Содержание
сжимающая, коническая, торсионная и натяжная своими руками
При создании различных устройств очень полезно иметь под рукой пружины. Само собой возникает вопрос: сколько, какого типа и размера могут понадобиться в следующий раз и как сделать пружину своими руками?
При этом иногда возникает ситуация, когда сложно найти пружину, которая идеально соответствует твоим требованиям. Так почему бы не сделать свою собственную?
Создание пружин может показаться пугающим, но при помощи базового инструмента и с простой инструкцией каждый из вас сможет создать ее.
В этой статье я покажу вам, как сделать некоторые из них, сначала самые простые, а затем я перейду к некоторым «продвинутым» инструментам, но это не добавит процессу создания сложности.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.
Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.
Требования к пружинам
Для эффективного функционирования работы требуются следующие свойства:
- высокая прочность;
- пластичность;
- упругость;
- износостойкость.
Чтобы обеспечить проектные значения этих параметров, требуется правильно выбрать материал, точно рассчитать размеры, разработать и соблюсти технологию изготовления.
Государственными стандартами определяются требования к изготовлению пружин. По допустимым отклонениям они относятся к одной из точностных групп:
- менее 5%;
- менее 10%;
- менее 20%.


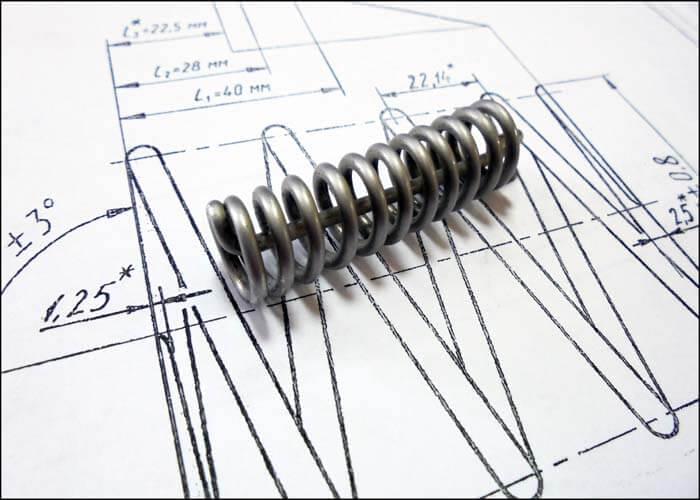
Схематическое изображение пружины
Строгие требования предъявляются к точности соблюдения геометрии, чистоте поверхности.
Не соответствуют стандарту изделия с царапинами и прочими наружными дефектами, снижающими ресурс изделия и срок его эксплуатации
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.
Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Диаметр
Если диаметр проволоки не более 2 мм, то пружину можно сделать, не применяя термическую обработку. Для этого необходимо таким образом разогнуть проволоку, чтобы она стала абсолютно ровной, а затем с усилием намотать ее на оправку.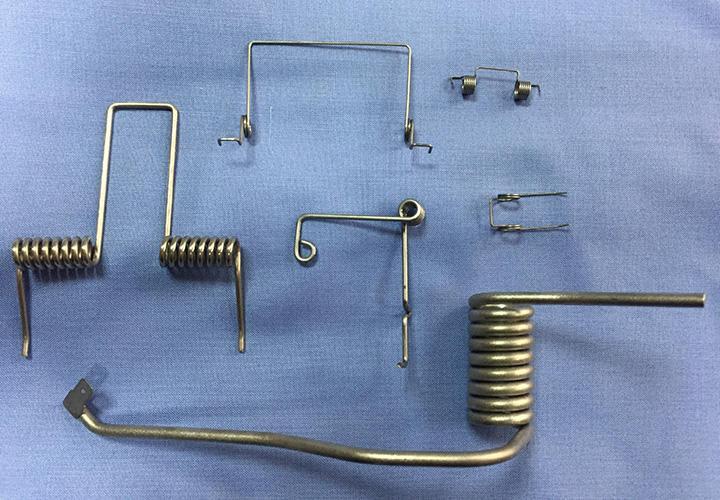
Что касается диаметра оправки, то он должен быть немного меньше, чем внутренний диаметр пружины, который вы хотите получить. Это необходимо для компенсации упругой деформации. Скорее всего, придется несколько раз разгибать и свивать пружину, попробовать оправки нескольких размеров, чтобы подобрать нужный диаметр. Между витками пружины сжатия расстояние должно быть немного большим, чем уже у готовой пружины. Два крайних витка должны хорошо и плотно прилегать друг к другу.
