Как варить полуавтоматом: режимы сварки, последовательность работ (). Как сваривать полуавтоматом
Сварка кузова автомобиля полуавтоматом своими руками: технология и рекомендации
Подержанные машины при неправильном уходе покрываются коррозией. Иногда, если вовремя не устранить эту проблему, требуется полная замена отдельных частей кузова. При этом без сварочных работ не обойтись. А сварка кузова автомобиля своими руками требует навыков и хотя бы небольшого опыта.
Для сварных работ с автомобильным кузовом наиболее приемлемым вариантом является использование полуавтоматического сварочного аппарата. Это позволяет работать с любой толщиной материала: от 0,7 до 4 мм. В этот интервал укладываются как, например, более тонкие крылья, так и мощные лонжероны.
Способы соединения элементов при автомобильной сварке
Разные узлы и варианты ремонта машины с использованием сварочных работ предполагают отличающийся подход для сопряжения новых вставок со старым кузовом. Рассмотрим три основных способа установки металлических латок.
Стыковое сопряжение
Сварка кузова автомобиля полуавтоматом чаще всего проводится с помощью стыкового соединения. Таким способом не создаются дополнительные ненужные утолщения на корпусе. Используется этот метод при вваривании заплаток или небольших вставок, не подвергающихся большому усилию на разрыв.

Типы соединений
Перед работой с латкой можно снять фаски со сторон, которые планируется приваривать.
Если толщина листа до 2 мм, то можно обойтись без фасок. Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
При выполнении этой операции сварщик должен иметь достаточно высокую квалификацию.

Стыковая сварка
Работа проводится с применением сплошного точечного шва. Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Соединение внахлест
Такое соединение наиболее простое и поэтому получило большое распространение среди автомобильных сварщиков. Так, один из кусков металла накладывается на другой, при этом полностью перекрывается отверстие, которое надо залатать.

Нахлест при сварке
Метод подходит для сварки силовых конструкций: порогов, лонжеронов и т.д.
Сварные электрозаклепки
Такой способ является скорее разновидностью нахлестного соединения. При этом он схож с точечной сваркой. Его активно используют в автомобильной сварке. Например, он применяется для установки новых крыльев, усилительных накладок на каркас кузова.
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
- сплошной;
- точечный;
- сплошной прерывистый.
Типы швов
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Сплошной прерывистый
Такой шов представляет собой периодическое чередование сплошных участков и незалитых металлом разрывов. Интервалы свободные от заливки исполнитель подбирает самостоятельно. Это делается для того, чтобы не «потянуло» металл ввариваемого элемента или каркасную конструкцию на автомобиле.
В этом случае уменьшается перегрев листов, что способствует незменению прочностных физических свойств стального сплава, из которого выполнены сочетаемые части.
Сплошной
Может иметь вид непрерывного «залития» расплавленным металлом, а также выглядеть как большое количество точечных сварок, расположенных очень близко друг к другу. Такой способ практически не имеет применения в автомобильной конструкции. Хотя он может использоваться практически с любой толщиной металла.
Использование такого шва уменьшает «эластичность» всей конструкции. Также могут возникнуть усталостные трещины во время эксплуатации машины.
Точечный
Название говорит само за себя. Сварка полуавтоматом и присоединение листов метала проводится с помощью сварных точек, которые распределяются вдоль линии сопряжения через заданный интервал. Расстояние между такими точками задается из технологической необходимости и может быть от нескольких сантиметров до нескольких миллиметров.
Расположение шва
Проведение работ может происходить в разных плоскостях:
- горизонтально «сварка сверху»;
- горизонтально «сварка снизу»;
- вертикальный шов.
Наиболее удобным является вариант со сваркой «сверху». При таком положении шов заливается полностью, заполняя все пустоты и щели. Менее удобный вариант вертикальных работ. В этом случае необходимо следить за тем, чтобы металл не стекал по шву.

Самый трудный способ сварки предполагает «работу снизу».
При таком положении шов получается под сопрягающимися элементами и постоянно стремится вытечь вниз. Поэтому нужно иметь навык работы в таком положении, чтобы не ухудшить качество сварки.
Подготовка материала к сварке
До начала любых сварных работ, понадобится приготовить поверхности. Для этого проводится чистка от всех видов загрязнений:
- коррозионные следы;
- слои краски и грунтовки, включая транспортировочные;
- консервационные и защитные слои покрытий;
- все виды смазочных веществ.
Наличие таких веществ может снизить качество накладываемого шва или полностью препятствовать прохождению тока по цепи.
Также происходят другие негативные последствия:
- газ, который образуется при выжигании горючих остатков, может создать пористую некачественную структуру шва;
- такие газы могут «выдувать» металл из точки сварки, при этом получается дыра, а расплавленный металл, разбрызгиваясь, может привести к ожогам;
- загрязнения выделяют большое количество дыма, что может привести к отравлениям продуктами горения или стать причиной пожара.
Поверхности должны плотно прилегать между собой.

Безопасность при работе
Для этого используются различные зажимы и фиксаторы. Также допускается временные крепления болтами или саморезами.
Регулировка сварного тока
Для начинающих сварщиков, которые не работали с тонкими листами меньше 1 мм, желательно потренироваться не на рабочих поверхностях автомобиля, а провести экспериментальную сварку ненужных тонких кусков.
Нужно придерживаться техники безопасности при сварочных работах на автомобиле:
- в качестве экспериментальных листов не нужно брать оцинкованные экземпляры, так как пары получатся ядовитыми;
- нельзя вести работы на сильном сквозняке или ветру, так как из-за этого выдувается газ из сварочной зоны, что снизит качество работ или полностью сделает их невыполнимыми.
Величина сварочного тока находится в прямой зависимости от толщины металла. Для листов небольшой толщины понадобится установить ток в диапазоне 40-60 А.
Большинство регуляторов силы тока на полуавтоматах имеет не абсолютную градуировку, а относительную. Поэтому точный показатель тока необходимо будет проверить по инструкции.
Правильность выбранного тока покажет качество сварного шва. Разное напряжение в электрической сети влияет на выходные параметры устройства. Поэтому настройка аппарата проводится в большей степени путем экспериментального подбора положений регулировочных ручек.
Настройка регуляторов
Примером может послужить полуавтоматический аппарат Helvi Panther 132. На нем установлены три регулятора, влияющие на параметр тока. Два тумблера имеют лишь по два положения: «1» и «2» на первом, «мин» и «макс» на втором. Третий плавно регулирует подачу проволоки. И скорость, при которой подается проволока, зависит от величины тока. Это значит, что аппарат самостоятельно регулирует ток в зависимости от подачи проволоки.

Сварочный полуавтомат
В качестве примера можно дать настройки этого полуавтомата для разных толщин свариваемого металла. Тонкий лист хорошо «варился» на установках: «1», «макс», а плавная регулировка была на «7». Толстые листы лучше пробовать на установке: «2», «макс», «8».
При работе с полуавтоматом могут быть различные результаты сварки. В зависимости от силы тока можно получить такие итоги:
Результат сварки с разным током
Первый случай
Ток слишком мал, поэтому не происходит растекания металла по поверхности, а также деталь не прогревается, что ухудшает сопряжение. Получается отсутствие «провара». Понадобится увеличить ток.
Второй случай
Ток правильно отрегулирован, металл достаточно расплывается и заметен прогрев свариваемой детали. С обратной стороны листа заметна небольшая металлическая капля.
Третий случай
Четвертый случай
Существенное превышение допустимого тока до такой степени, что образуются сквозные прожоги. Требуется значительное снижение силы тока до появления небольшой капли без прожигания.
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы проводятся в штатном режиме. Из-за ошибок в эксплуатации или неисправного оборудования могут возникать нештатные ситуации.

