Придумано, как сваривать титан и нержавеющую сталь. Сварка титана с нержавеющей сталью
Сварка стали с титаном - Справочник сварщика
 Для тех или иных способов сварки предусматриваются различные условия и требования к тем или иным конструктивным элементам, а также подготовки деталей, кромок этих деталей, размеров швов и так далее. Все эти параметры, характеристики и условия, регламентируются и присутствуют в ГОСТе. Так, для сварки стали и титана, выдвигаются особые требования, которые следует соблюдать. Поэтому сейчас, мы рассмотрим технологию сварки титана со сталью, а также то, что необходимо соблюдать в этом случае.
Для тех или иных способов сварки предусматриваются различные условия и требования к тем или иным конструктивным элементам, а также подготовки деталей, кромок этих деталей, размеров швов и так далее. Все эти параметры, характеристики и условия, регламентируются и присутствуют в ГОСТе. Так, для сварки стали и титана, выдвигаются особые требования, которые следует соблюдать. Поэтому сейчас, мы рассмотрим технологию сварки титана со сталью, а также то, что необходимо соблюдать в этом случае.
Самая основная задача во время сварки титана и стали – это выбор подходящих сварочных материалов, а также методов и различных режимов сварки. В этих режимах должны соблюдаться все условия для того чтобы было предотвращение или резкое подавление образования различных хрупких, так называемых, интерметаллических фаз, которые имеют следующий вид - FeTi и Fe2Ti.
Обычная сварка титана и стали не даст никаких положительных результатов. Поэтому, для сваривания этих материалов, пользуются сваркой в аргоне с применением вольфрамового электрода. Или же, реже, однако все же находит применения сварка через специальные промежуточные вставки. Очень хорошие результаты получаются в случае использования этого способа. Так, применяются комбинированные вставки, которые состоят из технического талана (давление которого, Р=700 МПа), а также из термообрабатываемой бронзы типа БрБ2.
 Таким способом, бронзу сваривают с углеродистыми или аустенитными сталями, с помощью аргонодуговой сварки, с использованием неплавящихся электродов. При этом, титан сваривают с танталом, в специальной камере, где создаются подходящие условия, а также контролируемая атмосфера. Предел прочности при соединении с бронзой достигает 490 МПа, а после закалки бронзы, она увеличивается до 605 МПа. Отметим, что закалка производится до сварки.
Таким способом, бронзу сваривают с углеродистыми или аустенитными сталями, с помощью аргонодуговой сварки, с использованием неплавящихся электродов. При этом, титан сваривают с танталом, в специальной камере, где создаются подходящие условия, а также контролируемая атмосфера. Предел прочности при соединении с бронзой достигает 490 МПа, а после закалки бронзы, она увеличивается до 605 МПа. Отметим, что закалка производится до сварки.
Комбинированные вставки из вышеупомянутой бронзы БрБ2, а также ниобия, применяют при сварке титана с помощью аргонодуговой сварки, и с применением вольфрамового электрода. Этот процесс происходит в специальной камере, нагнетая контролируемую атмосферу титана ОТ4-1, толщина которой составляет от 0,8-2 мм. Прочность соединения при минимальной толщине в 0,8 мм, будет равна 530-650 МПа, а угол изгиба при этом может составить 72-180°. При толщине титана в 2 мм, эти характеристики равны 400-450 МПа и 41-60°, соответственно.
www.vse-o-svarke.org
Придумано, как сваривать титан и нержавеющую сталь
Сибирские учёные разрабатывают технологию сварки металлов, которые обычно клепают
Работники Института теоретической и прикладной механики им. С. А. Христиановича СО РАН разрабатывают технологию сварных соединений несочетаемых, казалось бы, металлов такой прочности, которая пригодна для аэрокосмической промышленности. Об этом сообщают «Новосибирские новости».
«100 лет назад по морям плавали клёпаные корабли. Они изготавливались, потому что заклёпка – это очень прочное соединение. Сегодня все корабли сварены – эту задачу люди решили, технологию такую создали. Но, к сожалению, мы все летаем на самолётах клёпаных. То есть задачу сварных соединений, которая бы обеспечила прочность, необходимую для авиационной промышленности, решить пока не удалось», – рассказал заместитель директора по науке института Анатолий Оришич. И новосибирские учёные первыми в мире оказались на пороге большого открытия. Оказалось, что медь под действием лазера соединяет другие металлы на молекулярном уровне.
«Если сварить без нашего ноу-хау, просто титан с нержавейкой, то, как мы видим, образец сразу развалился. Применив материалы специальные (мы перепробовали разные вставки), мы нашли, что медь – самая оптимальная. Она не позволяет сварному соединению разваливаться», – объяснил научный сотрудник Александр Маликов.
