Содержание
Сверление глубоких отверстий: на что обратить внимание
Использование металлических деталей, отличающихся большой длиной, в машиностроении не редкость. Чтобы просверлить в них отверстие, применяется особая технология глубокого сверления, которая требует специфичного подхода.
Сверление называется глубоким, если диаметр выполняемого отверстия минимум в 5 раз меньше его длины.
Чем больше длина отверстия, тем сложнее выполнить его качественно. Ведь в процессе работы приходится одновременно бороться сразу с несколькими проблемами: плохим стружкоотведением, сильным нагревом инструмента и возможным смещением сверла. Поэтому так важно перед началом обработки выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение.
Проблема первая: стружкоотведение
Во время сверления всегда возникают трудности с ликвидацией стружки из зоны обработки. Это может привести к смещению инструмента с заданной траектории. Причем, чем глубже отверстие, тем проблема актуальнее. Как её решить?
Причем, чем глубже отверстие, тем проблема актуальнее. Как её решить?
Для обработки металлов, которые в процессе их резания образуют длинную стружку, предпочтительно применять инструмент, в котором канавки для стружкоотведения максимально гладкие и отполированные.
Проблема вторая: подача СОЖ
Применение смазочно-охлаждающей жидкости во время сверления необходимо для снижения сил трения и эффективного охлаждения заготовки и обрабатывающего инструмента. Подача, как правило, происходит под давлением, что помогает не только снизить температуру в зоне обработки, но и удалить оттуда металлическую стружку.
Использовать в работе стоит только качественную смазочно-охлаждающую жидкость. Она не вызывает коррозии на обрабатываемом материале, безопасна для человека, не обладает неприятным запахом и прекрасно отводит тепло. Ещё одно преимущество применения СОЖ – повышение скорости обработки. К примеру, при сверлении нержавеющей стали производительность возрастает на 30%, а при обработке чугуна – на 40%.
Проблема третья: точная центровка сверла
Чтобы просверлить глубокое отверстие качественно, важно точно центровать инструмент и исключить его отклонение от намеченной траектории. Для этого в первую очередь нужно минимизировать вибрации.
Кроме того, сверло нельзя вращать на полных оборотах вне обрабатываемой детали, так как это может привести к смещению режущей части с требуемой траектории.
Подведём итог
Технология глубокого сверления металла не предполагает спешки. В процессе работы нужно время от времени останавливать сверление, чтобы ликвидировать стружку. Также важно выбрать качественный инструмент от проверенных производителей. Как это сделать, читайте в нашем блоге.
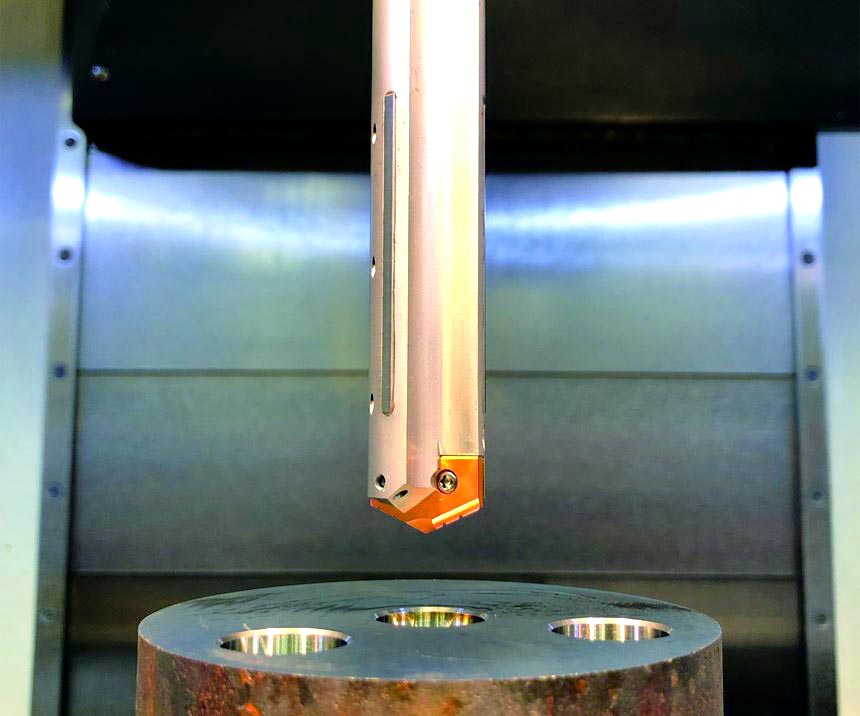
Пример качественного инструмента – сверло от американского производителя Kennametal, которое способно сделать отверстие глубиной до 72 диаметров.
 youtube.com/embed/Icy9jPx_ryw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/Icy9jPx_ryw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Глубокое сверление отверстий в металле
Расточка применяется для обработки отверстий, уменьшения износа, исправление оси сверления. Расточка и сверление могут достигать Ø 60-120 мм и глубину 2 000 мм. Расточка может применяться, как координатно-расточная, так и горизонтальная, в зависимости от детали.