Если же диаметр пружины, которую вы хотите использовать как исходный материал больше 2 мм, то, прежде чем начинать с ней работу, ее нужно подвергнуть отжигу. Потому что без этой процедуры такую толстую проволоку невозможно выпрямить и навить.
- В первую очередь нужно правильно подобрать материал для будущей пружины – это половина успеха. В производстве используются сплавы цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2 и т.д.) или специальные стали (углеродистые или легированные). Если же вы решили сделать пружину самостоятельно, самым подходящим материалом для этого станет другая пружина нужного размера (обращать внимание нужно на диаметр проволоки, из которой она изготовлена).
- Отжиг лучше всего проводить в специальной термической печи. Если же вам не удалось найти такую, то используйте кирпичную или металлическую. Разведите огонь на березовых дровах и в угли положите пружину. Подождите, пока она не раскалится докрасна, и пусть она продолжает лежать в печи до полного ее охлаждения. После такой процедуры отжига проволока станет пригодной для навивания.
- Выпрямите ее и намотайте на оправку. Делайте это так, как описано выше. При процедуре изготовления пружины витки навивайте вплотную друг к другу.
- Теперь закалите пружину, чтобы она не потеряла форму. Для этого ее необходимо нагреть до температуры 830-870 градусов и опустить в трансформаторное масло (можно использовать и веретенное). Естественно, что вы не сможете по приборам отслеживать нужную температуру, поэтому определяйте ее визуально по цвету нагретого металла. При температуре 830-900°С металл имеет светло-красный цвет. Если такой оттенок появился – пружина дошла до нужного состояния.
- После закалки нужно сжать пружину до сжимания витков и оставить ее, не разжимая, на 20-40 часов. Затем сточите на точильном агрегате концы пружины и изделие готово.
- Смотреть статью о заневоливании пружин.


Читать также: Победитовая цепь для бензопилы stihl 180 цена
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.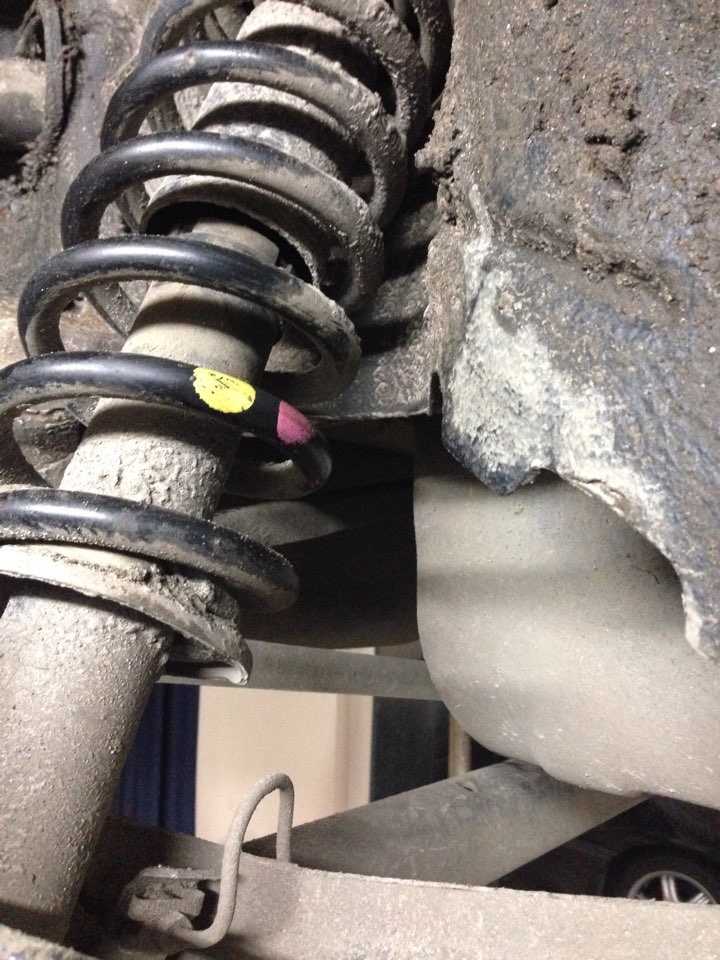
Неподходящий тип
Среди обилия конструкций следует выбирать изделия, которые максимально соответствует оригинальным элементам по форме, высоте, жесткости:
- Количество витков, высота может отличаться. Главное – это полное совпадение посадочного места, наружного диаметра. Легче всего правильно подобрать пружины с помощью фирменных каталогов, предлагающих свою продукцию для различных авто.
