Содержание
Как работает сварочный инвертор – Конструкция и особенности ✓ Новости
Сварочный инвертор — Обобщение
Сегодня на рынке, с развитием электросварки, появилось огромное множество предложений по оборудованию, особой популярностью среди которого пользуются сварочные инверторы. На волне своей популярности в интернете гуляет очень много информации от фирм относительно своих аппаратов и их преимуществ. Очень часто покупателю тяжело разобраться в актуальности и корректности относительно оборудования, перед покупкой сварочного инвертора. Именно поэтому, мы попробуем простыми словами донести что же собой являет аппарат инверторного типа и как он работает, чтобы выбирая инвертор для себя, вы могли понимать на что обратить внимание
Сварочный инвертор по сути является преобразователем тока, который пропуская его через себя, несколько раз изменяет его показатели, добиваясь характеристик, пригодных для возбуждения сварочной дуги, в процессе которой происходит расплавление металла на обрабатываемой поверхности и электроде (как пример) с последующим плавным переносом его в сварочный шов.
Наиболее распространенными и применяемым в широкой области выступают сварочные аппараты для работы с электродами, большинство пользователей ассоциирует само понятие сварочного инвертора именно с такими аппаратами, хотя все инверторы имеют похожий принцип работы. В статье мы будем придерживаться такой же линии, хотя по большому счету она не совсем верна, ведь сварочным инвертором можно назвать любой аппарат, который в своей конструкции имеет диоды и силовые транзисторы. Таким образом по инверторной технологии могут работать не только сварочники для работы с электродами (ручная дуговая сварка, или РДС, ММА), но и полуавтоматы (MIG, MAG) или аппараты для работы с неплавящимся электродом (TIG, TAG).
Итак, первое что нужно понимать — Сварочный инвертор — это тип устройства, конструкции аппарата, которая преобразовывает ток, но никак не вид аппарата по назначению.
Принцип работы сварочного инвертора
Перед тем как понять, что же делает инвертор с током, необходимо вспомнить некоторые характеристики, которые свойственны току.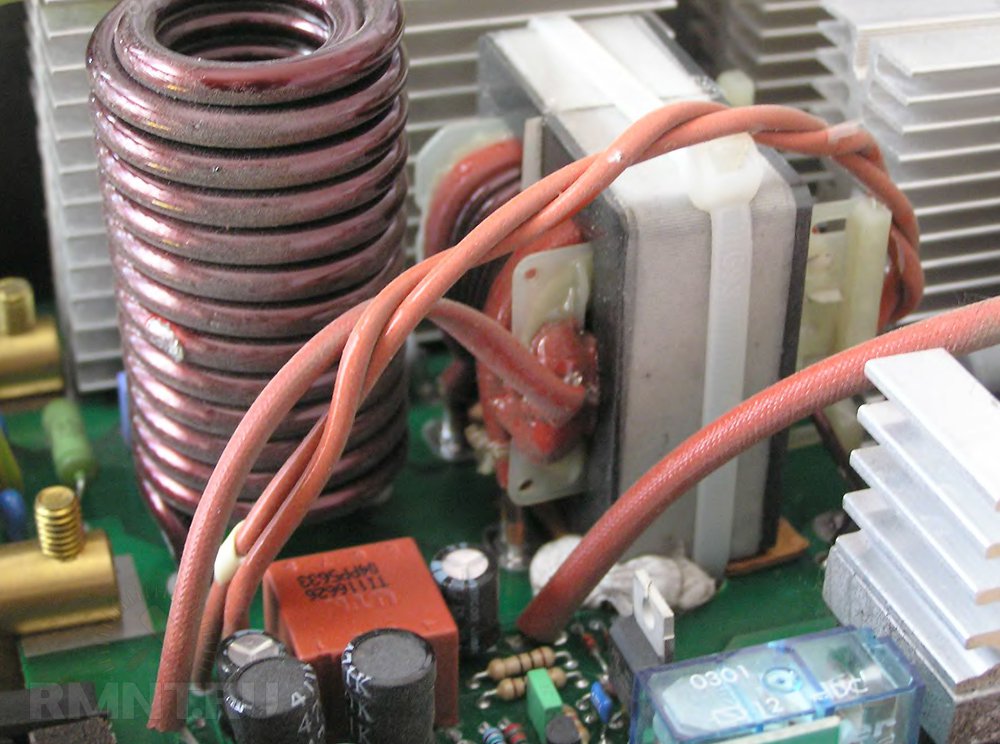
Зависимо от частоты, ток бывает переменным или постоянным.