Неправильный выбор величины тока
Когда установлен слишком большой ток, то в металле образуются прожоги. Также может образоваться капля из расплавленной проволоки, которая выступает из медного наконечника. Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
Некачественная регулировка прижима в подающем механизме
Если блокируется проход проволоки через медный наконечник, то происходит ее поломка в подающем механизме. Это свидетельствует о слишком большом прижимном усилии. При правильной регулировке проволока проскальзывает, а не ломается. Это событие свидетельствует об обратном – прижимное усилие недостаточно фиксирует проволоку.
В таком случае может происходить «прихват» в наконечнике, и не иметь отношение к величине установленного тока.
Такие же результаты бывают при слишком медленной подаче проволоки.
Небольшой расход газа
В такой ситуации необходимо правильно отрегулировать на редукторе. Можно ориентироваться на примерный расход 8-10 литров в минуту при диаметре проволоки 0,8 мм. Хотя в инструкции по эксплуатации полуавтоматов предлагают ставить до 3 литров, но на практике этого недостаточно.
Интересное по теме:
загрузка...
Вконтакте
Одноклассники
Google+
Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
Бизнес 3 июля 2014Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций.
К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящена наша статья.
Общие понятия
Сварочным полуавтоматом в настоящее время называется устройство, при помощи которого выполняется электродуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в устройство. Полуавтоматическим механизм является потому, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматов
Классифицируют полуавтоматические сварочные устройства по роду защиты сварного шва:
- аппараты для сваривания металла под флюсом;
- полуавтоматические системы для сварки в среде инертных газов;
- автоматы, где в качестве электродов используют специальную порошковую проволоку.
Заметим, что аппараты для сварки под флюсом уже довольно давно не используются в отечественной промышленности, так как варят полуавтоматом этого типа только по старым технологиям, которые уже редко встречаются в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предусматривает использование нейтральных газов. В частности, порошковой проволокой чаще всего варят именно так.
 Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
- автоматы, в которых используется сплошной стальной электрод;
- системы сварки сплошной алюминиевой проволокой;
- универсальные модели (допускает использование обоих типов электродов).
Делятся сварочные аппараты и по характеру своей мобильности:
- Стационарные модели нашли широкое распространение в среде тяжелой металлургической промышлености.
- Их антиподами являются переносные разновидности, транспортировать которые может всего один человек.
- Разумной альтернативой обоим вышеперечисленным вариантам являются мобильные модули, которые могут перевозиться на специальном автомобильном шасси. Так как варят полуавтоматом данного типа в полевых условиях, аппарат оборудуется максимально «живучими» комплектующими.
Следует учитывать, что современной промышленностью выпускаются сотни моделей полуавтоматических сварных систем, которые могут значительно различаться по своим характеристикам. С их помощью соединяют не только сталь, но также алюминий и прочие металлы. В цехах автомобильных заводов схожие механизмы задействованы на производстве кузовов.
Видео по теме
Режимы полуавтоматической сварки
Так как сварщику, который работает с подобным оборудованием, ежедневно приходится иметь дело сразу с несколькими типами металлов, производители внедрили в свою продукцию разнообразные режимы сварки полуавтоматом. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
- Режим с коротким замыканием сварочной дуги и без него.
- Крупно-, средне- и мелкокапельные виды.
- Режимы с разбрызгиванием флюса и без него.
 Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
- цикличная сварка, когда используется короткая дуга;
- точечный тип;
- импульсная сварка;
- вариант со струйным перемещением свариваемого металла;
- сварка при условии непрерывного кругового переноса металла.
Если используется углекислота (смотрите выше), то в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Что должно быть в комплекте?
В комплект аппарата должен входить трансформатор для питания, горелка и механизм для подачи сварной проволоки, кабели и рукава для подачи инертного газа, а также компьютеризованная система для управления сварочными процессами. Электрод в зону технологических операций подается автоматически, что выгодно отличает такие механизмы от полностью механических аналогов. Все прочие мероприятия сварщик выполняет вручную.
Достоинства полуавтоматических сварочных аппаратов
- Огромным преимуществом является то обстоятельство, что можно сваривать металл, толщина которого не превышает 0,5 мм.
- Ржавчина и даже довольно серьезные загрязнения свариваемого металла не являются препятствием для качественного выполнения работы.
- Стоимость работы (в сравнении с другими типами сварки) очень низкая, так как стоимость основных расходных материалов невелика.
- Важно, что при помощи полуавтомата на медной проволоке можно соединить детали из оцинкованной стали, причем само покрытие останется совершенно целым.
Слабые места технологии
- Если нет возможности использовать инертный газ, металл достаточно сильно начинает «кипеть», причем брызги окалины разлетаются на приличное расстояние.
- От открытой дуги идет достаточно сильное излучение, так что об этом моменте также не нужно забывать.

Где чаще всего используются полуавтоматы
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в бизнесе по ремонту автомобилей. Чаще всего данная технология применяется при сварке стали, а также алюминия. В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
Немного о подающем механизме
Мы уже упоминали о том, почему аппараты этого типа являются полуавтоматическими. Так как сварщик по роду своей работы будет вынужден постоянно работать с механизмом, который подает в рабочую область электрод (проволоку), будет нелишним узнать обо всех существующих типах такого рода приспособлений. На сегодняшний день таковых различают сразу три:
- Тянущие разновидности.
- Подающие механизмы толкающего типа.
- Универсальные модификации: проволока для сварки полуавтоматом в этом случае может быть любой.
Начинаем работать
Как и в прочих случаях, которые так или иначе касаются работ со сварочными аппаратами, предварительно вам необходимо будет правильно настроить все ваше оборудование. Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь этой же инструкцией, выставьте необходимую скорость подачи электрода к рабочей области. Ее можно регулировать, соответствующим образом подбирая сменные шестерни для редуктора. Обязательно проверьте силу тока и напряжение перед началом работы!
Если вы намереваетесь сваривать какое-то важное технологическое изделие, обязательно проверьте правильность всех выставленных установок на любом пробном образце. Соответственно, по результатам испытаний следует произвести окончательную регулировку (если в том есть необходимость). Если вы правильно настроили сварочный аппарат, наилучшим свидетельством тому будет ровная и устойчивая сварная дуга.

Можно ли варить полуавтоматом без инертного газа?
Вне всяких сомнений, при помощи инертного газа сварочные работы осуществляются с максимальным качеством. Вот только для частных лиц, которые редко пользуются сваркой, покупка целого баллона с газом экономически нецелесообразна. Реальна ли сварка полуавтоматом без газа?
Отличной альтернативой является флюсовая или порошковая проволока. В этом случае она сделана из стальной трубки, внутрь которой запрессован флюс. Когда он сгорает, над местом сварки образуется локальная зона, защищенная его парами. Учтите, что в этом случае обязательно должен использоваться прямой ток.
Вот так выполняется сварка полуавтоматом без газа.
Варим стальные изделия
Сперва выставляем на положение «Вперед» переключатель, который ответственен за подачу электрода (проволоки). Затем наполняем имеющуюся воронку флюсом. Важно! Держатель необходимо выставить таким образом, дабы подающий конец воронки был точно в сварочной зоне, так как в противном случае флюс пойдет не туда, и вы будете наблюдать за огромным количеством весело разлетающейся окалины.
Открываем заслонку на резервуаре с флюсом, после чего начинаем слегка чиркать электродом по месту сварки, одновременно нажимая на кнопку «Пуск». После этого появится дуга. Можно начинать работать.
А как выполняется сварка алюминия полуавтоматом?

