Как выбрать электрод для сварки. Инструкция для чайников. Какие выбрать электроды
Как выбрать электрод для сварки. Инструкция для чайников
| Инженер-сварщик Евгений Евсин |
 Электрод представляет собой металлический сердечник с особым покрытием, которое называется обмазкой. В процессе сварки сердечник плавится, а обмазка при сгорании создаёт газовую защиту шва от вредного воздействия кислорода. Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны.
Электрод представляет собой металлический сердечник с особым покрытием, которое называется обмазкой. В процессе сварки сердечник плавится, а обмазка при сгорании создаёт газовую защиту шва от вредного воздействия кислорода. Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны.  Существует огромное множество металлов и их сплавов, рассказывать о каждом мы не будем, а сосредоточимся на тех электродах, которые могут понадобиться в быту. В основном для домашних нужд используется конструкционная сталь небольшой толщины. Вот для неё мы и попробуем подобрать электроды. Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач.
Существует огромное множество металлов и их сплавов, рассказывать о каждом мы не будем, а сосредоточимся на тех электродах, которые могут понадобиться в быту. В основном для домашних нужд используется конструкционная сталь небольшой толщины. Вот для неё мы и попробуем подобрать электроды. Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач.  Основное и целлюлозное покрытия используются для сварки исключительно на постоянном токе. Данные электроды можно использовать при монтаже ответственных конструкций, где требуется максимальная прочность наплавленного металла.
Основное и целлюлозное покрытия используются для сварки исключительно на постоянном токе. Данные электроды можно использовать при монтаже ответственных конструкций, где требуется максимальная прочность наплавленного металла. Рутиловые электроды подойдут для работы на постоянном или переменном токе. Они отличаются лёгким поджигом и малым разбрызгиванием металла. Электроды могут работать с аппаратами обладающими низким значением напряжения холостого хода.
При использовании электродов с кислым покрытием – можно добиться лёгкого отделения шлака, однако пользоваться подобными электродами в замкнутом пространстве не рекомендуется - они достаточно вредны для здоровья сварщика.
Ещё один момент - электроды с рутиловым и кислым покрытием рекомендуется использовать при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.  Наиболее широко распространены электроды с основным и рутиловым покрытием. Для новичка знакомства с ними будет вполне достаточно.
Наиболее широко распространены электроды с основным и рутиловым покрытием. Для новичка знакомства с ними будет вполне достаточно.
Самыми распространёнными электродами с основным покрытием являются УОНИ 13/55. Данные электроды предназначены для углеродистых и низколегированных сталей. Как сказано в описании данных электродов, они рекомендуются для сварки ответственных конструкций, швы, сваренные с помощью УОНИ 13/55 отличаются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур. 
УОНИ 13/55 – предназначены для сварки только постоянным током на обратной полярности – о которой мы расскажем чуть позже.
Самым распространённым представителем рутиловых электродов можно назвать электроды марки МР-3. Они предназначены для работы с углеродистыми и низколегированными сталями. К сильным сторонам данных электродов стоит отнести возможность сварки как на постоянном, так и переменном токах, малое разбрызгивание металла, стабильность дуги во всех пространственных положениях.
К сильным сторонам данных электродов стоит отнести возможность сварки как на постоянном, так и переменном токах, малое разбрызгивание металла, стабильность дуги во всех пространственных положениях.
Кроме двух самых распространённых марок электродов для работ с конструкционной сталью, новичкам можно рекомендовать электроды российского производства ОЗС-12 и АНО-4. А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов для ручной дуговой сварки работает с постоянным током. На постоянном токе существует 2 варианта подключения полярности: прямая и обратная. Прямая полярность – вариант подключения при котором к быстросъёму «+» инвертора подключается масса, держак подключается к «-». Обратная полярность - масса подключается к «-»; «+» к держателю электрода.
Прямая полярность – вариант подключения при котором к быстросъёму «+» инвертора подключается масса, держак подключается к «-». Обратная полярность - масса подключается к «-»; «+» к держателю электрода.
При сварке на плюсовом контакте выделяется больше тепла, а значит на прямой полярности лучше сваривать массивные детали, а на обратной тонкий металл (до 2 мм) или высоколегированную сталь, чтобы избежать их перегрева.
Диаметр электрода подбирают, ориентируясь на толщину металла заготовок. Для сварки металлов толщиной до 1.5 мм сварка электродами применяется крайне редко, для таких толщин лучше использовать полуавтоматы или аргонодуговую сварку.
Примерное соотношение толщины заготовок и диаметров электродов вы можете узнать из таблицы:
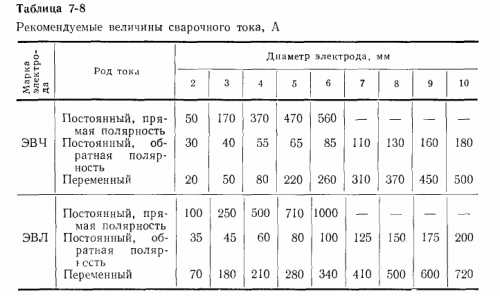
Следующий важный момент – какой ток необходимо выставить для электрода конкретного диаметра. Данную информацию можно узнать на упаковке электродов, или посмотрев следующую таблицу: 
Так же начинающему сварщику, будет полезно знать, что сварочный ток можно подобрать из расчёта 20-30А на один миллиметр диаметра электрода. Т.е. для электрода диаметром 3мм, ток должен быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и однозначных настроек тока не существует – каждый сварщик видит процесс по-своему, и в зависимости от собственных ощущений выставляет необходимые параметры тока.
Чем выше сварщик выставляет параметры тока, тем более жидкой и менее «управляемой» получается ванна. Задача сварщика – настроить аппарат таким образом, чтобы работа была комфортной, а сварочная ванна достаточной для провара и управления краями ванны.
Перейти в каталог:
Смотрите данную статью в видео-ролике:
Как выбрать сварочные электроды
Правильно подобранный сварочный электрод - это 90% успеха. Даже имея в своем распоряжении недорогой сварочный инвертор, вы сможете получить отличный качественный шов. Данная статья построена на ответах на ваши наиболее часто задаваемые вопросы.