Переменный ток имеет высокую частоту, в стандартной розетке 50 Герц (это количество раз которое частицы переносящие заряд в потоке за 1 секунду меняют направление движения). Поток образует постоянное колебание, волнение, которое выглядит как синусоида
Постоянный ток – это когда в потоке заряженные частицы движутся строго в одном направлении, без колебаний, его график стремиться к ровной линии, направление движения не меняется, а соответственно частота стремиться к 0.
Ключевым фактором здесь выступает частота тока (именно она и определяет каким будет ток)
Можно выделить 4 основных момента в процессе трансформации тока аппаратом
- Из сети электропитания переменный ток (с частотой 50-60 Гц) попадая в инвертор (на сетевой выпрямитель) преобразуется в постоянный, другими словами его частота выравнивается (задается строгое направление движения частицам в потоке, и убираются их колебания).

- Затем ток попадает на транзисторы, которые получая постоянный ток, снова задают хаотичное движение, только теперь значительно увеличивая его частоту, вплоть до 50 кГц (это в тысячу раз больше чем частота изначального переменного тока из розетки). Это ключевой элемент, который в последующем позволяет избежать применения громоздких и тяжелых элементов в устройстве сварочного оборудования.
- Далее на трансформаторе понижается напряжение высокочастотного тока с 220 Вольт из розетки до 60-70 Вольт (в 6 раз ниже) что значительно увеличивает его силу. Так как транзисторы до этого задали току высокую частоту, в сварочном инверторе нет необходимости применять большую катушку, поэтому трансформатор здесь используется маленький, что значительно уменьшает массу и размеры устройства.
- Теперь, ток с низким напряжением, высокой силой и частотой отправляется на выходной выпрямитель, где снова преобразуется в постоянный, подходящий для сварки с высокой силой и низким напряжением. Что позволяет концентрировано плавить металл, плавно и мягко не разбрызгивая его, вести сварочный шов аккуратно и просто, добиваясь отличного результата, даже не имея большого опыта сварщика.

 Что позволяет концентрировано плавить металл, плавно и мягко не разбрызгивая его, вести сварочный шов аккуратно и просто, добиваясь отличного результата, даже не имея большого опыта сварщика.
Что позволяет концентрировано плавить металл, плавно и мягко не разбрызгивая его, вести сварочный шов аккуратно и просто, добиваясь отличного результата, даже не имея большого опыта сварщика.Помимо указанных этапов, параллельно протекает и множество других процессов, связанных с контролем и управлением процессом внутри сварочного инвертора, обеспечивающих изменение и корректировку показателей, чтобы вы могли настроить аппарат под необходимые условия сварки, и получить комфортные характеристики тока.
Отличия в ключевых деталях сварочных инверторов
Сегодня прогресс шагает очень быстро и уже внутри инверторных технологий произошел ряд модификаций. Так первое на что можно обратить внимание в сварочном инверторе это тип силовых транзисторов:
- MOSFET – простые силовые ключи (их называют полевые). В виду своей простой структуры, требуют больший блок для управления, чем следующий вид, а соответственно сварочный инвертор становиться несколько массивней, да и самих транзисторов, как правило, требуется больше в таком аппарате.
- IGBT – более новый, сложный и совершенный по структуре тип транзисторов, они требуют меньше управления, являясь более самостоятельными, что позволяет снизить вес и размер сварочного инвертора.

В последнее время нововведения появились и в способе компоновки деталей на плату сварочного инвертора. Можно выделить такие варианты монтажа:
Пайка обычных выводных элементов
Такой вид внутренней компоновки в сварочном инверторе часто предполагает ручную сборку, даже если на заводе процесс автоматизирован, то некоторые детали часто все равно паяют мастера. По итогу качество и надежность работы инвертороного сварочника во многом зависит от качества сборки.
SMT или поверхностный монтаж
Компоненты, используемые в таком сварочном инверторе называются SMD, – они выглядят как небольшие, почти плоские прямоугольники, которые в разы меньше обычных деталей. Такие элементы впечатываются в плату на заводе, как правило процесс полностью автоматизирован, такой способ обеспечивает лучший контакт и более эффективную передачу сигналов, с меньшими потерями, по сравнению с обычными деталями. Исключается вероятность брака что положительно сказывается на точности работы всего сварочного инвертора, исключая вероятность брака.