Заказать услугу
Имя *
Телефон *
E-mail *
Приложите ваш чертеж деталиПриложите ваш чертеж детали
Дополнительные пожелания
Ваш город
Санкт-ПетербургЧелябинскДругой (нужна доставка)
QuickForm
Механическое сверление представляет собой резание отверстий путем вращения самой детали или сверла. Если требуется создать отверстие глубже 10 мм применяется такой метод сверления, как глубокое сверление. При этом глубина проделываемого отверстия намного превосходит его диаметр.
Глубокое сверление является трудоемкой операцией и требует значительной тщательности и внимания от мастера во избежания искривления оси выполняемого отверстия, попадания стружки в отверстие. В компании «Промснаб» услуги глубокого сверления металла выполняются только высококвалифицированными профессионалами с большим стажем работы и имеющими допуски на данный вид работ.
Глубокое сверление отверстий в металле требуется при необходимости изготовления труб, теплообменников, деталей к бойлерам, осей, втулок, колоколов, цилиндров, муфт, валов, роторов, труб буровых установок и многих других промышленных деталей.
Услуги глубокого сверления металла востребованы в таких отраслях, как: нефтегазовая, машиностроительная, металлургическая, аэрокосмическая, сельскохозяйственная, лесопромышленная, деревообрабатывающая, >целлюлозно-бумажная и мн. др.
Классификация сверления глубоких отверстий
Существует несколько различных видов сверл для сверления глубоких отверстий:
- пушечные с проемом для удаления стружки, однорезцового типа;
- спиральные однорезцового типа;
- ружейные, полностью вылитые из твердых металлов и с фиксированными пластинами;
- эжекторные, которые устанавливаются на станки горизонтально.

В компании «Промснаб» глубокое сверление металла выполняется по нескольким технологиям:
- Сверление вращающейся заготовки. При этом сам инструмент остается в неподвижном состоянии. Такой метод сверления является одним из самых распространенных.
- Сверление статичной заготовки. Обработка совершается вращающимся инструментом.
- Сверление, при котором происходит вращение как заготовки, так и сверла, при этом инструмент и деталь вращаются в противоположных направлениях. Этот способ считается одним из самых быстрых и эффективных.
Особенности глубокого сверления
Сверление глубоких отверстий совершается в несколько этапов:
I. На первом этапе коротким сверлом высверливается небольшое отверстие.
II. Далее применяется специальное длинное сверло. Во время данного процесса мастеру-фрезеровщику необходимо регулярно проверять отверстие, поскольку в нем может собираться стружка.
III. Организация дробления стружки, окончательное ее удаление. Здесь требуется особая тщательность со стороны оператора. Ведь при совершения даже самых мельчайших ошибок – деталь может поломаться, как и само сверло.
Станки глубокого сверления
В компании «Промснаб» для глубокого сверления металла применяются специальные глубокосверлильные станки, которые позволяют проводить работу наиболее тщательно и эффективно. Глубокое сверление на ЧПУ станках производится в том случае, если на оных настроена система СОЖ. Данная концепция устраняет стружку, отводя ее по специальным каналам. СОЖ также позволяет охлаждать инструмент и уменьшать его силовые нагрузки, тем самым сохраняя как саму деталь, так и инструмент.
Станок глубокого сверления также должен соответствовать таким требованиям как: высокая производительность, современность и надежность. Наши глубокосверильные станки отвечают всем вышеуказанным условиям и регулярно проходят техническое обслуживание.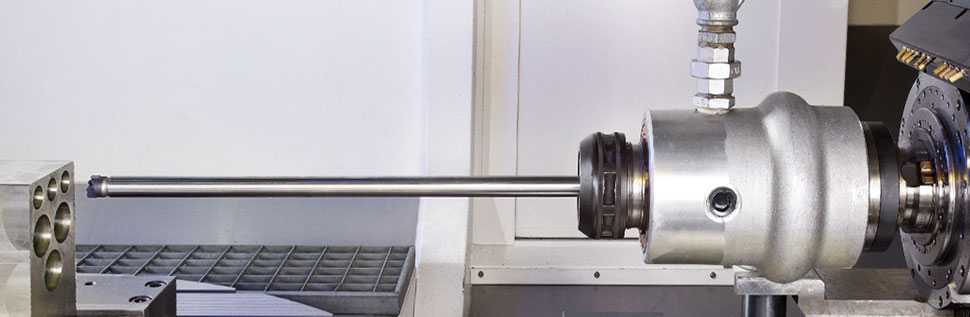
Сотрудники компании «Промснаб» выполняют глубокое сверление с предельно высокой точностью, используя все возможные технологии в данном процессе. Особое внимание уделяется процедуре удаления стружки во время сверления, во избежание ее скопления, приводящее к поломке детали.