Сейчас полученные образцы проходят последние испытания в научно-исследовательском институте в Екатеринбурге. Затем сваренные металлы проверят на прочность в Сибирском НИИ авиации им. Чаплыгина. В успех эксперимента уже поверили специалисты Конструкторского бюро им. Туполева и предварительно согласовали с учёными двухлетнюю программу, по которой для авиастроителей будут сваривать элементы корпуса самолётов.
Также технология лазерной сварки могла бы совершить революцию в строительстве атомных станций. После трагических событий на «Фукусиме» новая технология сварки металлов заинтересовала японских, а вслед за ними китайских и корейских энергетиков. Однако до внедрения технологии ещё далеко.
scientificrussia.ru
технология лазерной и аргонодуговой со сталью и нержавейкой, проволока
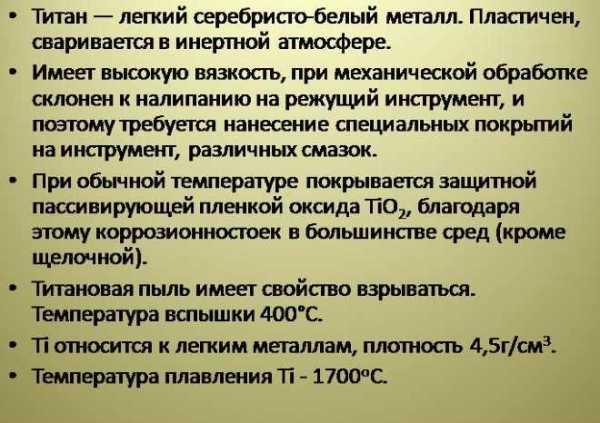
Титан представляет собой лёгкий металл серебристо-белого цвета, который отличается высокой прочностью и отличной пластичности, жаропрочностью на уровне 600-700 ˚С, а также высокой стойкостью к воздействию агрессивных сред и коррозионным процессам.
Основными сферами применения титановых сплавов стали:
- Машиностроение и авиация.
- Производство оборудования, предназначенного для работы с ядерным топливом.
- Криогенные установки.
- Агрегаты химической промышленности.
- Судостроение (речное и морское).
Сварка титана и его сплавов неизменно связана с определёнными химическими и физическими особенностями материалов.
Основной проблемой в этой связи становится то, что сварной шов при использовании традиционных технологий будет склонен к медленному разрушению путём образования трещин из-за высокого содержания водорода, причём явление усиливается при повышении концентрации таких веществ как кислород или азот.
Сварка титана: методы борьбы с трещинообразованием
- Соблюдение всех технологических процедур, предусмотренных нормативными документами, для того чтобы предотвратить попадание в зону ведения сварки вредных газов или паров воды. С этой целью предусмотрено выполнение тщательной подготовки рабочего поля, качественная зачистка детали и сварочного материала, а также обеспечивается качественная защита металла.
- Проведение процедуры снятия с заготовки остаточного сварочного напряжения.
- Для максимального снижения эффекта трещинообразования рекомендуется с (α + β)-сплавами работать в сравнительно мягком режиме (при скорости охлаждения поверхности 10-20 ˚С/с), в то время как α- и псевдo α-сплавы – в жёстком.
- В присадочном и основном свариваемом материале необходимо снизить процентное содержание газов: водорода до уровня менее 0,008%, азота – менее 0,04%, а кислорода – менее 0,1-0,12.
- Защита металла от насыщения газами.
Особенности и технология сварки титана
Основными способами сварки титана, получившими наибольшее распространение стали:
- Контрактная сварка.
- Дуговая сварка в инертных газах с использованием плавящегося или неплавящегося электрода.
- Электроннолучевая технология.
- Электрошлаковая сварка.
Аргонодуговая сварка титана
Чаще всего в качестве инертного газа используется аргон высшего сорта (реже гелий или его смесь с аргоном).
При этом свариваемые детали для защиты металла от насыщения газами могут быть:
- Помещены в герметичный бокс с контролируемыми параметрами среды (такая сварка титана используется только для особо ответственных деталей и соединений).
- В воздухе, но с использованием специализированных камер, которые защищают зону выполнения работ (с обратной стороны детали в процессе работ подаётся защитный газ).
- На воздухе одновременно с подачей через специальные удлиненные насадки из сопел инертного газа, что позволяет обеспечить достаточную площадь защитной зоны, одновременно с подачей газа на обратную сторону свариваемой детали.