Исключается вероятность брака что положительно сказывается на точности работы всего сварочного инвертора, исключая вероятность брака.
Размер SMD деталей в несколько раз меньше, при этом сварочный инвертор становиться еще компактней, вместе с IGBT транзисторами, производители добиваются размеров сопоставимых с тостером.
К недостаткам такой технологии можно отнести сложность обратной пайки без специализированного оборудования. Другими словами, не каждый мастер сможет заменить детали на такой плате, что сужает круг мастерских, которые занимаются ремонтом подобных сварочных инверторов.
В нашем интернет магазине представлен широкий выбор аппаратов, и если вы надумаете купить сварочный инвертор, мы поможем подобрать модель, которая будет соответствовать вашим требованиям и задачам, которые необходимо решать.
Если у вас остались вопросы про устройство или отличия сварочных инверторов, пишите в комментариях к этой статье и мы с удовольствием дополним материал, интересующей информацией.
Устройство сварочного инвертора.
В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
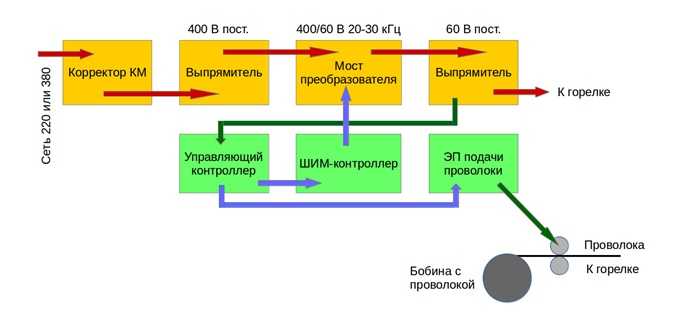
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки.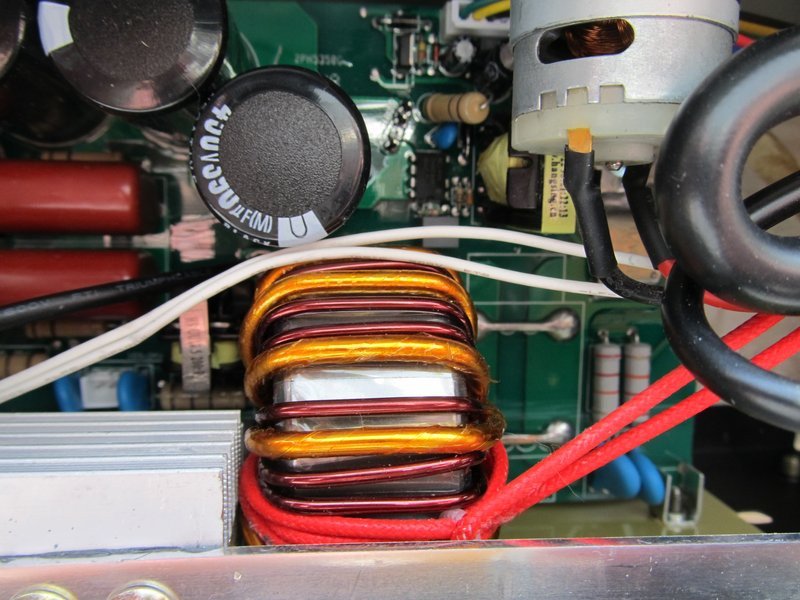 Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа.
Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
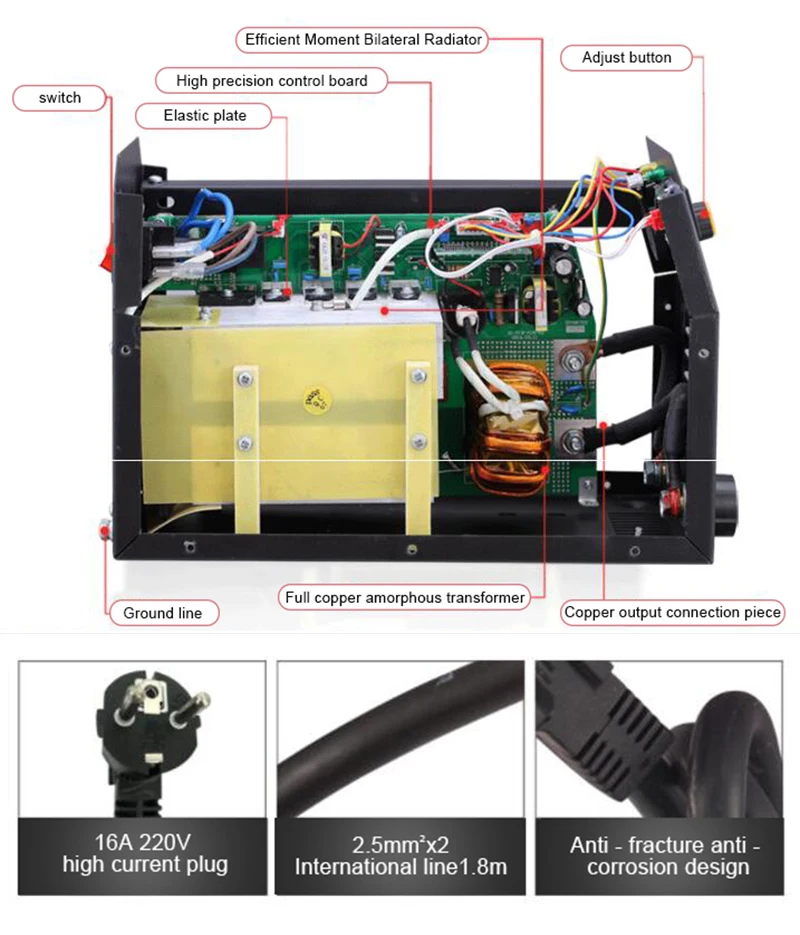
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.
Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
А что в железе?
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С°. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) — 35А, обратное напряжение (VR) — 800V.
После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.
Инвертор.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.
Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFh40US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.
Устанавливаются на радиатор.
Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.
Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – «Зелёный»). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).
Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования. Читать далее.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Обозначение полевого транзистора на схеме.
Параметры MOSFET транзисторов.
Химические источники тока.
Инверторные сварщики объяснили и сравнили с трансформаторами
Если вам когда-нибудь понадобится начать дискуссию в группе сварщиков, просто задайте вопрос: « что лучше: аппарат, инверторы или трансформатор сварщики ?». Дебаты могут продолжаться часами, но на самом деле ответ зависит от множества факторов, в том числе от ваших потребностей и требований?
Инверторы могут поместиться в чемодане и весить всего 5 кг, а трансформатор может весить около 50 кг. Существует также разница в стоимости, инверторные сварочные аппараты обычно стоят немного дороже по сравнению с трансформаторами, но, с другой стороны, инвертор будет потреблять меньше энергии, экономя ваши деньги. Помимо всего прочего, есть преимущество в эффективности.
Давайте подробно рассмотрим каждый из этих плюсов и минусов.
ЧТО ТАКОЕ ИНВЕРТОРНЫЕ СВАРОЧНЫЕ АППАРАТЫ
Содержание
Инверторная технология появилась в 1980-х и стала популярной в 90-х, и в некотором роде стал отраслевым стандартом . Но многие профессиональные сварщики все еще используют трансформаторы по разным причинам.
Но многие профессиональные сварщики все еще используют трансформаторы по разным причинам.
Самый простой способ понять, что такое инвертор, — представить его как электронное устройство , используемое для регулирования напряжения . Если говорить конкретно о инверторных сварочных аппаратах, то в основном они преобразуют источник переменного тока в более полезный, с более низким выходным напряжением. Возьмем пример инвертора, преобразующего выходное напряжение 240 В переменного тока в 20 В постоянного тока.
Инверторные устройства состоят из ряда электронных систем, преобразующих мощность , которые по сравнению с обычными трансформаторами раньше полагались на один большой трансформатор для регулирования напряжения.