- Долговечность пружин зависит от отсутствия технологического брака. Кроме того, на этот параметр напрямую влияет нарушение рекомендаций по их подбору, использование неподходящих амортизаторов.
- Цветовая маркировка у разных производителей может отличаться. Диаметр прутка пружин может также отличаться. При выборе этого элемента подвески важно ориентироваться на производителя, тип изделия, который определяется с помощью маркировки, жесткость.
Изменение конструкции подвески кустарными методами крайне негативно сказывается на работе пружин.
Например, установка элементов от универсалов на седаны в случае проседания кузова авто оправдана.
 С другой стороны, если это делается для повышения грузоподъемности, то это неоправданный шаг, поскольку усиленные конструкции могут со временем повредить кузов.
С другой стороны, если это делается для повышения грузоподъемности, то это неоправданный шаг, поскольку усиленные конструкции могут со временем повредить кузов.Неподходящий тип может привести к потере управляемости, ухудшению устойчивости на дороге, повреждениям кузова, амортизаторов.
Кроме того, неправильный тип изделий, установленный на авто, нередко приводит к сбоям электронных систем ABS и ESP. Это может привести даже к выходу ЭБУ из строя.
Неправильные пружины изменяют дорожный просвет, углы установки колес. В результате детали, узлы ходовой части, шины изнашиваются гораздо быстрей.
Используемое оборудование и оснастка
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой. Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.
Используемое оборудование и оснастка
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Особенности операции
- Верно подобранная основа является залогом успеха. В заводских условиях для изготовления применяется сплав цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2), легированная или углеродистая сталь. Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.
- Для отжига лучше всего подойдет особая печь. При отсутствии таковой подойдет из кирпича или металла.
- Для охлаждения после нагрева рекомендуется применять трансформаторное масло. При его отсутствии подойдет веретенное.
 Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.
Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.Завершающий этап
После процедуры закаливания пружину следует сжать и оставить в таком положении на двое суток. Затем, используя точильный станок, обрабатываются ее концы. Это придаст кустарному изделию требуемый размер. После выполнения всех вышеперечисленных действий пружина считается готовой к эксплуатации. Как утверждают специалисты, кустарные самоделки не сравнить с аналогичными изделиями заводского производства.
Тем не менее нестандартные пружины широко используются в различных механизмах. Если их эксплуатировать в щадящем режиме, то пружины прослужат достаточно долго.
как сделать пружину?
prim2005
У попа была … Короче, была хитрая пружинка, но я её по ходу где-то пролюбил. Подобрать другую нереально, нужно делать. Попробовал из обычной витой пружинки выгнуть, как то не очень получается. Отжег заготовку, выгибать получается веселее, но нужно калить. Вот и вопрос: как в домашних условиях при минимуме теплового оборудования закалить правильно пружинку.
Диаметр прутка 1,5мм, габаритный размер пружины 40мм Х 15мм (в одной плоскости).
Помогите кто чем может 😊
Вот такая
forests spirit
Всякие хитрые пружинки делал из пружин от матраса -плюсы в бОльшем диаметре витков-меньше неровностей в итоге. По закалке ничего сказать не могу, не пробовал.
Trident8
Нагреть тщательно до красного цвета 810-830 — и в масло. Потом отпустить в духовке при 200 минут 20 — и на воздух. Проверить, если не понравится результат — немного изменить режим в ту или иную сторону.
Romario_omsk
когда собирал гриндер встал вопрос по пружине, т.к. от тормозных колодок была слишком длинная, я ее пополам порезал, потом отогнул виток и накалил его на газовой горелке (типа карандаша площадь не большая ей больше не надо), сформовал на горячую «петлю» после чего «закалил» опустив в воду, т.к. не каленая была слишком мягкой….