Какие бывают типы сварочных электродов
Сварочные электроды для ручной дуговой сварки и наплавки разделяются на плавящиеся и неплавящиеся (вольфрамовые) электроды.
1. Плавящийся электрод - это стальной проволочный стержень со специальным наружным покрытием (обмазкой). Электродное покрытие выполняет, как правило, несколько функций: обеспечивает стабильное горение дуги, газошлаковую защиту расплавленного металла и легирование металла шва в зависимости от назначения электрода. Для специальных электродов (для сварки нержавейки, алюминия, разнородных сталей, чугуна, меди) используется стержень не из стали, а из специального сплава.
2. Неплавящийся (вольфрамовый электрод) – это непременный атрибут аргоновой (или TIG) сварки. Впрочем, они также различаются по применению.
Какие бывают диаметры электродов
Размер электрода определяется размером стального стержня. Диаметр электродов: 1,6 мм, 2,0 мм, 2,5 мм, 3,0 мм, 4,0 мм, 5,0 мм, а длина 300 - 450 мм – в зависимости от характера легирования стального стержня. Электроды диаметром 1,6 мм поставляются под заказ, т.к. не находят частого применения на территории нашей страны.
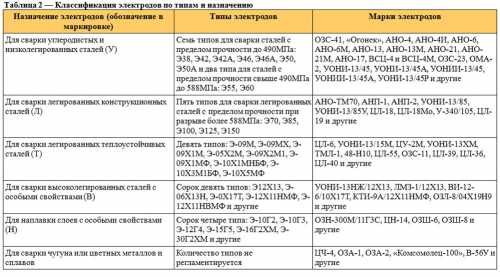
Как классифицируются сварочные электроды
Чаще всего сварочные электроды классифицируются по назначению:
- электроды для сварки углеродистых и низколегированных сталей
- электроды для сварки легированных, высокопрочных и теплоустойчивых сталей
- электроды для сварки высоколегированных сталей («нержавеющие электроды», «электроды по нержавейке)
- электроды для сварки алюминия и его сплавов («электроды по алюминию»)
- электроды для сварки меди и ее сплавов (бронзы, латуни)
- электроды для сварки чугуна и сплавов на основе никеля («электроды по чугуну», «никелевые электроды»)
- электроды для наплавки и ремонта изделий
- для сварки разнородных и трудносвариваемых сталей
Какие бывают типы электродных покрытий
Всего существует четыре типа электродного покрытия, однако мы остановимся на двух наиболее распространенных.
1. Электроды с основным покрытием («основные электроды»)
Металл шва отличается высокими механическими свойствами, в том числе высокой пластичностью и ударной вязкостью, при комнатной и низкой температурах, мало склонен к старению и стоек против образования кристаллизационных трещин. Эти электроды рекомендуются, как правило, для сварки ответственных конструкций и изделий, эксплуатирующихся при низких температурах в условиях переменных и ударных нагрузок
К недостаткам «основных электродов» можно отнести склонность к образованию пор при наличии масла, окалины или ржавчины на кромках свариваемых деталей, при удлинении сварочной дуги или при увлажнение покрытия. Кроме того, электроды позволяют вести процесс сварки только на постоянном токе обратной полярности.
Наиболее популярный электрод с основным покрытием - УОНИ 13/55.
2. Электроды с рутиловым покрытием
Электроды с рутиловым покрытием применяются главным образом для сварки конструкций из малоуглеродистых сталей.
Электроды отличаются высокими сварочно-технологическими свойствами:
- устойчивостью горения дуги на переменном и постоянном токе,
- минимальным разбрызгиванием металла,
- хорошим формированием шва во всех пространственных положениях,
- хорошей отделяемостью шлака,
- отлично сваривают загрязненную, ржавую, окисленную поверхность.
Кроме того, они обеспечивают хороший внешний вид шва: металл шва мало склонен к образованию пор при колебаниях длины дуги. Наиболее популярный электрод этого типа - МР-3.
ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ММА ВЫ МОЖЕТЕ КУПИТЬ У НАС:
Как правильно выбрать полярность тока при сварке электродом
У большинства сварочных инверторных аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. В этом случае (использование постоянного тока) существуют два варианта подключения электрода и детали.
При прямой полярности деталь присоединяется к зажиму « + », а электрод к зажиму « - ».При обратной полярности деталь подключается к « - », а электрод к « + »Обращаем ваше внимание: на положительном полюсе всегда выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность мы рекомендуем использовать:
- при работе с тонколистовым металлом, во избежание его прожога,
- при сварке высоколегированных сталей во избежание их перегрева,
- при прямой полярности лучше варить массивные детали.
Как выбрать необходимый диаметр электрода и сварочный ток
Существуют три характеристики очень тесно взаимосвязанные между собой. Это - диаметр электрода, толщина свариваемого металла, ток сварки.
Диаметр электрода подбирается в зависимости от толщины свариваемого металла. При сварке стали толщиной от 0.5 мм до 1.5 мм чаще всего ручная дуговая сварка электродом (ММА) не применяется, а используется аргоновая сварка (TIG) или сварка полуавтоматом (MIG-MAG).
Следует помнить, что увеличение диаметра электрода уменьшает плотность сварочного тока. Это приводит к блужданию сварочной дуги, ее колебанием и изменениям длины. Как следствие - растет ширина сварочного шва и уменьшается глубина провара.
| Диаметр электрода, мм | 2.0 - 2.5 | 2.5 - 3.0 | 3.2 - 4.0 | 4.0 - 5.0 | |
| Толщина стали, мм | 2 | 3 | 4-5 | 6-12 | 13 и выше |
Далее в таблице приведено взаимосвязь диаметра электрода и тока сварки. Как правило, большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках электродов.
| Диаметр электрода, мм | 2 мм | 2.5 мм | 3 мм | 4 мм | 5 мм | 6 мм |
| Ток сварки, А | 55-65 | 55-80 | 70-130 | 130-160 | 180-210 | 210-240 |
Выбирая необходимый диаметр электрода, всегда обращайте внимание на толщину свариваемого металла. При сварке тонкого металла электродами большого диаметра, а также в случае сварки на повышенных токах появляется пористость в металле шва.
Что обозначают буквы "ОК" в маркировке сварочных электродов ESAB
Наши заказчики часто хотят купить сварочные электроды ESAB, называя всего две буквы "ОК". Поясняем, что все сварочные электроды произведенные компанией «ESAB» (Швеция) начинаются с буквенного обозначения "ОК", в честь основателя фирмы Оскара Кельберга. А далее за буквами "ОК" следует числовое обозначение, состоящее из четырех цифр.