В качестве присадки используется проволока для сварки титана (она необходима при работе с деталями толщиной от 1,5 мм). При этом альфированный насыщенный кислородом слой обязательно необходимо счистить и с основного металла и с присадочного материала. Кроме того, проволока подвергается четырёхчасовому вакуумному обжигу при температуре 900-1000 ˚С.
Сваривать с применением этой методики можно детали толщиной до 15 мм на постоянном токе при прямой полярности.
Сварка титана со сталью
Соединение стальных и титановых сварных конструкций позволяет существенно снизить вес изделий, что часто имеет принципиально важное значение при проектировании. Но в то же время эти материалы существенно отличаются по своим химическим свойствам и физическим особенностям, поэтому в последние годы ведутся всё более интенсивные разработки технологий и методик ведения сварочных работ для получения соединений высокой надёжности и долговечности. Особенно много сложностей при необходимости выполнения сварки титана с нержавейкой.
Наиболее часто используется:
- Сварка титана взрывом с использованием промежуточных прокладок из никеля, серебра, меди, ванадия, сплавов тугоплавких металлов.
- Диффузионная сварка, позволяющая получить механически прочные соединения, но прочность в зоне шва будет всё же ниже, в сравнении с основным материалом.
- Клинопрессовая сварка в аргоне с прокладкой из меди или алюминия обеспечивает соединение высокого качества.
- Ультразвуковая и контактная сварка (лучшие результаты могут быть получены при использовании в качестве материала для прослойки серебра и ниобия соответственно).
- Сварка плавлением получила наибольшее распространение (в частности широко используется аргонодуговая и электроннолучевая сварка титана).
Лазерная сварка титана
Множество проблемных моментов, связанных с процессом сварки титановых сплавов, можно решить с использованием концентрированных источников энергии – лазерных лучей. При этом для получения качественного сварочного соединения необходимо проведение тщательной подготовки кромок свариваемых элементов обработкой методом фрезеровки или точения.
Для того чтобы удалить газонасыщенную плёнку с поверхности – пескоструйную обработку с дальнейшим травлением химическими веществами, осветлением поверхности и её промывкой. При строгом соблюдении допустимых параметров зазора между кромками будет обеспечено формирование шва высокого качества.
steelguide.ru
Сварка сталей с титаном и титановыми сплавами
Темы: Сварка стали, Сварка титана, Технология сварки.
Титан с железом образуют систему ограниченной растворимости и эвтектоидным распадом β-фазы. Предел растворимости титана в железе снижается от 12 % при 1200 ОС до 4 % при 300°с. Растворимость железа в α-титане составляет 0,5 и 0,05 ... 0, 1 % соответственно при 615 и 20°С.
Другие страницы, относящиеся к теме
Сварка стали, титана, титановых сплавов
:
Титан и железо дают химические соединения TiFe, TiFe2, Ti2Fe и эвтектики β-фаза + TiFe (1100оС), TiFe + TiFe2 (1280оС), TiFe2 + а-фаза (1298оС), содержащие 32; 62,5 и 82,5 % железа соответственно. Поэтому при затвердевании расплава уже при содержании железа порядка 0,1 % будут образовываться интерметаллиды TiFe и TiFe2, которые резко снижают пластические свойства материала.
Титан и железо существенно различаются по кристаллическому строению и физическим свойствам.
Аналогичную картину металлургического взаимодействия титан имеет с легирующими компонентами в сталях (никель и др.).
Положительные результаты могут быть получены при использовании методов сварки давлением, а также барьерных слоев и вставок из третьего металла, не образующего при высоких температурах со свариваемыми материалами хрупких фаз. Особенностью титана и титановых сплавов является их высокая активность с атмосферным газом, что требует ведения процесса в условиях, обеспечивающих их защиту (инертные газы, вакуум, жидкие среды).
Сварка взрывом осуществляется с промежуточными прокладками и без прокладок. В последнем случае могут появиться интерметаллиды ТiFe и TiFe2 в местах вкрапления литого металла и перемешивания. При отжиге таких соединений идет дальнейший рост интерметаллидной фазы, выделяются карбиды титана. В зоне контакта может наблюдаться появление пор. В качестве прокладок используют ниобий, ванадий, никель, медь, серебро, железо и сплавы из тугоплавких металлов.
Получила применение двойная прокладка из ванадия или ниобия со стороны титана и медная со стороны стали. Нагрев соединений, полученных с использованием барьерных подслоев, до 800оС не ведет к охрупчиванию шва. Некоторое снижение предела прочности при этом связано со снятием эффекта наклепа. Уменьщение толшины медной прослойки до 0,1мм повышает предел прочности соединенная, что объясняется проявлением эффекта контактного упрочнения. Разрушение соединений при испытаниях идет по слою меди и имеет вязкий характер при положительных и отрицательных температурах (+300...-269 оС).