НО без отпуска она стала хрупкой и обломилась….
тогда повторил процедуру с другой и сделал «отпуск» также, что бы не испортить всю пружину карандашом довел до цветов побежалости и остудил на воздухе….
работает нормально….
у Вас деталь побольше площадью, зато калить и отпускать целиком можно отпустить в духовке, но и нагревать необходимо либо в горне, либо горелкой побольше….
prim2005
Из готовой пружины делать, у меня здоровья не хватает, радиусы изгибов ок. 3мм.
Пробовал калить с отпуском — ломается при первой же попытке сжать или растянуть. 200 град. наверное маловато
200 град. наверное маловато
alex-wolff
Trident8
Потом отпустить в духовке при 200 минут 20 — и на воздух. Проверить, если не понравится результат — немного изменить режим в ту или иную сторону.
Для пружин нужен другой температурный режим, это даже я знаю. 😊
вот здесь доступно, для понимания и по цвету побежалости можно горелкой пружину попробывать отпуск сделать. это примерно 300-500 градусов на отпуске
Шалим
prim2005
У попа была … Короче, была хитрая пружинка, но я её по ходу где-то пролюбил. Подобрать другую нереально, нужно делать. Попробовал из обычной витой пружинки выгнуть, как то не очень получается. Отжег заготовку, выгибать получается веселее, но нужно калить. Вот и вопрос: как в домашних условиях при минимуме теплового оборудования закалить правильно пружинку.
Диаметр прутка 1,5мм, габаритный размер пружины 40мм Х 15мм (в одной плоскости).
Помогите кто чем может 😊

Из какого металла пружина то?
prim2005
Из какого металла пружина то?
Самая распространенная — Х.З. 😊
dru029
prim2005
Самая распространенная — Х.З.
очень интересно!
TEA737
Шалим
Из какого металла пружина то?
У буржуев 1095 самая распространенная, у нас вероятно У8-У10 судя по составу.С ув
Va-78
Учитывая что вопрос на удивление часто повторяется, зацытирую сам себя — из того что в ПМ общался:
%username% привет!
Обыкновенные застегивающиеся булавки очень хорошо подходят для изготовления всяких мелких пружинок типа ножевых. За счет того что они выпускаются в разных размерах и с разной толщиной прутка, почти всегда можно подобрать себе нужное. Плюс, если их расклепывать чуть-чуть, то можно получать плоские пружинки — тоже иногда полезно.
За счет того что они выпускаются в разных размерах и с разной толщиной прутка, почти всегда можно подобрать себе нужное. Плюс, если их расклепывать чуть-чуть, то можно получать плоские пружинки — тоже иногда полезно.
Суть: берем булавку, нагреваем ее на газовой плите до красного (даже чуть в оранжевый) цвета и аккуратно распрямляем плоскогубцами. Пусть булавка остынет сама собой — она тогда стенет мягкая. Получится более-менее прямой прутик.
Далее, когда железка мягкая, откусываем кусачками ненужные нам ушко и острие. Еще раз нагреваем (до того-же цвета) и на какой-нибудь наковаленке (напр. плоская часть блина гантели) осторожно молоточком выпрямляем прутик окончательно. Он нагретый очень легко деформируется, поэтому тюкаем помаленьку.
Когда мы совершенно выпрямили железку, измеряем и выгибаем нужную форму пружины с помощью плоскогубцев. Перед сгибанием, хорошо будет еще раз нагреть и естественно остудить — там пружина послужит дольше, поскольку этим мы подстрахуемся от возможного появления микротрещин.
Теперь, когда прутику придана нужная форма, нужно вернуть ему пружинные свойства. Для этого, опять разогреваем его до уже знакомого цвета и резко охлаждаем. Можно охладить просто в воде.
После этого, наша заготовка будет очень твердой, но хрупкой. Поэтому, берем мелкую наждачку (прим. #300-400) и зачищаем деталь от окалины — так, чтобы видеть блестящий металл.
Снова подностим к огню — на этот раз не прямо в пламя, а чуть со стороны. Задача — уловить тот момент, когда по пружинке покатится цветовая волна, т.н. «побежалость». Нас интересует желтый цвет.