Варим алюминиевые детали
Алюминий – металл, с точки зрения сварщиков являющийся очень сложным. На его поверхности имеется достаточно толстый слой амальгамы, которая не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. А потому желательно хорошо знать все аспекты этой работы, так как иначе сделать надежный и качественный шов на металле у вас попросту не получится.
Вот так осуществляется сварка алюминия полуавтоматом.
Полуавтоматическая дуговая сварка
Сразу заметим, что при таком способе работ допускается только лишь алюминиевая проволока, которую используют в качестве электрода. Учтите, что из-за своей мягкости она нередко образует петли в токосъеме, а потому придется использовать специальные их модели, рассчитанные именно на использование алюминия.
Чаще всего применяется сварка аргоном (полуавтоматом в этой среде работать удобнее), причем на качество газа следует обращать особое внимание. Давление выбрать сложнее всего: оно должно быть достаточным для надежной защиты сварной ванны, но в то же время не превышать предельных значений, так как в этом случае начинает проявляться подсос воздуха.
Какие задачи стоят перед сварщиком?
- Сперва нужно тщательно очистить от грязи и краски все части деталей, предназначенных для сварки.
- Остатки грязи обязательно нужно зачистить при помощи химических растворителей.
- Как мы уже и говорили, следует сначала сделать пробный шов, так как настройки оборудования могут оказаться не слишком удачными.
- Очень важно правильно подобрать силу тока и напряжение: слабый ток попросту не пробьет амальгаму. Кроме того, нужно очень внимательно подходить к защите сварочной ванны.
Все прочие операции ничем не отличаются от вышеописанных мероприятий.
В какой среде лучше всего сваривать кузовные детали автомобилей?
Исходя из опыта ведущих предприятий, мы бы настоятельно рекомендовали использовать при кузовном ремонте исключительно полуавтомат для сварки алюминия в среде углекислого газа. Такой подход имеет массу преимуществ, о которых мы поговорим ниже.
 Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Даже сварка полуавтоматом нержавейки выполнятся очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом способе очень велика. Это предусматривает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается на редкость аккуратным и качественным. Кроме того, вам не придется отчаянно высчитывать доли миллиметров, стыкуя детали: потерь в металле очень мало, так что можно надежно сваривать даже совсем небольшие части.
Даже те соединения, которые составлены из элементов разной толщины, порадуют качеством сварного соединения. Следует добавить, что углекислота дешевая, а сварка инверторным полуавтоматом быстро осваивается даже не слишком опытными сотрудниками.
Технология сварки вертикальных швов
Мы не случайно вынесли эту тему в отдельный абзац. Дело в том, что тепло в этом случае поднимается снизу вверх, что препятствует качественной сварке. А потому все вертикальные швы варят строго сверху вниз. Горелку следует направлять немного вверх, так как в этом случае намного лучше удерживается необходимое для сварочной ванны тепло. Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
Вот как варят полуавтоматом. Удачной вам работы!
Источник: fb.ru Домашний уют Как варить полуавтоматом правильно? Как варить полуавтоматом без газа?Сварочные работы являются одним из самых ответственных этапов как промышленного производства, так и малого бизнеса. Не следует также забывать об их важности в аспекте даже банального приусадебного хозяйства. Во всех э...
Еда и напитки Как варить картошку в кастрюле разными способами для разных блюдКартошка, пожалуй, самый популярный продукт на любой кухне. Во-первых...
Домашний уют Как варить клейстер для художественных работКогда-то давно, когда в магазинах не было специального обойного клея, и выбор самих обоев был очень невелик, их приклеивали на стены составом, который готовили в домашних условиях, и каждый знал, как варить клейстер. ...
Еда и напитки Как варить повидло из груш. Рецепты для начинающихС приближением осени каждая хозяйка начинает задумываться над тем, как сохранить немного лета зимой: из чего сварить вкуснейшие компоты, варенья и джемы? Одним из наиболее популярных в наших широтах фруктом является г...
Еда и напитки Как варить перепелиные яйца для детей? Перепелиные яйца для детей-аллергиковБелок – один из главных строительных материалов в организме человека. Он необходим на протяжении всей жизни. Существуют различные источники белка. Основными из них считаются продукты, конечно же, животного проис...
Еда и напитки Как варить пшенную кашу в мультиварке на молоке, с тыквой, изюмом и для рыбалки?Как варить пшенную кашу в мультиварке? На этот вопрос существует множество ответов. Ведь готовить такое блюдо можно по-разному. Сегодня мы представим вам самые простые рецепты для мультиварки, которые не требуют длите...
Еда и напитки Для «чайников»: как варить грибной супРецептов грибных супов существует великое множество, и каждая хозяйка знает их как минимум с десяток. Но, допустим, вы – не кулинар, и в своей жизни ничего, кроме яиц и чая, не варили. Если от вас ушла жена, или...
Еда и напитки Как варить манную кашу на молоке для ребёнкаНесмотря на кажущуюся простоту, не так-то легко приготовить это блюдо, особенно человеку, который до этого её никогда не варил. Частенько вопросом, как варить манную кашу на молоке, задаются взрослые, когда у них в се...
Еда и напитки Как варить кальмары для салата правильно?Морепродукты по праву считаются деликатесами, потому что их вкусовые качества варьируются в широком диапазоне, а наличие витаминов и полезных минералов лишь добавляет этим продуктам ценности. Широкий ассортимент проду...
Еда и напитки Как варить глинтвейн. Секреты для начинающихГлинтвейн – уникальный напиток, который, по большому счету, состоит из вина и специй. Имея отличные согревающие свойства и противопростудный эффект, его не то что приятно, а даже полезно употреблять в зимний пер...
monateka.com
требования к оборудованию и технике сварки (видео)
На сегодняшний день сварочное дело имеет широкое распространение. Этот метод скрепления различных деталей или конструкций между собой с большим успехом используется уже много десятилетий. Трудно представить себе такие отрасли промышленности, как металлургическая и машиностроительная, без сварочного дела. Подобные работы применяются и в частном строительстве. С каждым годом процесс сварки совершенствуется. В настоящее время используется не только ручной вид сваривания, но и полуавтоматический и даже автоматический. Многие не знают, как научиться варить полуавтоматом.

