Особенности и технические характеристики электрода мр 3с. Характеристики электроды мр 3
Что такое электрод МР 3с и его технические характеристики
Сварочные электроды представляют собой металлический или неметаллический стержень, который состоит из электропроводного материала. Эти конструкции предназначаются для проводимости тока к изделию, которое нужно сварить. Сегодня большое количество производителей изготавливают такие приспособления для работы с металлическими поверхностями. На рынке их насчитывается более двухсот штук, которые различаются между собой свойствами и маркировкой электродов.
 Стоит отметить, что большая часть половины изготавливаемой продукции относится к плавящимся электродам, которые предназначены для ручной дуговой сварки.
Стоит отметить, что большая часть половины изготавливаемой продукции относится к плавящимся электродам, которые предназначены для ручной дуговой сварки.
Сварочные электроды подразделяются на плавящиеся и те, которые не поддаются процессу плавления. Последние изготавливаются из тугоплавкого материала, к примеру, вольфрама. При этом учитываются все требования, которые заявлены в государственном стандарте. Они изготавливаются из электротехнического угля или синтетического графита.
Плавящиеся электроды изготавливаются с применением сварочной проволоки, которая согласна действующему государственному стандарту делится на легированную, углеродистую, а также высоколегированную. Сверху металлического стержня наносят дополнительный слой покрытия, для защиты конструкции. При этом используется метод прессования под специально созданным давлением.
Такое покрытие позволяет выполнять металлургическую обработку сварочной ванны, защищать её от разнообразного атмосферного воздействия, а также обеспечить более устойчивое горение дуги.
Как появился сварочный электрод?
История возникновения и применения сварочных электродов тесно переплетается с развитием сварочных технологий. Самый первый раз они были использованы в различных опытах и экспериментах, которые были связаны с определением свойств электрических дуг. Эти научные проверки проводились профессором Петровым В.В.
Большое количество научных исследователей и настоящих учёных трудились над разработкой настоящего сварочного электрода, а также усовершенствованием представленной конструкции. В конечном результате было принято решение использовать такие элементы, как натрий, кальций и калий. Эти вещества имеют максимально низкий потенциал и способны обеспечить лёгкое возгорание дуги, а также поддерживать её цикл горения.
В первой четверти двадцатого века учёные смогли разработать множество конструкций для ручной сварки, способы их производства и оптимальный состав для покрытия.
Общепринятая классификация покрытия
Электроды для ручной дуговой сварки, которые имеют специальное покрытие, представляют собой стержень, имеющий длину до 400 миллиметров. Они производятся из сварочной проволоки, где после этого наносится дополнительный слой. Существует основная классификация покрытий:
- Стабилизирующие. Это особенные материалы, которые включают в собственный состав легко ионизирующие элементы. Их нужно наносить достаточно тонким слоем на стержень электродов.
- Защитное покрытие. Это механическая смесь из разных материалов. Представленный слой способен защитить расплавленный металл от воздействия окружающей среды. При этом защитное покрытие стабилизирует горение дуги, легирует и рафинирует швы металла.
- Магнитное покрытие. Их нужно наносить непосредственно на проволоку во время выполнения сварочных работ. Это действие осуществляется при помощи электромагнитных сил, которые появляются между проволокой и порошком.
Что собой представляют электроды мр 3с?
Электроды МР 3с производятся в строгом соответствии с техническими требованиями и стандартами. Именно эти положения способны определить их точные размеры, механические свойства металлического шва и сварного соединения.
Представленные электроды отличаются от других конструкций тонким рутиловым покрытием. Они предназначены для сваривания углеродистой стали. Стоит отметить, что показатели предела прочности шва во время растяжения должны быть не больше 450 МПа.
Согласно технике безопасности и техническим требованиям сварочные работы не могут производиться в любом пространственном положении. Исключение составляет положение «вверх-вниз». Электроды мр 3с способны оказывать определяющее воздействие на итоговое качество сварного шва.