Как только железка чуть пожелтела (не от «накаливания», а именно «от нагрева») — тут-же ее в сторону и даем естественно остыть.
Все, сталь снова приобрела пружинные свойства.
Если желательно получить нержавеющую пружинку, то после нагрева опускаем деталь в любое машинное масло, чтобы она там совсем остыла (прутик тонкий и это буквально минута времени). Затем ее нужно подержать над пламенем, на такой высоте, где загорится масло. Важно не перегреть, иначе пружина будет слишком слабой. Т.е. помещаем высоко над огнем, и потом понемногу опускаем (сначала масло задымиться — это хороший знак, значит рядом уже) — как вспыхнуло — пару-тройку секунд выдерживаем и железку в сторону от огня. Когда масло сгорит, оно образует прочную пленку на металле, которая не позволит ему окисляться. Чтобы еще усилить этот эффект, разводим пару капелек эпоксидки, и смочив в ней кусочек тряпочки или кожи, протираем нашу готовую пружину. Эпоксидка зацепиться за слой сгоревшего маса насмерть, а за счет тонкого-претонкого слоя ,не будет трескаться. Это усилит антикоррозийные свойства.
Важно не перегреть, иначе пружина будет слишком слабой. Т.е. помещаем высоко над огнем, и потом понемногу опускаем (сначала масло задымиться — это хороший знак, значит рядом уже) — как вспыхнуло — пару-тройку секунд выдерживаем и железку в сторону от огня. Когда масло сгорит, оно образует прочную пленку на металле, которая не позволит ему окисляться. Чтобы еще усилить этот эффект, разводим пару капелек эпоксидки, и смочив в ней кусочек тряпочки или кожи, протираем нашу готовую пружину. Эпоксидка зацепиться за слой сгоревшего маса насмерть, а за счет тонкого-претонкого слоя ,не будет трескаться. Это усилит антикоррозийные свойства.
Вот в общем и все. Дольше описать чем делать.
Да, — если диаметров булавок не хватает, то можно таким-же способом обрабатывать и любые другие тонкие пружинистые ништяки — например отличные результаты дают пружины с советских раскладушек. Одна выпрямленая пружина оттуда — это прим. 40см. прутка.
С первого раза у вас наверное не получится, но пара попыток (чтобы глаз привык ловить цвет и время нагрева) и все будет ОК.
Дьявольски vаш…
П.С. технология многократно опробована, но использовал только старые булавки, сейчас китайцы могут делать из черт знает чего — покупал китайские иголки — гнутся как пипец. Есть смысл потрошить «бабушкины запасы», а то бяка совсем.
Шалим
TEA737
У буржуев 1095 самая распространенная, у нас вероятно У8-У10 судя по составу.С ув
Я имел в виду Т.С. из какой железки хочет пружину сделать.
У8 так калится на пружину, 60с2а — по другому, 65г по третьему.
А то смотрю спецы уже насоветовали. Нагрей, окуни в масло…)))))
Va-78
У8 так калится на пружину, 60с2а — по другому, 65г по третьему.
да какие там «по другому»? Вы прочтите вопрос ОП-а:
…как в домашних условиях при минимуме теплового оборудования закалить правильно пружинку.
Диаметр прутка 1,5мм, габаритный размер пружины 40мм Х 15мм (в одной плоскости)…
Шалим
Ну да, с температурой хрен угодаешь, ибо такой деаметр на газу раскалится мгновенно до неконтролируемо высокой температуры. Чё то я этот момент упустил из виду))))Тут уж только методом научного тыка, по другому ни как.
Romario_omsk
VA прав, цвет который он назвал желтым я бы назвал соломенным…
Шалим
Пружину отпускать до фиолетового — около 400 гр. Меньше низззя — лопнет)))
Trident8
Я дал режим для 65Г. Температуру отпуска можно и до 400 повысить, если ломаться будет.