От качества скрепления деталей с помощью сварки зависит безопасность и качество металлических конструкции.
Сварочные работы являются очень ответственным видом работ. От качества скрепления деталей зависит прочность и безопасность всей конструкции. Сварка полуавтоматом отличается от ручной тем, что она в значительной степени облегчает процесс и позволяет улучшить качество сварного шва. Сварка полуавтоматом надежна и качественна. Нередко она осуществляется в среде инертных газов. Не умеющий сваривать детали человек должен знать основные этапы работы, а также правила техники безопасности при обращении с оборудованием. Рассмотрим более подробно основные требования к оборудованию и технике сварки.
Что представляет собой сварка полуавтоматом
Схема устройства сварочного полуавтомата.
Чтобы научиться варить полуавтоматом, необходимо знать принцип работы. Данный вид сварочных работ является разновидностью электродуговой сварки. Металл нагревается и расплавляется под воздействием большого количества энергии, которая образуется в процессе работы оборудования. В результате этого участок около сварочной дуги начинает плавиться. После того как сварочная ванна остынет и металл затвердеет, формируется так называемый сварной шов. От его качества зависит прочность соединения деталей.
Если при простой дуговой сварке основной составляющей были электроды, то здесь должен быть и второй компонент — инертный газ. Зачем при сварке полуавтоматом необходим газ? Все дело в том, что в ходе работы сварной шов подвергается воздействию кислорода. Все это способствует образованию окислов, которые в значительной степени ухудшают прочность и надежность конструкции. С помощью инертных газов удается улучшить качество сварного шва. Чаще всего используются такие газы, как углекислый или аргон. Сварка может протекать с использованием активного или инертного газа.
Варить автоматом можно только с помощью электродов (сварной проволоки). В процессе нагрева электрод начинает плавиться и постепенно перемешивается с расплавленным металлом детали. Электрод подается на деталь при полуавтоматической сварке с определенной скоростью. Человек, который занимается данной работой, должен контролировать процесс и скорость подачи проволоки.
Организация сварочных работ
Схема классификации сварных швов.
Чтобы научиться хорошо варить полуавтоматом, необходимо иметь оборудование, знать принципы и правила сварки и иметь источник электрического тока. Для работы оборудования потребуется рассчитать силу тока и напряжение. На эту величину влияет несколько факторов: диаметр используемой сварочной проволоки (электрода) и толщина самой детали. Проще всего сваривать тонкие детали, так как в данной ситуации металл лучше прогревается, а шов становится более надежным. При большой толщине металла глубина прогревания и плавления снижается.
Чтобы толстый металл лучше прогревался, можно повысить напряжение. Напряжение подбирается в соответствии с силой тока. Эти сведения должны быть указаны в инструкции к сварочному оборудованию. Скорость подачи электрода и его плавления подбирается индивидуально для конкретного типа работ. Если электрод будет слишком быстро плавиться, то такой вид сварки не подойдет для толстых деталей. В этом случае шов может быть широким, что снижает его качество и увеличивает количество окалины.
Устройство сварочного аппарата
Типы сварных соединений и швов.
Каждый человек, который проводит сварочные работы, обязан знать, какое оборудование потребуется и каковы его составляющие части. Сварочный аппарат представляет собой сложную конструкцию. Она включает в себя следующие составляющие:
- газовый редуктор со встроенными манометрами;
- механизм подачи сварной проволоки;
- горелку;
- шланг определенного диаметра.
Выбор того или иного агрегата определяется типом проводимых работ, а также толщиной свариваемых деталей. Необходимо выбирать те аппараты, которые выпускаются известными производителями. Рекомендуется спросить совета специалистов или друзей, которые занимаются сваркой. Предпочтительнее приобретать полуавтомат по средней стоимости. Дешевый агрегат может быть некачественным.
Необходимо знать, что аппараты различаются между собой по мощности. Если мощность оборудования небольшая, то удастся сваривать только тонкие детали. Аппарат обязательно должен иметь инструкцию по использованию, серийный номер, дату изготовления, гарантийный срок. Стандартный полуавтомат должен включать в себя бобину с проволокой, рукав, зажим массы, блок управления.
Как правильно настроить оборудование
Схема процесса сварки полуавтоматом.
Очень важный и ответственный этап работы — это настройка аппарата. Варить полуавтоматом нужно при оптимальном режиме его работы. Во-первых, необходимо подготовить источник напряжения. Он должен быть постоянным. Некоторое оборудование очень чувствительно к перепадам напряжения, поэтому требуется все тщательно проверить. Во-вторых, для избежания воздействия тока на самого рабочего обязательно требуется организовать заземление. Аппарат должен быть подключен к заземляющему проводнику.
Следующий шаг — настройка режима работы. Это большое достоинство сварки при помощи полуавтомата. Сварщик способен сам настроить нужный режим. Все это сводится к скорости подачи и плавления сварной проволоки (электрода). Скорость расхода проволоки может составлять от 30 до 250 мм/с. Сила тока тоже подбирается индивидуально. Она варьирует от 40 до 600 А. Важно иметь в наличии достаточное количество газа. Газовый баллон может содержать до 100 л газа. При сварке полуавтоматом потребуется выбрать оптимальный диаметр наконечника. Он должен несколько превышать толщину используемой проволоки. Не нужно забывать и про подающий механизм и регулировку горелки.
Подающие механизмы бывают разными. В последнее время широко используется толкательный тип механизма. Он имеет один недостаток — ограничение длины шланга. Альтернативный вариант — тянущий механизм подачи. В данной ситуации шланг может быть длиной в несколько десятков метров. Это очень удобно, когда источник тока расположен далеко от свариваемых деталей. Далее потребуется установить режим подачи проволоки в рабочее положение. После установки режима работы рекомендуется провести пробную сварку на любом ненужном изделии. Если качество сварки хорошее, то все оставляется как есть. В противном случае проводится корректировка.
Технология сварки
Сам процесс сварки полуавтоматом осуществляется довольно легко. После настройки оборудования и его испытания можно приступать к основному этапу. Держатель должен находиться в таком положении, чтобы наконечник был в зоне сварки. Интересен тот факт, что варить полуавтоматом можно и без инертного или активного газа. В последние годы все чаще используется сварка под флюсом. Газ целесообразно приобретать только тогда, когда сварочные работы проводятся регулярно. В противном случае это будет экономически невыгодно. Если применяется флюс, то открывается заслонка, нажимается кнопка и осуществляется контакт наконечника с поверхностью детали. Это обеспечивает зажигание дуги и начало самого процесса сварки. Сопло необходимо двигать строго в нужном направлении.
Устройство сварочного аппарата.
Если в процессе используется газ из баллона, то уменьшить его расход можно путем более плотного контакта сопла с деталью. Скорость расхода проволоки не должна быть слишком большой. Это уменьшает стабильность горения дуги. Полуавтомат в большинстве случаев применяется для сварки изделий из стали и алюминия. Алюминий относится к инертным металлам, поэтому сварка обязательно должна проходить при наличии защитного газа. При этом дуга должна быть сильной. Немаловажно и то, что при сварке тонких деталей шов должен идти сверху вниз.
Нередко под свариваемые предметы подкладывается другой материал. В этой ситуации рекомендуется тщательно прижать подкладку к основному изделию. При толщине детали более 1,5 мм лучше осуществлять сварочные работы в вертикальном положении. Непосредственно перед сваркой нужно тщательно подогнать детали. Поверхности их очищаются от пыли, грязи, масел. Делается это при помощи ветоши, металлической щетки или специальных инструментов.
Соблюдение техники безопасности
Варить полуавтоматом небезопасно.
Как и при всех других видах сварки, человек, выполняющий работы, должен соблюдать требования безопасности.
Средства защиты при сварочных работах.
Во-первых, необходимо проверить исправность оборудования. Если выявлены дефекты, то пользоваться таким сварочным аппаратом нельзя. Во-вторых, электродуговая сварка характеризуется высоким уровнем излучения. Это может негативно сказаться на органах зрения посторонних лиц, пребывающих в рабочей зоне, или на самом работнике. В связи с этим установлено, что рабочая зона должна располагаться на расстоянии не менее 10 м от людей. В противном случае они могут получить ожог сетчатки, который характеризуется жжением в глазах, чувством инородного тела (песка).
В-третьих, важно уберечь самого сварщика от вредных факторов. К последним относится излучение, электрический ток. Работник обеспечивается средствами индивидуальной защиты: маской или щитком, рукавицами, одеждой. Для профилактики удара током широко используются диэлектрические коврики. Если работы проводятся в помещении, то пол должен быть невозгораемым. Должно быть организовано заземление. Во избежание возгорания нельзя проводить сварочные работы, если рядом расположены горюче-смазочные вещества. При сварке не нужно направлять сопло горелки на себя.
Список инструментов и материалов
Газ для сварки продается в баллонах. После того как баллон закончится, его можно обменять на новый, с газом.
Чтобы варить полуавтоматом, нужно иметь необходимый инвентарь и оборудование. Для сварки потребуется проволока. Ее диаметр может быть различным. Чаще используется проволока толщиной 0,5-3 мм. Тонкий материал использовать предпочтительнее. Для толстых изделий можно применять электроды большего диаметра, но для этого потребуется увеличить силу тока. Установлено, что при увеличении диаметра проволоки на 1 мм силу тока нужно повышать на 100 А. Широкое применение нашла флюсовая проволока. Она продается в виде тонкой трубки, наполненной порошком. Этот порошок заменяет защитный газ при сварке.
Вторая важная составляющая — это газ. Газ можно приобретать в баллонах. Он бывает в чистом виде и в виде смеси. Кроме того, потребуется приобрести сам сварочный аппарат. Он бывает переносным, стационарным и передвижным. Стационарные подходят для постоянных сварочных работ в определенном месте. Переносные более компактные, но они дороже. Потребуется также источник энергии, средства индивидуальной и коллективной защиты (перчатки, маска, щиток, коврик). В идеале на рабочем месте должна быть вентиляция (если работы проводятся в помещении). Для работы пригодится молоток, щетка, ветошь.
Рекомендации по сварке полуавтоматом
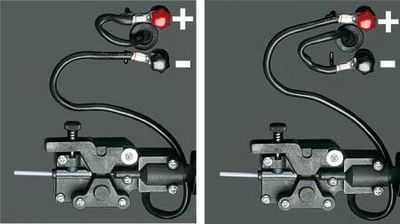
Чтобы избежать грубых ошибок при проведении сварочных работ, необходимо знать несколько очень важных правил. Во-первых, при сварке требуется соблюдать полярность. На самой горелке должен находиться «+», а на детали — «-». Это правило актуально только в том случае, если сварка осуществляется с использованием защитного газа. Часто газ не применяется. В данной ситуации полярность должна быть обратной. Это обеспечивает более высокую температуру и расплавление флюса, в результате чего образуется защитный газ.
Во-вторых, не рекомендуется переносить оборудование, хватаясь за кабель или горелку. Для этой цели на сварочном агрегате имеются специальные ручки. В-третьих, оборудование при постоянном его применении должно подвергаться чистке. В-четвертых, при сварке выделяется электромагнитное излучение, которое переносится людьми по-разному. В силу всего этого работник обязан пройти медицинский осмотр. В-пятых, сварку нужно проводить согласно приложенной инструкции. Не рекомендуется перегружать агрегат. В-шестых, во избежание получения травм крышку механизма подачи целесообразно предварительно закрывать.
Подведение итогов
Таким образом, научиться сваривать детали полуавтоматом может каждый, нужно лишь знать технику работы и иметь навыки. Если ручная дуговая сварка требует больших усилий и времени, то варить полуавтоматом намного проще и удобнее. К преимуществам этого способа можно отнести возможность работы с тонкими предметами, экономическую выгодность, меньшую чувствительность к ржавчине. Но есть и несколько отрицательных сторон. Они включают в себя более мощное излучение и повышенную опасность для работника, сильное разбрызгивание раскаленного металла в случае отсутствия защитного газа.
Если выполнять сварочные работы, опираясь на все вышеперечисленные правила, то можно добиться идеального результата.
moyasvarka.ru
Как правильно варить сварочным полуавтоматом
Как правильно варить полуавтоматом
Сварка с помощью полуавтомата отличается от ручной дуговой сварки подачей электрода в сварочную зону. Все остальные операции выполняются сварщиком вручную. В качестве электрода используется специальная проволока.Современной промышленностью выпускаются целые серии сварочных полуавтоматов. С их помощью выполняется дуговая сварка стали, алюминия и других металлов. В кузовных цехах с помощью сварочных полуавтоматов, оснащенных специальным соплом с боковым гнездом можно приваривать клепки к металлическим частям машин.
Классификация сварочных полуавтоматов
Полуавтоматы классифицируются по типу проволоки, роду защиты сварного шва, характеру перемещения.
По типу проволоки
- Для соединения сплошной проволокой стальной.
- Для соединения сплошной проволокой алюминиевой.
- Универсальные (для соединения проволокой стальной и алюминиевой).
По роду защиты сварного шва
По характеру перемещения
Достоинства и недостатки полуавтоматической сварки
Достоинства
- Возможность сваривать детали из тонколистовой стали толщиной до 0,5 мм.
- Незначительная чувствительность к ржавчине и другим загрязнениям основного металла.
- Низкая стоимость по сравнению с другими видами сваривания.
- С помощью сварочных полуавтоматов можно выполнить пайку оцинкованных деталей проволокой из медного сплава, без повреждения цинкового покрытия.
Недостатки
- Если не используется защитный газ увеличивается разбрызгивание металла.
- Более интенсивное излучение открытой дуги.
Несмотря на эти недостатки, полуавтоматическая сварка активно применяется в автосервиса.
Чаще всего полуавтоматическая сварка применяется для сварки черной и нержавеющей стали, а такде алюминия. В качестве защитного газа используется аргон, углекислый газ, гелий и их смеси. Наиболее распространена сварка стали в углекислом газе и в инертном газе аргоне .
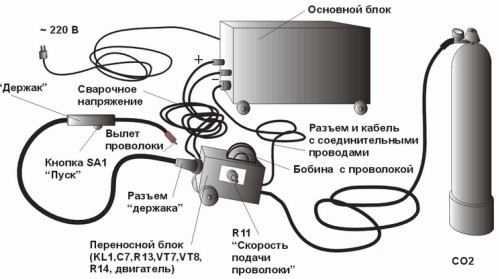
В качестве источника питания используется постоянный обратный ток (на изделие подается минус).Сварочный аппарат состоит из источника питания, горелки и механизма подачи проволоки. Сварочная горелка является рабочим органом полуавтомата. С ее помощью в зону сваривания подается сварочная проволока, флюс или защитный газ.
Существует три типа подающего механизма:
- тянущий;
- толкающий;
- универсальный (тянуще-толкающий).
Сварка полуавтоматом, выполняем работу своими руками
Прежде, чем приступить к работе, необходимо настроить аппарат:
- Подобрать силу сварочного тока в соответствии с толщиной свариваемого металла. В инструкции к полуавтомату имеется таблица соответствия этих двух величин. Полуавтомат плохо варит при низком сварочном токе.
- Согласно инструкции настроить необходимую скорость подачи сварочной проволоки. Скорость регулируется с помощью сменных шестерен, прилагаемых к аппарату.
- Настроить источник тока на необходимые параметры (силу тока и напряжение).
- Проверить правильность подбора режимов на пробном изделии. При необходимости провести их корректировку. Правильно настроенный аппарат выдаст устойчивую сварную дугу, необходимое количество флюса.
- Установить переключатель подачи проволоки в положение «Вперед».
- Наполнить воронку флюсом.
- Установить держатель таким образом, чтобы наконечник мундштука находился в сварочной зоне.
- Открыть заслонку флюсовой воронки, нажать кнопку «Пуск», одновременно чиркая по месту сварки. В результате загорится дуга и начнется сварочный процесс.
Как варить полуавтоматом алюминий
Начнем, пожалуй, с того, что полуавтомат ничего не варит. Он подает электродный материал и ток к основному металлу. Работу выполняет сварщик. Поэтому он должен владеть всеми тонкостями технологии сварки алюминия.
Полуавтоматическая дуговая сварка алюминия
- Алюминий варится алюминиевой проволокой. Она мягкая, может образовывать петли по причине залипания в токосъеме и сварочной горелке, поэтому надо использовать специальные токосъемы (Al или Am).
- Защитный газ аргон должен быть хорошего качества.
- Давление газа должно быть таким, чтобы ванна сварочная была надежно защищена, но в то же время не было подсоса воздуха из-за высокого разрежения, которое обычно возникает при прохождении газа с высокой скоростью.
- Зачистить механическим способом детали, предназначенные для сварки.
- Удалить растворителем грязь.
- Выполнить опытный шов на образце основного металла.
- Но главной задачей сварщика является умение пробить окисную пленку на алюминии, правильно тянуть дугу и контролировать сварочную ванну. Иначе весь процесс придется начинать сначала.
Полуавтоматическая сварка в углекислом газе
Для полуавтоматической сварки в углекислом газе российские производители выпускают специальное оборудование.
Преимущества полуавтоматической сварки в углекислом газе для ремонта автомобилей:
- Узкая зона термического воздействия. Это дает возможность сваривать тонкие детали.
- Краска на детали выгорает узкой полосой, что влечет за собой уменьшение подготовительных и финишных работ.
- Очень высокая скорость расплавления проволоки. Благодаря этому повышается производительность в два-три раза.
- Отличное качество сварочного шва .
- Не требуется предварительной подгонки деталей, предназначенных для сварки.
- Отличное качество сварных дсоединений, имеющих разную толщину.
- Углекислый газ является самым доступным из всех защитных газов.
- Технология в углекислом газе быстро и легко осваивается.
 Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе
Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе Плазменная сварка — один из относительно новых видов соединения металлов. Как она выполняется, читайте в этой статье .
Варить металлы можно самыми разными способом. Прочитать о некоторых из них можно по http://elsvarkin.ru/texnologiya/drugie-vidy-svarki/ ссылке.
Как варить полуавтоматом без газа
Безусловно, защитный газ позволяет качественно выполнить сварочные работы. Но, если вы занимаетесь сваркой нечасто, приобретать баллон невыгодно. В этом случае используется специальная сварочная проволока – флюсовая или порошковая.Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.Работа такой проволокой выполняется прямым током (на изделие подается плюс).Как варить вертикальный шов.Особенность выполнения вертикального шва заключается в следующем: тепло поднимается снизу вверх. Чтобы от него уйти, надо вести сварочный шов сверху вниз. При этом горелку следует наклонять немного вверх, чтобы тепло удерживало сварочную ванну. Двигаться надо достаточно быстро, чтобы опередить расплавленный металл. Проволоку необходимо удерживать на переднем краю ванны.
Приобретаем полуавтомат
Прежде чем идти в магазин вам необходимо подготовиться и проработать следующие вопросы:
- Выяснить характеристики вашей питающей сети.
- Определиться с целью приобретения оборудования.
- Изучить как можно больше информации по оборудованию.
- Выяснить, поставляются ли в ваш регион расходные материалы к этому аппарату.
- Изучить технологию сварки. Демонстрирующие как правильно варить полуавтоматом можно посмотреть в интернете. В сети также можно найти книги или статьи по технологии сварки полуавтоматами.
- Выяснить правила организации рабочего места и требования техники безопасности.
http://elsvarkin.ru
legkoe-delo.ru
Сварка полуавтоматом. Как сваривать металл сварочным полуавтоматом?
Полуавтоматическая сварка. Виды сварки. Подготовка полуавтомата к работе
 Полуавтоматическая сварка – это вид дуговой сварки, при котором сваривание происходит благодаря автоматически подающейся в зону сварки электродной проволоки с одновременной подачей в ту же зону защитного газа.
Полуавтоматическая сварка – это вид дуговой сварки, при котором сваривание происходит благодаря автоматически подающейся в зону сварки электродной проволоки с одновременной подачей в ту же зону защитного газа.
Подробнее...
Работа со сварочным полуавтоматом
Сварка полуавтоматом. Как правильно варить сварочным автоматом
- Подсоединяем клемму сварочного аппарата к заготовке.
- Регулируем скорость подачи проволоки, опираясь на тип и толщину металла.
- Удерживая перед собой защитную маску нажимаем на курок пистолета подачи проволоки и после появления сварочной дуги медленно ведем держак пистолета по намеченному маршруту.
- При слишком большой скорости подачи проволоки происходит разброс капель металла, а при слишком малой дуга будет производить шум и оставлять сгустки на конце проволоки.
- При правильной установке скорости подачи проволоки мы наблюдаем ровный звук с характерным треском.
- Если мы видим поры в месте сварки, то следует увеличить подачу газа, а если металл горит, то уменьшить.
- При возникновении других проблем необходимо проверить по таблице установленную мощность, так как аппарат настраивается на разный выходной ток мощности.
В большинстве случаев при превышении сварочного цикла наступает перегрев и встроенная термозащита отключает аппарат, дает ему остыть и затем автоматически отключается.
После этого можно продолжать варить. Подробнее можно узнать в статье о правильной сварке, там рассматриваются разные способы сварки.
Сварочный аппарат инверторного типа - надежный напарник для новичка
Самыми удобными и простыми в применении, что вполне заслуженно, считаются сварочные аппараты инверторного типа. Используемый для питания постоянный ток, делает данное оборудование наиболее предпочтительным для новичков.
 Возможность регулировать силу тока дуги посредством установки электрода нужного диаметра, а также ровная дуга и отсутствие металла, разлетающегося в разные стороны – все это явные преимущества аппаратов данного типа.
Возможность регулировать силу тока дуги посредством установки электрода нужного диаметра, а также ровная дуга и отсутствие металла, разлетающегося в разные стороны – все это явные преимущества аппаратов данного типа.
Прибавьте сюда автоматическую систему защиты, при которой инвертор выключается в случае перегрева, либо при залипании электрода, маленькие габариты, позволяющие перемещать его без особых усилий, и вы получите лучший сварочный аппарат для домашнего использования.
Ко всему вышеперечисленному можно добавить, что любая техника требует бережного отношения, и сварочные аппараты инверторного типа не исключение.
Внимательно читайте инструкцию и не забывайте, что данный тип сварочного оборудования пригоден исключительно для использования в быту, а не для усиленной эксплуатации в промышленных масштабах.
Видео: Сварочный полуавтомат
© Статья защищена авторским правом и ее перепечатка разрешена только при указании прямой ссылки на сайт rmnt.net Loading ...| Понравилась статья? Нажимай |
rmnt.net
Как правильно варить полуавтоматом без газа. Как правильно варить. Kak-PravilnoDelat
Как варить сталь и алюминий полуавтоматом без газа
Сварка #8211; это всем известный процесс соединения металлических деталей в условиях высоких температур.