Наше оборудование разработано с учетом всех технических тонкостей, а операторы обладают достаточным опытом и знаниями для безошибочного и точного выполнения глубокого сверления.
Для расчета обработки ваших деталей присылайте чертежи на почту — Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Что такое Gundrilling? Как работает Gundrilling и когда его использовать
Начните здесь: Обзор глубокого сверления
Gundrilling — это процесс глубокого сверления, в котором используется длинный тонкий режущий инструмент для создания отверстий в металле с высоким отношением глубины к диаметру. Пистолетное сверление эффективно при диаметрах от 1 до 50 мм [0,04–2,00 дюйма]. Инструмент Gundrill отличается от обычного спирального сверла своей уникальной геометрией головки; стандартная ружейная дрель имеет единственную эффективную режущую кромку, которая удаляет стружку по мере продвижения в металлическую заготовку.
Инструмент Gundrill отличается от обычного спирального сверла своей уникальной геометрией головки; стандартная ружейная дрель имеет единственную эффективную режущую кромку, которая удаляет стружку по мере продвижения в металлическую заготовку.
Процесс ружейного сверления позволяет сверлить глубокие отверстия, превышающие то, что возможно с помощью обычного оборудования и инструментов, таких как спиральные сверла, с использованием охлаждающей жидкости под высоким давлением для чистого отвода стружки даже на экстремальных глубинах.
Оружейное сверление изначально было разработано для изготовления оружейных стволов, где прямолинейность и долговечность ствола были важны для правильного функционирования ствола. Процесс сверления огнестрельным оружием и инструменты были усовершенствованы для обеспечения максимальной производительности и использования на современном специализированном оборудовании. Огнестрельное оружие по-прежнему является распространенным применением для стрельбы из огнестрельного оружия. Другие отрасли промышленности включают компоненты дизельного топлива, медицинские инструменты, пресс-формы для литья пластмасс и многое другое.
Другие отрасли промышленности включают компоненты дизельного топлива, медицинские инструменты, пресс-формы для литья пластмасс и многое другое.
Пистолетное сверление может выполняться с ограниченной производительностью на обычных станках с ЧПУ. Отверстия с отношением глубины к диаметру 20:1 или выше обычно требуют специального оборудования для достижения максимальной производительности и надежности процесса, и могут достигать экстремальных соотношений 400:1 или выше.
Сверление с помощью пистолета по сравнению со сверлением с помощью BTA
Процесс сверления с помощью пистолета идеально подходит для отверстий меньшего диаметра, до 50 мм [2,00 дюйма]. Процесс сверления пистолетом отличается от сверления BTA из-за входа охлаждающей жидкости и удаления стружки; Gundrills вводят охлаждающую жидкость внутрь через небольшое отверстие в инструменте, а стружка удаляется охлаждающей жидкостью через канавку за пределами длины инструмента. В сверлильных станках BTA охлаждающая жидкость подается извне, через узел вокруг инструмента, а стружка удаляется через само сверло.
Узнайте больше о сверлении BTA
Оптимальные характеристики процесса сверления с применением огнестрельного оружия
Сверление с применением огнестрельного оружия — идеальный процесс для просверливания глубоких отверстий различной глубины и диаметра. Чрезвычайно глубокие отверстия и отверстия малого диаметра используют пушечное сверление со специальным оборудованием для сохранения прямолинейности и точности.
Диаметр сверления пистолета
| 1–3 мм | Возможно при соответствующем оборудовании |
| 3–25 мм | Общий |
| 25–50 мм | Общий |
| 50–75 мм | Возможно, но менее продуктивно, чем бурение БТА |
Соотношение D:d для сверления пистолетом
| 5:1 | Обычные спиральные сверла |
| 10:1 | Высокопроизводительные спиральные сверла со сквозной подачей СОЖ |
| 20:1 | Специальные инструменты для глубокого сверления со сквозной подачей СОЖ |
| 100:1 | Инструменты для сверления пистолета на специальном станке для сверления пистолета |
| 200:1 | Инструменты для сверления пистолета на высокопроизводительном станке для сверления пистолета |
| 400:1 | Экстремальный диапазон бурения, требуются собственные процессы и оборудование |
Сверлильный станок для огнестрельного оружия
Сверлильные станки для огнестрельного оружия спроектированы и изготовлены для достижения требуемых допусков в глубоких отверстиях. Просмотрите схему станка и узнайте о высокоточных компонентах, из которых состоит оборудование для сверления огнестрельного оружия.
