Электроды для сварки нержавеющей стали. Какие нужны электроды для сварки нержавейки
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Как известно, сварка нержавеющей или высоколегированной стали немыслима без использования соответствующих расходных сварочных материалов, то есть без электродов. А получение хорошего сварочного шва зависит не только от наличия современного высокотехнологичного сварочного оборудования, а также от мастерства сварщика, которые, безусловно, играют большую роль, но и от качества используемых сварочных электродов.
Высоколегированная сталь широко используется во всех отраслях. Из нержавеющей стали выпускают приборы, оборудование, монеты, посуду, трубопроводы и многое другое.
Представленная на сайте нашей компании продукция, в том числе и электроды для сварки нержавеющей стали, зарекомендовала себя с положительной стороны, и применяются многими предприятиями, представляющими самые различные отрасли промышленности. Одними из самых распространенных видов электродов, которые предназначены для сварки жаростойких высоколегированных марок стали, являются ОЗЛ-6, ЦЛ-11.
Электроды для нержавейки
Основными требованиями к электродам для нержавейки являются образование прочного, стойкого к разрыву и воздействию негативных сред сварного шва, который в свою очередь должен максимально соответствовать характеристикам свариваемых сталей. Все электроды для сварки нержавеющих сталей должны подвергаться обязательной проверке на соответствие химического состава и поставляться в специальной упаковке, которая препятствует попаданию влаги. Кроме того, при сварке высоколегированной стали электроды должны обеспечивать ровный аккуратный шов. Поэтому все производители уделяют особое внимание данному типу электродов.
Электроды для сварки нержавеющей стали
Данный вид сварочных электродов был специально разработан для сваривания нержавеющих и химостойких типов сталей, изделия из которых используются при высоких рабочих температурах. Для улучшения рабочих характеристик стержни электродов выполняются из хромоникелевого сплава, отличающегося хорошими антикоррозийными свойствами уже при образовании первого слоя шва. Помимо этого, шов приобретает хорошую устойчивость к образованию трещин, что очень важно при сварке трудносвариваемых сталей и сплавов.
Электроды сварочные для нержавейки
Как уже упоминалось выше, одними из самых распространенных марок электродов для нержавеющих сталей отечественного производства являются ОЗЛ-6, ЦЛ-11.
Сварочные электроды ЦЛ-11 рассчитаны на применение при сварочных работах по коррозийно-стойким хромоникелевым сталям марок 08Х18Н12Б, 08Х18Н12Т, 12Х18Н9Т, 12Х18Н10Т и им подобным, в частности, когда к сварному шву предъявляются достаточно жесткие требования относительно стойкости к межкристаллитной коррозии. Допускается сварка в любом пространственном положении шва, за исключением вертикального (т.е. сверху-вниз), при постоянном токе обратной полярности. Электроды ЦЛ-11 используют при сварке конструкций и узлов в машиностроении, в том числе и энергомашиностроении, а также нефтеперерабатывающей и химической промышленности.
Сварочные электроды ОЗЛ-6 рассчитаны на применение при сварочных работах на ответственном оборудовании, выполненном из литья и проката сталей жаростойких марок, например, 20Х23Н18, 20Х23Н13 и аналогичных или схожих по своим характеристикам, предназначенном для работы в окислительных средах при высокой температуре (до 1000°С). Кроме этого электроды для сварки марки ОЗЛ-6 могут быть использованы для сварки стали марки 25Х25Н20С2 и хромистой стали типа 15Х25Т, а также сварки низколегированных и углеродистых сталей с аустенитными высоколегированными сталями. Допускается сварка в любом пространственном положении шва, за исключением вертикального (т.е. сверху-вниз), при постоянном токе обратной полярности. В результате образуется шов из жаростойкого металла, способного выдерживать температурную нагрузку вплоть до 1000°С, который устойчив к межкристаллитной коррозии. Электроды ОЗЛ-6 используют при сварке конструкций и узлов работающих при высоких температурах в ненагруженном или слабонагруженном состоянии.
Маркиэлектродов для нержавеющей стали ОЗЛ-6, ЦЛ-11
Цена на электроды для нержавейки ОЗЛ-6, ЦЛ-11
electrodgroup.ru
Какие использовать электроды для сварки пищевой нержавейки?