Мы хотели бы познакомить вас наиболее популярными марками сварочных электродов ESAB, которые отлично зарекомендовали себя на территории Республики Беларусь:
- Электроды ESAB ОК 46.00 (аналог МР-3, ОЗС) – универсальный электрод для сварки углеродистых и низколегированных сталей («электрод для сталей»), обеспечивающий отличный сварочный шов для работы на переменном и постоянном токе;
- электроды ESAB ОК 48.00, ОК 48.04 (аналог электродов УОНИ 13\55) – для сварки особо ответственных конструкций на постоянном токе;
- электроды ESAB ОК 53.70 – специализированные электроды для сварки стыков труб и корневого прохода;
- электроды ESAB ОК 61.30 (аналог электродов ОЗЛ -8) – электроды для сварки нержавейки марок 304L, 308L, 03Х18Н9, 06Х18Н11, 08Х18Н10, 12Х18Н10;
- электроды ESAB ОК 63.20 (аналог электродов ОЗЛ -20) – электроды для сварки нержавейки марок 316L, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2. Электрод специально создан для сварки тонкостенных труб и тонколистовых конструкций;
- электроды ESAB ОК 68.81 – великолепные электроды для сварки разнородных, трудно свариваемых сталей, а также сталей неизвестного состава;
- электроды ESAB ОК 92.60 – электроды для чугуна, для сварки чугуна со сталью;
- электроды ESAB ОК 96.20 — электроды для алюминия.
Для чего нужно прокаливать электроды
Прокалка электродов необходима для того, чтобы убрать лишнюю влагу из обмазки электродов. Высокое содержание влаги в покрытии может стать причиной такого дефекта при сварке, как прилипание электродов к детали. Особенно это касается сварочных электродов с основным покрытием.
Если вы открыли упаковку электродов, то вы должны либо израсходовать ее полностью, либо, начиная работу на следующий день, прокалить электроды. Для этого вам необходимо оборудование для прокалки и хранения электродов.
Как избежать этого трудоемкого процесса? Обращаем Ваше внимание на электроды шведского концерна ESAB, который все специальные марки электродов (для сварки нержавейки, чугуна, алюминия, меди) упаковывает в вакуумную упаковку ESAB VacPac. Электроды в вакууме укладываются во внутреннюю пластиковую коробку и обертываются в прочную воздухонепроницаемую фольгу. В зависимости от типа и размера, электроды пакуются в полные, половинные или четвертинные упаковки, количество электродов в которых определено из расчета использования в полсмены. Упаковки затем помещают в стандартную внешнюю коробку. Упаковка ESAB VacPac обеспечивает практически неограниченный срок их хранения.
Как правильно выбрать электроды для инвертора
Для того, что бы выбрать электрод, определяемся какие металлы (черный металл, нержавейку, чугун, алюминий или медь) мы будем сваривать? Выбираем сварочные электроды в соответствии с типом металла. Если предстоит ответственная сварка, лучше остановится на высококачественных электродах импортного производства. Например, сварочные электроды шведского концерна "ESAB" отлично зарекомендовали себя во всех областях промышленности.
При выборе электродов для сварки углеродистой стали обращаем внимание на чистоту поверхности свариваемого металла. Если поверхность покрыта ржавчиной, влажная, то применяем электроды с рутиловым покрытием (МР-3, ОК-46.00, ОЗС-12).
При сварке ответственных конструкции выбираем электроды с основным покрытием. При этом не забываем: электроды с основным покрытием требуют тщательной подготовки поверхности.
Определяемся с толщиной металла и правильно выбираем диаметр электрода и сварочный ток.Правильно выбранные электроды даже при работе на недорогих сварочных аппаратах позволят вам сварить любой металл на высоком профессиональном уровне.
Если у Вас возникли вопросы, специалисты нашей компании проконсультируют Вас по телефонам:
+375 29 653 48 55 (velcome) или +375 17 241-36-99, 241-78-99
сварочный электрод, как выбрать электрод, типы сварочных электродов, сварка электродом, сварка электродами, подбор электрода, назначение электрода, электроды для сварки, выбор электродов, универсальный электрод, прокалить электрод, диаметр электрода, размер электрода, сварке электродом, электрод с основным покрытием, электрод с рутиловым покрытием, рутиловое покрытие, характер легирования, упаковка электродов, электродное покрытие
Количество просмотров: 18180
promsvarka.by
Как выбрать электроды для сварки

Все больше людей предпочитают загородную жизнь городским квартирам. Своей хозяйство требует много работы и обслуживания. Очень часто возникают моменты, когда надо сварить металл, например, починить забор. И здесь, чтобы сэкономить на вызове сварщиков, многие стараются самостоятельно освоить дуговую сварку. В статье речь пойдет о выборе сварочных электродов для различных металлов и сплавов.
Содержание:
- Виды сварочных аппаратов
- Как выбрать электроды для сварки
- Как выбрать сварочные электроды с учетом режима работы и особенности металла
- Марки импортных сварочных электродов
- Общие советы, как правильно выбрать электроды
Виды сварочных аппаратов
Чтобы понять, какие именно электроды понадобятся для сварочного аппарата при тех или иных работах, вначале надо разобраться с основными видами сварки.
Все сварочные аппараты разделяют на две группы:
- бытовые сварочники могут работать без перерыва непродолжительное время. Они предназначены для использования от обычной сети в 220 В с частотой 50 Гц, а показатель силы тока находится в пределах 200 Ампер. Таких характеристик сполна хватит, чтобы сварить забор, ворота, армированные каркасы или трубы. А это значит, что они оптимальны для домашнего хозяйства;

- профессиональные сварочники более универсальны и могут работать не только от 220 В, но и от 380 В. Они уже могут при работе выдавать силу тока свыше 200 Ампер. Внешне их нетрудно отличить от бытовых аналогов более крупными габаритами. В связи с чем, для удобства работы и передвижения, их оборудуют колесиками. Их применяют на стройках, на монтаже нефтяных и газопроводов и в других профессиональных отраслях, где требуется надежная сварка.
Принцип работы всех сварочных аппаратов, независимо от стоимости, основывается на применение постоянного или переменного тока. Этот параметр зависит от того, какого качества нужен получаемый шов, разновидность металла и пр.
На сегодняшний день первенство по популярности удерживают сварочники, работа с которыми осуществляется обычным электродом. Это надежные проверенные годами приборы, благодаря простой конструкции обладают высокой ремонтопригодностью.
Трансформатор
- Один из первых примитивных по конструкции моделей сварочного аппарата. Смысл его работы состоит в преобразовании переменного тока большого напряжения в меньшее, в итоге получается сваривание.
- По способу регулировки их делят на несколько основных видов: со стандартным магнитным рассеиванием, с увеличенным и тиристорные, оборудованные фазой регулировки. Основным их недостатком считается невозможность поддерживать постоянность дуги при сварке. К тому же, на качество шва в худшую сторону сказывается присутствие шлаковых образований и газовых выделений.
- Еще их недостатки – большие габариты и вес. Чувствительны к скачкам напряжения при большом ее расходе. Для работы с ним требуется опыт и сноровка, тогда получится сварить качественный шов. Их используют и по сей день, но только для черновой работы с дешевыми металлами.

Выпрямители
- Они уже совершеннее трансформаторов, с их появлением получилось исключить недостатки использования переменного тока. Их конструкция оборудована блоком полупроводников-диодов, который и позволяет преобразовывать переменный скачущий ток от сети в постоянный линейный. Данный аппарат удобен и понятен в использовании даже новичку, что делают его популярным.
- Все это позволило получать швы высокого качества и равномерной глубины на всем их продолжении. При сварке образовывается стабильная дуга высокой защищенности, которая защищает металл от разбрызгивания расплава.
Важно: для данного сварочного аппарата подойдут все виды электродов.
- Еще одно отличие от трансформатора – возможность варить алюминий, низколегированную и нержавеющую сталь.
Получается, что выпрямители удобны для использования в домашних условиях и подходят для работы с широким спектром материалов.
Инвертор
- На рынке они появились сравнительно недавно и сразу завоевали широкую популярность. На сегодня – это самый часто используемый сварочный аппарат. Имея небольшой вес и компактные размеры, инверторы обладают высокой мощностью и функциональностью. Новички выбирают их в первую очередь потому, что система настройки режимов работы полностью автоматизирована. Профессионалам такой инструмент позволяет существенно увеличить производительность труда.

- Первые модели инверторов способны работать только при стабильном напряжении, который может гарантировать электрогенератор. Современные аналоги уже имеют более модернизированную систему. Так, в нем присутствует специальный выпрямитель, который сглаживает синусоидный ток из сети в постоянный. Далее, он направляется в инверторный блок, где образовываясь обратно в переменный, получает большую частоту. После чего в трансформаторном блоке происходит понижение напряжения и, пройдя через силовой выпрямитель, получается мощный постоянный ток, создающий стабильную сварочную дугу.
К основным преимуществам инвертора относят:
- точные настройки для разных видов работ;
- независят от скачков напряжения в сети;
- создают высококачественные сварные швы;
- допускается работать даже с тонкостенными металлами;
- целый ряд дополнительных функций, которые удобны в работе: горячий старт, импульсная сварка, стабилизатор мощности, который предотвращает перегрев аппарата и опция предотвращение залипания электрода.
Важно: работать с инвертором можно электродами всех видов.
Полуавтоматы
- Для работы с ним электроды не потребуются, он работает газом. Это позволяет существенно ускорить работу, сделать шов сплошным и с глубоким проваром.
- Вместо электродов в полуавтомате используется проволока и разные виды газа, которые подбираются в соответствии с металлом.
Как выбрать электроды для сварки
На качество шва влияет не только сварочный аппарат, но и правильно выбранные электроды. На сегодняшний день рынок представляет широкий ассортимент электродов для сварки инвертором. Друг от друга их отличает не только материал покрытия, но и диаметр и ряд других характеристик, которые будут рассмотрены в данной статье.