При диффузионной сварке удовлетворительные механические характеристики получаются, когда ширина слоя интерметаллидов ≤3 ... 5 мкм, а в ЗТВ имеет место α-твердый раствор железа в титане. При испытаниях зона разрушения наблюдается в переходе титан железо (сталь). На прочность соединения влияет ширина зоны, обогашенная углеродом.
Механические характеристики стыковых соединений, выполненных диффузионной сваркой в вакууме на материалах ВТ1-0 + 12Х18Н9Т и ОТ4 + 12Х18Н9Т (температура 750 ...850 оС, время сварки 15 мин), оказываются ниже прочности основного материала. Применение прокладок из ванадия и меди при сварке ВТ6, ВТ5-1 со сталью 12Х18Н9Т позволило получить предел прочности вплоть до 530... 570 МПа. В соединении не обнаруживается интерметаллидных фаз даже после длительного нагрева при высокой температуре (1000 оС в течение 10 ч). Слой меди при сварке предотвращает образование карбидов ванадия, охрупчивающих соединения. В соединении ванадий - медь легкоплавкие соединения и интерметаллиды не образуются. Соединения, выполненные через комбинированные прокладки меди (толщина 0,01 мм) и ванадия (0,07 мм), дают предел прочности 489 ...503 МПа при 450 оС, удельную вязкость 350 кдж/м2 , угол загиба 50... 600.
Для получения стабильных результатов целесообразно в качестве прокладочного материала использовать тонкую многослойную ленту (V + Cu + Ni), полученную горячей прокаткой в вакууме. Благодаря такой ленте предел прочности соединений ВТ5-1 и АТ3 со сталью 12Х18Н10Т при растяжении составляет 500... 590 МПа.
При сварке титана с низкоуглеродистыми сталями хорошие результаты дают прослойки из серебра.
Положительные результаты получаются при диффузионной сварке в расплаве солей (70 % BaCI2 + 30 % NaCI). При этом обеспечиваются быстрый к равномерный нагрев, хорошая защита металла в процессе сварки и охлаждения.
Сварка прокаткой осуществляется в вакууме. Выявлено отрицательное влияние углерода на механические характеристики соединения из-за образования карбида титана (TiC). Увеличение содержания углерода в стали с 0,02 до 0,45 % ведет к снижению уровня прочности с 260 до 140 МПа. При использовании про кладок из ванадия содержание углерода в нем должно быть <0,02 %. В случае применения прокладок металлографическими и микрорентгеноспектральными методами обнаружить образование в биметалле на границе сваренных заготовок хрупких фаз не удалось.
При сварке ВТ6 со сталью 12Х18Н10Т с комбинированной прокладкой из Nb + Cu (вакуум 0,00266 Па, температура 350oС, степень обжатия 45 ... 50 %) получаются равнопрочные соединения (разрушение образцов при испытаниях - по меди). На границе ниобия с титаном образуются зоны твердых растворов, имеющие повышенную твердость.
На границе ниобия и меди имеет место диффузионная зона протяженностью порядка 40 мкм. В переходе ниобий - титан зона диффузии не наблюдается. Толщины прокладок ниобия берутся порядка 0,05 ... 0,2 мм, меди 0,1 ... 0,46 мм.
Контактная и ультразвуковая сварка листовых заготовок проводится с применением промежуточных прокладок.
При контактной сварке не допускается подплавления поверхности титана и стали. Наилучшие результаты контактная сварка дает через прослойку ниобия, а ультразвуковая через слой серебра.
Получены положительные результаты по клинопрессовой сварке в аргоне титановых сплавов со сталью 12Х18Н9Т через прокладку алюминия или медь. Нагрев при использовании алюминия 350oС, меди - 850oС. Толщина прослойки 0,1 ... 0,2 мм.
Из способов сварки плавлением наибольшее распространение получили электронно-лучевая и аргонодуговая сварка титана со сталью с применением вставок из ванадия и его сплавов. Для получения более высокой прочности целесообразно при менять ванадий, легированный вольфрамом и хромом (5 ... 10 %).
Предложен способ сварки титана со сталью в гелии с использованием интенсивно охлаждаемой прокладки. Возможна дуговая сварка в аргоне с применением в качестве присадочного материала медно-серебряного сплава (28 и 72 % соответственно), расплавляемой прокладки из монель-металла.
При сварке плавлением через ванадиевую вставку необходимо учитывать особенности сварки ванадия с титаном и сталью.
