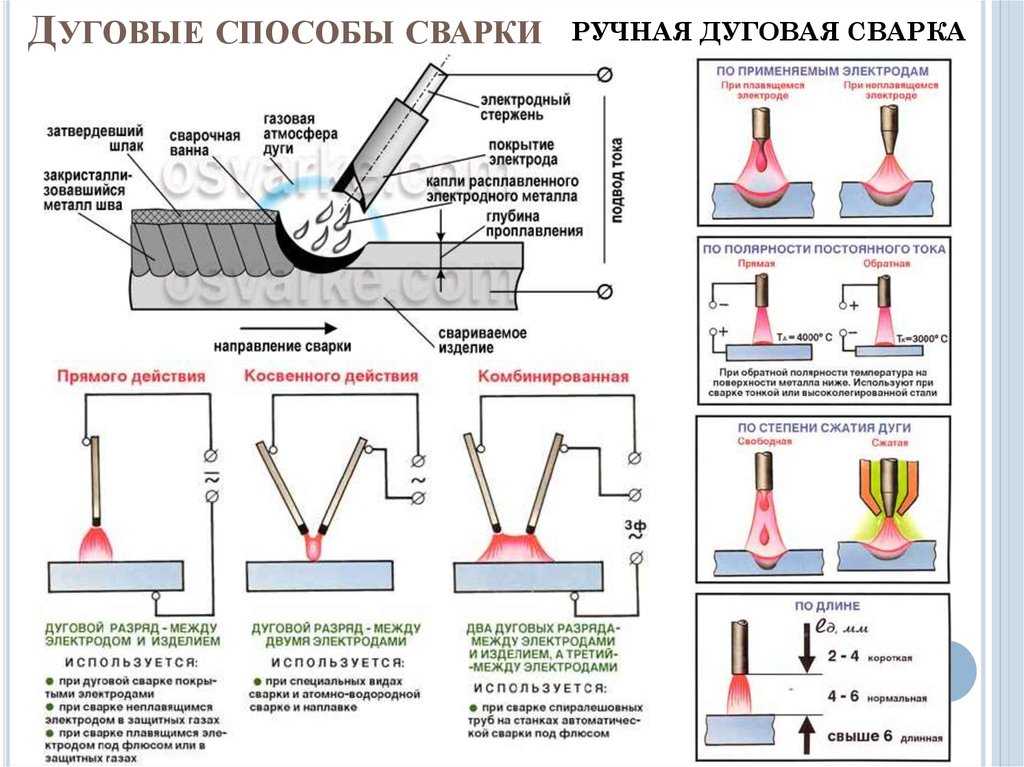
Последнее обновление:
Сварка электродом по-прежнему является одним из наиболее важных сварочных процессов, используемых в промышленности.
Многие думают, что он устарел, но это далеко не так. Он по-прежнему используется сегодня для многих целей, так как он производит качественные сварные швы и дает отличные результаты.
Сварка стержнем впервые была представлена в 1920-х годах с появлением первого электрода с флюсовым покрытием. Сегодня его применяют для сварки мостов, в строительстве, трубопроводах, при ремонте и т. д.
Но давайте разберем его подробнее и определим, как клеить шов.
Быстрая навигация
- Что такое дуговая сварка защитным металлом [SMAW] или, сокращенно, сварка электродом?
- Как работает сварка электродами?
- Сварка электродом на переменном или постоянном токе?
- DCEP или DCEN?
- Материалы и применение
- Преимущества сварки электродом
- Недостатки сварки электродом
- Аппарат и оборудование для сварки электродом
- Сколько стоит оборудование для сварки электродом?
- Сколько мощности или силы тока мне нужно для сварочного аппарата?
- Защитное оборудование
- Инструменты для удаления шлака
- Выбор электрода
- Как выполнить первую сварку электродом?
- Подготовьте сварочную деталь
- Настройка тока
- Запуск дуги
- Угол перемещения
- Скорость перемещения
- Манипуляции с электродом
- Часто задаваемые вопросы [FAQ]
- Трудно приклеивать сварку?
- Можно ли держать палку при сварке электродом?
- Что такое хороший сварочный электрод общего назначения?
- Вы толкаете или тянете сварочным аппаратом?
- Что вызывает прилипание сварочной проволоки?
- Заключение
- Ресурсы:
Что такое дуговая сварка защитным металлом [SMAW] или сокращенно – сварка электродом?
Сварка стержнем — это сленговый термин, принятый в отрасли для обозначения процесса, технически называемого дуговой сваркой в среде защитного металла. Причина, по которой многие люди так его называют, заключается в том, что электрод, используемый для сварки металла, имеет форму палочки.
Причина, по которой многие люди так его называют, заключается в том, что электрод, используемый для сварки металла, имеет форму палочки.
Сварка стержнем использует электричество для плавления стержня присадочного металла или электрода, как его правильно называют. И металлическое соединение, и электрод расплавляются одновременно и сплавляются вместе. Стык одновременно заполняется присадочным металлом, чтобы сделать сварной шов прочнее.
Электрод покрыт слоем флюса.(1) Флюс плавится под действием тепла и служит защитой сварочной ванны от загрязнения атмосферой. Флюс выполняет ту же защитную функцию, что и защитный газ при сварке MIG и TIG.
Однако при расплавлении флюс образует слой шлака поверх наплавленного валика. Эту заготовку необходимо удалить, и сварщики обычно счищают ее или откалывают после завершения сварки.
Как работает сварка электродами?
Сварка электродом выполняется так, что ток проходит от источника питания через электрододержатель и заземляющий зажим и образует замкнутый круг. (2) Это приводит к расплавлению электрода и металлической детали.
(2) Это приводит к расплавлению электрода и металлической детали.
Как варить с помощью сварочного аппарата?
Первое, что должен сделать сварщик, это подключить электрододержатель и заземляющий зажим к источнику питания, соблюдая необходимую полярность.
Полярность зависит от используемого электрода. Следующий шаг включает в себя подключение зажима заземления к металлу, с которым вы будете работать. Последний шаг включает установку электрода в держатель палочки и запуск сварочной дуги.