Эти элементы, благодаря своим техническим свойствам, предоставляют все возможности для получения шва, который согласно механическим показателям не будет отличаться от основного металла. Именно по этой причине, такие их используются для сварки ответственных конструкций.
Рутиловое покрытие для электродов типа МР-3 – это соединение минералов рутила или двуокиси титана. В это вещество добавляются алюмосиликаты или карбонаты. Представленные компоненты способны увеличить показатели вязкости направленного металла, а также препятствуют образованию новых трещин в сварном шве.
Главная особенность электродов марки МР-3 заключается в достаточно низкой чувствительности к качеству обработки кромок на поверхности, где выполняются свариваемые работы. Представленные кромки не будут реагировать на ржавчину или любые другие загрязнения. Рутиловое покрытие способно обеспечить высокие показатели производительности, а также оптимальные экологические и технологические показатели сварочного производственного процесса.
Электроды мр 3с технические характеристики
Можно выделить несколько важных характеристик синих электродов мр 3:

- рутиловое покрытие;
- показатели коэффициента наплавления – около 8,5 г/Ач;
- производительность наплавления – 1,2 килограмма в час;
- расход электродов на один килограмм металла составляет 1,7 кг.
Используя МР-3С можно сваривать ржавый металл, который плохо очищается от окисления и других загрязнений металла. Представленные конструкции способы обеспечить лёгкое перекрытие зазора. Процесс сварки будет происходить легко и без определённых усилий.
Мастера смогут быстро сделать любые нужные швы в потолочном положении, при постановке прихватки, а также для неповоротного стыка в трубопроводе. Такие электроды помогут сделать сварочные работы на предельно низком токе. Они имеют повышенные показатели эффективности при проведении сварки таврового соединения, чтобы получить гарантированный вогнутый шов.
stanok.guru
технические характеристики и особенности сварки
Для создания соединительного шва между углеродистыми сталями методом дуговой сварки можно использовать различные марки электродов. Однако специалисты считают оптимальным выбором именно МР-3. Они рассчитаны для работы в различных условиях и при соблюдении технологии процесса позволяют обеспечить качественный бездефектный шов.
Конструкция и материал изготовления
 Электроды марки МР-3 изготавливаются из проволоки различного диаметра. На поверхность каждого изделия наносят рутиловое покрытие. Длина изделия может варьироваться от 300 до 450 мм, а наружный диаметр – от 2 до 6 мм.
Электроды марки МР-3 изготавливаются из проволоки различного диаметра. На поверхность каждого изделия наносят рутиловое покрытие. Длина изделия может варьироваться от 300 до 450 мм, а наружный диаметр – от 2 до 6 мм.
Благодаря такой конструкции с помощью электродов этого типа можно выполнять сварочные работы по неочищенным поверхностям и с частичной ржавчиной. Однако при хранении нужно следить за соблюдением показателя влажности. Если рутиловое покрытие будет иметь этот показатель свыше 1,5%, то перед применением необходимо предварительно выполнить прокаливание их поверхности в течение 60 мин при температуре до 180°С.
Во время работы следует учитывать номинальные характеристики сформированного сварочного шва. Если было выполнено соблюдение технологии сварки, то оптимальное сопротивление разрыву будет составлять 46 кгс/мм². При этом коэффициент наплавки шва не должен превышать показатель 8,5 г/А*ч. Для подсчета количества штук следует учитывать массу наплавки во время сварки. Для МР-3 она составляет порядка 1,7 кг/час.
Этот вид электродов рассчитан для работы практически во всех положениях, за исключением вертикального сверху вниз. Во время работы нужно учитывать относительно легкое начальное зажигание. Этот же показатель можно отнести и к повторному зажиганию сварочной дуги. Процесс сварки характеризуется небольшим объемом разбрызгивания расплавленного металла. После окончания работ удаление шлака со сварной поверхности происходит легко, без применения дополнительных усилий.