Классификация сварочных электродов
Электроды, как правило, делят на две основные группы: плавящиеся и неплавящиеся. Первые изготавливаются из проволоки со специальным наружным покрытием, обеспечивающим стабильную сварочную дугу. Также способствуют защите обрабатываемого металла от газовых выделений и шлаковых брызг. Для работы с нержавейкой или медью их производят из специальных сплавов. А вот для аргоновой сварки рекомендуется использовать неплавящиеся электроды.
Более подробная классификация электродов выглядит следующим образом:
- проведение ремонта или наплавки;
- сварка углеродистой или низколегированной стали;
- сварка меди или любых медных сплавов;
- сварка чугуна и чугунных сплавов;
- сварка алюминия и алюминиевых сплавов;
- работа с металлами трудноподдающихся сварке;
- сварка высоколегированной стали;
- сварка сплавов с теплоустойчивыми свойствами.
Как выбрать электроды по типу покрытия стержневой проволоки электрода:
- основные электроды. Этот вид представлен наиболее популярной моделью УОНИ 13/155. С его помощью добиваются высококачественных сварных швов, отличающихся механической прочностью и устойчивостью к образованию кристаллизационных трещин. Основные электроды подходят для создания ответственных швов на конструкциях, которым предназначена эксплуатация в суровых условиях. Но они имеют и свои недостатки: неправильно выставленная дуга при работе, либо влажное покрытие могут привести к образованию пористой структуры. К тому же, работать с ними можно только на постоянном обратном токе;
- электроды с рутиловым покрытием. Наиболее популярный вид электрода этой группы МР-3. Они предназначены для сварки малоуглеродистого метала. Их достоинство заключается в устойчивой сварочной дуге не только на постоянном, но и на переменном токе. Независимо от пространственного месторасположения работы шов получается качественный с практически полным отсутствием брызг. Допускается варить ржавый или испачканный металл.
Диаметры сварочных электродов
Как уже писалось выше, электроды имеют различные диаметры. Этот параметр важен и оказывает наибольшее влияние на процесс сварки.
- Смысл заключается в том, при большем диаметре электрода, удастся сварить большую толщину металла, но при этом и потребуется добавить больше тока.
- Самый часто используемый размер – это 2,5 мм, этого вполне хватит для домашних работ, так как позволяет варить металл толщиной до 4 мм.
- На самом деле существует огромный выбор диаметров, но в широкой продаже, как правило, представлены только самые востребованные - от 1,5 мм до 6,0 мм. Шаг между размерами 0,5 или 1 мм. При необходимости приобретения электрода большего диаметра, не составит труда заказать его в магазине.
Совет: не всегда толщина металла служит единственным критерием при выборе электрода. Опытные сварщики знают, что важны еще и его свойства. К сожалению, узнать это можно только опытным путем, так как четких инструкций на это счет нет. Или попытаться узнать эту информацию на специализированных форумах или блогах.
Определившись с выбором толщины электрода надо понять, как к нему правильно подобрать ток, ведь эти два параметра напрямую взаимосвязаны. Так, при слишком сильном сварочном токе метал просто прожжется насквозь, а при слишком низком – не получится образовать дугу. Эти рекомендации даются производителем на коробке с электродами.
Как выбрать сварочные электроды с учетом режима работы и особенности металла
- В первую очередь выбор зависит от вида тока, которым будет производиться работа. В большинстве случаев инверторы создают постоянный ток, а при варке им электрод получится подключить двумя способами: при прямой полярности электрод присоединяют к «минусу», а свариваемый металл к «плюсу», при обратной полярности подключение меняют на противоположное.
- В первом случае выработка тепла будет выше, что особенно хорошо для толстостенной стали или крупных деталей, но это не всегда целесообразно. Например, обратная полярность выбирается при варке тонколистового металла, что позволяет снизить риск прожога. А при работе с высоколегированной сталью уменьшает перегрев.
Три кита, на которых держится принцип варки электродами – это диаметр изделия, толщина свариваемого металла и сила тока. Как уже писалось выше, чем толще металл, тем больший диаметр электрода потребуется. Но здесь существует один нюанс. При работе инвертором, толщина электрода будет влиять на рабочую плотность тока, снижая ее. Это приводит к нестабильности и колебанию дуги, что в свою очередь скажется на качестве шва – он станет более широким, а провар менее глубоким. Хорошо, если производитель сварочного аппарата указал все необходимые параметры сварочного тока, если таковых данных нет, то можно опираться на усредненные показатели:
- электрод диаметром 2 мм потребует силу тока 50-60 А;
- для электрода размером 2,5 мм этот показатель составит 60-90 А;
- изделие размером 3 мм варят током 80 -140 А;
- если диаметр электрода 4 мм , то ток должен находиться в пределах 130-160 А;
- при диаметре 5 мм потребуется уже профессиональный сварочник, который выдает ток 200 А;
- электрод 6 мм варят током не менее 220-240 А.
Марки импортных сварочных электродов
Зарубежные электроды довольно широко представлены на российском рынке. Они имеют свою маркировку, разобраться с которой несложно. Самый популярный бренд, который у нас представлен, называется ESAB. Он маркирует свои электроды буквенно-численными значениями. Вначале всегда идет OK, после которых прописываются 4 цифры.