Запустить электродуговую сварку очень просто. Нужно зажечь его так же, как спичку, и слегка приподнять, и прут загорится сам по себе.
Электричество сварщика проходит через стержень и дугу и создает температуру до 7000°F в точке контакта. Покрытие начнет плавиться и будет создан экран, защищающий рабочую зону от кислородного загрязнения.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения каждого символа!
Именно отсюда происходит технический термин дуговая сварка защитным металлом (SMAW). Когда вы двигаете стержень, он будет продолжать плавиться над зоной сварки (как брызги), создавая кратер и заполняя сварной шов.
Когда вы двигаете стержень, он будет продолжать плавиться над зоной сварки (как брызги), создавая кратер и заполняя сварной шов.
Сварка электродом на переменном или постоянном токе?
Источник питания для сварочного аппарата может быть переменного, постоянного тока или обоих , это зависит от типа используемого аппарата. Сварочные аппараты постоянного тока являются предпочтительным выбором среди современных сварщиков, поскольку они обеспечивают более ровную и стабильную сварочную дугу.
Использование постоянного тока позволяет выбирать между положительным электродом постоянного тока (DCEP) и отрицательным электродом постоянного тока (DCEN).
Выбор между ними поможет вам работать с разными типами металла. При сварке на переменном токе ток меняется с положительного на отрицательный 120 раз в секунду.
При каждом переключении дуга гаснет и снова зажигается. Это приводит к меньшей согласованности. С другой стороны, постоянный ток обеспечивает непрерывный ток с момента запуска сварочной дуги. Тем не менее, переменный ток является лучшим выбором, если расстояние между источником питания и рабочей зоной больше. Это связано с тем, что напряжение, проходящее через кабель, падает по сравнению с переменным током. Сопротивление в кабеле становится тем больше, чем длиннее он, даже несмотря на то, что они обычно изготавливаются из алюминия или меди.
Тем не менее, переменный ток является лучшим выбором, если расстояние между источником питания и рабочей зоной больше. Это связано с тем, что напряжение, проходящее через кабель, падает по сравнению с переменным током. Сопротивление в кабеле становится тем больше, чем длиннее он, даже несмотря на то, что они обычно изготавливаются из алюминия или меди.
Также важно отметить, что сварка на переменном токе во влажных условиях повышает вероятность поражения сварщика электрическим током.
DCEP или DCEN?
Очень важно настроить аппарат для ручной сварки на DCEP или DCEN!
Обычно на вашем сварочном аппарате есть два разъема, один из которых помечен «+», а другой — «-». Вы подключите держатель палки и заземляющий зажим туда. То, как вы подключаете свое оборудование, также определяет выбор между положительным и отрицательным электродом.
Таким образом, подсоединение держателя электрода к положительному разъему, а зажима к отрицательному будет означать, что вы выполняете сварку положительным электродом (DCEP). Если вы сделаете соединение наоборот, это будет означать, что вы выполняете сварку отрицательным электродом (DCEN).
Если вы сделаете соединение наоборот, это будет означать, что вы выполняете сварку отрицательным электродом (DCEN).
DCEP
Настройка DCEP означает, что ваш электрод будет заряжен положительно, а сварочная деталь заряжена отрицательно. Поскольку электричество всегда движется от отрицательного к положительному, это означает, что ток будет проходить от сварочной детали к электроду. Это приводит к большему нагреву и проникновению в свариваемую деталь.
DCEN
Настройка DCEN означает, что ваш электрод будет заряжен отрицательно, а сварочная деталь — положительно. В этом случае ток течет от электрода к свариваемой детали. В этом случае ток меньше концентрируется в свариваемом металле и больше в электроде. Таким образом, в результате получается меньшее проникновение и меньший нагрев металла, с которым вы работаете.
Материалы и применение
Дуговая сварка металлическим электродом в среде защитного газа является популярным методом ремонта и технического обслуживания благодаря своей универсальности и простоте использования.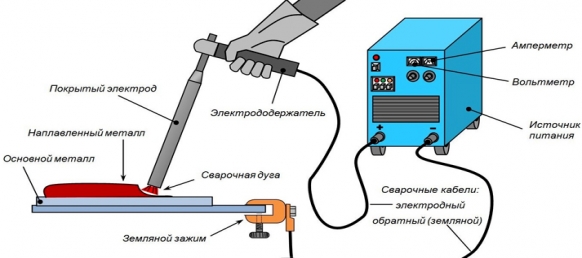 Он находит применение в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, которые выполняют свою работу в гараже.
Он находит применение в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, которые выполняют свою работу в гараже.
Дуговая сварка в среде защитного металла для низкокачественной и высококачественной стали, углеродистой стали, нержавеющей стали, ковкого чугуна и чугуна. Но это не совсем применимо для цветных материалов. Но его можно использовать для никеля, меди и даже алюминия.
Преимущества сварки стержнем
Согласно основам сварки стержнем, этот метод имеет множество преимуществ.
К ним относятся:
- Работы на открытом воздухе : Сварка электродом идеально подходит для любых работ на открытом воздухе, так как работа с газом неудобна в ветреную погоду.
- Простота в освоении : Ручная сварка для начинающих проста в освоении, особенно в отличие от сварки TIG.
- Доступность : Базовые сварочные аппараты очень доступны по цене.
- Легкая утилизация сварочного дыма : Вы можете просто использовать вентилятор, чтобы избавиться от сварочного дыма, чего нельзя сказать о сварке MIG или TIG.
- Универсальность : С помощью Stick можно сваривать различные материалы, и это оборудование простое в использовании.
- Портативный : Хороший сварочный аппарат легко носить с собой и перемещать. Вам не потребуется дополнительное оборудование, такое как газовый баллон или механизм подачи проволоки.

Недостатки сварки электродом
Однако, когда вы научитесь пользоваться сварочным аппаратом, вы заметите, что у него есть определенные недостатки.
Это:
- Образуется намного больше брызг и шлака.
- Не очень удобно использовать для некоторых тонких металлов.
- Для этого требуется больше навыков, чем для MIG, так как вам нужно держать сварочный электрод на определенной длине от металла, чтобы он не сгорел.
- Сварка электродами не обеспечивает такого же качества, как сварка TIG.