Многим людям знакома ситуация, когда разбивается тарелка или чашка. Если такое случается у кого-то очень часто, то такие люди принимают решение поменять свою посуду на металлическую. Смена посуды на посуду из обычного металла также не является мудрым решением. Посуда, сделанная с обычного металла и покрытая эмалью, может быстро прийти в негодность и вредить Вашему здоровью. Одно или несколько падений могут нарушить эмаль, и посуда начнет пропадать. В этом случае было бы намного мудрее использовать в своем быту посуду из нержавеющей стали.
Однако пищевая нержавейка также может подвергаться механическим воздействиям, которые могут привести к повреждениям поверхности посуды. В таком случае у Вас есть два варианта решения проблемы: обратиться к мастеру или произвести ремонт самостоятельно. Второй вариант решения проблемы будет самым лучшим, потому что Вы, таким образом, сможете гарантировать качество и скорость работы себе самому. Для качественного сваривания Вам необходимо правильно подобрать электроды, чтобы весь процесс работы прошел удачно, а работа была выполнена качественно.
Лучшим «кандидатом» для сваривания среди электродов являются электроды ЦЛ-11. Почему именно они? Да потому что с их помощью можно без проблем производить сваривание во всех пространственных положениях, а также ими можно варить при токе обратной полярности и они пользуются большой популярностью среди профессиональных сварщиков.
Электроды для сваривания нержавейки ЦЛ-11 могут Вам наглядно показать свои наилучшие стороны. Ими также можно работать с хромоникелевыми и коррозионно-устойчивыми сталями. Это позволяет Вам работать со сталями таких марок как 12Х17Х9Т, 08Х18Н12Т, 08Х18Н12Б и такой популярной сталью как 12Х18Н10Т. Электроды ЦЛ-11 были разработаны специально для сварки пищевой нержавеющей стали и имеют стальной стержень из проволоки, сделанной из высоколегированной стали. Они приспособлены для формирования разных конструкций и узлов при изготовлении посуды из нержавейки.
Перед использованием электроды ЦЛ-11 желательно прокалить. Это очень важное требование завода-изготовителя, потому что если Вы сделаете прокалку этих электродов в специальной печи, то качество сварки будет на высоте. Прокалка электродов должна проходить на продолжительности 90 минут. Электроды ЦЛ-11 отличаются высоким качеством сварного шва, малым разбрызгиванием металла и устойчивое горение дуги. Также отличное отделение шлаков позволяет электродам ЦЛ-11 приобрести большую популярность при сваривании пищевой нержавеющей стали.
Однако у Вас может возникнуть сложность при покупке электродов, потому что из-за их высокой востребованности многие торговцы завышают цены на них. Но у Вас есть уникальная возможность приобрести электроды ЦЛ-11 прямо от производителя. Для того чтобы перейти на сайты таких заводов Вам нужно сейчас перейти на специальную страницу нашего сайта «Контакты».
elektrod-3g.ru
Электроды для сварки нержавеющей стали
Сварка нержавеющих сталей имеет целый ряд особенностей. Несмотря на то, что существуют умельцы, способные варить такой материал при помощи практически любых расходных материалов, следует применять специальные электроды для сварки нержавеющей стали. Это связано с определенными физическими свойствами и химическим составом сталей нержавеющего класса.
Особенности сварки нержавейки
Дуговая сварка нержавеющих сталей вполне возможна, но при этом стоит учитывать целый ряд технологических особенностей данного процесса.
К нюансам стоит отнести следующие моменты:
- Низкая теплопроводность материала, в связи с этим возможен перегрев и прожиг металла при длительном тепловом воздействии. Поэтому сварка чаще всего осуществляется при малой силе тока (прямой постоянной полярности).
- Выполнять сварку необходимо только электродами на основе проволоки с большей степенью легирования (по сравнению с основным свариваемым материалом). Но такие расходные элементы имеют большее электрическое сопротивление, что приводит к увеличению нагрева при длительном выполнении работ без разрыва дуги. Поэтому предпочтение стоит отдавать электродам небольшой длины (до 350 мм).
- Чтобы обеспечить наименьшую площадь нагрева необходимо использовать электроды для сварки нержавеющих сталей с минимальным диаметром.