Ниже расшифруем, какие электроды выбрать:
- ОК 46.00. Это электрод с рутиловым покрытием, аналог российского МР-3. Создаст шов с высокими характеристиками на переменном или постоянном токе. Подходит сварки углеродистых и низколегированных металлов.
- ОК 48.00. Способен работать исключительно на постоянном токе, при этом создает надежные швы. Что делает его популярным при работе с ответственными конструкциями.
- ОК 53.70. Идеален для варки труб, данные электроды относят к разновидностям специализированных.
- ОК 61.30 и ОК 63.20. Ими варят нержавейку.
- ОК 68.81. Рекомендуются для варки трудносвариваемых металлов;
- ОК 92.60. Предназначены для чугунных сплавов или при соединении чугуна с другим металлом;
- ОК 96.20. Потребуются для работы с алюминием.
Общие советы, как правильно выбрать электроды
Подведя итоги вышесказанного, для себя можно четко сформулировать основные критерии выбора электродов для работы инвертором.
- Выбор зависит от вида металла, его толщины и свойств. Если требуется сделать ответственный шов, лучше остановиться на продукции известных производителей, которые годами подтверждают качество своих электродов.
- При работе с углеродистой сталью ее поверхность должна быть абсолютно чистой. Если присутствуют следы ржавчины или загрязнений, которые нет возможности очистить, то выбрать нужно изделия с рутиловой обмазкой.
- При сварочных работах на ответственных объектах лучшим выбором станут основные электроды.
strport.ru
Сварочные электроды - выбираем подходящий тип для конкретного вида работ
Когда стоит задача купить электроды, конечно, лучше разобраться в этом вопросе основательно: какие бывают типы металла, чем они отличаются, для каких металлов предназначены, а также какие бывают виды и марки электродов.
Сейчас же для того чтобы максимально быстро начать практиковаться в выполнении швов, будет рассмотрен более простой путь выбора.
[tip]Что касается выбора магазина, то предпочтительней покупать в специализированном магазине, где продаются сварочное оборудование и расходные материалы, а не в обычном хозяйственном, потому что в специализированном магазине, скорее всего, продавцы разбираются в этой теме и смогут что-то подсказать.[/tip]Там же, где продается все подряд, скорее всего, продавцы не обладают должной компетенцией в вопросе подбора сварочных электродов.Кроме того, часто бывает, что в обычных хозяйственных магазинах цены выше. Возможно, подразумевается, что человек, который покупает подобные материалы в неспециализированном, не разбирается в вопросе настолько, чтобы хорошо себе представлять, сколько они стоят.
Придя в специализированный магазин, достаточно сказать, что нужны электроды для сварки углеродистой стали обыкновенного качества, или обыкновенной углеродистой стали.У каждого типа электрода может быть несколько марок. Для примера приведена таблица 5 с электродами типа Э46.
| Тип | Марка |
| Э46 | МР3С; АНО-21, АНО-4; ОЗС-4, ОЗС-6, ОЗС-12 и т.д. |
Иногда в маркировке ставится буква «А» — например, Э46А. Это означает повышенную пластичность сварного шва.Поскольку за пример взят тип Э46, дальнейшее разъяснение принципов подбора будет происходить на примере этого же вида электродов. Существует большой спектр электродов марки АНО (21, 36, 4 и т.д.), ОЗС, МР-3.
Вряд ли в магазине окажется вся «линейка» определенной маркировки. Скорее всего, будет один или два варианта. Имеет смысл купить самую маленькую порцию, которую смогут предложить, и попробовать, какими электродами будут получаться наиболее качественные швы в данной конкретной ситуации.
Имеет смысл также попробовать варить электродами УОНИ 13/55, это тип Э50. Он отличается от типа Э46, в некоторых ситуациях с их помощью можно будет получить более качественный сварной шов.
В любом случае сначала нужно пробовать: покупать маленькую партию, а затем, если получается качественный результат, можно брать необходимое количество для всего объема сварочных работ.
Принцип работы электрода
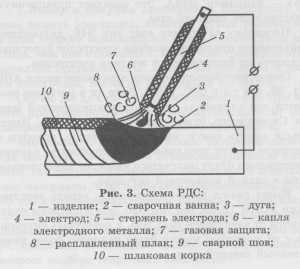
На рисунке приведена схема процесса ручной дуговой сварки (РДС).
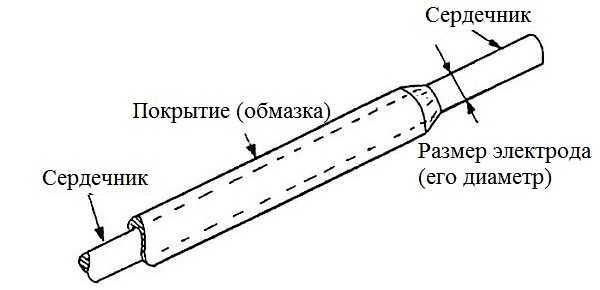
Электрод представляет собой металлический стержень, на который нанесена обмазка или покрытие.
В результате горения дуги 3 и под воздействием ее температуры плавится металлический стержень 5, и металл с этого стержня переносится в сварочную ванну 2. Также от высокой температуры плавится обмазка. В результате ее расплавления образующих защитные газы, которые защищают дугу и сварочную ванну от воздействия кислорода, азота и других газов содержащихся в воздухе. Кроме того, образовавшиеся газы способствуют стабилизации горения дуги.
В процессе плавления обмазки образуется жидкий шлак, который растекается по поверхности сварочной ванны. При этом жидкий шлак раскисляет металл, избавляя сварочную ванну от кислорода, и, наоборот, добавляет легирующие присадки для повышения качества металла шва и сварного соединения в целом. По мере остывания шва жидкий шлак превращается в шлаковую корку 10, которая впоследствии должна быть удалена.
Видео рекомендация, как выбрать электрод
В этом видео собраны рекомендации начинающим сварщикам.Рассмотрим такие вопросы:
- Какой диаметр электрода подходит к той или иной толщине металла;
- Какой сварочный ток выставить для получения качественного шва.
- Отличие сварочных режимов на прямой полярности м обратной
Диаметры электродов
[note]Измеряются в миллиметрах, эти величины стандартные и по российскому ГОСТу составляют: 1,6; 2; 2,5; 3; 4; 5; 6 и т.д. У импортных бывают и другие диаметры, например 2,6 вместо 2,5; 3,2 вместо 3.[/note] Диаметры более 4 мм не представляют интереса для бытовых сварочных работ, потому что бытовая электрическая сеть не выдает такой мощности, которая позволила бы использовать электроды диаметром 5-6 мм и более.Даже диаметром 4 мм зачастую невозможно использовать, так как и сварочные аппараты как правило не выдают нужный сварочный ток, и некоторые электрические сети, особенно за городом, не позволяют варить такими электродами.
Диаметр электрода, указанный в миллиметрах, означает диаметр именно металлического стержня, то есть без учета толщины обмазки. Обычно чем он больше, тем больше его длина.
Дефекты
Обмазка должна быть нанесена на электрод равномерно по всей длине и по всей окружности. Если обмазка неравномерна по толщине, то есть где-то толще, а где-то тоньше, — это брак. Когда обмазка нанесена равномерно по длине, но с одной стороны толще, а с другой тоньше — это тоже брак. В таких случаях труднее получить качественный шов.
Обмазка не должна крошиться и отваливаться. Если на конце электрода обмазка отвалилась, зажигать дугу будет значительно сложнее. Кроме случаев производственного брака обмазка также может крошиться, когда электрод старый либо его хранили не должным образом. Так или иначе, работать таким стержнем будет очень трудно, или вовсе невозможно.
Окончания электродов
В данном варианте металлический стержень закрыт шлаком, и при попытке зажечь дугу не будет электрического контакта между металлическим стержнем и металлом детали, и дуга не будет гореть. Необходимо достаточно сильно стукнуть по твердой диэлектрической поверхности, чтобы отбить шлак.

Обмазка электрода закрыта шлаком
Важно: стукнуть электродом можно любую твердую диэлектрическую поверхность. Допустимо стукнуть по свариваемой детали, но в этом случае необходимо убедиться, что на ней нет рабочего напряжения!
Если виден металл на окончании электрода, то зажигание дуги не вызовет проблем. На фотографии ниже ситуация противоположная. Обмазка отвалилась. В таком случае зажечь электрод будет трудно по другой причине.
Обмазка выполняет функцию защиты дуги, стабилизирует горение дуги — грубо говоря, «помогает дуге гореть». Если обмазки нет, дуга либо не будет гореть совсем, либо будет гореть очень нестабильно, и хорошей сварки не получится. Решается проблема откусыванием этой части электрода.