- Необходимо больше электродов для стержневой сварки, так как они позволяют использовать только короткие электроды.
- Сварка электродами занимает больше времени и является гораздо более медленным процессом по сравнению, например, со сваркой MIG.

Сварочный аппарат и оборудование для сварки стержнем
Сварка стержнем считается самым легким и простым процессом сварки. Оборудование, которое он использует, и его настройка могут быть выполнены довольно быстро.
Он состоит из четырех частей: сварочного аппарата или источника постоянного напряжения, электрододержателя (также называемого держателем стержня), заземляющего зажима и сварочных электродов, которые представляют собой стержни, используемые для сварки.
Сколько стоит сварочное оборудование?
Как и в случае с любым оборудованием, цена оборудования для сварки стержнем может варьироваться. Все зависит от того, для чего вы планируете его использовать и вашего бюджета. Для выполнения основных сварочных работ вам действительно не нужно тратить большие суммы денег. Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, вам нужно подумать о марке, гарантии, наличии запчастей и т. д.
Для выполнения основных сварочных работ вам действительно не нужно тратить большие суммы денег. Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, вам нужно подумать о марке, гарантии, наличии запчастей и т. д.
Если вы планируете больше заниматься сваркой, вам следует ориентироваться на известную марку. Некоторые из самых популярных брендов в мире в настоящее время включают Miller, Lincoln Electric, Hobart, Everlast и ESAB. С другой стороны, более дешевый вариант подойдет для некоторых нерегулярных работ.
Сколько мощности или силы тока мне нужно для сварочного аппарата?
Вообще говоря, при достаточном навыке человек сможет сварить почти все, что угодно с помощью Stick на 150 ампер. Кроме того, вы также можете сделать несколько проходов, чтобы сделать сварной шов таким, каким вы хотите его видеть. Но чем больше усилителей вы используете, тем меньше проходов вам понадобится.
Нет ничего плохого в использовании нескольких проходов, но для этого требуются определенные навыки.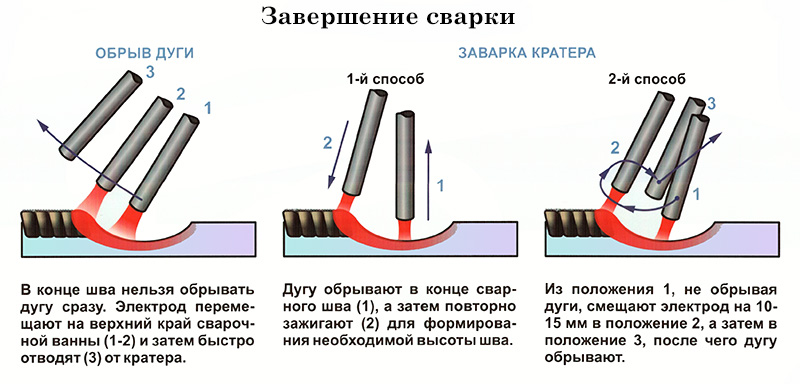 Лучшим советом будет изучить таблицу сварки стержнем и максимальную толщину материала, для которой она предназначена.
Лучшим советом будет изучить таблицу сварки стержнем и максимальную толщину материала, для которой она предназначена.
Но учтите, что данное число не является окончательным, и вы можете сваривать более толстые материалы, если сможете сделать больше проходов. Размер сварочного стержня (диаметр электрода) для толщины металла также важен, и если вы планируете использовать более толстые стержни, вам следует посмотреть, какой ток указал производитель.
Защитное оборудование
Некоторые очень серьезные насадки для сварки электродом поставляются с защитным оборудованием, которое необходимо использовать. Защита является одним из наиболее важных аспектов этого вида работ. Если относиться к этому легкомысленно, это может привести к серьезным травмам и даже смерти.
Безопасность при сварке включает в себя защиту ваших глаз и головы, вашего тела, окружающей среды и заботу о воздухе, которым вы дышите.
Защита тела и огнестойкая одежда с длинными рукавами защищают вас от УФ-излучения, искр, осколков шлака и металлических брызг повсюду. Сварочная маска с защитными очками предназначена для защиты головы и глаз. Слепота сварщика является одной из самых тяжелых травм при выполнении данного вида работ. Вы также должны следить за своим окружением и работать в хорошо проветриваемом помещении.
Сварочная маска с защитными очками предназначена для защиты головы и глаз. Слепота сварщика является одной из самых тяжелых травм при выполнении данного вида работ. Вы также должны следить за своим окружением и работать в хорошо проветриваемом помещении.
Безопасность сварки требует, чтобы, если вы работаете в помещении, вы должны убедиться, что помещение проветривается из-за образующихся опасных паров. Но сварка снаружи требует от вас только наблюдения за окружающей обстановкой.
Инструменты для удаления шлака
В процессе дуговой сварки образуется много шлака. Важно понимать, что зачистка сварного шва после того, как вы закончите, необходима для завершения работы. Сварщик должен отколоть шлак отбойным молотком. Завершите процесс очистки, очистив сварной шов основного металла проволочной щеткой. Последние штрихи, сделанные с помощью проволочной щетки, гарантируют, что сварной шов также будет эстетически привлекательным.
