Пайка медных труб своими руками. Как варить медную трубу
Пайка медных труб своими руками
Медная труба, как и все другие трубы, может применяться для монтажа водопровода, отопления и т.д. И, хотя это очень дорогое удовольствие, ее долгий срок службы в некоторых случаях может себя оправдать. Медная труба не варится ‒ ее надо паять. Без определенного навыка самостоятельно выполнить такую работу будет непросто, хотя и возможно.
Высокотемпературная пайка
 Медные трубы спаяны высокотемпературным припоем
Медные трубы спаяны высокотемпературным припоем Особенность пайки заключается в размягчении металла при обжиге и применении тугоплавкого припоя, состоящего из серебра и меди. Для достижения качественного шва температура должна быть не менее 450°C. Но и перегревать сильно нельзя, иначе медь потеряет свою прочность. Спаянный шов должен остыть самостоятельно, без принудительного охлаждения, например, водой. Высокотемпературная пайка применяется для труб, диаметр которых более 28 мм, а температура рабочей среды трубопровода выше 130°C. Такая технология применяется в газовой промышленности, системах отопления и др.
Низкотемпературная пайка
 Пайка выполнена мягким припоем
Пайка выполнена мягким припоем Пайка при температуре ниже 450°C называется низкотемпературной и применяется для труб маленького диаметра – до 28 мм. Это наиболее распространенная технология применения при монтаже водопровода. Для пайки применяются припои с меньшей температурой плавления.
Разновидность припоев
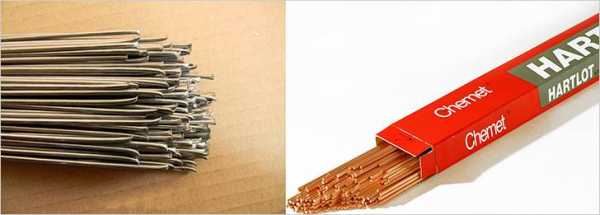 Примеры припоев
Примеры припоев Как вы поняли, для разной температуры пайки должен быть свой припой.
- Для пайки при высоких температурах применяется припой в виде стержня с температурой плавления 900°C. В составе припоя имеется медь, серебро и другие добавочные металлы. Образовавшийся шов от тугоплавкого припоя отличается высокой прочностью.
- Припой для низкотемпературной пайки имеет толщину 3 мм и смотан в бухту. В его состав входит серебро, олово, свинец и добавки.
Применение флюсов
 Флюс паяльный
Флюс паяльный Для схватывания припоя и равномерного его растекания применяют флюсы. Для высоких температур используют флюс с температурой плавления выше 450°C, а для низких температур – до 450°C. Флюс очищает место пайки от окисления, что способствует крепкому прилипанию припоя к меди.
Использование фитингов
 Медные фитинги под пайку
Медные фитинги под пайку Для пайки трубопровода используют различные фитинги. Это могут быть повороты, тройники, крестовины, переходы на резьбу и др. Подбираются они по диаметру трубы и имеют зазор.
Выполнение высокотемпературной пайки
 Особенности пайки твердым припоем
Особенности пайки твердым припоем Для выполнения пайки трубы при высокой температуре используют горелку, подключенную к пропану или ацетилену. Правильно настроенная горелка имеет пламя ярко-синего цвета. Поверхность соединения прогревается по кругу до 750°C. Правильно прогретая поверхность трубы должна иметь темно-вишневый цвет.
Выполнение низкотемпературной пайки
 Технология пайки мягким припоем
Технология пайки мягким припоем Пайка соединений выполняется газовой горелкой, подключенной к баллону с газом пропан-бутан. В некоторых случаях можно использовать электрический паяльник. Пламя от газовой горелки должно двигаться по всей поверхности соединения для полного прогрева. После расплавления припоя, пламя горелки убирается. Жидкий припой должен равномерно залить зазор соединения. Давайте рассмотрим последовательность всей работы:
- Щеткой по металлу надо зачистить наружную поверхность края трубы и внутреннюю часть фитинга. Затем наждачной бумагой отшлифовать их до блестящего цвета.
- Кисточкой нанести пастообразный флюс на спаиваемые поверхности и соединить их.
- Зажечь горелку и начать равномерно прогревать стык трубы с фитингом. После полного прогрева, провести припоем по всему соединению до полного заполнения зазора. Убрать горелку и дать стыку остыть до комнатной температуры.
Если вы все правильно выполнили, припой должен заполнить все промежутки между трубой и фитингом, образуя плотный шов.