- Основополагающим фактором выбора электрода является химический состав свариваемых материалов. Имея на руках марку соединяемых сталей можно определить наиболее подходящий по ГОСТ тип электродов.
Помните, неправильный выбор расходного материала будет причиной ухудшения качества стыка даже при соблюдении всех тонкостей технологического процесса.
Марки применяемых электродов
Для сварки нержавеющих сталей различной толщины применяют следующие электроды отечественного производства (стоит отметить, что именно данные марки наиболее подходят для выпускаемых отечественной промышленностью нержавеющих сталей):
- Обычная нержавеющая (пищевая) сталь, которая чаще всего и подвергается ремонтным работам, может свариваться электродами типа ЦЛ-11, ОЗЛ-8. Применение этих элементов обеспечит лучшее качество стыка.
- Жаропрочная нержавейка соединяется при помощи ЦТ-28, ОЗЛ-6, КТИ-7А.
- Если состав стали не известен доподлинно, или приходится сваривать материалы разнородного состава, тогда стоит остановить выбор на электродах АНЖР-1 (2), ЭА-395/9, ОЗЛ-312.
Существует и ряд электродов для выполнения специфических задач. Так НИАТ-1 (рутиловое покрытие) отлично подходит для сварки тонколистовой нержавеющей стали, его применение обеспечивает минимальный проплав листа. А на переменном токе можно варить электродами ОЗЛ-310 (316).
В продаже существует множество модификаций электродов для сварки по нержавейке (в том числе и импортного производства), но определить наиболее оптимальную марку и режим выполнения работ, тем более, если неизвестен исходный состав свариваемых деталей, сможет только специалист.
Поэтому все работы с нержавеющей сталью должен выполнять сварщик с соответствующим опытом.
steelguide.ru
Электроды по нержавейке | Требования, свойства, марки, достоинства – на промышленном портале Myfta.Ru
 Сварка металла в строительстве занимает особое место, поскольку очень важно соединить стальные конструкции, особенно если речь идет о нержавейке. И тут появляется вопрос о том, какими же электродами варить нержавейку. Производители электродов предлагают обширный и богатый выбор сварочных электродов для строительной промышленности. Наиболее популярными стали электроды, ЦЛ-11, ЦТ-15, ОЗЛ 6 (8).
Сварка металла в строительстве занимает особое место, поскольку очень важно соединить стальные конструкции, особенно если речь идет о нержавейке. И тут появляется вопрос о том, какими же электродами варить нержавейку. Производители электродов предлагают обширный и богатый выбор сварочных электродов для строительной промышленности. Наиболее популярными стали электроды, ЦЛ-11, ЦТ-15, ОЗЛ 6 (8).
Эти модели были разработаны специально для сварки нержавейки электродами, для тех сталей, которые работают при резких перепадах давления и температуры. Все эти электроды были подвергнуты легированию сплавами и металлом, с помощью которых образуется прочный шов, не зависящий от воздействий агрессивности рабочей среды, восьми бальных землетрясений, природных катаклизмов (цунами, смерчи)
Состав сварочных электродов по нержавейке представлен флооритно-кальциевым типом.
Главные требования к электродам по нержавеющей стали заключаются в следующем:
Во-первых, это образование стойкого воздействия от негативной среды сварочного шва. В свою очередь сварочный шов должен обязательно соответствовать всем характеристикам сварочных сталей. Электроды для сварки нержавейки подвергаются, как правило, проверке, в ходе которой выявляется соответствие несоответствие химического состава. Все электроды комплектуются и поставляются в специально для этого созданной, влагоупорной упаковке. Помимо прочего, сваривая высоколегированную сталь, электроды содействуют образованию ровного шва. Именно поэтому производители особенно внимательно подходят к вопросу по этим видам электродов.

Как уже было сказано ранее, наиболее востребованной маркой являются электроды семейства ЦЛ 11.
Электроды по нержавейке ЦЛ 11 предназначены для сварки коррозийно устойчивых хромоникелевых сталей. Речь идет о сталях таких марок, как 08Х18Н12Б, 08Х18Н12Т и другим, аналогичным им. В этом случае, к сварочному шву предъявлены довольно жесткие требования. Возможна сварка в любом положении в пространстве. Исключение составляется лишь вертикальное положение по направлению сверху-вниз с наличием постоянного тока и общей полярностью. Электроды серии ЦЛ 11 применяют в сварке узлов машиностроения, энергомашиностроения, в нефтяной промышленности и химической промышленности.