Выбор электрода
Выбор сварочного электрода является важной частью электродуговой сварки.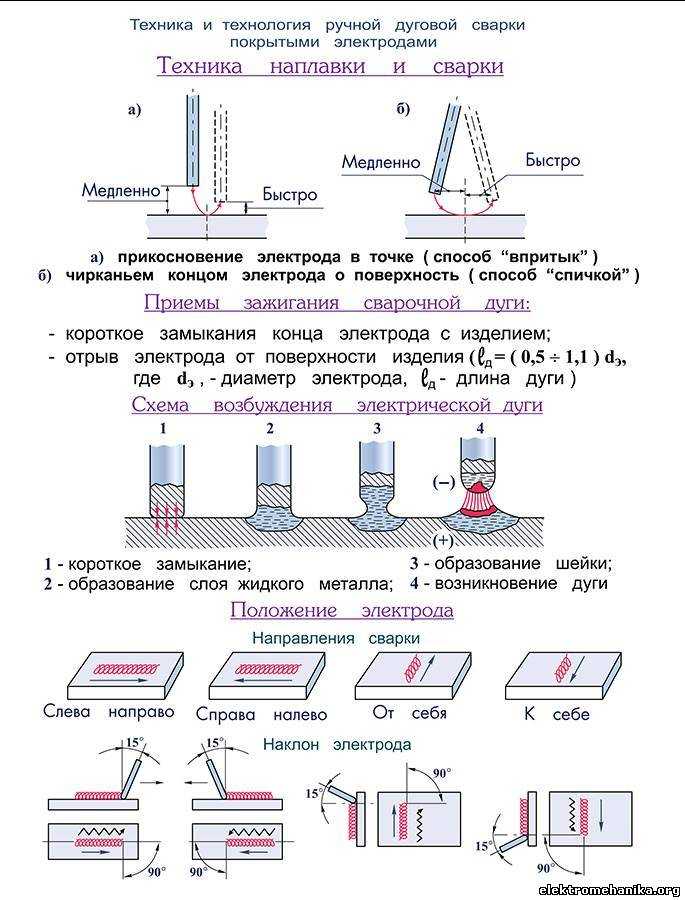 Существуют тысячи сварочных электродов для стержневой сварки, но наиболее популярными из них по-прежнему являются сварочные стержни из мягкой стали. Они подпадают под классификацию A5.1 Американского общества сварщиков (AWS).(3) Включены электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
Существуют тысячи сварочных электродов для стержневой сварки, но наиболее популярными из них по-прежнему являются сварочные стержни из мягкой стали. Они подпадают под классификацию A5.1 Американского общества сварщиков (AWS).(3) Включены электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
Но чтобы правильно подобрать сварочный электрод, нужно понимать маркировку и что она означает. Объяснение сварочных стержней говорит вам, что раньше для маркировки электродов использовались буквы.
Буква «Е» просто означала «электрод». Однако буквы были удалены, и остались только цифры.
- Первые две цифры отражают прочность сварочного присадочного металла. Таким образом, сварка палочкой 7018 означает, что она имеет предел прочности на растяжение 70 000 фунтов на квадратный дюйм.
- Третье число в последовательности говорит нам, в каком положении можно использовать электрод. Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в горизонтальном положении.
- Четвертая цифра отражает флюсовое покрытие электрода и ток, для которого может использоваться стержень. На самом деле покрытия могут состоять из ряда различных соединений. Основными из них являются рутил, фторид кальция, целлюлоза и порошок железа.

Рутиловые электроды просты в использовании и обеспечивают красивый внешний вид сварных швов. Однако создаваемые сварные швы имеют высокое содержание водорода и подвержены растрескиванию. Электроды из фторида кальция, также известные как основные или электроды с низким содержанием водорода, могут обеспечивать прочные сварные швы, но могут иметь выпуклые или шероховатые поверхности соединения. Электроды из целлюлозы обеспечивают глубокое проплавление сварного шва, но требуют специальной обработки из-за высокого содержания влаги, чтобы предотвратить растрескивание. Электроды с железным порошком заполняют сварной шов в два раза быстрее, чем другие.
Выбор покрытия также определяет полярность, которую вы собираетесь использовать, угол движения и время остановки.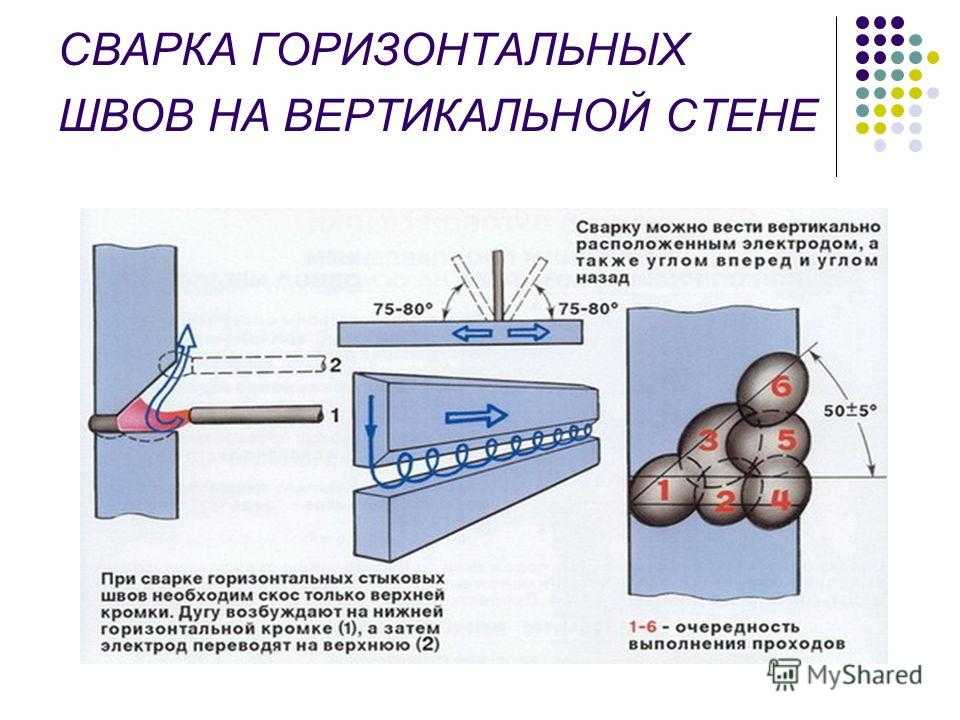 Однако сварщикам, умеющим сваривать основным электродом, трудно сваривать целлюлозным.
Однако сварщикам, умеющим сваривать основным электродом, трудно сваривать целлюлозным.
Вы можете увидеть таблицу стержневых электродов ниже для получения дополнительной информации о последней цифре.
| Номер | Тип покрытия | Тип тока |
|---|---|---|
| 0 | Натрий с высоким содержанием целлюлозы | DC+ |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC+ или DC- |
| 2 | Высокое содержание титана натрия | AC, DC- |
| 3 | Высокое содержание титана и калия | AC, DC+ |
| 4 | Железный порошок, диоксид титана | AC, DC+ или DC- |
| 5 | Натрий с низким содержанием водорода | DC+ |
| 6 | Низководородный калий | AC, DC+ |
| 7 | Высокое содержание оксида железа, железный порошок | AC, DC+ или DC- |
| 9 | Калий с низким содержанием водорода, железный порошок | AC, DC+ или DC- |
Большинство людей используют один из трех стандартных электродов. E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проникновение, может сваривать во всех положениях и способен прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает приличной проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и обеспечивает очень привлекательные сварные швы.