Сварка полуавтоматом удобна тем, что проволоку не надо подавать вручную.
Для создания таких условий существуют специальные сварочные агрегаты и приспособления, способные работать в ручном, автоматическом и полуавтоматическом режиме. Сварочный полуавтомат выгодно отличается от обычного агрегата ручной сварки тем, что подача сварочной проволоки, выполняющей функции электрода, производится любым полуавтоматом самостоятельно, без участия человека.
Схема сварочного полуавтомата.
Промышленность выпускает много видов различных полуавтоматов, которые предназначены для выполнения сварочных работ алюминиевых и стальных деталей, а также некоторых других металлов и сплавов. Все аппараты классифицируются по разным показателям: по типу применяемой проволоки, по способу защиты сварного шва. Сварочная проволока может применяться стальная или алюминиевая. Защита шва может производиться слоем флюса, средой некоторых защитных инертных газов, особой порошковой проволокой.
Преимущества и недостатки сварки полуавтоматом
К положительным качествам полуавтомата следует отнести:
Недостатком сварки является сильное разбрызгивание металла.
- Полуавтоматом можно сваривать металлические листы, толщина которых достигает 0,5 мм.
- Аппарат малочувствителен к различным загрязнениям поверхности металла и к следам ржавчины на нем.
- Сварка полуавтоматом обходится дешевле всех других известных видов сваривания металлов.
- С помощью сварочного полуавтомата можно паять различные детали из оцинкованного металла проволокой, состоящей из сплавов на основе меди, не повреждая цинкового покрытия.
- При отсутствии слоя защитного газа происходит усиленное разбрызгивание металла.
- Открытая дуга имеет очень интенсивное излучение.
Других недостатков не имеется.
Вернуться к оглавлению
Процесс сварки с применением полуавтомата
Процесс сварки полуавтоматом.
В обычных условиях этим аппаратом варят черные металлы, нержавеющую сталь, алюминий. Сварка происходит под слоем инертного защитного газа. Для этого используется чаще всего углекислый газ, аргон, иногда гелий и смеси этих газов. Источником питания полуавтоматического сварочного аппарата является постоянный ток. Минусовая клемма подключается к изделию. Главный рабочий орган установки #8211; сварочная горелка особой конструкции, подающая в зону сварки специальную сварочную проволоку с флюсом или с защитным газом.
Перед работой аппарат нужно настроить:
- Подобрать необходимую рабочую силу тока.
- Настроить нужную скорость подачи сварочной проволоки методом замены шестерен, которые входят в комплект поставки полуавтомата.
- Попробовать аппарат в работе. Если все параметры настройки были подобраны правильно, агрегат даст устойчивую и мощную сварную дугу, а также нужное количество защитного газа или флюса.
Если аппарат настроен, сварщик приступает к работе, соблюдая все основные принципы и тонкости сварного дела.
Вернуться к оглавлению
Сварка полуавтоматом без применения газа
Таблица режимов сварки полуавтоматом.
А как варить полуавтоматом без использования защитного газа, возможно ли это? Если полуавтомат куплен для домашнего использования, то не всегда бывает выгодно приобретать к нему баллон, наполненный газом. Можно использовать вместо него специальную флюсовую или порошковую сварочную проволоку. В разрезе флюсовая проволока представляет собой тонкостенную стальную трубку, заполненную флюсом, который в процессе сварки сгорает, образуя небольшое облачко защитного газа, непосредственно в зоне сваривания деталей. При работе с применением такой проволоки на свариваемое изделие подается плюсовой вывод электропитания.
Проволока может включать компоненты флюса непосредственно в металл, из которого она выполнена. Чем хорош такой вариант? Чтобы ответить на этот вопрос, нужно вспомнить школьный курс физики: когда в результате электродугового разряда проволока начнет плавиться под действием высокой температуры, в сварной ванне обязательно образуется облачко, состоящее из тех веществ, которые входят в состав проволоки. Это облачко почти полностью заменяет инертный газ, который применяется в обычных условиях работы.
Дуговая сварка с защитным газом.
При выполнении вертикальных швов нужно учитывать, что тепло поднимается всегда снизу вверх. Поэтому шов рекомендуется вести в направлении сверху вниз, особенно при сварке тонкого листового металла. Рабочую горелку следует держать с небольшим наклоном вверх, так лучше будет удерживаться так называемая сварочная ванна #8211; зона сварки с защитным облачком газа от сгоревшего флюса. Передвигать горелку вдоль шва нужно достаточно быстро, чтобы несколько опередить появление капли расплавленного металла сверху. Сварочная проволока всегда должна находиться на переднем крае сварочной ванны.
Квалифицированный сварщик способен накладывать сварной шов со скоростью до 2 см в секунду. Достигается это благодаря автоматической подаче проволоки толщиной 0,5-3 мм. Сварка без использования газа немного напоминает обычную сварку сварочным электродом, в процессе которой шлак может затекать в сварочную ванну. Это приводит к тому, что приходится поверх получившегося шва накладывать дополнительный сварной шов, очистив предварительно от шлаков предыдущий.
Порошковая проволока, предназначенная для сварки без использования газа, имеет довольно низкую степень жесткости. Она имеет очень тонкие стенки, поэтому при работе с ней недопустимы резкие повороты и изгибы шланга, по которому она поступает к месту сварки. Использовать обычную проволоку без газа категорически не рекомендуется, так как это приведет к неровному шву с внутренними пустотами, к перерасходу проволоки вследствие ее бесполезного испарения.
А можно ли варить потолочные швы? Следует помнить, что варить потолочные швы без газа не получится, так как получившаяся в процессе сгорания флюса углекислота под действием силы тяжести просто покидает сварочную ванну.
Преимущества сварки полуавтоматом без использования газа:
- Нет необходимости покупать дорогостоящую и громоздкую газовую аппаратуру и периодически заряжать баллоны.
- Подготовка к сварке занимает минимум времени.
- Стоимость сварки получается гораздо ниже, чем с использованием газа.
Перед тем как варить полуавтоматом металлические детали, требуется правильно организовать свое рабочее место и неукоснительно соблюдать правила техники безопасности. При выполнении работ нужно создать десятиметровую зону вокруг места проведения сварки. В противном случае люди, случайно оказавшиеся в этой зоне, могут получить ожог сетчатки глаза. Сварщик должен использовать индивидуальные средства защиты. В зоне сварки не должно быть горючих материалов.
Сварка полуавтоматом без газа