Достоинства электродов ЦЛ 11- Стойкий металл шва по отношению к межкристаллитной коррозии
- Высокая степень ударной вязкости швов. Даже в условиях пониженной температуры.
- Заниженная склонность к состариванию швов.
- Неподатливость к образованию горячих трещин
- Низкая степень разбрызгивания материала
- Солидность товарного вида
Параметры силы тока в ЦЛ 11
Механические и химические свойства металла: В процентном соотношении: Одной из распространенных марок электродов по нержавейке также является Avesta. Они используются в гибкой сварке и во всех положениях шва.Положения шва в пространстве:
Применяя данный тип электродов по нержавейке, вы обеспечиваете качественную свариваемость и устойчивую дугу. У вас не возникнут проблемы, связанные с отделением шлаков. После отделения шлака образуется аккуратный шов, что является показателем хорошей сварки. Они отлично подходят для таких сталей, как аустенитная нержавеющая сталь, в состав которой может входить молибден или отсутствовать, а также дуплексная и углеродистая сталь.
myfta.ru
Электроды По нержавейке и Для нержавейки

Нержавеющие стали подразделяются на три больших категории:
- мартенситные нержавеющие стали;
- хромистые или ферритные стали;
- аустенитные стали.
Стали содержащие хром менее 12%, называются нержавеющими. Хром образует защитную пленку на поверхности металла состоящую из оксида хрома. Благодаря ней стали обладают нержавеющими и коррозиестойкими свойствами. Но при разрушении этой пленки при воздействии, каких либо химических или механических воздействий, сталь теряет свою коррозиестойкий. Но пленка оксида хрома имеет свойство восстанавливаться при взаимодействии с кислородом.
Нержавеющие стали, на сегодняшний день очень широко применяются в для изготовления посуды для пищевой промышленности, в химической и нефтехимической промышленности, а также при изготовление оборудования, которое в процессе эксплуатации подвергается воздействие высоких температур.
Сварка нержавеющих сталей производиться вольфрамовыми электродами, они имеют электрическое удельное сопротивление в шесть раз превышающие сопротивление обычных электродов. Для выполнения сварочных работ на трубах и тонких листах выбирают дуговую сварку с использованием плавящимися электродами. При выполнении сварочных работ на нержавеющей стали, плавящимися электродами в инертном газе создает импульсную дугу и позволяется сваривать весьма тонкие листы толщиной до 0,8 мм.
Существуют универсальные виды электродов подходящие для всех видов сварочных работ по нержавейки. Такие электроды из-за высокого содержания в металле, из которого изготовлен электрод хрома и никеля очень высоко и благодаря этому фактору образуются весьма прочные соединения. Следует отметить, что такие же электроды используются для сварки углеродистых сталей с нержавеющими листами. В современной промышленности нержавеющие электроды практически не заменимы для выполнения работ по легированным сталям, а также к сталям, содержащим высокое количество легирующих примесей.
Получаемый в процессе сварочных работ шов обладает высокими высокой стойкостью к межкристаллитной коррозии. При выполнение сварных работ расход сварных электродов составляет, 1 килограмм на 1,5 килограмма стали. При использовании сварочных электродов для работы с теплоустойчивыми легированными сталями позволяют получить шов способный выдержать темпера ту до 600С.
elektrod-3g.ru
Cварка нержавейки электродами
На данный момент нержавеющая сталь является неотъемлемой частью современных строительных площадок, потому, что она широко используется для создания прочных конструкций или же каких-то определенных удобств. Поэтому для сваривания данного металла было разработано большое количество марок электродов, которые имеют свои особенности, преимущества и недостатки. Большинство из них изготавливаются на популярном заводе СпецЭлектрод.
Как известно, что большинство нержавеющих изделий можно встретить в быту, поэтому чаще всего существует потребность в электродах для сварки нержавейки для такого использования. ОЗЛ-8 и ЦЛ-11 – это сварочные электроды, которые используются для проведения сварочных работ с пищевой нержавейкой.