ПРЕИМУЩЕСТВА ИНВЕРТОРНОЙ СВАРОЧНОЙ МАШИНЫ
У инверторных сварочных аппаратов может быть много преимуществ перед трансформаторами, давайте рассмотрим некоторые из них:
Размер и вес
Одним из самых больших преимуществ использования инверторов является преимущество в размере и весе .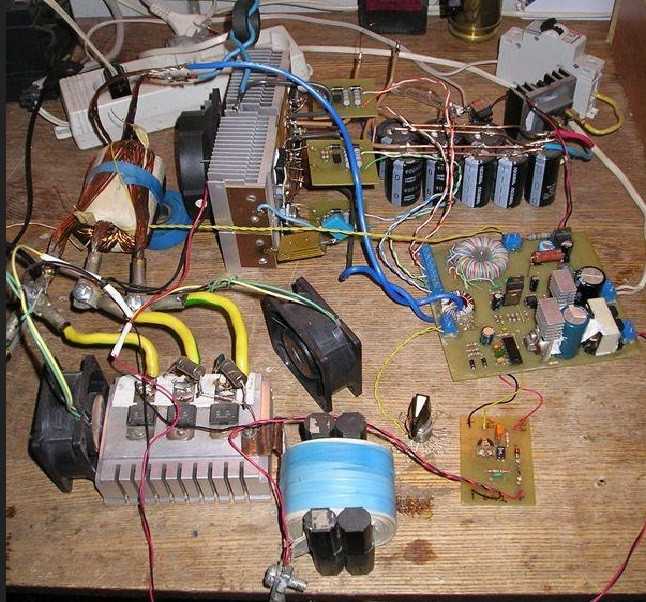 Подумайте об этом, устройство, которое весит около 5 кг и может быть сравнимо с размером портфеля или чемодана, можно сравнить по выходной мощности с 50-килограммовым трансформатором. Эта причина сама по себе является большим плюсом для многих людей, которым нравится портативность инверторов.
Подумайте об этом, устройство, которое весит около 5 кг и может быть сравнимо с размером портфеля или чемодана, можно сравнить по выходной мощности с 50-килограммовым трансформатором. Эта причина сама по себе является большим плюсом для многих людей, которым нравится портативность инверторов.
Эффективность инверторных сварочных аппаратов
Другим важным фактором является повышение эффективности по сравнению с обычными устройствами. Из-за высокого сопротивления больших трансформаторов потери мощности из-за рассеивания тепла больше. В то время как обычный трансформатор обеспечивает КПД около 50%, некоторые из лучших инверторов могут обеспечить КПД где-то между 80-90% . Подумайте об этом, выбирая для себя подходящее устройство.
Кроме того, более эффективные машины могут выдерживать более высокие рабочие циклы . Во многом из-за разницы в размерах используемых трансформаторов. Одним из недостатков является быстрый перегрев мелких компонентов, но обычно их можно так же быстро охладить.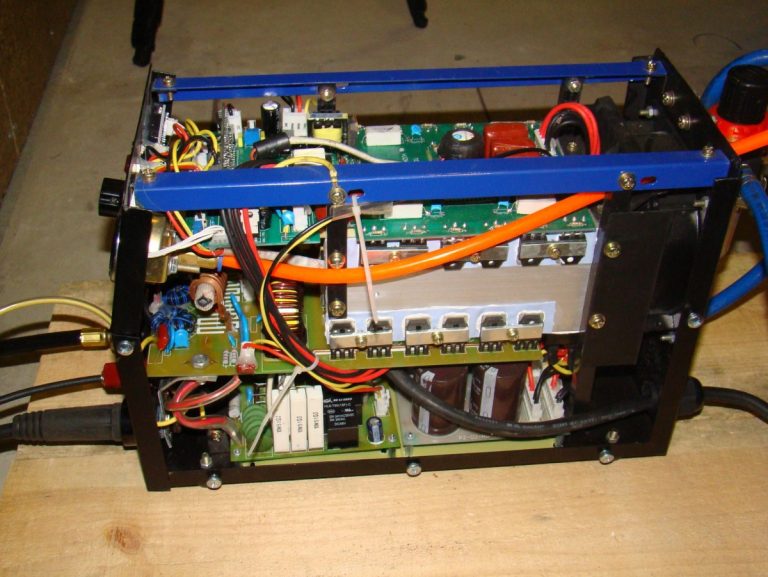 В обычных сварочных аппаратах компоненты намного крупнее, поэтому для их нагрева может потребоваться больше времени, но из-за их размера требуется больше времени и для их охлаждения.
В обычных сварочных аппаратах компоненты намного крупнее, поэтому для их нагрева может потребоваться больше времени, но из-за их размера требуется больше времени и для их охлаждения.
Универсальность и удобство использования инверторов
Еще одним фактором, который играет большую роль в процессе принятия решений, является большая универсальность с использованием инверторов вместо трансформаторов . Позвольте мне объяснить: некоторые из обычных трансформаторов обеспечивают только выходную мощность переменного тока, что означает, что вы можете использовать только специальные электроды переменного тока. С инверторами намного проще преобразовать его в источник постоянного тока, что делает ваш потенциальный выбор электродов намного более широким, чем раньше.