Технические характеристики
При приобретении электродов МР-3 следует проверить их соответствие нормированным документам. Данные изделия должны производиться согласно ГОСТ 9467-75 и ТУ 1272-99-00187211-2001. Эти данные указываются на упаковке с изделиями. Электроды предназначены для формирования сварного шва между металлами, у которых содержание углерода не превышает показатель 0,25%.
Выбор определенного типа изделий по геометрическим параметрам зависит от показателя сварочного тока.
Хорошие механические свойства объясняются довольно плотным рутиловым слоем. Отношение диаметра стального стержня к размеру рутила составляет 1,2. Именно благодаря этому изделие можно применять при сварке ответственных конструкций.
Этот тип электродов рассчитан на широкий спектр сварочных работ. При соблюдении технологии изготовления их характеристики будут соответствовать нормированным. Поэтому во время покупки нужно обращать внимание на качество упаковки и завод-изготовитель. От последнего во многом зависит качество электродов МР-3.
ismith.ru
Электроды МР-3С популярны и просты в использовании
Раздел: МР
Покрытие: Рутиловое (Р)
Назначение: Для сварки углеродистых и низколегированных сталей
Сварочный ток: Переменный и постоянный, обратная полярность (~/+)
Пространственное положение при сварке: Все положения (1)
Применение: для ответственных конструкций, Электроды для сварки труб
Выпускается производителями: Lincoln Electric (США, Кливленд), ЛЭЗ, Лосиноостровский Электродный Завод, РОТЕКС (Кострома, Москва), СЗСМ (Костромская область), СпецЭлектрод (Москва, Санкт-Петербург, Екатеринбург), Сычевский электродный завод (Москва), ТАНТАЛ ЛТД (Сызрань), Шадринск, Шадринский электродный заводСреди прочих электродов по внешнему виду электроды МР-3С выделяются синим цветом рутилового покрытия, которым они обработаны снаружи. Они нашли широкое применение в производстве, машиностроении, строительстве при сваривании высоко углеродистых и низколегированных сталей и сплавов. Электроды МР-3С обеспечивают сварочному шву до 460 MПа временного сопротивления разрыву.
Особенности применения электродов
- Легкая воспламеняемость дуги при первом и повторных розжигах.
- В процессе работы рутиловое покрытие обеспечивает защиту сварочного шва от вкраплений шлака и быстрого окисления.
- Высокое постоянство сварочной дуги, в сравнении с другими видами.
- Электроды обеспечивают законченный ровный шов, без пор и микропустот, с высокой степенью прочности к механическим нагрузкам, усталости и износу, что делает их применение целесообразным при сваривании ответственных металлоконструкций, например, стыков трубопроводов с использованием в стационарных условиях без нагрузки.
- С успехом могут использоваться для временного прихватывания и постоянного соединения металлических элементов в любых положениях, в том числе вертикально сверху вниз, что обеспечивается легкостью возгорания дуги.
- Относительную простоту выполнения сварочных работ обеспечивают качественные материалы и высокая квалификация сварщика, в результате образуется не сильно возвышающийся над поверхностью свариваемых деталей шов, а стыки между основным металлом и швом плавные.
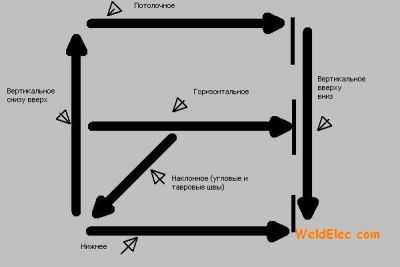
Технологические режимы для электродов
- Диаметр 2,5 мм при работе в нижнем режиме рассчитан на силу тока 70-90 А, в потолочном и вертикальном – 60-100 А, при вертикальном сверху вниз – 100-110 А.
- Диаметр 3,0 мм при работе в нижнем режиме рассчитан на силу тока 90-130 А, в потолочном и вертикальном – 80-110A, при вертикальном сверху вниз – 140-17-А.
- Диаметр 4,0 мм при работе в нижнем режиме рассчитан на силу тока 140-180A, в потолочном и вертикальном режиме – 120-160A.