Чем сварка полуавтоматом без газа, отличается от полуавтоматической сварки в газовой среде, и что вообще такое сварка полуавтоматом, мы рассмотрим все эти вопросы в нашей статье.
Полуавтоматическая сварка
Сварка полуавтоматом — один из видов классической дуговой сварки. Электродная проволока выступает в роли сварного электрода. Она непрерывно подается механическим приводом с заданной постоянно скоростью в сварочную головку.
Сварочные флюсы позволяют даже при работе с небольшим диаметром проволоки (0.8-2мм) малыми токами обеспечить достаточно глубокое расплавление металла непосредственно в зоне сварки. Благодаря этому получаются надежные и качественные швы на толстом или тонком металле.
Использование полуавтомата для сварочных работ позволит значительно улучшить качество сварного шва, а также существенно увеличит производительность работ. При помощи полуавтоматической сварки опытные мастера вырабатывают от 20 до 40 метров шва сварного в час. Сварка полуавтоматом видео, обучающее можно найти в конце этой статьи, где вы сможете наглядно ознакомиться непосредственно с процессом сварки.
Сегодня существует возможность выполнять сварку полуавтоматом с газом или без газа. В первом случае в процессе сварки полностью исключается попадание кислорода непосредственно в зону сварки, что позволяет устранить переизбыток или недостачу углерода. Иначе сварной шов может оказаться слишком хрупким или мягким. Но такой вид сварки слишком затратный и трудоемкий. Вам придется носить тяжелые баллоны с газом, даже если вы хотите сделать всего пару незначительных швов. Да и заряжать газом баллоны при нечастой работе достаточно дорого. В этом случае лучшим выбором станет сварка полуавтоматом без газа.
Преимущества полуавтоматической сварки без газа