E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проникновение, может сваривать во всех положениях и способен прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает приличной проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и обеспечивает очень привлекательные сварные швы.
Как сделать первый сварной шов?
Если вы смогли все правильно установить, пришло время уложить первый электродный сварной шов. Самое главное, что нужно проверить перед тем, как зажечь дугу, это ваши настройки, посмотреть, совпадает ли полярность с электродом. Вы также можете получить несколько кусков металлолома, которые можно использовать в качестве стыкового соединения.
Так как сварка стержнем требует большого количества навыков, а кривая обучения различна, перед началом работы вам также следует потренироваться. Сварите кусок металлолома, прежде чем делать настоящий.
Сварите кусок металлолома, прежде чем делать настоящий.
Есть пять элементов, на которые следует обратить внимание при сварке электродом, поэтому обязательно следите за длиной дуги, настройками тока, манипулированием электродом, углом наклона электрода и скоростью перемещения.
Подготовьте сварочную деталь
Для обеспечения качественного сварного шва при сварке нержавеющей стержнем или любого другого типа металла у вас должна быть чистая деталь. Сварка стержнем может быть наиболее щадящей при работе с ржавым или грязным металлом. Даже в этом случае качество будет зависеть от чистоты свариваемой детали.
Чтобы обеспечить чистоту места сварки, используйте проволочную щетку и сначала удалите всю грязь и копоть. Если этого не сделать, это существенно повлияет на качество первого сварного шва. Это может привести к пористости, растрескиванию сварного шва, несплавлению или даже включениям.
 youtube.com/embed/x8VJiZtCi3k?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/x8VJiZtCi3k?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Также необходимо чистое место для рабочих зажимов и хорошее электрическое соединение, необходимое для качественной дуговой сварки.
Текущая настройка
Текущая настройка важна для типа металла, который вы собираетесь сваривать, типа электрода и диаметра, который вы собираетесь выбрать. Таким образом, электрод, который вы решите использовать, будет определять, как вы настроите свою машину — постоянный постоянный ток, постоянный отрицательный или переменный ток. Вы установите его на основе того, что вы планируете делать в данный момент, прежде чем начать.
Положительный электрод увеличивает проникновение на 10 % при заданной силе тока при переменном токе. Но если вы работаете с более тонкими металлами, такими как алюминий, сваренный электродом, вам следует использовать прямую полярность постоянного тока, отрицательный электрод.
Если вы не уверены, какой сварочный электрод использовать, посмотрите на рабочий диапазон, указанный производителем для каждого электрода.
Таким образом, сила тока должна устанавливаться в зависимости от используемого электрода. 1 ампер на каждые 0,001 дюйма диаметра электрода — это хороший способ. Также необходимо учитывать положение сварщика, так как для надземных работ потребуется на 15% меньше тепла, чем для плоских горизонтальных швов.
Чтобы получить правильное значение, настраивайте сварочный аппарат на 5–10 ампер за раз, пока не получите правильную настройку.
Запуск дуги
Если вы выполнили все указанные выше настройки и позаботились о безопасности сварки, пришло время запустить дуговую сварку.
Убедитесь, что вы держите держатель палки обеими руками, что сварочные детали находятся перед вами. Вы также должны быть в состоянии ясно видеть область, где вы собираетесь зажечь дугу. Приложите кончик электрода к металлу и проведите им, как если бы вы зажигали спичку. Если вы видите, что дуга образовалась, поднимите ее и слегка потяните в сторону.
Если вы видите, что дуга образовалась, поднимите ее и слегка потяните в сторону.
Если дуга гаснет, это означает, что вы слишком высоко подняли электрод от поверхности, а значит, должны были держать его ниже.
Когда дуга загорится, она начнет издавать шипящий звук. Если звук слишком агрессивный, уменьшите силу тока. Если сила тока низкая, электрод будет липким. Дуга начнет гаснуть, сохраняя правильную длину дуги, и будет останавливаться.
Если установить слишком высокую силу тока, вы заметите обугливание электрода, а сварочная ванна станет слишком жидкой и трудно контролируемой. Слишком большое количество тепла отрицательно скажется на свойствах электродного флюса.
Вам также необходимо научиться чинить сколотый флюс из-за неудачного зажигания дуги. Возьмите кусок металлолома и ударьте по стержню на расстоянии 1/4 дюйма от металла, пока он не сгорит до неповрежденной части стержня. Затем вам нужно очистить стержень и удалить флюс. Это помогает в перезапуске дуги позже.
Длина дуги
При дуговой сварке электродом длина дуги зависит от области применения и электрода. Длина дуги не должна превышать диаметр стержня электрода. Слишком длинные дуги приведут к разбрызгиванию, подрезам, низкой скорости наплавки и оставит пористость.
При сварке электродом в первый раз большинство людей считают логичным использовать длинную дугу, обычно для лучшего обзора сварочной ванны. Но избегайте этого, лучше позиционируйте себя и двигайте головой в правильном положении. Положение важно при обучении использованию аппарата для дуговой сварки, и вы увидите, что контролируемая длина дуги улучшит внешний вид валика и сведет к минимуму разбрызгивание.
Угол перемещения
Сварщики также должны учитывать угол перемещения при этом типе сварки. Существуют два основных положения сварки, которые можно использовать.
Техника сварки стержнем, используемая для плоского, горизонтального положения или положения над головой, называется методом перетаскивания или техникой наотмашь.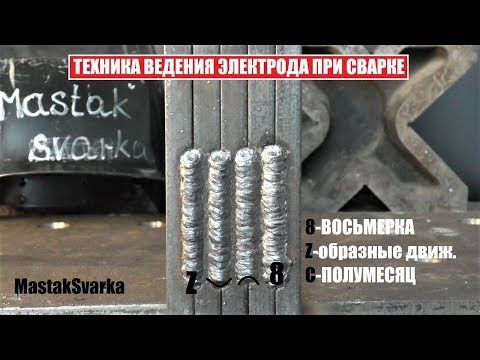 Это включает в себя удерживание электрода перпендикулярно суставу из начальной точки, а затем наклон верхней части примерно на 5–15 градусов в направлении движения.