max12312
чтобы не зевнуть побежалость на такой мелкой детали. я зачищенную после закалки железячку кладу на болваночку 10мм стальную чёрноржавую )) и грею болванку, цвет пойдёт очень не спеша и вы не напрягаясь получите то что надо
я зачищенную после закалки железячку кладу на болваночку 10мм стальную чёрноржавую )) и грею болванку, цвет пойдёт очень не спеша и вы не напрягаясь получите то что надо
alex-wolff
max12312
чтобы не зевнуть побежалость на такой мелкой детали. я зачищенную после закалки железячку кладу на болваночку 10мм стальную чёрноржавую )) и грею болванку, цвет пойдёт очень не спеша и вы не напрягаясь получите то что надо
Хитро, надо запомнить. 😊
Шалим
Ну дык так и клинки тонкие калят, вот тока дома на газу отпустить, нагреть болванку хватит, а на закалить — вряд ли. Да и сечение настолько мало, что повторить вряд ли удастся, так как углерод выгорит моментом.
max12312
у дык так и клинки тонкие калят,
я Вам говорил о плавном , равномерном отпуске без лишних усилий, ибо правильный отпуск для пружины критичен. а закалить можно классически.1,5 не такая уж и тонкая деталь, закалку таких мелких деталюх я обычно делаю так привязываю тоненькой проволокой и грею горелочкой прям над закалочной средой (налитой в высокую пивную банку)и как нагрелось просто роняю деталь в банку.С уважением.
а закалить можно классически.1,5 не такая уж и тонкая деталь, закалку таких мелких деталюх я обычно делаю так привязываю тоненькой проволокой и грею горелочкой прям над закалочной средой (налитой в высокую пивную банку)и как нагрелось просто роняю деталь в банку.С уважением.
Шалим
я Вам говорил о плавном , равномерном отпуске без лишних усилий, ибо правильный отпуск для пружины критичен. а закалить можно классически.1,5 не такая уж и тонкая деталь, закалку таких мелких деталюх я обычно делаю так привязываю тоненькой проволокой и грею горелочкой прям над закалочной средой (налитой в высокую пивную банку)и как нагрелось просто роняю деталь в банку.С уважением.
Я про закалку в горне))))
Кстати при нагреве под закалку, тоже не стоит форсировать события)))))
max12312
Я про закалку в горне))))
Кстати при нагреве под закалку, тоже не стоит форсировать события)))))
есть у меня чудеснейшая книга . .справочник термиста.. очень помогает, вот только тонкости у всех свои. 😛
.справочник термиста.. очень помогает, вот только тонкости у всех свои. 😛
Шалим
есть у меня чудеснейшая книга ..справочник термиста.. очень помогает, вот только тонкости у всех свои.
Кто ж спорит?)))
А книга замечательная.)))
prim2005
Спасибо всем откликнувшимся. Буду экспериментировать.
Make Springs сильнее — Spring Store
Toggle NAV
Поиск
Поиск
Advanced Search
Позвоните нам сейчас
(951) 276-2777
Menu
. вопрос среди населения. Иногда вы бы предпочли, чтобы ваши устройства были немного жестче или легче, но вы недостаточно знаете о пружинах, чтобы понять, как вы можете это сделать. В этой статье вы узнаете, как сделать свою пружину сильнее или слабее.
На рисунках справа показано, какие регулировки пружины нужно сделать, чтобы она стала сильнее или слабее, но держу пари, вам интересно, почему некоторые из этих регулировок размеров пружины влияют на ее силу. Что ж, начнем с увеличения и уменьшения диаметра проволоки. Если вы сделаете диаметр проволоки больше, вы сделаете пружину сильнее, а если вы сделаете ее меньше, вы сделаете ее слабее. Это связано с тем, что, увеличивая диаметр проволоки, вы также делаете витки пружины более тугими, что снижает индекс пружины. Противоположный эффект достигается, когда вы делаете его меньше, индекс пружины увеличивается, поэтому он не такой тугой и подвергается меньшему напряжению. Эта регулировка повлияет не только на силу вашей пружины, но также повлияет на ее предел упругости, как это происходит при регулировке внешнего или внутреннего диаметра. Имейте в виду, что регулировка диаметра проволоки повлияет на сплошную высоту пружин сжатия и длину корпуса пружин растяжения и кручения.