Просмотрите схему станка и узнайте о высокоточных компонентах, из которых состоит оборудование для сверления огнестрельного оружия.
Узнать больше >
Инструменты для сверления выбираются и интегрируются в систему глубокого сверления для достижения максимально возможных стандартов допуска.
Найдите инструменты для дрели >
Что такое глубокое сверление
Глубокое отверстие определяется его отношением глубины к диаметру (D:d), и обычно отверстия больше 10:1 считаются глубокими отверстиями. Глубокое сверление в металле имеет широкий спектр применений в нескольких отраслях, его происхождение восходит к потребности в более прямых и точных стволах оружия и расширяется по мере того, как другие отрасли интегрировали процессы глубокого сверления для улучшения своих собственных приложений.
Сверление глубоких отверстий состоит из сверления BTA и сверления пистолетом с дополнительными процессами, разработанными для конкретных целей допуска и обычно выполняемыми на станках для глубокого сверления типа BTA. Глубокое сверление используется в различных материалах, от алюминия до суперсплавов, и позволяет добиться точного контроля диаметра, прямолинейности и превосходного качества поверхности заготовок.
Глубокое сверление используется в различных материалах, от алюминия до суперсплавов, и позволяет добиться точного контроля диаметра, прямолинейности и превосходного качества поверхности заготовок.
Процессы глубокого сверления работают с использованием специальных инструментов и приспособлений для подачи СОЖ под высоким давлением, чистого отвода стружки и выполнения отверстий в металле с такой глубиной и диаметром, которые недоступны для обычного станка с ЧПУ. Это позволяет производителям надежно, точно и эффективно выполнять свои производственные допуски и производственные требования.
Сверление глубоких отверстий обычно выполняется на специальных станках для глубокого сверления, которые изготавливаются и собираются для оптимизации процессов для обеспечения прямолинейности и эффективности. Достижения в области технологий позволяют обрабатывающим центрам с ЧПУ, оснащенным подачей СОЖ через шпиндель под высоким давлением, выполнять пушечное сверление с ограниченным отношением глубины к диаметру. UNISIG производит высокопроизводительные станки BTA и артиллерийские сверлильные станки, в которых отношение D:d превышает 400:1.
UNISIG производит высокопроизводительные станки BTA и артиллерийские сверлильные станки, в которых отношение D:d превышает 400:1.
Процесс глубокого сверления
Вращающийся инструмент
- Обычно используется для несимметричных компонентов или круглых деталей со смещенными от центра отверстиями
- Скорость резания определяется скоростью шпинделя инструмента
- Смещение сверла может быть значительным по сравнению с вращением заготовки или процессом вращения в противоположных направлениях
Вращающаяся заготовка
- Обычно используется для круглых деталей с глубоким центральным отверстием
- Скорость резания определяется деталью, сбалансированной для обеспечения высоких скоростей вращения
- Смещение сверла уменьшено по сравнению только с вращающимся инструментом
Инструмент и заготовка, вращающиеся в противоположных направлениях
- Идеальный процесс для круглых деталей с глубоким центральным отверстием
- Скорость резания определяется комбинацией вращения инструмента и заготовки
- Обеспечивает оптимальную прямолинейность и концентричность отверстия
Инструменты для глубокого сверления
Инструменты для сверления Gundrill
- Gundrilling используется для сверления небольших отверстий, обычно диаметром 1–50 мм [0,04–2,00 дюйма]
- СОЖ под высоким давлением подается через шпиндель и центр сверла
- Стружка отводится через V-образный паз по длине инструмента
- Наконечники Gundrill отшлифованы для достижения целей сверления и увеличения срока службы инструмента
Поиск инструментов Gundrill >
Инструмент BTA
- Глубокое сверление BTA используется для сверления более крупных отверстий, обычно диаметром 20–200 мм [0,80–8,00 дюйма]
- СОЖ под высоким давлением подается снаружи инструмента через узел напорной головки
- Стружка отводится через центр инструмента, через бурильную трубу и шпиндель станка
- Сверление BTA обычно выполняется в 5-7 раз быстрее, чем ружейное сверление, и требует более высокой мощности
- Дополнительные увеличенные диаметры могут быть просверлены на станках BTA с дополнительными операциями глубокого сверления, такими как зенковка
Инструменты BTA >
Обработка глубоких отверстий и другие процессы
- После сверления дополнительные методы обработки могут дополнительно улучшить концентричность глубоких отверстий, прямолинейность, чистоту поверхности и добавить сложные элементы.