Это включает в себя удерживание электрода перпендикулярно суставу из начальной точки, а затем наклон верхней части примерно на 5–15 градусов в направлении движения.
Сварка вертикально вверх, используется метод сварки стержнем, называемый толчком или передним краем. Здесь угол наклона штока от 0 до 15 градусов от направления движения. В любом случае, чтобы правильно выполнить технику, попробуйте отрегулировать положение тела.
Правильная регулировка угла гарантирует отличные результаты и хороший сварной шов. Иногда длина шва или угол скоса указываются на сварочных чертежах дополнительной информацией на условном обозначении шва. Для сварщиков важно понимать символы так же, как научиться правильно сваривать.
Скорость перемещения
Если вы задаетесь вопросом, как выполнять дуговую сварку и поддерживать скорость перемещения, вам просто нужно удерживать дугу в передней 1/3 сварочной ванны.
Слишком медленное движение приведет к образованию широкого выпуклого валика. Он также имеет неглубокое проникновение и может вызвать холодный притир.
Он также имеет неглубокое проникновение и может вызвать холодный притир.
Слишком быстрое перемещение снижает проникновение и создает узкий и выпуклый валик.
Манипуляции с электродом
Каждый сварщик использует электрод по-своему. Новичкам следует посмотреть на опытных сварщиков и попытаться скопировать их движения. Но в конечном итоге это приведет к тому, что вы создадите свой собственный способ передвижения.
Три наиболее часто используемых метода или схемы сварки включают в себя взбивание стержня (движение его назад и вперед), круговое движение и колебание из стороны в сторону (создание более широких сварных швов).
Однако сварщики в основном используют прямой валик, им этого вполне достаточно. Вращательное движение не следует использовать для материала толще 1/4 дюйма, так как это может создать более широкий валик, чем необходимо.
Часто задаваемые вопросы [FAQ]
Трудно ли приклеивать сварку?
Сварка стержнем — довольно сложный процесс сварки для новичков. Хотя он существует уже много лет, может потребоваться некоторое время, чтобы действительно освоить этот метод. Но это все еще то, что используется сегодня для различных целей.
Хотя он существует уже много лет, может потребоваться некоторое время, чтобы действительно освоить этот метод. Но это все еще то, что используется сегодня для различных целей.
Можно ли держать палку при сварке электродом?
Да, конечно, вы можете держать палку во время сварки. Тем не менее, есть вероятность, что вы можете получить удар током и даже больше шансов, что вы можете обжечься. Поэтому помните о безопасности при сварке и обязательно надевайте защитные перчатки.
Что такое хороший сварочный электрод общего назначения?
Наиболее популярным сварочным электродом общего назначения является электрод 6011. Он хорош для начинающих и любителей, так как может справиться с любой работой своими руками. Он выпускается в размерах 3/32 и 1/8 и хорошо работает даже с грязными или загрязненными металлами.
Толкать или тянуть сварочным аппаратом?
В случае сварочного стержня общим правилом является тянуть или тянуть. Опытные сварщики обычно говорят, что если будет шлак, то надо тянуть.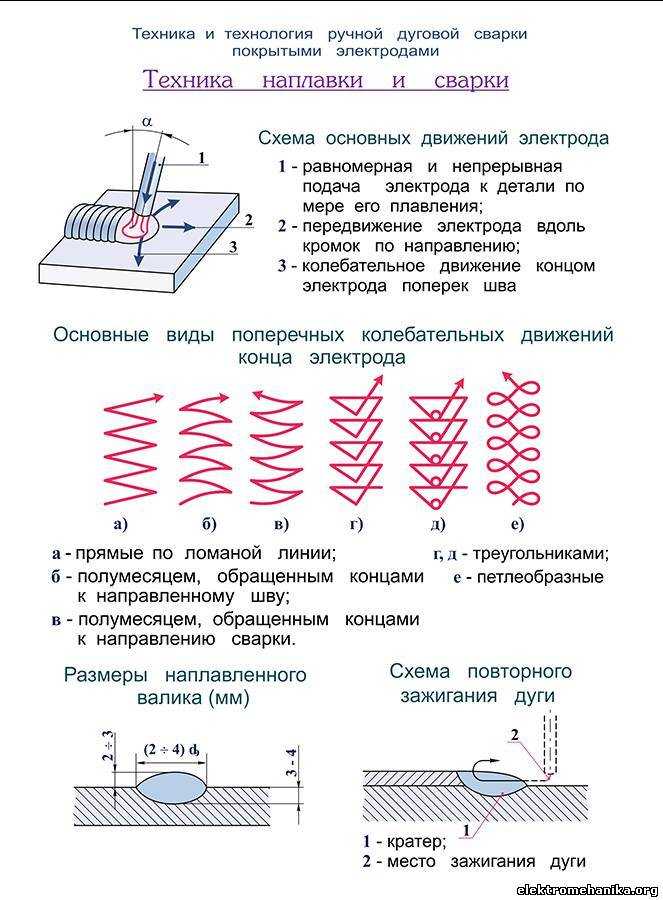 Проталкивание обычно связано со сваркой MIG.
Проталкивание обычно связано со сваркой MIG.
Что вызывает прилипание сварочного стержня?
Основной причиной прилипания сварочной палочки к основному металлу является низкая сила тока. Однако существует множество других причин, которые также могут быть причиной, например, проблемы с флюсом, использование сварочных аппаратов с низким OCV или применение плохой техники сварки. Кроме того, важно использовать правильный размер электрода для конкретной задачи.
Заключение
Сварка стержнем может быть не такой современной, как некоторые другие более современные методы, используемые сегодня. Это также может быть не так просто, как другие формы, и может быть не для новичков. Но это, безусловно, делает работу.