Меры безопасности
 Работать нужно в перчатках
Работать нужно в перчатках Выполняя пайку газовой горелкой, не забывайте, что вы работаете с открытым огнем. Уберите все легковоспламеняющиеся предметы. Работу выполняйте в проветриваемом помещении. Во время плавления припоя и флюса могут выделяться токсичные вещества, поэтому старайтесь как можно меньше ими дышать. Во избежание ожогов используйте специальные перчатки и защитную спецодежду. Если вместо флюса применяете для пайки кислоты, надевайте резиновые перчатки и одежду, устойчивую к контакту с кислотой.
Видео: процесс пайки медных труб мягким припоем
Последняя редакция: 29.03.2017 Автор: Александр Кривинда
kanalizaciyavdome.ru
Как паять медные трубы - пайка медных труб
Трубные изделия из медных материалов и их сплавов давно уже не выглядят новинкой в наших отопительных системах; кроме того, они всё чаще встречаются сегодня в современных водо- и газоснабжающих магистралях жилых строений и промышленных предприятий. Эти надёжные и пластичные изделия широко используются в настоящее время в качестве ответственных узлов современных систем кондиционирования воздуха и холодильных агрегатов различного профиля.
 Медная труба
Медная труба Всего этого вполне достаточно для того, чтобы у нас появилось желание научиться формировать неразъемные соединения из подобных изделий, а точнее – ознакомиться с тем, как паять медные трубы в бытовых условиях. Дело в том, что известные техники соединения медных труб используются с давних времён и предполагают введение в контактную зону специального расплавленного сцепляющего состава или припоя. Что особо важно знать при освоении процесса пайки медных труб, – это то, что надёжный сварочный контакт получается, как правило, лишь в том случае, когда температура плавления самого припоя имеет значение чуть ниже точки плавления свариваемых трубок.
Отметим также, что качественная и надёжная пайка медных труб своими руками потребует от исполнителя особой аккуратности при работе со свариваемыми изделиями, а также определённой теоретической подготовки.
Преимущества сварных медных соединений
 Сварка медной трубы
Сварка медной трубы Нельзя не упомянуть в нашей статье и того множества свидетельств, которые дополнительно подтверждают неоспоримые преимущества медных конструкций, получаемых сварным методом. Подобные упоминания лишь увеличивают всё более растущий спрос на продукцию, которая отличается целым набором достаточно уникальных свойств:
- долговечностью и прочностью сварных медных изделий;
- доступностью и простотой обработки медного материала;
- возможностью выбора условий формирования сварочного контакта (регулировкой режима сварки).
Помимо этого, применение новейших сварочных методик позволит вам сэкономить на таких обязательных сборочных запасных частях, какими являются стандартные переходники и фитинги, что заметно снижает общую стоимость изготовления сварных труб отопления.
Методы пайки медных труб и используемый инструмент
При проведении специальных операций, связанных со сваркой трубных заготовок различного диаметра, чаще всего применяются следующие температурные режимы:
- Высокотемпературный режим с термическим прогревом зоны расплава до 900 градусов, используемый для заготовок, находящихся под значительными нагрузками.
- Режим низкотемпературной обработки, практикуемый чаще всего в быту с рабочей температурой в зоне контакта до 450 градусов.
 Захват-труборез
Захват-труборез Для удобства фиксации сочленяемых труб в процессе пайки вам может потребоваться следующий инструмент:
- Специальный захват-труборез, обеспечивающий ровный срез заготовки в месте её предполагаемой сварки.
- Приспособление для подготовки фасок (включая удаление заусенцев).
- Особого рода расширительный механизм, используемый для подготовки места спайки на глубину, примерно равную диаметру свариваемых заготовок.
- И, наконец, сам сварочный аппарат или газовая горелка, непосредственно применяемые для спайки медных стыков.
 Горелка для пайки
Горелка для пайки Вдобавок к этому, вам непременно потребуется строительный термический фен, посредством которого можно будет разогревать места стыка заготовок до 650 градусов (используется в основном при работе с легкоплавкими припоями).
 Строительный фен
Строительный фен Наличие в текущем инструментальном наборе такого разогревающе-сварочного аппарата позволит его обладателю очень просто регулировать температурный режим в зоне сварки, а также поддерживать его на оптимальном уровне. Кроме того, широкий набор сменных насадок, входящих в рабочий комплект сварочного устройства, обеспечивает вам возможность направлять струю разогретого воздуха в любое удобное для вас место.
Материалы, используемые при пайке медных заготовок
Перед тем как паять трубы отопления своими руками, любой исполнитель просто обязан основательно ознакомиться с рабочими материалами, используемыми в качестве термических припоев. Помимо этого, ему непременно следует знать о том, что все эти материалы по характеристикам тугоплавкости делятся на припои твердых и мягких категорий.
Припои
 Припой
Припой Так называемые припои высокой тугоплавкости внешне напоминают удлинённые стержни произвольного профиля и используются обычно при необходимости разогрева металла в зоне пайки до максимально возможных температур (вплоть до 900 градусов по Цельсию). Подобные температуры обеспечивают получение высококачественного и надёжного паяного контакта.