- Диаметр 5,0 мм при работе в нижнем режиме рассчитан на силу тока 170-220A, в потолочном и вертикальном режиме – 150-190A.
- Диаметр 6,0 мм при работе в нижнем режиме рассчитан на силу тока 240-300A, холостой ход около 50B.
Видео
Предлагаем посмотреть ролик, в котором дилетант-самоучка сравнивает в работе данную марку электродов с другими, возможно, это поможет вам в выборе.
АНО-21 & УОНИ-13/55 & МР-3С
Монолит РЦ & МР-3С
МР-3С (СЗСМ) & АНО-21 (Тигарбо, КОМЗ)
МР-3С (СЗСМ) & ОЗС-12 (СЗСМ)
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
МР-3. Сварочные электроды МР-3.
МР-3. Электроды сварочные Э46-МР-3-Ф-УД.
ГОСТ 9466-75, ГОСТ-9467-75 (тип Э46)

Основное назначение сварочных электродов МР-3:
Электроды МР-3 с рутилово-основным покрытием, предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 490 МПа. Сварка производится во всех пространственных положениях на переменном и постоянном токе обратной полярности. Стержень из проволоки марок Св-08, Св-08А по ГОСТ 2246-70. Диаметр выпускаемых электродов 2,0; 2,5; 3,0; 4,0; 5,0 и 6,0 мм.
Характеристика электродов МР-3:
Покрытие – рутиловое. Коэффициент наплавки – 7,5 г/Ач. Производительность (для диаметра 4,0 мм) – 1,2 кг/ч Расход электродов на 1 кг наплавленного металла – 1,7 кг.
Типичные механические свойства металла шва:
| Временное сопротивление, МПа | Предел текучести, МПа | Относительное удлинение, % | Ударная вязкость КСUШ, Дж/см 2 |
| 480 | 390 | 26 | 125 |
Химический состав наплавленного металла, %:
| С | Мn | Si | S | P |
| 0.10 | 0.66 | 0.10 | 0.019 | 0.030 |
Размеры электродов МР-3 и сила тока при сварке:
| Диаметр, мм | Длина, мм | Ток, А | Среднее количество электродов в 1 кг, шт. |
| 3,0 | 350 | 80-140 | 39 |
| 4,0 | 450 | 140-220 | 16 |
| 5,0 | 450 | 160-260 | 11 |
Особые свойства сварочных электродов МР-3:
Допускают сварку ржавого, плохо очищенного от окислов и других загрязнений металла, обеспечивают легкое перекрытие зазоров.
Технологические особенности сварки электродами МР-3:
Сварку ведут средней или короткой дугой
Обязательна прокалка перед сваркой: 150-180 °С; 40-60 мин.
Условное обозначение: Э46-МР-3- Ø -УД Е 430(3)-Р26
ГОСТ 9466-75, ГОСТ 9467-75.
У нас самый широкий выбор сварочных электродов!!!
Всегда на складе МР-3 д. 2,0 мм, МР-3 д. 3 мм, МР-3 д. 4 мм, МР-3 д. 5 мм и МР-3-6.
Сварочные электроды марки МР-3:
Одни из наиболее известных используемых при дуговой сварке электродов – МР-3. Они пользуются постоянной популярностью благодаря своей универсальности и довольно низкой цене. Электрод марки МР-3 используется для дуговой ручной сварки, а так же работы с ответственными конструкциями из углеродистой и низкоуглеродистой стали, при временном сопротивлении до 490 МПа во всех пространственных положениях шва переменным током и постоянным током обратной полярности. Электроды марки МР-3 обладают рутиловым-основным покрытием, которое обеспечивает защиту от шлаков. Коэффициент наплавки – 7,5 г/Ач., производительность (для диаметра 4,0 мм) – 1,2 кг/ч. Расход на 1 кг наплавленного металла – 1,7 кг электродов МР-3. Кроме того, этот электрод МР-3 можно использовать при работе с ржавым, плохо очищенным металлом, благодаря своим свойствам МР-3 обеспечивает легкое перекрытие зазора. Сварку при помощи электрода МР-3 ведут средней или короткой дугой, предварительно прокалив инструмент при 150-180°С примерно 40-60 минут.