Когда вы регулируете внешний диаметр, чтобы увеличить его, вы должны уменьшить его. Чтобы сделать его слабее, вы должны сделать внешний или внутренний диаметр больше. Поскольку диаметр проволоки остается прежним, мы получаем от этого тот же эффект, что и при регулировке диаметра проволоки. Если ваши катушки более тугие, у вас меньший индекс, что дает вам больше силы. Если вы сделаете диаметр катушки больше, индекс вашей пружины будет больше, что сделает вашу пружину слабее. То, как это влияет на эластичность вашей конструкции пружины, заключается в том, что пружины с уменьшенными индексами пружины испытывают большую нагрузку, чем пружины со средними или большими индексами. Это означает, что если вы уменьшите диаметр катушки или увеличите диаметр проволоки, ваша пружина станет сильнее, что затруднит ее сжатие.
В этих случаях вам нужно внести коррективы во все элементы вашего дизайна, чтобы вы могли не только получить необходимую силу, но и получить перемещение. Еще одна регулировка, которую вы можете сделать, это убрать или добавить катушки. Когда вы вынимаете катушки, оставшиеся катушки будут иметь больший шаг между ними, что означает, что им потребуется больше времени для сжатия. Это в случае пружины сжатия. В случае пружины растяжения или кручения меньше витков работают вместе, чтобы обеспечить это растяжение или крутящий момент, поэтому, опять же, ваша пружина будет сильнее, но она будет подвергаться большему напряжению. С другой стороны, если вы добавите катушки; ваша пружина сжатия будет иметь меньший шаг между витками, а ваша пружина кручения или растяжения будет иметь больше витков, работающих вместе, чтобы обеспечить вам необходимую эластичность.
Еще одна регулировка, которую вы можете сделать, это убрать или добавить катушки. Когда вы вынимаете катушки, оставшиеся катушки будут иметь больший шаг между ними, что означает, что им потребуется больше времени для сжатия. Это в случае пружины сжатия. В случае пружины растяжения или кручения меньше витков работают вместе, чтобы обеспечить это растяжение или крутящий момент, поэтому, опять же, ваша пружина будет сильнее, но она будет подвергаться большему напряжению. С другой стороны, если вы добавите катушки; ваша пружина сжатия будет иметь меньший шаг между витками, а ваша пружина кручения или растяжения будет иметь больше витков, работающих вместе, чтобы обеспечить вам необходимую эластичность.
Чтобы получить правильный дизайн, нужно смешать эти процедуры. Может быть, сделать внешний диаметр меньше, чтобы сделать его прочнее, но также добавить пару витков, чтобы снять напряжение. Вы также можете увеличить диаметр проволоки до точки, где она будет прочнее, чем вам нужно, но затем немного увеличить внешний диаметр, чтобы ослабить натяжение, а также добиться большего хода. Если вы не можете справиться со своими рабочими нагрузками с помощью этих регулировок, следующим шагом будет увеличение силы за счет большего перемещения.
Если вы не можете справиться со своими рабочими нагрузками с помощью этих регулировок, следующим шагом будет увеличение силы за счет большего перемещения.
Для создания большего усилия за счет увеличения хода процедуры различны для каждого типа пружины. Для пружин сжатия вы должны убедиться, что ваша пружина имеет истинный максимальный ход выше, чем максимальный ход с учетом сплошной высоты. Это позволит вам сделать пружину длиннее, поэтому вам придется больше перемещаться, чтобы достичь желаемой высоты с нагрузкой. В случае пружины растяжения вы должны сделать длину внутри крючков короче, что также повлияет на длину корпуса, вынимая витки, поэтому будьте очень осторожны с этой процедурой. В случае с торсионной пружиной, чтобы создать больший крутящий момент за счет большего количества шагов, вы должны отрегулировать свободное положение дальше от направления, в котором она будет двигаться.
How to Make a Compression Spring
Toggle Nav
Search
(951) 276-2777CONTACT US
Language
Menu
Account
Settings
Language
Процесс изготовления пружин сжатия представлен на этой странице вместе с фотографиями и примерами того, как это делается.
 Мы также предоставляем вам руководства по проектированию пружин сжатия, наш калькулятор пружин и возможность связаться с нашим инженером по пружинам, чтобы помочь вам с вашей конструкцией.
Мы также предоставляем вам руководства по проектированию пружин сжатия, наш калькулятор пружин и возможность связаться с нашим инженером по пружинам, чтобы помочь вам с вашей конструкцией.
Независимо от того, находитесь ли вы на странице, просто чтобы узнать, как производятся пружины, или ищете компанию для производства винтовых пружин для вашей компании, вы найдете всю необходимую информацию здесь, в компании Acxess Spring.