Многие сварщики также утверждают, что сварка намного проще и поддерживать дугу при использовании инверторов , это обычно утверждают люди, использующие метод сварки MMA (палка). Это может быть связано с более высокими напряжениями холостого хода, возможными при использовании инверторов. Еще одним преимуществом является легкое изменение силы тока и других настроек с помощью электроники (функция автоматической настройки), некоторые из новых сварочных аппаратов даже оснащены сенсорными экранами.
Это может быть связано с более высокими напряжениями холостого хода, возможными при использовании инверторов. Еще одним преимуществом является легкое изменение силы тока и других настроек с помощью электроники (функция автоматической настройки), некоторые из новых сварочных аппаратов даже оснащены сенсорными экранами.
ИСПОЛЬЗУЮТ ЛИ ИНВЕРТОРНЫЕ СВАРОЧНЫЕ МАШИНЫ МЕНЬШЕ МОЩНОСТИ (НАСКОЛЬКО МЕНЬШЕ)
Вначале многие люди пытаются продать вам инверторный сварочный аппарат сильно преувеличит энергопотребление устройства . На самом деле, в среднем ваш счет за электроэнергию будет уменьшен примерно на 10-15% , так что да, они потребляют меньше электроэнергии, но ненамного. Интересно, что в конечном итоге вы сэкономите много денег на сварочном газе и расходных материалах из-за повышенной стабильности дуги.
КАК РАБОТАЮТ СВАРОЧНЫЕ АППАРАТЫ С ИНВЕРТОРОМ
На самом нетехническом уровне инвертор работает, изменяя частоту основного источника питания . Это достигается путем изменения обычного источника питания с частотой 50 Гц на частоту около 20 000–100 000 Гц с использованием различных электронных переключателей, присутствующих в инверторе, которые в основном очень быстро включают и выключают питание несколько раз. Таким образом, 9Трансформатору 0003 не нужно много делать самому, и его размер можно уменьшить в геометрической прогрессии .
Это достигается путем изменения обычного источника питания с частотой 50 Гц на частоту около 20 000–100 000 Гц с использованием различных электронных переключателей, присутствующих в инверторе, которые в основном очень быстро включают и выключают питание несколько раз. Таким образом, 9Трансформатору 0003 не нужно много делать самому, и его размер можно уменьшить в геометрической прогрессии .
КАК ДОЛГО РАБОТАЕТ СВАРОЧНЫЙ АППАРАТ С ИНВЕРТОРОМ?
Срок службы инверторного сварочного аппарата у всех разный, в зависимости от того, как вы его используете и насколько хорошо вы о нем заботитесь. Я не уверен в точном сроке службы инвертора, , но многие люди утверждают, что около 10-12 лет — хороший диапазон, если вы позаботитесь о нем. Некоторые исключительные случаи утверждают, что их инверторы прослужили около 20 лет.
КАК ПОЛЬЗОВАТЬСЯ ИНВЕРТОРНОЙ СВАРОЧНОЙ МАШИНОЙ
Короче говоря, они работают одинаково. — это не ракетостроение, чтобы использовать любую из машин.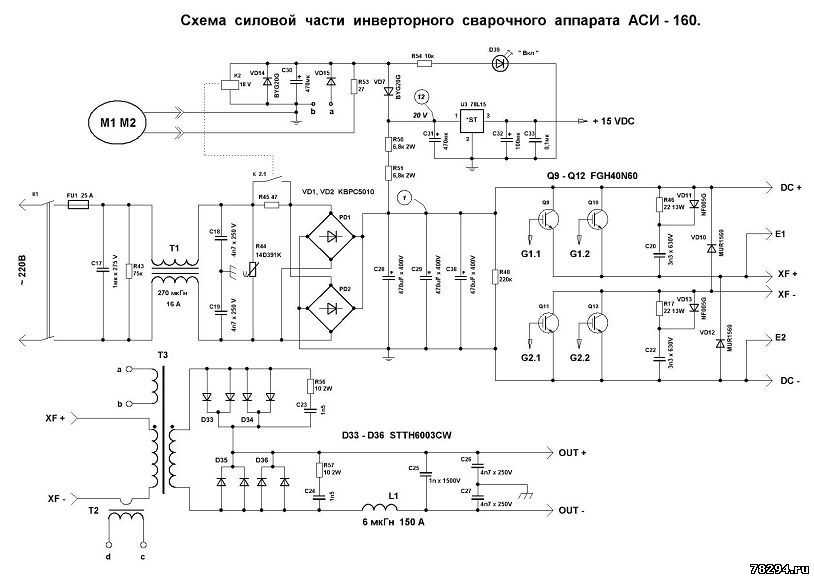 Однако следует отметить, что раньше вы использовали только трансформаторные сварочные аппараты, использование причудливых инверторов со всеми свистками может занять некоторое время, чтобы привыкнуть к .