Как правило, ее еще проволокой флюсовой, обозначая тем самым ее состав. В наше время доступна также и сварочная порошковая проволока. Какое бы название не носила данного вида проволока, все они применяются для сварки полуавтоматом без газа.
Данная проволока состоит стальной трубки, с диаметром, который соответствует 0.8, как и при полуавтоматической сварке в газовой среде. Внутри проволоки находится сварной порошок – флюс, который очень напоминает по своему составу обмазку стандартных электродов. Флюс в процессе нагрева полностью сгорает и в результате чего образуется защитное облако газа в зоне сварки.
Сварка полуавтоматом без газадостоинства
- 1. отсутствие энергоемкой газовой аппаратуры;
- 2. доступность, не нужно постоянно тратиться на заряд баллонов с инертным газом;
- 3. возможность формировать химический состав сварного шва, используя для этого различные типы проволоки с разным наполнением.
- 4. возможность формировать характеристики дуга
- 5. самое главное достоинство – возможность наблюдать за местом подачи непосредственно в разделку, сквозь защитную маску.
Полезные советы при полуавтоматической сварке без газа
Сварка полуавтоматом напоминает классическую с обычными электродами, именно поэтому во время выполнения работ есть вероятность затекания шлака в сварочную ванну от сгоревшего флюса. Чтобы это предотвратить для получения надежного герметического соединения необходимо поверх сделать еще один шов, очистив предварительно предыдущий.
Из-за того что порошковая проволока, которая используется в процессе сварки полуавтоматом без газа очень хрупка и имеет малую жесткость собственной конструкции – очень тонкая стенка – поэтому подачу проволоки необходимо выполнять специальным механизмом с малым сжатием, при этом любые резкие повороты шланга не допускаются.
Необходимо строго соблюдать полярность при подключении на «массу» и на держак. Минус должен подаваться непосредственно на держак, а плюс к самому изделию. Данное подключение получило название – прямое. Это необходимо для того чтобы во время подачи проволоки флюсовой должна создаваться очень высокая температура, которая образует защитное облако газа.
Сварка полуавтоматом без газа видео :
Методичка сварщика Сварка, сварочное оборудование, новые сварочные технологиии Полная версия сайта
Сварка полуавтоматом без газа
Сварочный полуавтомат уже не является какой-то новинкой, доступной лишь профессиональным сварщикам или жестянщикам. Специализированные магазины наполнены как недорогими и достаточно простыми, так и вполне качественными аппаратами.
Популярность их объясняется достаточно просто — простота рабочего процесса, причем ни в ком случае не в ущерб качеству, скорее наоборот. При использовании сварочного полуавтомата можно получить даже при небольшом навыке вполне качественный и красивый шов.
Как правило, приобретаются аппараты серии MIG-MAG, то есть те, которые варят в среде инертного (MIG), например, аргона и активного (MAG) — углекислого газа. Что это дает? Поскольку сталь — это соединение железа с углеродом, причем в определенной пропорции, то и сварной шов должен хотя бы примерно соответствовать этим же характеристикам. В противном случае шов получается либо слишком хрупким — переизбыток углерода, либо мягким — недостаток. Среда защитного газа позволяет отсечь кислород воздуха из места сварки, поэтому в процессе работы расплавленный металл детали плавится, соединяясь с расплавленной в зоне сварочной ванны проволокой.
Однако баллоны достаточно тяжелы, а при нечастом использовании заряжать баллон для того, чтобы пройти шов, например 5-7 см невыгодно, да и слишком дорого. Гораздо проще использовать специальную сварочную проволоку.