Обмазка электрода отвалилась
Есть еще вариант для более опытных сварщиков — «чиркать» электродом, едва касаясь металла и не давая электроду прилипнуть к детали. Для этого нужно прикладывать минимальное усилие в вертикальном направлении и достаточное усилие — в направлении движения электрода параллельно детали, не задерживая электрод на одном месте. Выполнить таким образом нужное количество движений, пока металлический стержень не обгорит.
Остаток электрода
При выполнении сварного шва происходит сгорание электрода и возникает вопрос, до какой минимальной длины его использовать. Другими словами, какой длины должен остаться огарок.
В принципе, оптимальная длина — 3 см, но эта цифра может варьироваться. Например, если осталось 4 см и надо вести следующий относительно длинный шов, то нет никакого смысла этот сантиметр дожигать. Лучше сразу взять новый.
Сжигать стержень до держателя нежелательно, так как в этом случае портится сам электрододержатель. Кроме того, во время выполнения сварного шва при малой длине электрода сварочная ванна загораживается держаком, и визуально контролировать выполнение шва становится невозможно.
Сварка тонкого металла
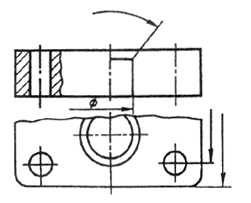
При сварке тонкого металла, то есть толщиной 0,5- 1 мм, глубина сварочной ванны больше, чем толщина металла. Поэтому, если просто сваривать такой металл без подготовки кромок, он будет прожигаться насквозь. Чтобы такого не происходило, при сварке двух деталей встык делаются отбортовки.
Когда отбортованная кромка расплавляется от тепла дуги, отогнутые части заплавляются внутрь, закрывают весь промежуток между заготовками и вместе с металлом, который поступает с электрода, образуют шов. Таким образом, не происходит проплавление металла на сквозь, а получается полностью заполненный шов. (Опытные и высококвалифицированные сварщики умеют сваривать столь тонкий металл и без отбортовок, но у сварщиков-любителей, как правило, это не получается.)
Электроды для сварки чугуна
Для декоративной заварки поверхностных дефектов используются стальные электроды Св-08.
Для заварки дефектов обрабатываемых нерабочих поверхностей при ремонте неответственных чугунных изделий небольших размеров с малыми объемами наплавления, не требующих после сварки механической обработки, используют электроды ЦЧ-4.
Также при сварке чугунов используются электроды УОНИ-13/45. Сварка ими производится на постоянном токе обратной полярности.
Медные электроды, например ОЗЧ-2 и ОЗЧ-6, используются для сварки малогабаритных изделий с небольшими дефектами, работающих при незначительных статических нагрузках и требующих плотных швов, выполненных из серого или ковкого чугунов. Данные электроды дают достаточно прочное сварное соединение, которое хорошо обрабатывается. Сварку чугуна без подогрева можно также выполнять присадочными материалами в виде сплавов чугуна на никелевой основе с содержанием никеля более 20%. Получаемый сварной шов отличается высокой пластичностью и малой твердостью.
Для сварки изделий из высокопрочного, серого чугунов, а также для выполнения разнородных соединений чугуна со сталью используются электроды марок ЦЧ-4А.Горячая сварка осуществляется следующим образом: механическая обработка заготовки; формовка свариваемых деталей; нагрев; сварка и охлаждение сваренных деталей. Нагрев деталей можно осуществить посредством газовой горелки.
Электроды для данного вида сварки выполняются из стержней, однородных основному металлу. Применяются, например, ЭЧ-1, ЭЧ-2, ПЧ-1, ПЧС-1, ПЧС-2.Температура подогрева в зависимости от марки чугуна и объемов свариваемой детали 300-700°С с последующим охлаждением на 100%. Сварку чугуна выполняют на токе обратной полярности. Рекомендуемые режимы сварки представлены в таблице.
| Диаметр электрода, мм | Сила тока, А | |
Нижнее положение | Вертикальное положение | |
| 3,0 | 90-110 | 80-100 |
| 4,0 | 120-140 | 100-120 |
| 5,0 | 160-190 | 150-170 |
| 6,0 | 220-250 | 210-240 |
Сварку необходимо осуществлять небольшими участками длиной 30-60 мм с послойным охлаждением на воздухе до 60°С. Сразу после сварки шов подвергается проковке легкими ударами молотка.
obinstrumente.ru
советы как подобрать электроды инвертора правильно
Правильно подобранные электроды для сварки инвертором — это одно из наиболее важных условий получения правильного и качественного сварочного шва. Современный рынок предлагает большой выбор электродов. Однако все они отличаются по многим характеристикам (тип, диаметр, материал покрытия и другие), но какие из них выбрать? Предлагаем вам ознакомиться с особенностями выбора наиболее подходящих вариантов.
Электроды для инвертора
Перед тем, как рассматривать вопрос выбора электродов, следует разобраться, что они из себя представляют и по какому принципу работают. Электроды для инверторной сварки это особые металлические токопроводящие стержни, которые покрывает специфичная защитная обмазка.
Стандартная схема электрода для сварки инвертором
Из за высокой температуры, поступающей от дуги, плавится сердечник. В процессе сварки происходит оплавление и горение обмазки. При сгорании она создает завесу из газа, которая препятствует доступу кислорода. Плавящаяся часть приобретает жидкую консистенцию, благодаря чему обволакивает расплавленный металл, тем самым препятствуя контакту с кислородом.
Важно! На защитном покрытии электрода недопустимо наличие сколов. Нарушение целостности обмазки повлечет за собой неоднородный прогрев, а значит и некачественное выполнение швов.
Чтобы дуга располагалась в центре, необходимо подбирать такие электроды на которых толщина обмазки равная со всех сторон. Учтите, что будучи влажными, они хуже загораются. Электроды можно высушить, но это пагубно повлияет на дальнейшую эксплуатацию.
Используем правильные электроды
Всегда обращайте внимание на химический состав сердечника — обрабатываемый металл и данный элемент должны быть одного материала. Наибольшее распространение в домашнем хозяйстве получили конструкционные стали.

Необходимо учитывать обрабатываемый материал и подбирать электроды ему в соответствие
Реже встречается в работе с нержавеющая сталь. В этом случае и сам сердечник должен быть из нержавейки.
Все виды работ не только дома, но и на стройке вы сможете выполнить имея такие марки электродов:
- ОК 63.34 — применяется для работ исключительно с нержавейкой.
- AHO 21 — используются в работе с углеродистой сталью.
- МР-3 — обладают рутиловым покрытием, что позволяет стабилизировать процесс горения и увеличить прочность шва.
- УОНИ 13/55 — требуется для сварки низколегированных или углеродистых сталей.
Это наиболее подходящие виды электродов для новичков, работающих с инверторными аппаратами для сварки: с ними достаточно просто работать, к тому же они позволят получать качественные швы при минимальном присутствии опыта. Данные изделия отличаются такими высокими технологическими параметрами:
- Минимальное разбрызгивание металла.
- Хорошая отделяемость шлака.
- Приятный внешний вид сварочных швов.
- Устойчивое горение дуги.
- Качественные швы можно получить в любом положении.
- Подходит для случая, если речь идет о работе с грязными или ржавыми поверхностями.

Процесс сварки инвертором не отличается особой сложностью при грамотном подходе
Диаметр электрода и настройка тока
С различными марками электродов мы разобрались, но это только половина дела. У новичков всегда появляются такие вопросы:
- Какой диаметр стержня выбрать?
- Каким образом настроить силу тока?
Диаметр зависит от толщины металла. Если речь идет о поверхностях толщиной до 1,5 мм, рекомендуется применять аргонодуговую или полуавтоматическую сварку. Подобрать диаметр электрода для сварки инвертором вы можете по таблице, изображенной ниже:
Таблица выбора диаметра электрода в зависимости от толщины стали
Теперь осталось разобраться, какой ток следует выставлять в зависимости от диаметра электрода. Данная информация всегда идет вместе с изделием, на упаковке, так же можно воспользоваться таблицей ниже.
Таблица настройки сварочного тока
Важно! Ток при сварке подбирается с учетом 20-30 А / 1 мм диаметра электрода. Таким образом для стержня с диаметром в 3 мм, выставляется значение тока в 60-90 А. Однако эти значения могут быть изменены до 70-120 А в зависимости от количества проходов, толщины металла, пространственного положения.
Не существует универсальных настроек. У каждого мастера свои представления о параметрах тока, к которым они приходят методом проб и ошибок. Учтите, чем больше ток, тем более жидкой и менее управляемой будет становиться сварочная ванна.