Однако следует отметить, что раньше вы использовали только трансформаторные сварочные аппараты, использование причудливых инверторов со всеми свистками может занять некоторое время, чтобы привыкнуть к .
Обязательно изучите функциональность и работу любого сварщика у профессионала в реальной жизни, а не в Интернете, так как важны многие меры предосторожности, и в работе могут быть некоторые различия в зависимости от вашего населенного пункта. Одним из преимуществ инверторных сварочных аппаратов является более простая настройка силы тока и выходного тока благодаря наличию электроники.
ИНВЕРТОРНЫЕ СВАРОЧНЫЕ МАШИНЫ ПРОТИВ СТАРЫХ ТРАНСФОРМАТОРОВ
Большинство различий примерно одинаковы, если посмотреть на преимущества использования инвертора, но есть несколько вещей, которые я не упомянул.
Один из важнейших факторов, влияющих на то, почему людям может быть трудно решить, для какой технологии нужна цена. Обычно инвертор стоит гораздо дороже, чем трансформатор старой школы , хотя разница в цене становилась все меньше и меньше за последние 15 лет из-за лучшего производственного процесса и более дешевой стоимости компонентов.
Еще одна вещь, которую следует учитывать, это более высокая стоимость обслуживания инверторов по сравнению с трансформаторами , особенно после окончания гарантии. Еще один фактор, который до сих пор вызывает споры, — это затраты на простои, связанные с инверторами. Они более подвержены воздействию условий окружающей среды и пыли, ржавчине по сравнению с обычными трансформаторами . Тяжелые медные трансформаторы по-прежнему предпочтительны для более промышленных машин.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Если вы находитесь в процессе принятия решения о том, в какую технологию инвестировать, у вас обычно возникает много вопросов по этой теме. Я постараюсь ответить на наиболее распространенные вопросы об обоих этих методах, надеюсь, это поможет вам принять решение.
ПОТРЕБЛЯЮТ ЛИ ИНВЕРТОРЫ МЕНЬШЕ ЭНЕРГИИ ПО СРАВНЕНИЮ С ОБЫЧНЫМИ ТРАНСФОРМАТОРАМИ?
Как я упоминал выше, одним из самых больших преимуществ использования инверторов является разница в энергопотреблении, что может оправдать дополнительные расходы, поскольку со временем деньги, сэкономленные на энергопотреблении, будут больше, чем дополнительные деньги, потраченные на инверторный сварочный аппарат. .
.
ЕСТЬ ЛИ РАЗНИЦА В КАЧЕСТВЕ СВАРКИ МЕЖДУ ДВУМЯ МЕТОДАМИ?
Это одна из тех тем, которая широко обсуждается в мире сварщиков. Многие люди утверждают, что инверторы обеспечивают более гладкую сварку и повышение производительности, в то время как некоторые люди утверждают, что инверторы могут привести к непровару.
КАКОВА РАЗНИЦА В ВЕСЕ ИНВЕРТОРОВ И ОБЫЧНЫХ ТРАНСФОРМАТОРОВ?
Как я уже говорил, одна только разница в размере и весе может решить или разрушить сделку. В то время как средний трансформатор может весить около 110 фунтов, инвертор может весить около 11 фунтов и помещаться в небольшой чемодан.
ЗАКЛЮЧЕНИЕ
В то время как использование инверторов становится все более и более распространенным как среди любителей, так и среди профессионалов, все еще существует огромное сообщество сварщиков, которые доверяют традиционным методам. И, честно говоря, у обоих есть свои плюсы и минусы, поэтому, в конце концов, выбор за вами в зависимости от бюджета и использования, для которого вы находитесь на рынке.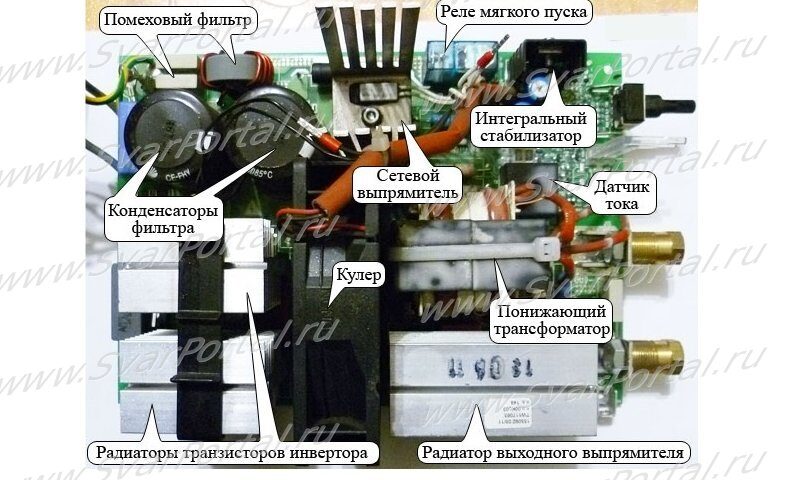
Сварочный аппарат с инвертором может стоить дороже, но он сэкономит ваши деньги на энергопотреблении, в то время как он обеспечит большую эффективность, он также подвержен влиянию условий окружающей среды и требует больше затрат на обслуживание. Обычные методы также действуют в течение более длительного времени. Учитывайте эти моменты при выборе.