Для сваривания коррозионностойких нержавеющих сталей используются электроды НЖ-13, ЦТ-15 и ЭА-400/10У. Для сваривания жаропрочных видов сталей – ОЗЛ-6. Обычными электродами по нержавейке являются ЦТ-28 и КТИ-7А. Если же Вам нужно производить сваривание разнородных нержавеющих сталей, используйте АНЖР-1, АНЖР-2, ЭА-395/9 и ОЗЛ-312. Как видите, для проведения сварочных работ с нержавеющей сталью существует большое количество, однако особое внимание хотелось бы обратить на сварочные электроды ОЗЛ-8 и АНЖР-1.
Итак, начнем с электродов ОЗЛ-8. Данный вид сварочных электродов предназначен для сварки изделий, которые состоят из коррозионно-стойких видов сталей. Их используют в случае, когда к металлу шва не предъявляется жестких требований в стойкости, а также межкристаллитной коррозии. Возможность производить сваривание во всех пространственных положениях является редкой, потому что только некоторые виды сварочных электродов допускают возможность произведения сваривания в таких положениях. Для проведения сваривания электродами ОЗЛ-8 используется постоянный ток обратной полярности.
Покрытие электродов ОЗЛ-8 – основное. В результате сваривания обеспечивается получение шва, устойчивого к межкристаллитной коррозии, что влияет на качество сваренного изделия. Перед свариванием, чтобы сохранить все свойства данного вида электродов, нужно прокалить их при температуре около 200 градусов по Цельсию. Продолжительность прокалки составляет не более 1 часа.
А теперь рассмотрим электроды АНЖР-1. Данный вид электродов используют для проведения сварочных работ высоколегированных жаропрочных сталей. Также ними производят сваривание закаливаемых сталей, которые в дальнейшем не поддаются термообработке и предварительному подогреву перед свариванием. Конструкции, сваренные электродами АНЖР-1, могут работать при температуре до 600 градусов по Цельсию.
Сваривание электродами АНЖР-1 можно производить с использованием постоянного тока обратной полярности и во всех пространственных положениях. Сваривание электродами АНЖР-1 производится по очищенным кромкам на предельно короткой длине дуги. Перед свариванием нужно прокалить электроды при температуре не более 210 градусов на протяжении 1 часа.
elektrod-3g.ru
Какие электроды использовать для сварки нержавеющей стали
Содержание статьи
Сварка нержавеющих труб может потребоваться не только на производстве, но и домашних условиях, ведь этот материал встречается практически езде: из него сооружают опорные конструкции, навесы, перила, дымоходы и многое другое.

Сварка нержавеющей стали
Сварка нержавеющей стали отличается некоторыми особенностями в связи с ее уникальным химическим составом, что включает хром, молибден, никель, титан, марганец. Эти добавки обуславливают высокую легированность металла, а также стойкость к возникновению коррозии.
Вернуться к содержанию ↑Важные характеристики нержавеющей стали
Сварка нержавеющей стали отличается от сваривания других металлов ввиду целого ряда особенностей, а именно:
- Низкая теплопроводность, что способствует повышенной концентрации тепла в зоне сваривания. В связи с этим подачу тока необходимо уменьшать примерно на 1/5 в сравнении со сваркой других сталей;
- Металл может деформироваться в процессе сварки ввиду высокого коэффициента линейного расширения. Между обрабатываемыми в домашних условиях деталями должны быть достаточные зазоры для литейной усадки. При отсутствии таковых изделия могут дать трещины;
- Электроды слишком сильно нагреваются по причине повышенного электрического сопротивления;
Чрезмерный нагрев стал основной причиной, по которой электроды производятся максимальной длиной 350 мм для снижения отрицательного эффекта.
- При неправильной температурной обработке нержавейка может утратить свои антикоррозионные свойства. Чтобы уменьшить межкристаллитную коррозию, изделие быстро охлаждают сразу после сваривания любым доступным способом.

Сварка нержавейки
Вернуться к содержанию ↑Какие способы сваривания существуют
Сварка нержавейки может осуществляться одним их трех методов:
- Покрытыми электродами;
- Вольфрамовыми электродами в защитной среде аргона;
- Полуавтоматом.
Технология предварительной подготовки нержавейки к свариванию схожа с подготовкой всех остальных низкоуглеродистых сталей: кромка металла зачищается стальной щеткой, а после – промывается любым доступным в домашних условиях растворителем.