Несмотря на то, что многие считают эту технику древней, она до сих пор используется для различных видов работ и обеспечивает идеальные сварные швы. Таким образом, вы не хотите, чтобы вас поймали, не зная, как использовать его в ужасной ситуации.
Ресурсы:
- Старые правила сварочного аппарата Джоди Коллиер на сайте www. weldingtipsandtricks.com
- Электроды для электродуговой сварки Джоди Коллиер на сайте www.weldingtipsandtricks.com
- Пять шагов к совершенствованию техники электродуговой сварки на сайте www.millerwelds.com
- основы сварки Майкл Аллен и Натан Лотт, www.thefabricator.com
- Что вам нужно знать о сварочных электродах Оанх Нгуен, www.tws.edu
 weldingtipsandtricks.com
weldingtipsandtricks.comСоветы и методы сварки стержнем / SMAW
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) требует настройки, а затем сварки.
Обычно коэффициент оператора или процент времени, затрачиваемого оператором на укладку сварного шва, составляет приблизительно 25 %. Остальное уходит на подготовку и удаление шлака.
Фактическая используемая технология сварки зависит от электрода, состава заготовки и положения свариваемого соединения.
Выбор электрода и положения при сварке также определяет скорость сварки.
Плоские сварные швы требуют наименьших навыков оператора и могут выполняться электродами, которые быстро плавятся, но медленно затвердевают. Это позволяет увеличить скорость сварки.
Наклонная, вертикальная или перевернутая сварка требует большего мастерства оператора и часто требует использования электрода, который быстро затвердевает, чтобы предотвратить вытекание расплавленного металла из сварочной ванны.
Однако обычно это означает, что электрод плавится медленнее, что увеличивает время, необходимое для укладки сварного шва.
Настройка работы SMAW
Перед началом убедитесь, что вы используете хороший шлем для сварки SMAW, а также защитную одежду.
- Очистить заготовку
- Закрепите деталь рядом со сварным швом
- Вставьте электрод в изолированный держатель держателя. Установите силу тока на уровне, рекомендованном производителем электрода.
- Определите наилучшую длину дуги. Ориентировочно дуга для электрода диаметром от 1/16″ до 3/32″ составляет 1/16″ (1,6 мм). Длина дуги для электродов 1/8″ и 5/32″ составляет 1/8″ (3 мм).
- Подготовьте отбойный молоток для удаления шлака и перед выполнением второго прохода сварного шва.

Примеры сварки электродом
Плохие характеристики сварного шва включают большое количество брызг, использование неправильной дуги, более высокие/более низкие значения силы тока, чем рекомендуется, и плохое проплавление.
Операция
Зажигание дуги
Техника старта с нуля:
Для зажигания электрической дуги при запуске операции SMAW электрод приводится в контакт с заготовкой, протаскивается, как зажигание спички, а затем слегка оттягивается . Если дуга загорается, а затем гаснет, это означает, что электрод был отведен слишком далеко от основного металла. Если электрод прилипает к металлу, поверните его, и он должен освободиться.
Техника постукивания:
Переместите электрод прямо к основному металлу. Затем слегка приподнимите. Дуга должна начаться. Если дуга гаснет, значит, она была поднята слишком высоко над заготовкой.
Работа с электрододержателем
Это инициирует плавление заготовки и расходуемого электрода и вызывает попадание капель электрода с электрода в сварочную ванну.
По мере плавления электрода флюсовое покрытие распадается, выделяя пары, которые защищают зону сварки от кислорода и других атмосферных газов.
Кроме того, флюс образует расплавленный шлак, который покрывает присадочный металл по мере его продвижения от электрода к сварочной ванне.
Будучи частью сварочной ванны, шлак всплывает на поверхность и защищает сварной шов от загрязнения по мере его затвердевания.
Стыковая сварка
Прихватка
Прихватка
Прихватка сваривает два куска металла, чтобы удерживать их на месте. Это уменьшит деформацию соединения, вызванную расширением и сжатием металла при его нагревании и охлаждении.
Читайте также : Какова цель прихваточного шва?
Сварные швы с двойной V-образной канавкой, одинарной V-образной канавкой и квадратной канавкой
При выполнении разделочной сварки держите электрод перпендикулярно сварному шву. Наклоните электрод в направлении сварки.
Однорядный валик — это все, что необходимо для сварного соединения с узкой разделкой кромок. Для сварки с более широкой канавкой лучше использовать плетеный валик или множество стрингерных валиков.
Связанное чтение: Типы сварных швов: стрингер и канавка
Сварной шов с квадратной разделкой
Сварной шов с квадратной разделкой
Если толщина материалов составляет 3/16″ (5 мм), их обычно можно сваривать сварным швом с квадратной разделкой без предварительной подготовки.
Сварные швы с одинарной и двойной V-образной канавкой
Сварные швы с одинарной и двойной V-образной канавкой
Сварные швы с V-образной канавкой
хорошие сварные швы.
V-образная канавка рекомендуется для металла толщиной от 3/16″ до 3/4″ (от 5 до 19мм). Он также используется для любой толщины, когда сварка может производиться только с одной стороны.