- Конструкция пружины сжатия
- Выберите лучший тип материала
При проектировании пружины сжатия учитывается множество факторов, которые вы можете изучить, нажав здесь. Основой того, как сделать конструкцию пружин сжатия, являются физические размеры, нагрузки, скорость и требования к ходу. Примите во внимание окружение пружины сжатия, чтобы определить физические размеры. Например; если ваша пружина входит в отверстие, вы должны учитывать внешний диаметр, а если ваша пружина проходит через вал, учитывайте внутренний диаметр пружины сжатия. Убедитесь, что вы оставляете некоторый зазор между стенками отверстия или вала и пружиной, чтобы избежать трения, когда пружина находится в движении (отклонении). Для работы с другими значениями, такими как нагрузка, скорость и ход, у нас также есть различные страницы, объясняющие максимальное сжатие пружины, нагрузку и скорость сжатия пружины.
Для работы с другими значениями, такими как нагрузка, скорость и ход, у нас также есть различные страницы, объясняющие максимальное сжатие пружины, нагрузку и скорость сжатия пружины.
Выбирая тип материала, вы хотите убедиться, что он сможет противостоять условиям любой среды, с которой будет сталкиваться ваша пружина. Факторами, которые необходимо учитывать, являются как температура, так и другие характеристики окружающей среды, такие как влажность или контакт с определенными химическими веществами. Эта пружина должна быть устойчива ко всем этим факторам. Однако вы не хотите переусердствовать. Чем выше термостойкость пружины, тем дороже тип материала. Щелкните ссылку, чтобы получить дополнительную информацию о свойствах обычных пружинных материалов.
Компания Acxess Spring изготавливает пружины сжатия на станке с ЧПУ. Необходимые инструменты и их функции на ЧПУ следующие:
- Подающие ролики: Подающие ролики — это те два ролика, которые показаны на предоставленных изображениях. Они вращаются одновременно, чтобы подавать проволоку от первой направляющей проволоки ко второй направляющей проволоки. Этот инструмент выбирается в соответствии с диаметром проволоки.
- Направляющие для проволоки: Имеется две направляющие для проволоки. Один до роллов, а другой после роллов. Вторая направляющая для проволоки подает проволоку к оправке, чтобы начать формирование витков. Этот инструмент также выбирается исходя из диаметра проволоки.
- Оправка: Оправка представляет собой штифт в форме полумесяца, под которым и вокруг которого проходит проволока после попадания в точки намотки. Этот инструмент выбирается в зависимости от внутреннего диаметра пружины сжатия.
- Точки намотки: Точки намотки представляют собой два штифта, которые формируют и формируют витки, мешая прямолинейному пути пружинной проволоки и слегка изгибаясь.
- Инструмент для тангажа: Инструмент для тангажа представляет собой стержень, который скользит вверх и вниз, чтобы также мешать свернутому проводу. Это выталкивает катушку, чтобы сделать шаг.
- Нож: Нож опускается после формирования пружины и разрезает проволоку там, где заканчивается последний виток, завершая процесс.
 Они вращаются одновременно, чтобы подавать проволоку от первой направляющей проволоки ко второй направляющей проволоки. Этот инструмент выбирается в соответствии с диаметром проволоки.
Они вращаются одновременно, чтобы подавать проволоку от первой направляющей проволоки ко второй направляющей проволоки. Этот инструмент выбирается в соответствии с диаметром проволоки. Это выталкивает катушку, чтобы сделать шаг.
Это выталкивает катушку, чтобы сделать шаг.Чтобы мы могли изготовить пружину сжатия, материал должен быть мягким, поэтому он должен пройти процесс термообработки, чтобы материал затвердел и работал должным образом. Если пружины не подвергнуты термической обработке, материал останется мягким, и пружина автоматически сожмется, если ее сжать, потому что в ее витках не будет силы или памяти. Пружины подвергаются термообработке при разных температурах и в течение разного времени в зависимости от типа материала. Чтобы узнать, при каких температурах подвергается термообработке определенный тип материала, нажмите здесь.
После термической обработки пружин мы проверяем соответствие размеров пружины сжатия и соответствие нормам и рабочим нагрузкам.