- < Химический состав углеродистых сталей
- Аустенитные стали >
weldzone.info
Сварка титана аргоном - технология, особенности, оборудование
Рассмотрим, в чём состоит технология сварки титана аргоном и чем она отличается от остальных видов сварки. Варить титан трудно, главным образом, по той причине, что его для расплавления приходится разогревать до высокой температуры. При этом данный металл становится химически очень активным к газам, содержащимся в составе воздуха. Так, при температуре порядка 400 °C воздух способствует образованию окиси титана в виде плёнки на поверхности детали. Что касается водорода (которого не так уж много в атмосферном воздухе), то от него страдают свойства самого титана. Так что сварка титана требует изоляции его от окружающего воздуха.

Исходные данные и история вопроса
Мало кто знает, что один из самых прочных металлов на Земле — титан — довольно распространён в природе. Его проще найти, чем цинк или медь. Этот тусклый металл сероватого оттенка плавится при 1700 °C, но после нагревания до 400 °C начинает проявлять бурную химическую активность. Его техническая ценность заключается в высокой коррозиостойкости и сравнительно небольшой теплоте при сваривании.
Ещё интереснее особенность кристаллической решётки титана. В зависимости от температуры, он может существовать в альфа или бета фазе. Титан и его сплавы учёные-химики разделили на α, α + β и β группы. Особенность их сварки сильно различается.
Не обойти вопрос о насыщенном альфированном слое, возникающем даже при обычной температуре на поверхности титана. Это растворённый кислород! Плёнка бывает золотистого, фиолетового и даже белого цвета. Ну а взаимодействие с атмосферным азотом приводит к росту прочности, но титан начинает крошиться. Водород же порождает трещины и поры в швах.
Подготовка к сварке
Приступая к сварке титана, нужно зачистить детали стальной щёткой либо наждаком, а также обезжирить их поверхность спиртом или ацетоном, так же как при сварке алюминия Как правило, на поверхности титановых изделий уже имеется оксидная плёнка. Её следует удалить. Для этого понадобится раствор азотной и фтористой кислоты. Данный процесс ещё называют травлением, длится он всего пол минуты. Важно контролировать, чтобы температура не поднялась выше 60 градусов. Выше мы уже упоминали о присадочных материалах. Добавим палладий и ванадий, а самый доступный их них — алюминий.
Электроды
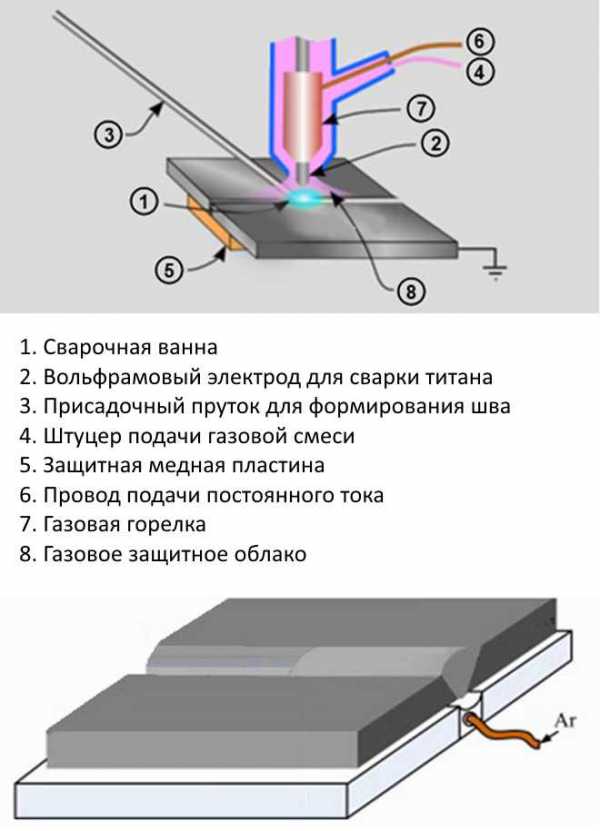
Материалом электрода в данном случае является тугоплавкий металл- вольфрам, а вставок — тантал, ниобий и бронза. Здесь свариваются бронза и сталь, тантал и титан; вольфрамовый электрод остаётся не плавящимся; защитой служит аргоновая атмосфера либо другая контролируемая смесь инертных газов.
Как сварить титан
Над данной технической проблемой первым задумался Уильям Джон Арбегаст, инженер из США. Именно он разработал технологию сварки титана и его сплавов в аргоне.Чем варят титан ?