Альтернативно, ее называют ещё флюсовой проволокой, что, в принципе, указывает на ее состав. Помимо этого может встретиться название порошковая сварочная проволока, что также соответствует этому же материалу. Независимо от названия эта проволока позволяет осуществить сварку полуавтоматом без газа.
Состоит такая проволока из стальной трубки, диаметр которой соответствует применяемой при обычной сварке в среде газа. Как правило это 0,8 мм. Внутри находится специальный порошок — флюс, несколько напоминающий по своему составу обмазку обычных электродов. В результате нагревания флюс сгорает и образует в зоне сварки облако защитного газа, наподобие того как и в простой сварке электродом.
Из плюсов можно отметить отсутствие необходимости газовой аппаратуры, а самое главное — возможность наблюдать, конечно сквозь защитную маску, за местом подачи в разделку. Помимо этого, различные типы проволоки содержат различные наполнители, что позволяет формировать химический состав шва, а также характеристики дуги.
В связи с тем, что сварка несколько напоминает обычную, электродом, в процессе может происходить затекание шлака от сгоревшего флюса в сварочную ванну, поэтому в некоторых случаях для получения герметичного соединения приходится поверх накладывать ещё один шов, предварительно очистив предыдущий.
В связи с тем, что порошковая проволока, обеспечивающая сварку полуавтоматом без газа, имеет малую жесткость в своей конструкции — стенка очень тонкая — подача проволоки должна осуществляться механизмом с очень небольшим сжатием, а резкие повороты шланга полуавтомата недопустимы.
В обязательном порядке должно соблюдаться условие подключения полярности на держак и на «массу». На держаке, горелке должен быть минус, а на самом изделии — плюс. Такое подключение называется прямым. При сварке в среде защитного газа используется обратное подключение. Обусловлено это тем, что при подаче флюсовой проволоки необходимо более высокая температура для образования защитного газа. Ниже вы можете просмотреть видео сварки полуавтоматом без газа.
Видео сварки полуавтоматом без газа:
Видео сварки инвертором Stark IMT 200 полуавтоматом флюсовой проволокой без газа. Идеально подходит для мобильных работ т.к. не нужен баллон с газом.
Похожие новости
Источники: http://moyakovka.ru/process/kak-varit-poluavtomatom-bez-gaza.html, http://o-builder.ru/svarka-poluavtomatom-bez-gaza/, http://nanolife.info/raznye-vidy-svarki/140-svarka-poluavtomatom-bez-gaza.html
Комментариев пока нет!
kakdelat-pravilno.ru
Как варить полуавтоматом: режимы сварки, последовательность работ ()
Как правильно варить полуавтоматом?
При проведении строительных работ или капитальном ремонте автомобиля практически всегда требуется сварочный аппарат, который используется для соединения между собой металлических элементов какой-либо конструкции. Среди большой разновидности сварочных аппаратов огромной популярностью пользуется полуавтоматическая сварка. Основной положительной чертой такого процесса является возможность создания качественного и надежного соединения как черного, так и цветного металла. Поэтому далее будет рассмотрено, как варить полуавтоматом.
Устройство сварочного полуавтомата.
Принцип работы и состав сварочного полуавтомата
Чтобы разобраться, как правильно пользоваться сварочным полуавтоматом, необходимо знать его принцип работы. При сварке данным агрегатом электроды не нужны, потому что такой процесс осуществляется с помощью специальной сварочной проволоки, которая плавится в газовой среде. Инертный (MIG или Metal Inert Gaz) или углекислый (MAG или Metal Active Gaz) газ должен поступать из газового редуктора (баллона) во время сварки бесперебойно.
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
В процессе сварки тепловая энергия оплавляет поверхности, с которыми осуществляется работа (металл и электрод). В результате этого расплавленный металл склеивает требуемые части изделия между собой, создавая крепкий и очень надежный шов.
Для осуществления сварки полуавтомат должен включать такие узлы, как:
- блок управления;
- блок питания;
- емкость с газом;
- механизм подачи проволоки;
- резервуар с проволокой;
- шланг, по которому поступает газ;
- газовую горелку;
- газовую аппаратуру.
Газовая горелка предназначена для подачи в сварочную зону электродной проволоки и защитного газа. На ее рукоятке, изготовленной из защитного материала, размещена пусковая кнопка. Токоподающий наконечник горелки изготавливается из различных материалов: меди, бронзы и др. Его эксплуатационный срок напрямую будет зависеть от материала изготовления. Подключение горелки к аппарату может выполняться с помощью неразъемного соединения или через специальный разъем.
В роли источника питания может применяться инвертор, трансформатор или выпрямитель. Наилучшим вариантом является инвертор, который позволяет добиться лучшего качества сварного шва.
Схема полуавтомата для сварки алюминия.
Проволока, используемая при сварке, может иметь диаметр от 0,6 до 2,0 мм. Для ее легкой подачи она наматывается на специальные бобины. Электродная проволока может быть изготовлена из различных материалов: обычной и нержавеющей стали, алюминия и меди.
Для осуществления сварки полуавтоматическое оборудование должно иметь следующие характеристики:
- силу тока 40-600 А;
- напряжение на сварочной дуге 16-40 В;
- скорость сварки может достигать 20 мм/сек;
- за 1 сек. может тратиться от 3 до 25 см проволоки;
- расход инертного газа может достигать 60 л/мин, при этом минимальное значение составляет 3 л/мин;
- 1 сварочный баллон может вмещать до 100 л газа.
Режимы и методы полуавтоматической сварки
Основные типы сварных соединений.
Так как сварщику, который эксплуатирует такое оборудование, ежедневно приходится работать одновременно с разными металлами, фирмы-изготовители оснастили свою продукцию разными режимами работы. Поэтому специалист имеет возможность подобрать тот режим, который наилучшим образом справится с поставленными задачами.
Основные режимы работы сварочного полуавтомата:
- с коротким замыканием сварочной дуги;
- без короткого замыкания;
- с разбрызгиванием флюса;
- без разбрызгивания флюса;
- крупно- средне- и мелкокапельные режимы.
Применение того или иного режима работы зависит как от назначения свариваемой детали, так и от материала ее изготовления.
Таблица дефектов сварочных швов.
Чтобы сварщикам было легче ориентироваться в выборе метода сварки, существует более подробная классификация режимов:
- импульсная сварка;
- цикличная с короткой дугой;
- вариант со струйным перемещением обрабатываемого металла;
- точечный вариант;
- работа при непрерывном круговом переносе металла.
Если применяется углекислота, то обычно используется импульсно-дуговой режим с постоянным током обратной полярности. При этом скорость сварки небольшая, зато дуга будет иметь большую стабильность, что позволит добиться более прочного соединения.
Учитывая тот факт, что полуавтоматом можно заварить как толстый (до 40 мм), так и достаточно тонкий (0,5 мм) металл, необходимо знать основные методы такой сварки:
- Стыковая. Часто используется при ремонте автомобилей, когда какой-либо элемент меняется частично. Стыковая сварка – это соединение точечным или сплошным швом. Такой метод требует большой квалификации сварщика.
- Внахлест. Является самым простым методом. При этом на подготовленную поверхность ложится кусок металла, который в большинстве случаев заваривается точечно.
- По готовым отверстиям. Готовую заплатку с просверленными отверстиями приваривают к подготовленной поверхности. В этом случае соединение осуществляется по отверстиям.
Подготовка поверхности металла и аппарата к работе
Углы наклона мундштука горелки при сварке стали различной толщины.
Перед тем как приступать к сварочным работам, необходимо правильно к ним подготовиться. Первым делом следует подготовить поверхность, которая будет свариваться, чтобы на сварочном шве не образовались поры. Для этого с помощью стальной щетки и сухой ветоши с поверхности металла удаляют грязь, пыль, влагу, ржавчину и масло, после чего ее обезжиривают и протравливают.
После того как поверхность будет подготовлена надлежащим образом, можно переходить к подготовке самого аппарата. Для этого нужно:
- Проверить заземление, так как от его качества и надежности будет зависеть безопасность работы со сваркой.
- Проверить питающую сеть по уровню напряжения, потому что данное оборудование сильно восприимчиво к перепаду напряжения и другим отклонениям питающего напряжения от номинальных значений.
- Выбрать режим работы сварки.
- Отрегулировать диаметр наконечника на величину, которая будет немного превышать диаметр используемой проволоки.
- Проверить регулировку подающего устройства и горелки. Если эти элементы плохо отрегулированы, то это может привести к серьезным ошибкам во время выполнения сварочных работ.
- Проверить качество электродной проволоки. Она не должна иметь вмятин, трещин, отслоений и других видимых дефектов.
Последовательность выполнения сварочных работ полуавтоматом
Схема движения электрода.
- С учетом толщины обрабатываемого металла выставьте требуемую силу рабочего тока и характерную ей скорость подачи проволоки. Для этого можно воспользоваться таблицей, которая находится в инструкции к сварочному аппарату.
- Выбор и установка сменных шестерней позволяет настроить требуемую скорость подачи электрода. Для этого также можно воспользоваться таблицей или специальной коробкой скоростей.
- Отрегулируйте блок питания, чтобы он выдавал требуемое напряжение и рабочий ток. Это позволит добиться хорошей дуги, правильного формирования валика и требуемое количество расплавленного флюса.
- Для подачи проволоки соответствующий переключатель установите в положение «Вперед», после чего проволока начнет поступать к месту сварки. Переключив тумблер в положение «Назад», проволока начнет наматываться на катушку.
- Наполните воронку флюсом. После этого направьте держатель таким образом, чтобы конец мундштука оказался над сварочным местом. Отодвинув заслонку флюсовой воронки, нажмите «Пуск» и одновременно с этим начинайте двигать держателем вдоль предполагаемого образования сварочного шва.
Правила безопасности при работе с полуавтоматом
Рассматривая, как правильно варить полуавтоматом, необходимо остановиться на основных правилах безопасности:
- включая сварочное устройство, проверьте исправность рубильника и кнопочного выключателя;
- запуская аппарат, сначала нужно включить рубильник и только после этого можно включать сам блок питания;
- проверьте шланги, по которым поступает защитный газ на наличие возможных повреждений;
- для защиты себя и окружающих уберите мусор с рабочего места, после чего оградите его, наденьте защитные очки;
- после завершения работ отключите питание и подачу газа.
Добиться высокого качества сварки вы сможете только в том случае, если перед работой вы правильно настроите аппарат и подготовите обрабатываемую поверхность металла, а в процессе сварки будете в точности выполнять все правила и рекомендации специалистов.
http://moyasvarka.ru
legkoe-delo.ru