Скос можно создать (под углом 30 градусов) с помощью шлифовального станка, оборудования для плазменной или кислородно-ацетиленовой резки.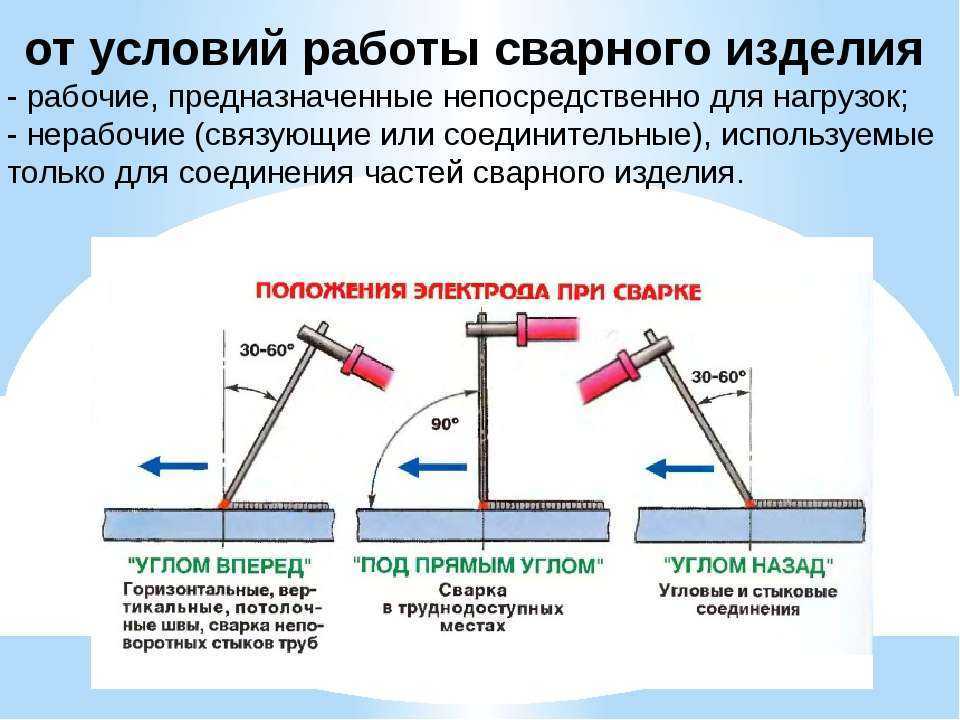 После создания фаски удалите окалину.
После создания фаски удалите окалину.
Сопутствующая дуговая сварка Прочтите: Лучшие машины для дуговой сварки
T-образная сварка
Угловой сварной шов
Электрод (1) должен находиться под углом 45 градусов или меньше при выполнении углового сварного шва.
Для углового шва держите электрод под углом 45 градусов или меньше к сварному шву. Наклоните электрод на 10-30 градусов в направлении сварки.
Используйте короткую дугу и двигайтесь с постоянной скоростью. Для вертикальных секций приварите обе стороны.
При необходимости для прочности добавить второй слой (удалить шлак перед нанесением следующего слоя).
Перемещайте электрод круговыми движениями.
Однослойный угловой сварной шов
При нанесении однослойного или многослойного сварочного прохода Двигайте электрод круговыми движениями
При сварке внахлестку электрод следует держать под углом 30 градусов или меньше. При необходимости используйте один или два прохода сварки.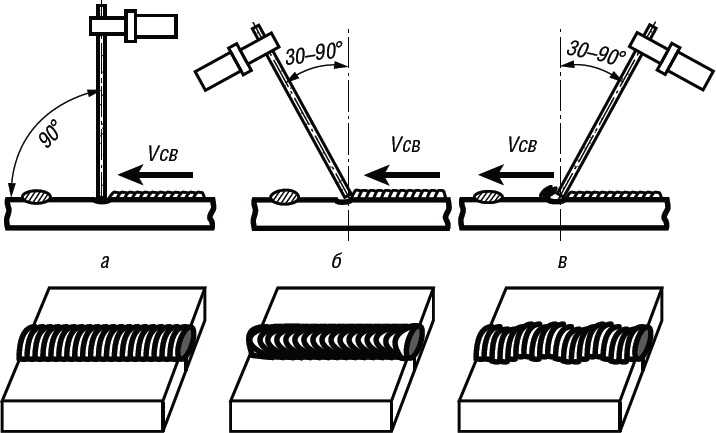 Перед вторым проходом удалите весь шлак.
Перед вторым проходом удалите весь шлак.
Положения сварки
Каждое положение сварки описано ниже. Обратите внимание, что не каждый электрод подходит для каждой позиции . Ознакомьтесь с указаниями производителя, прежде чем приступать к любой операции SMAW.
Горизонтальная
Однопроходная сварка валиком
При выполнении горизонтальной сварки сварщик должен учитывать деформацию, вызванную силой тяжести
Проблема горизонтальной сварки заключается в искажающем воздействии силы тяжести на сварочную ванну. При необходимости или если это поможет, прихватите подкладочную полосу. Скошенные края также могут быть полезными.
При сварке в режиме SMAW держите электрод под углом 90 градусов к сварному шву. Наклонитесь в направлении сварки на 15 градусов.
Материалы со скошенной кромкой для горизонтального сварного шва
Расположение многопроходных сварных швов
Каждое число указывает расположение каждого сварочного прохода. Обратите внимание на использование опорной пластины. Шлеп необходимо удалять после каждого сварного шва.
Обратите внимание на использование опорной пластины. Шлеп необходимо удалять после каждого сварного шва.
Вертикальное положение сварки
Схема многопроходной вертикальной сварки
Иллюстрация направления сварки и расположения каждого прохода при выполнении вертикальной сварки
Направление сварки может перемещаться сверху вниз или снизу вверх. Легче сваривать в направлении вверх.
При необходимости используйте опорную пластину, приваренную прихваточным швом, а для более толстых материалов скосите края.
Держите электрод под углом 90 градусов к свариваемому материалу.
Схема сварки вертикального тройника
Помните об искажающем влиянии силы тяжести. Сварите соединение с обеих сторон, чтобы максимизировать прочность. Используйте раскачивающее движение при движении вдоль сварного шва с электродом.
Схема сварки внахлестку
Положение для сварки в потолке
Для сварки в потолке дуга должна располагаться немного в стороне от кратера. Прихватите опорную пластину и при необходимости используйте скошенные кромки.
Прихватите опорную пластину и при необходимости используйте скошенные кромки.
Схема потолочного соединения с канавкой
Потолочное тройниковое соединение
Проверка сварного шва
Схема проверки прочности сварного шва
Проверка сварных швов с использованием молотка в указанном выше направлении. Слабость может быть связана с пористостью (отверстиями в сварном шве), неправильным нагревом или высокой скоростью перемещения.
Используйте молоток, чтобы ударить по стыку материала, приваренного к основанию. Сварной шов должен слегка прогибаться и не ломаться.
Поломка может быть вызвана слишком большим количеством отверстий (пористых) в сварном шве или наличием в сварном шве шлака.
Также обратите внимание, видны ли какие-либо скошенные области.
Если это так, это может означать, что присадочный материал не полностью расплавился из-за слишком быстрого перемещения электрода или из-за недостаточного использования тепла.