В основном сварочные швы можно разделить на четыре разновидности: стыковые швы, угловые, нахлесточные и тавровые.
Стыковой шов - это соединение двух деталей их торцевыми поверхностями, которые могут различаться по толщине. Такие швы получили широкое распространение в машиностроении, при сварке трубопроводов и различных резервуаров.
Угловой шов представляет собой сварку двух плоскостей, которые находятся под углом друг к другу. Особенно широко такие швы применяются в строительстве
Нахлесточный шов - соединение, в котором один лист металла накладывается на другой, частично перекрывая его. Такие швы есть в конструкциях различных ферм, мачт, резервуаров.
Тавровый шов это соединение, в котором торец одного изделия приваривается к боковой поверхности другого изделия (элемента). Схематически такие соединения имеют вид буквы Т. Так же как и в угловом соединении, тавровое предполагает соединение как под прямым углом, так и любым другим углом.
Все четыре разновидности сварных соединений представлены на рис.
А стыковой шов
В угловой шов
В нахлесточный шов
Г тавровый шов
Сварочные электроды, электроды по нержавейке, электроды для нержавейки, сварочные электроды для сварки нержавейки, нержавеющие сварочные электроды, электроды по аллюминию, электроды для сварки аллюминия, аллюминивые электроды, электроды для сварки бронз, электроды для бронзы, бронзовые электроды, электроды для сварки меди, электроды по меди, электроды для меди, медные электроды, электроды для сварки чугунов, электроды для сварки чугуна, электроды для чугуна, электроды по чугуну и т.п.
saturn-sv.ru
Какие характеристики сварочных электродов МР 3?

Многие профессиональные сварщики знают, что для сварки низколегированных видов стали прекрасно подходят электроды МР 3. По сравнению с другими электродами, они имеют высокие сварочно-технологические показатели. В это же самое время они полностью соответствуют ГОСТу и требованиям мирового рынка. В целом, самой главной положительной чертой электродов МР 3 является их высокая производительность.
У электродов МР 3 есть свои отличительные черты, которое доказывают правильность их использования при сваривании. Они могут производить сварку как большой, так и средней толщины, а самым оптимальным вариантом для использования является средняя и короткая длина дуги. Предварительная прокалка электродов должна происходить при температуре 170 – 210 градусов по Цельсию в течение не более одного часа.
Электроды МР 3 относятся к тому типу электродов, которые могут работать как от источников постоянного тока, так и от источников переменного тока. Также ими можно варить во всех пространственных положениях. Помимо такого множества положительных качеств, МР 3 способствуют легкости и простоте сваривания потолочных швов и прихваток.
Также эти электроды широко применяются при сваривании водопроводных труб. Их отличительной особенностью является отличное отделение шлаков, что очень нравится многим сварщикам, ведь в этом случае не нужно прилагать больших усилий при снятии шлаков с изделия.
Львиной долей своих прекрасных особенностей электроды МР 3 обязаны своему специальному химическому составу обмазки. Это также обеспечивает формирование хорошего обжима дуги и постоянство горения, независимо от того как происходит сваривание: прихватками или же в движении. К примеру, они могут работать с сильно окисленными поверхностями. Их коэффициент наплавки составляет около 8 г/Ач. В основном покрытие данных электродов состоит из серы, кремния, углерода, фосфора и марганца. Средний диаметр электродов МР 3 составляет от 2,5 до 6 миллиметров. Такой диапазон толщины электродов позволяет Вам подобрать самые удобные электроды для сваривания высокого качества.