Что такое инверторный сварочный аппарат?
Инверторный сварочный аппарат — это относительно новый и инновационный тип сварочного аппарата, который имеет множество преимуществ по сравнению с обычными сварочными аппаратами, к которым привыкло большинство из нас. Инверторные сварочные аппараты используют сложную технологию на основе кремния по сравнению с тяжелыми медно-алюминиевыми трансформаторами и выпрямителями, используемыми в традиционных сварочных аппаратах.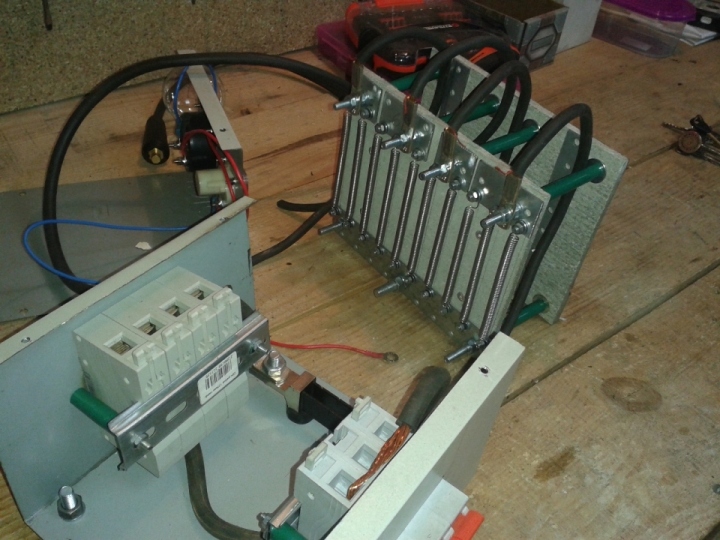
Нельзя отрицать, что, когда инверторные сварочные аппараты были впервые представлены, они создали довольно много проблем, связанных с прорезыванием зубов, как и любая новая технология. Однако с тех пор инверторная технология стала надежной, экономичной и имеет свои достоинства.
Одним из главных преимуществ инверторного сварочного аппарата является его небольшой размер, компактность и портативность, и его можно носить с собой, как легкий портфель. В инверторах используются трансформаторы гораздо меньшего размера, поэтому они гладкие, более компактные, легкие и портативные. Это разительно отличается от обычного сварочного аппарата , который, как известно, громоздок и не может поместиться в узких местах.
Кроме того, они потребляют меньше энергии и могут работать от обычного бытового тока. Меньшее энергопотребление означает, что инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В с бытовым током, а не с током высокого напряжения.
Это разительно отличается от обычного сварочного аппарата , который, как известно, громоздок и не может поместиться в узких местах. Инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В, имеющей бытовой ток вместо тока высокого напряжения, что устраняет необходимость в использовании промышленного генератора.
Более низкое энергопотребление означает экономию общих затрат на электроэнергию. Кроме того, инверторный сварочный аппарат лучше воспринимает нечистую энергию от генераторов, чем обычные сварочные аппараты, и это может привести к более быстрой работе и меньшему количеству плохих сварных швов.
Поскольку выходная мощность инверторов регулируется электронным способом, у вас есть широкий диапазон регулировки мощности от нуля до 100%, что позволяет точно настроить их в соответствии с вашими конкретными потребностями. Например, в отношении сварочных аппаратов MIG иногда значение 2 может означать недостаточную мощность, а значение 3 может быть избыточным.