Ознакомимся с дуговой сваркой титана. Её осуществляют в среде, состоящей из смеси двух инертных газов: аргона и гелия. Они и защищают место сварки металла от губительного воздуха, не нанося никакого вреда сами по себе. Блестящая идея! Но реализовать её на практике оказалось непростой задачей… Решили, что смесь будет поступать из сопла горелки, а чтобы увеличить защищённую потоком площадь, применили специальные насадки. А как же быть с противоположной стороной соприкосновения деталей? Чтобы надёжно заварить, тут на помощь пришли планки из меди с желобом для поступления аргона.
А как быть, если конструкция свариваемых деталей сложная? В таком случае не обойтись без специальной камеры с заданной атмосферой (упоминавшаяся выше смесь). Она может быть небольшой, в виде локальной насадки из ткани, для конкретного узла. Либо жёсткой, побольше, из металла, в которые предварительно ставят детали и всю требуемую для сварки оснастку. Но в любом случае сварщик должен хорошо видеть место сварки и свободно выполнять все необходимые манипуляции, что обеспечивают специальные рукавицы и иллюминаторы.

Защитная камера для сварки титана
Наконец, для сварки самых крупных деталей сварочная камера может достигать размеров приличной жилой комнаты, выполненной в металле, герметичной и со шлюзами. Внутри устанавливается всё необходимое, взамен откачанного воздуха пространство заполняется аргоном, а сварщики на время выполнения работ превращаются в космонавтов с настоящими скафандрами!
Технологии сварки титана
Также сварка титана аргоном возможна под флюсами АНТ из фтора электрошлаковым способом или на прокладке из меди. Диаметр электрода составляет здесь 2 — 5 мм, а его вылет — до 22 мм. Благодаря действию флюса качество шва получается ещё выше: в его структуре практически отсутствуют поры. Отдельного рассмотрения заслуживает часто встречающаяся в металлургии сварка титана и стали. Здесь появляются нюансы, диктующие дополнительные жёсткие требования к технологии процесса. Так, образующиеся в сварочном шве фазы типа FeTi являются хрупкими по своей природе.
Сварка титана аргоном со сталью проводится в защитном газе аргоне вольфрамовым электродом или через промежуточные вставки. Комбинированные вставки выполняются из тантала и бронзы. При этом бронза сваривается со сталью аргонодуговой сваркой неплавящимися электродом, а тантал с титаном сваривается в камерах с контролируемой атмосферой. Используются также комбинированные вставки из бронзы и ниобия. При этом сварку осуществляет вольфрамовый электрод в камере с контролируемой атмосферой.
В любом случае недопустим перегрев, с ним борются различными способами: электромагнитным и ультразвуковым воздействием, импульсами и колебаниями луча или электрода.
svarkagid.ru
Сварка стали с титановыми сплавами
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Титан с железом образует систему ограниченной растворимости с эвтектоидным распадом β-фазы. Предел растворимости титана в железе снижается от 12 % при 1200 °С до 4 % при 300 °С. Растворимость железа в а-титане составляет 0,5 и 0,05—0,1 % соответственно при 615 и 20 °С. Титан и железо образуют химические соединения (TiFe, TiFe2, Ti2Fe) и эвтектики β-фаза + TiFe (1100 °С), TiFe + TiFe2 (1280 °С), TiFe2 + α-фаза (1298 °С), содержащие 32; 62,5 и 82,5 % железа соответственно. Поэтому при затвердевании расплава уже при содержании железа порядка 0,1 % будут образовываться интер-металлиды TiFe и TiFe2, которые резко снижают пластические свойства материала.
Титан и железо имеют существенное различие в кристаллическом строении и физических свойствах.
Сварка взрывом осуществляется с промежуточными прокладками и без прокладок. В последнем случае может иметь место появление интерметаллидов TiFe и TiFe2 в местах вкрапления литого металла и перемешивания. При отжиге таких соединений идет дальнейший рост интерметаллидной фазы, выделение карбидов титана. В зоне контакта может наблюдаться появление пор. В качестве прокладок используют ниобий, ванадий, никель, медь, серебро, железо и сплавы из тугоплавких материалов.
Диффузионной сваркой получают удовлетворительные механические характеристики, когда ширина слоя интерметаллидов не превышает 3—5 мкм, а в переходной зоне имеет место α-твердый раствор железа в титане. При испытаниях зона разрушения в переходе титан—железо (сталь). На прочность соединения влияет ширина зоны, обогащенной углеродом.