Обратите внимание! Такие паяльные материалы используются в основном при ремонтно-восстановительных работах, производимых на ответственных снабжающих магистралях или же при ремонте промышленных кондиционеров и специального холодильного оборудования.
К наиболее типичным представителям паяльных припоев данного класса следует отнести самофлюсующиеся медно-фосфорные составы, оснащаемые самыми различными добавками (типа Cu94 P6 и Cu92 P6 Ag2). Практически незаметная на глаз 6% добавка серебра или фосфора позволит вам понизить рабочую температуру плавления подобного припоя вплоть до 750 градусов. И это при условии, что фактические показатели расширения используемых материалов почти в точности соответствуют аналогичным параметрам для меди, что обеспечивает возможность получения прочного и надёжного соединения.
 Мягкий припой
Мягкий припой Припои, называемые в просторечье «мягкими», своё название получили из-за того, что используются в процессе низкотемпературной обработки медных трубок, производимой в бытовых условиях. Изготавливаются они, как правило, в виде довольно тонких проволочек и разрабатываются на основе таких популярных химических веществ, какими являются известные всем нам свинец, олово, цинк или их сплавы.
Флюсы
 Флюс для пайки
Флюс для пайки С целью упрощения процедуры пайки медных труб своими руками нередко применяются особые пастообразные или даже жидкие составы (их ещё называют флюсами). Важно заметить, что зачастую от грамотного подбора того или иного флюса во многом может зависеть успех или неуспех производимой операции.
Подобно припоям, рассматриваемые нами материалы также условно подразделяются на низкотемпературные реактивы (до 450 градусов) и высокотемпературные химические составляющие, используемые при пайках выше 450 градусов.
 Флюс
Флюс Такие химические составы используются для следующих целей:
- способствуют очищению зоны пайки от вредных окислов;
- защищают рабочую зону от попадания в неё кислорода, всегда содержащегося в окружающей среде;
- формируют благоприятные условия для равномерного распределения паяльного состава по местам пайки;
- повышают качество сцепления изделий с припоем.
В процессе проведения работ припой, разогретый до нужной температуры, равномерно растекается по частям спаиваемых деталей, образуя при этом надёжное соединение. После остывания контакта пайки из зоны обработки все излишки флюса просто удаляются.
Видео
Этот ролик посвящен пайке труб мягким припоем:
trubyinfo.ru
технология и виды соединений, монтаж, инструменты для установки и ремонта
 Медные коммуникации постоянно пользовались устойчивым спросом. Для кого-то они являются признаком состоятельности, кого-то привлекает долговечность таких систем. Но какой бы не была причина, у таких систем не отберешь самого главного — отличных эксплуатационных характеристик при простоте монтажа.
Медные коммуникации постоянно пользовались устойчивым спросом. Для кого-то они являются признаком состоятельности, кого-то привлекает долговечность таких систем. Но какой бы не была причина, у таких систем не отберешь самого главного — отличных эксплуатационных характеристик при простоте монтажа.
Для получения качественного неразъемного соединения чаще всего применяется опрессовывание или сварка медных труб методом капиллярной пайки.
Правила безопасности при пайке медных труб
Любые работы по сварке или пайке, тем более с применением источников открытого пламени, должны вестись после ознакомления с основными мерами безопасности.
- Работы должны вестись только в хорошо проветриваемых помещениях.
- Исполнитель должен быть обеспечен средствами защиты, предотвращающими ожоги от нагретого или расплавленного металла или источника открытого пламени.
- Так как технология сварки медных труб требует применения газобаллонного оборудования, необходимо выполнение всех требований, связанных с его эксплуатацией.
Оборудование и материалы, необходимые для пайки
Как и любой технологический процесс, пайка требует применения специальных приспособлений и средств. В первую очередь, необходимы следующие инструменты для пайки труб из меди.
Горелка. Она может быть различной конструкции. При выборе стоит учитывать, с каким припоем вы собираетесь работать, ведь для каждого из них нужна определенная температура.
Горелка для пайки медных труб
Конструктивно, горелки могут работать:
- от одноразовых баллончиков с горючим газом (более компактный вариант),
- от стандартных заправляемых баллонов.
В качестве газа обычно выступает смесь кислорода с ацетиленом или обычный пропан, это опять же зависит от требуемой температуры горения.
Труборез для медных труб
Для резки заготовок лучше всего применять специальные труборезы. В принципе, можно обойтись и простой ножовкой, но с ней очень проблематично выполнить обрезку в некоторых тяжело доступных местах, да и чистота реза будет невысокой. Стоимость инструмента напрямую зависит от диаметра труб, которые им можно обрезать.