Красивые и аккуратные швы: результат тщательного подхода к выбору электродов для сварки
Подводя итоги
Собрав воедино всю приведенную выше информацию, можно выделить основные моменты на которые всегда следует обращать свое внимание выбирая расходники для инверторной сварки. Прежде всего, заранее обдумайте, с какими металлами придется работать. От типа металла напрямую будет зависеть выбор электродов. Если вам предстоит выполнить ответственную работу, то не пожалейте денег и приобретите изделия, изготовленные известным заводом-производителем. Указанные в статье изделия не отличаются дешевизной, но они хорошо зарекомендовали себя на рынке. Затем, если приходится работать с углеродистой сталью, будьте внимательны и следите за тем, насколько чистой является обрабатываемая поверхность. Если на ней присутствуют следы ржавчины и влаги, то применяйте электроды с рутиловым покрытием. После этого определитесь с толщиной обрабатываемого материала, так как от этого напрямую зависит проходящий ток и толщина электродов. Подойдите к моменту выбора инструментария ответственно и тогда даже при помощи недорого инвертора вы сможете варить все материалы на достойном уровне.
Видео: Как выбрать электроды для сварки инвертором
remodelo.ru
Как выбрать сварочный электрод?
Уважаемые начинающие сварщики, в этой статье мы кратко расскажем про электроды и дадим практические рекомендации по их использованию.
Для выбора электрода необходимо определить:
- Толщину металла - (чем толще металл, тем больше диаметр электрода).
- Марку стали - (черный металл, нержавейка, жаропрочный и т.д.).
- По электроду определяем ток!
- Положение сварки - (нижнее, горизонтальное, нижнее тавровое, вертикальное - сварка снизу вверх, потолочное, потолочное тавровое).
Что касается сварочного тока, который вы будете подавать на электрод. Каждый производитель электродов заявляет разный сварочный ток. Ниже мы приводим классические параметры, с этими параметрами согласились сварщики, которые работают в профессии не один год.
Выбор тока также зависит от пространственного положения и величины зазора. Например: для диаметра 3 мм рекомендуется ток 70-80 А. Это ток для сварки в потолочном положении или вертикаль на подъем, а также, если зазор соизмерим или более диаметра электрода. Если же варить в нижнем положении, при этом зазора нет и позволяет толщина металла, то можно на простом электроде дать 120 А.
Опытные сварщики советуют пользоваться следующей формулой. Вы можете попробовать следовать этой формуле.
Сила тока рассчитывавшийся по формуле 30-40 А. на 1мм электрода, т.е на электрод d 3 мм. ставим ток 90-120 А., на электрод d 4мм ставим ток 120-160А и т. При сварке в вертикальном положении уменьшаем силу тока на 15%.
Диаметр 2 мм. – 40 – 80 Ампер. «Двойка» - пожалуй, самый капризный электрод. Многим кажется, что чем меньше диаметр электрода, тем легче работать. Но это не совсем так. Например: «двойка» требует определенных навыков и сноровки, она быстро горит и очень сильно греется, если вы выставили большой ток. «Двойка» хороша тем, что требует мало тока и сваривает тонкие металлы. Но нужно умение и терпение.
Диаметр 3 мм или 3.2 мм. – 70-80 Ампер. ПРИ УСЛОВИИ СВАРКИ НА ПОСТОЯННОМ ТОКЕ. Все сходятся во мнении, что 80 Ампер – это максимальное значение тока, все что выше – это уже не сварка, а резка. Попробуйте начать сварку с 70 Ампер, поймете, что не проваривает - добавьте 5-10 Ампер, если и 80 Ампер мало - крутите ручку регулировки сварочного тока до 120 А., но не более. Если вы варите на ПЕРЕМЕННОМ ТОКЕ – вам следует выставить 110-130 ампер. Иногда даже до 150 Ампер. Но скорей всего вам это не нужно, так как у вас инверторный сварочный аппарат, а не трансформаторный.
Диаметр 4 мм. – 110-160 Ампер. Как видите колебание в 50 Ампер, это связанно с тем, какой у вас толщины металл и какой у вас навык работы «четверкой». Мы опять же рекомендуем пробовать с 110 Ампер и по мере необходимости добавлять силу тока.
Диаметры от 5 мм и выше – это уже профессиональные электроды, как правило, их используют сварщики профи. Давать им рекомендации мы не будем, они и так знают как ими работать, а начинающим сварщикам они попросту не нужны. Скажем лишь, что такие диаметры чаще используют не для сварки, а для наплавки.
Какой выбрать сварочный электрод?
Мы сейчас расскажем об основных типах сварочных электродов.
МР-3 и АНО – эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Эти электроды не для ответственных конструкций, ими никогда не варят мосты и несущие балки крыши, ими варят заборы, ворота и теплицы на даче, ограждения, небольшие металло-контрукции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Самые востребованные марки у сварщиков любителей и дачников.
УОНИИ 13/55 – это отличные электроды, но очень «специфические». УОНИИ 13/55 варят профессионалы. Надо варить на короткой дуге! Это электроды для ответственных конструкций. Горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
LB-52U – мы рекомендуем покупать эти электроды японской фирмы KOBELCO. Эти электроды берут для сварки труб под высоким давлением. Очень качественный шов. Электроды LB-52U одни из самых дорогих, как правило, их покупают предприятия и структуры связанные с ремонтом городских тепло/водо сетей.
Мы ознакомили вас с самыми ходовыми электродами. Ниже мы расскажем кратко об электродах Концерна ESAB (Швеция), возможно вы найдете именно то, что вам нужно. Все электроды фирмы ESAB начинаются с букв ОК – в честь основателя Концерна Оскара Кельберга.
OK 46.00 ESAB (Россия) – сваривать металлы этими электродами можно на постоянном и переменном токах. Часто эти электроды называют УНИВЕРСАЛЬНЫЙ или ЭЛЕКТРОД ДЛЯ СТАЛИ. Если вы не знаете что выбрать, берите эти электроды – не прогадаете. Электроды хороши тем, что имеют широкую линейку диаметров. Всегда можно подобрать нужный именно вам.
OK 48.00 ESAB (Швеция) - только постоянный ток. Идеально подойдут для ответственных конструкций.
Cпециальные электроды.
OK 61.30 ESAB – сварка нержавейка/нержавейка (марки стали 304, 308L, 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10).
ОК 67.60, ОК 67.62 ESAB - сварка нержавейка/сталь.
OK 63.30 ESAB (российские аналоги АНВ-26) – (марки стали 316, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2) идеально подходят для сварки тонкостенных труб и тонколистовых изделий.
Если вы не понимаете, какая сталь перед вами, вы не знаете ее состав – ваш выбор OK 68.81, OK 68.82 – этими электродами можно сваривать разнородные стальные изделия и стали неизвестного состава.
При сварке чугуна много нюансов!
Сварка чугун\сталь ESAB OK 92.18 (новое название OK Ni-Cl) - предназначены для сварки нетолстого чугуна (не более 3 слоев).
Сварка чугун\чугун; чугун\сталь ESAB OK 92.60. (новое название OK NiFe-Cl) -ими как раз можно варить чугун любой толщины и чугун со сталью
Сварка алюминия. Алюминий очень сложный металл, требует прогрева перед сваркой, быстро плавится и быстро застывает. Обычно алюминий варят TIG или MIG сваркой. Варить алюминий электродом очень сложно, но если у вас получится – вы можете считать себя мастером!
OK 96.20 ESAB - им можно варить очень ограниченное количество марок алюминия. Внимательно изучите состав.
Самый универсальный электрод по алюминию - это ОК 96.40. ВАЖНО, что электрод по алюминию надо использовать в один поджег. Незаконченный электрод надо заменять новым. Плюс, в отличие от сталей, надо совершать круговые движения концом электрода.
Для чего нужно прокаливать электроды?
Прокаливают электроды для того, чтобы убрать из них влагу. Если электрод отсырел – при сварке могут возникнуть дефекты в сварочном шве или электрод будет постоянно прилипать к изделию.
Обращаем внимание на то, что в нашем интернет-магазине все электроды «свежие», мы закупаем их у поставщиков имеющих специальные отапливаемые склады, электроды не хранятся на складах больше месяца, все пачки имеют герметичную упаковку.
Строительные компании имеют специальное оборудование для прокалки электродов, сварщики-любители, как правило, не имеют таких установок. Если вы открыли новую пачку – мы рекомендуем вам ее либо израсходовать полностью, либо убрать остатки не использованных электродов из пачки в сухое теплое место. Не храните электроды на открытом пространстве, на чердаках и в подвалах.
Полезная информация.
| Толщина металла, мм. | 1.1-2.0 | 3.0 | 4.0-5.0 | 6.0-8.0 | 9.0-12.0 | 13.0-15.0 |
| Диаметр электрода, мм. | 1.5-2.0 | 3.2 | 3.2-4.0 | 4.0 | 4.0-5.0 | 5.0 |
Прямая полярность и обратная полярность.
Если электрод на "+", а клемма на "-", то больше плавится электрод. - это называется обратная полярность.
Если электрод на "-", а клемма на "+", то больше плавится свариваемый металл. - это называется прямая полярность.
Постоянный ток - это DC, переменный ток - это AC. Как правило все сварочные аппараты ручной дуговой сварки варят на DC (постоянном токе).
При сварке на прямой полярности проплавление меньше (сварка тонколистовых изделий), и соответственно при обратной полярности больше (толстостенные изделия).
Покупайте надежную технику, зарекомендовавших себя фирм, а также качественные электроды, тогда сварка будет в радость!
Подбор горелки MIG →← Обзор сварочного полуавтомата Ergomax MIG 140svarkamall.ru
Какие электроды выбрать для сварки инвертором
Одним из самых современных способов соединения металлических конструкций является сварка. Технически сварка – это образование контакта двух металлических поверхностей веществом самих конструкций или веществом сварочного электрода.Ввиду этого различают электроды плавящиеся и неплавящиеся.
Кто изобрёл сварку
До изобретения сварки металлические конструкции соединяли либо болтовым, либо заклепочным крепежом. Данные способы неудобны в некоторых случаях, т. к. требуют предварительной подготовки самих поверхностей – как минимум просверливания отверстий.
Честь изобретения и дальнейшего усовершенствования технологии сварки принадлежит русским изобретателям – Н. Н. Бенардосу и Н. Г. Славянову, которые в свою очередь опирались на исследованиях электрической дуги профессором В. В. Петровым.
Сварочные электроды для инвертора какие лучше