Важный момент: при стыке элементов необходимо оставлять зазор для последующей усадки шва.
Вернуться к содержанию ↑Сварка покрытыми электродами: особенности и технология
Ручное сваривание покрытыми электродами, или сокращенно ММА, как еще называют этот режим, позволяет получить хорошие результаты по окончанию процесса. Это оптимальная технология сваривания для домашних условий, если не предъявляются какие-то особые требования к сварочному шву.

Сварка покрытыми электродами
Электроды в данном случае подбираются по химическому составу нержавеющей стали. Все типы электродов и правила их подбора содержит ГОСТ 10052-75. Необходимо всего лишь знать марку стали и обратиться к ГОСТу для справочной информации. Чаще всего применяются электроды следующих типов:
- ЦЛ -11;
- ОЗЛ-8;
- УОНИ-13/НЖ;
- 12×13;
- НИАТ-1.
Сварочные электроды изготавливаются по ГОСТ 9455-75, ГОСТ 10051-75, ГОСТ 10052-75.
Облегчит сварочный процесс следование таким простым рекомендациям:
- Сварку следует выполнять постоянным током с обратной полярностью;
- Использовать электроды большого диаметра;
- Сила тока должна быть уменьшена приблизительно на 1/5;
- Предварительно обеспечить охлаждение сварочного шва. Для этого можно подготовить медные пластины или обдув воздухом.
Электроды имеют высокую скорость плавления по причине пониженной теплопроводности и повышенного электросопротивления.
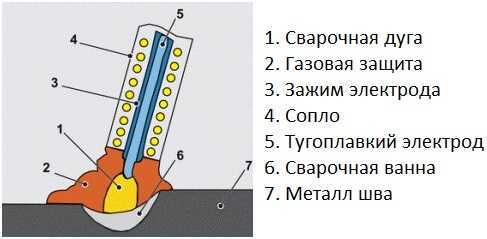
Вернуться к содержанию ↑Сварка вольфрамовыми электродами в защитной среде аргона
Технология сварки вольфрамовыми электродами в защитной среде аргона (TIG) используется тогда, когда металл слишком тонкий или к сварочному соединению имеются высокие ожидания.
Такая технология отлично зарекомендовала себя для сваривания труб, что используются для транспортировки газов и жидкостей под высоким давлением. Она обеспечивает высокие показатели прочности и надежности шва.
Сварка вольфрамовыми электродами
Особенности процесса:
- Можно использовать постоянный или переменный ток;
- В качестве присадки лучше использовать проволоку;
- Электрод необходимо направлять точно в зону стыка, чтобы не провоцировать окисление шва. Руки не должны дрожать;
- С обратной стороны шва выполняется поддув аргоном;
- Для сталей аустенитного класса необходимо охлаждение шва водой.
Важно! Чтобы продлить срок эксплуатации вольфрамового электрода, не выключайте защитный газ сразу после сварки. Сделайте это спустя несколько секунд для уменьшения окисления.
Вернуться к содержанию ↑Сварка полуавтоматом
Сварка полуавтоматом выполняется также в среде азота. Для работы необходима нержавеющая проволока, которая выпускается в соответствии с ГОСТ 2246-70. Согласно ГОСТ допускается использование 41 марки стали. Также ГОСТ устанавливает рекомендации по содержанию никеля в сплаве, который способствует улучшенному свариванию.
Сварка полуавтоматом позволяет получить высокое качество шва и хорошую производительность. Сваривание полуавтоматом хорошо зарекомендовало себя для соединения толстых деталей.

Сварка полуавтоматом
Сварка полуавтоматом может выполняться несколькими различными методами:
- Короткой дугой;
- Импульсно;
- Струйно.
Импульсная сварка полуавтоматом позволяет контролировать процесс, а поэтому используется наиболее часто. Проволока подается импульсно в виде капель, благодаря чему снижается ее расход и полностью исключаются брызги.
Перед выбором той или иной технологии сваривания полуавтоматом, необходимо учитывать характеристики и состав металла, выполнять предварительную зачистку и оставлять обязательный зазор.
Вернуться к содержанию ↑TIG сварка нержавейки
Виктор Самолин |
vseotrubax.com