Механические характеристики стыковых соединений, выполненных диффузионной сваркой в вакууме, на материалах ВТ1-0 + 12Х18Н9Т и ОТ4 + 12Х18Н9Т (температура 750—840°С, время сварки 15 мин), оказываются ниже прочности основного материала. Применение прокладок из V и Cu при сварке ВТ6, ВТ5-1 со сталью 12Х18Н9Т позволило получить предел прочности вплоть до 530—570 МПа. В соединении не обнаруживается интерметаллидных фаз даже после длительного нагрева при высокой температуре (1000 °С в течение 10 ч). Слой Сu при сварке предотвращает образование карбидов ванадия, охрупчивающих соединения. В соединении V—Сu легкоплавкие соединения и интерметаллиды не образуются. Соединения, выполненные через комбинированные прокладки меди (толщина 0,01 мм) и ванадия (0,07 мм), дают предел прочности 489—503 МПа при 450 °С, удельная вязкость 350 кДж/м2, угол загиба 50—60°.
Для получения стабильных результатов целесообразно в качестве прокладочного материала использовать тонкую многослойную ленту (V + Cu + Ni), полученную методом горячей прокатки в вакууме. С использованием такой ленты соединения ВТ5-1 и АТ3 с 12Х18Н10Т дают предел прочности при растяжении 500—590 МПа.
При сварке титана с низкоуглеродистыми сталями хорошие результаты дают прослойки из серебра.
Положительные результаты дает нагрев при диффузионной сварке в расплаве солей (70% ВаСl2+30 % NaCl). При этом обеспечивается быстрый и равномерный нагрев, хорошая защита металла в процессе сварки и охлаждения.
Контактная и ультразвуковая сварка листовых заготовок производится с применением промежуточных прокладок. При контактной сварке не допускается подплавления поверхности титана и стали. Наилучшие результаты дает контактная сварка через прослойку ниобия, а ультразвуковая — через слой серебра.
Клинопрессовой сваркой в среде аргона титановых сплавов со сталью 12Х18Н9Т получают положительные результаты через прокладку Аl или через Сu. Нагрев при использовании алюминия 350 °С, при меди 850 °С. Толщина прослойки 0,1— 0,2 мм.
Из способов сварки плавлением наибольшее распространение получила электронно-лучевая и аргонодуговая сварка титана со сталью с применением вставок из ванадия и его сплавов.
www.autowelding.ru
Сварка сталей с титаном и титановыми сплавами
Темы: Сварка стали, Сварка титана, Технология сварки.
Титан с железом образуют систему ограниченной растворимости и эвтектоидным распадом β-фазы. Предел растворимости титана в железе снижается от 12 % при 1200 ОС до 4 % при 300°с. Растворимость железа в α-титане составляет 0,5 и 0,05 ... 0, 1 % соответственно при 615 и 20°С.
Другие страницы, относящиеся к теме
Сварка стали, титана, титановых сплавов
:
Титан и железо дают химические соединения TiFe, TiFe2, Ti2Fe и эвтектики β-фаза + TiFe (1100оС), TiFe + TiFe2 (1280оС), TiFe2 + а-фаза (1298оС), содержащие 32; 62,5 и 82,5 % железа соответственно. Поэтому при затвердевании расплава уже при содержании железа порядка 0,1 % будут образовываться интерметаллиды TiFe и TiFe2, которые резко снижают пластические свойства материала.
Титан и железо существенно различаются по кристаллическому строению и физическим свойствам.
Аналогичную картину металлургического взаимодействия титан имеет с легирующими компонентами в сталях (никель и др.).
Положительные результаты могут быть получены при использовании методов сварки давлением, а также барьерных слоев и вставок из третьего металла, не образующего при высоких температурах со свариваемыми материалами хрупких фаз. Особенностью титана и титановых сплавов является их высокая активность с атмосферным газом, что требует ведения процесса в условиях, обеспечивающих их защиту (инертные газы, вакуум, жидкие среды).
Сварка взрывом осуществляется с промежуточными прокладками и без прокладок. В последнем случае могут появиться интерметаллиды ТiFe и TiFe2 в местах вкрапления литого металла и перемешивания. При отжиге таких соединений идет дальнейший рост интерметаллидной фазы, выделяются карбиды титана. В зоне контакта может наблюдаться появление пор. В качестве прокладок используют ниобий, ванадий, никель, медь, серебро, железо и сплавы из тугоплавких металлов.
Получила применение двойная прокладка из ванадия или ниобия со стороны титана и медная со стороны стали. Нагрев соединений, полученных с использованием барьерных подслоев, до 800оС не ведет к охрупчиванию шва. Некоторое снижение предела прочности при этом связано со снятием эффекта наклепа. Уменьщение толшины медной прослойки до 0,1мм повышает предел прочности соединенная, что объясняется проявлением эффекта контактного упрочнения. Разрушение соединений при испытаниях идет по слою меди и имеет вязкий характер при положительных и отрицательных температурах (+300...-269 оС).