Соединение медных труб без дорогостоящих фитингов, методом телескопической стыковки (одна трубка входит в другую, имеющую несколько больший диаметр), с последующей капиллярной пайкой твердым припоем, можно вполне осуществить для бытовых водопроводных и отопительных сетей, температура воды в которых не превышает 110 градусов. Для этого нужен специальный труборасширитель.
Помните, что длина стыка не должна быть меньше диаметра заготовки.
Для устранения заусениц и задиров на обрезе заготовки необходимо устройство для снятия фаски, они также выпускаются в различных модификациях.
Для пайки трубопроводов различного назначения, а тем более элементов, которые будут работать в особо ответственных условиях, необходимы специальные припои.
- Стандартный. Применяется наиболее часто, но не рекомендован для применения в системах питьевого водоснабжения.
- Мягкий припой. Расходный материал, применяемый для пайки фитингов и изделий из красной бронзы, широко применяется для соединения медной трубы посредством латунных фитингов.
- Твердые припои. Наиболее востребованные припои при соединении медных труб. Его применение при капиллярной пайке практически любых коммуникаций, даже газовых линий, обеспечивает надежное соединение. Такие припои, относящиеся к категории медно-фосфорных серебросодержащих расходных материалов для пайки, не требуют дополнительного применения флюса. Однако, не рекомендуются при соединении изделий из алюминиевой бронзы и сплавов, содержащих больше чем 10% никеля, это обусловлено некоторой хрупкостью припоя.
- Серебряные припои являются наиболее дорогими, но с их помощью можно выполнять соединения различных цветных материалов.
Для предотвращения образования окислов в месте пайки, при применении стандартных и мягких припоев, обязательна обработка флюсом.
Теоретические основы пайки капиллярным методом
Такой вид пайки основан на применении эффекта капиллярного (поверхностного) натяжения жидкостей. Суть этого явления заключается в следующем.
При наличии минимальных зазоров, (расстояние между стенками труб составляет от 0,025 до 0,4 мм в зависимости от диаметра заготовок), расплавленный припой (фактически жидкость), за счет силы смачивания, сам растекается по всему соединению.
При этом возможно даже движение припоя снизу вверх, как по капилляру. Пайка медных труб при помощи данного метода обеспечивает максимальную надежность соединения.
Технология пайки медных труб
 Итак, уяснив кое-что из теории пайки, вооружившись необходимыми инструментами и материалами, можно приступать непосредственно к процессу.
Итак, уяснив кое-что из теории пайки, вооружившись необходимыми инструментами и материалами, можно приступать непосредственно к процессу.
В случае необходимости произвести ремонт медных труб с частичной заменой, при помощи трубореза вырезаем пришедший в негодность участок.Как уже говорилось, для бытовых сетей возможна пайка без фитингов. Для этого, при помощи труборасширителя, увеличиваем объем одной из заготовок.
При этом следует помнить, необходимо максимальное соблюдение точности размеров, в противном случае рискуете получить брак, припой не растечется, как следует.
Длина стыка не должна быть меньше внутреннего диаметра соединяемых частей.Снимаем фаску с заготовок, удаляем грязь и окислы при помощи специальных щеток или ершиков (применение абразивных веществ или инструментов для этих целей не допускается). От качества этого этапа также зависит, насколько успешным выйдет у вас монтаж медных труб своими руками
При необходимости обрабатываем края флюсом, соединяем заготовки.Приступаем к прогреву соединяемых элементов при помощи горелки. Для большей эффективности процесса рекомендуется применять специальные отражатели, закрепленные на горелке. С их помощью прогревается весь массив трубок.
Весь стык должен быть прогрет до температуры, несколько превышающей температуру плавления припоя. Не допускается нагревание отдельных участков трубы до значений, соизмеримых с точкой плавления меди. Именно поэтому монтаж медных трубопроводов должен осуществляться при наличии определенной сноровки.
Оптимальная температура определяется следующим образом. Предварительно прогретый припой при касании поверхности нагретой трубки должен начинать плавиться. При выполнении этого условия можно начинать пайку. Расплавленный припой, при соблюдении всех условий, будет практически всасываться в соединение.
После того, как весь стык будет пропаян, заготовку необходимо уложить на ровную поверхность, при этом не допускается деформация или прогиб. Продолжать работу с элементом можно только после полного остывания, но не ранее чем через час.
Хотелось бы заметить один момент, установка медных труб, конечно, требует наличия определенных навыков. Но при наработке опыта, чаще всего, случается ошибка, с ним не связанная, особенно это касается пайки деталей, состоящих из нескольких соединяемых при помощи фитингов заготовок. Обычно, в стремлении пропаять стык как можно быстрее, из виду теряется правильное расположение деталей по отношению друг к другу. Поэтому, обращайте на это особое внимание.
canalizator-pro.ru