Качество сварки напрямую зависит от материала и свойств электрода. Сегодня выпускаются различные сварочные электроды, позволяющие использовать их при сварке практически всех наиболее распространённых в строительстве металлических конструкций.
Как известно, электрод состоит из стержня и покрытия. Стержень представляет собой сварочную проволоку, являющуюся основным соединительным элементом сварочного соединения. Состав стержня определяет наиболее подходящий материал конструкции. Защитное покрытие облегчает сварочный процесс, обеспечивает образование однородного шва, получения стабильной электрической дуги, предотвращает разбрызгивание металла и воздействие атмосферы.
Помимо материала конструкции, выбор электрода зависит от расположения шва, температуры воздуха и других факторов.
Для сваривания конструкций, к которым не предъявляются высокие механические требования, таких как металлические ворота, ограждение и заборы, применяются электроды с рутиловым и рутилово-целлюлозным покрытием ( МР-3С и АНО «Монолит» и «Стандарт»). Материал подобных сооружений – это углеродистая и низколегированная сталь. Указанные электроды справляются в случае плохой очистки поверхности, неровности соединяемых кромок и наличия ржавчины. Положение шва – практически любое, используемый диаметр электродов – небольшой, т. к. при большом токе возможно образование неравномерного, пористого шва.
Рутилово-целлюлозные электроды

Рутилово-целлюлозные электроды считаются универсальными, отлично подходят для прихватки соединяемых материалов и для материалов с толстым покрытием. Образование шлака при сварке минимальное. Применение универсальных электродов минимизирует риски образования трещин после сварки, однако качество шва, как правило, не лучшее.
Рутиловые электроды применяются для угловых соединений. Такие электроды используют для сварки труб, для сваривания конструкций из легированной стали средней прочности УОНИ-13/55 и им подобные. К такому соединению предъявляются высокие требования по механическим характеристикам. Область действия данных электродов – сварка в промышленности, соединение арматуры и рельсов. Лучше всего при использовании данных электродов получаются нижние горизонтальные швы.
Выбор диаметра электродов обусловлен силой тока при сварочных работах. Чем толще электрод – тем большую силу тока он может выдержать. Стоит помнить, что толщина защитного покрытия не включается в диаметр электрода. Таким образом, указанный в технических характеристиках диаметр – это диаметр только сварочного стержня.
В современных условиях для сварки чаще всего применяют инверторные сварочные аппараты. Электроды для них используются такие же, как и для обычной электродуговой сварки.
Электроды для сварки цветных металлов
Для сварки цветных металлов и чугуна применяются электроды марок ОЗЧ, ОЗА, АНЦ, ОЗБ, ОЗЛ и им подобные. Основная трудность при сварке алюминия – тугоплавкая оксидная пленка. Для ее преодоления в состав покрытия электрода добавляют соли щелочных металлов, обеспечивающих получения ровного и однородного шва. Сварка меди трудоемка из-за активного взаимодействия ее с газами, содержащимися в атмосфере. Поверхность в большинстве случаев требует хорошей очистки. Сварка бронзы достаточно трудна из-за физических свойств материала.
Какой бы электрод не был выбран, на качества шва сильно влияет присутствие влаги в защитном покрытии. Считается, что электроды должны быть использованы в течение 8-ми часов после вскрытия упаковки. Атмосферная влага может конденсироваться в покрытии стержня электрода. Вода приводит к образованию пор и ухудшает механические свойства соединения. Для удаления воды электроды прокаливают в специальной печи. Универсальные электроды прокаливают при температуре не выше 250 градусов.
Сварочный электрод – один из основных расходных материалов в современном строительстве. Правильный выбор электрода позволит сэкономить затраты и обеспечить надежное соединение металлоконструкций на долгие годы.
hozyindachi.ru