При диффузионной сварке удовлетворительные механические характеристики получаются, когда ширина слоя интерметаллидов ≤3 ... 5 мкм, а в ЗТВ имеет место α-твердый раствор железа в титане. При испытаниях зона разрушения наблюдается в переходе титан железо (сталь). На прочность соединения влияет ширина зоны, обогашенная углеродом.
Механические характеристики стыковых соединений, выполненных диффузионной сваркой в вакууме на материалах ВТ1-0 + 12Х18Н9Т и ОТ4 + 12Х18Н9Т (температура 750 ...850 оС, время сварки 15 мин), оказываются ниже прочности основного материала. Применение прокладок из ванадия и меди при сварке ВТ6, ВТ5-1 со сталью 12Х18Н9Т позволило получить предел прочности вплоть до 530... 570 МПа. В соединении не обнаруживается интерметаллидных фаз даже после длительного нагрева при высокой температуре (1000 оС в течение 10 ч). Слой меди при сварке предотвращает образование карбидов ванадия, охрупчивающих соединения. В соединении ванадий - медь легкоплавкие соединения и интерметаллиды не образуются. Соединения, выполненные через комбинированные прокладки меди (толщина 0,01 мм) и ванадия (0,07 мм), дают предел прочности 489 ...503 МПа при 450 оС, удельную вязкость 350 кдж/м2 , угол загиба 50... 600.
Для получения стабильных результатов целесообразно в качестве прокладочного материала использовать тонкую многослойную ленту (V + Cu + Ni), полученную горячей прокаткой в вакууме. Благодаря такой ленте предел прочности соединений ВТ5-1 и АТ3 со сталью 12Х18Н10Т при растяжении составляет 500... 590 МПа.
При сварке титана с низкоуглеродистыми сталями хорошие результаты дают прослойки из серебра.
Положительные результаты получаются при диффузионной сварке в расплаве солей (70 % BaCI2 + 30 % NaCI). При этом обеспечиваются быстрый к равномерный нагрев, хорошая защита металла в процессе сварки и охлаждения.
Сварка прокаткой осуществляется в вакууме. Выявлено отрицательное влияние углерода на механические характеристики соединения из-за образования карбида титана (TiC). Увеличение содержания углерода в стали с 0,02 до 0,45 % ведет к снижению уровня прочности с 260 до 140 МПа. При использовании про кладок из ванадия содержание углерода в нем должно быть <0,02 %. В случае применения прокладок металлографическими и микрорентгеноспектральными методами обнаружить образование в биметалле на границе сваренных заготовок хрупких фаз не удалось.
При сварке ВТ6 со сталью 12Х18Н10Т с комбинированной прокладкой из Nb + Cu (вакуум 0,00266 Па, температура 350oС, степень обжатия 45 ... 50 %) получаются равнопрочные соединения (разрушение образцов при испытаниях - по меди). На границе ниобия с титаном образуются зоны твердых растворов, имеющие повышенную твердость.
На границе ниобия и меди имеет место диффузионная зона протяженностью порядка 40 мкм. В переходе ниобий - титан зона диффузии не наблюдается. Толщины прокладок ниобия берутся порядка 0,05 ... 0,2 мм, меди 0,1 ... 0,46 мм.
Контактная и ультразвуковая сварка листовых заготовок проводится с применением промежуточных прокладок.
При контактной сварке не допускается подплавления поверхности титана и стали. Наилучшие результаты контактная сварка дает через прослойку ниобия, а ультразвуковая через слой серебра.
Получены положительные результаты по клинопрессовой сварке в аргоне титановых сплавов со сталью 12Х18Н9Т через прокладку алюминия или медь. Нагрев при использовании алюминия 350oС, меди - 850oС. Толщина прослойки 0,1 ... 0,2 мм.
Из способов сварки плавлением наибольшее распространение получили электронно-лучевая и аргонодуговая сварка титана со сталью с применением вставок из ванадия и его сплавов. Для получения более высокой прочности целесообразно при менять ванадий, легированный вольфрамом и хромом (5 ... 10 %).
Предложен способ сварки титана со сталью в гелии с использованием интенсивно охлаждаемой прокладки. Возможна дуговая сварка в аргоне с применением в качестве присадочного материала медно-серебряного сплава (28 и 72 % соответственно), расплавляемой прокладки из монель-металла.
При сварке плавлением через ванадиевую вставку необходимо учитывать особенности сварки ванадия с титаном и сталью.
- < Химический состав углеродистых сталей
- Аустенитные стали >
weldzone.info