Электроды МР 3 могут работать от источника питания 50 Вольт. Найти такой источник питания или изобрести самому Вам не составит большого труда. При всех этих положительных качествах цена за килограмм не поднимается сильно высоко. Купить электроды МР 3 Вы можете, как и на просторах Сети, так и в специализированных магазинах, которые продают сварочное оборудование. Самым правильным решением будет покупка электродов высокого качества прямо у завода-изготовителя. Это будет для Вас самым выгодным вариантом потому что, таким образом, Вы будете избегать накруток от перекупщиков их магазинов. Для того чтобы совершить выгодную покупку Вам нужно всего лишь перейти на специальную страницу нашего сайта «Контакты». Там Вы без проблем сможете найти ссылки, ведущие на сайты заводов-изготовителей электродов и сварочного оборудования.
elektrod-3g.ru
Электроды МР-3
Сварочные электроды мр-3 с рутиловым покрытием используются для ручной дуговой сварки конструкций из низкоуглеродистых сталей (с содержанием углерода до 0,25% C) в любых пространственных положениях. Выпускаются диаметром от 2 до 6 мм, длиной от 300 до 450 мм.
Сварка производится переменным током или постоянным на обратной полярности (плюс на электроде). Uхх = 50 В и более. Сила сварочного тока зависит от диаметра электрода:
- dэл = 2 мм, Iсв = 30-90 А;
- dэл = 2,5 мм, Iсв = 50-100 А;
- dэл = 3 мм, Iсв = 90-140 А;
- dэл = 4 мм, Iсв = 140-210 А;
- dэл = 5 мм, Iсв = 170-260 А;
- dэл = 6 мм, Iсв = 210-290 А.
Электроды мр-3 обеспечивают высокую производительность сварки, низкое разбрызгивание и высокое качество металла шва.
Применяются для сварки деталей с плохо очищенными поверхностями (с присутствием окислов, ржавчины и т.п.).
При сварке больших толщин рекомендуется держать короткую или среднюю дугу, наклон электрода в сторону сварки. Перед сваркой электрод МР-3 следует прокалить при температуре около 200 oC в течение 1 часа.
Основные характеристики электродов МР-3 (МР-3С):
Коэф. наплавки = 8,5 г/час;На кг металла приходится 1,7 кг электродов;Временное сопротивление = 450 МПа.Ударная вязкость = 80 Дж/см2.
Химический состав металла электрода:
- C < 0,12%;
- Mn = 0,37-0,7%;
- Si = 0,1-0,25%;
- S < 0,04%;
- P < 0,045%.
Электроды для сварки МР-3 имеют ряд положительных свойств:
- Простота повторного возбуждения дуги, благодаря чему удобно делать прихватки;
- Сварные швы имеют хороший внешний вид;
- Возможность вести сварку на низких токах;
- Экономный расход электрода;
- Шлаки легко отделяются от шва;
- Сварка влажных поверхностей;
- Малотоксичное покрытие.
МР-3 относятся к электродам типа Э-46. Продаются в упаковках по 5 кг. Средняя цена составляет от 50 до 100 р за кг и зависит от количества электродов в упаковке и их диаметра.
Также по теме:
svarder.ru
Сварочные электроды МР-3: технические характеристики
Электроды МР3 изготавливаются в соответствии с ТУ 1272-299-00187211-2001, которые определяют их основные размеры, а также механические свойства металла шва и сварного соединения.
Электроды МР3 имеют тонкое рутиловое покрытие (отношение диаметра электрода к диаметру стального стержня D/d = 1,20) и предназначены для сварки углеродистых сталей. При этом предел прочности шва при растяжении не превышает 450 МПа.
Согласно ТУ 1272-299-00187211-2001, сварка может вестись в любом пространственном положении, за исключением положения «сверху вниз».
Электроды оказывают определяющее воздействие на качество сварного шва. Сварочные электроды МР-3 позволяют получить шов, который по механическим показателям не отличается от основного металла. Это дает возможность применять их для сварки ответственных конструкций.
Рутиловое покрытие электродов МР-3 представляет собой минерал рутил (двуокись титана) с добавлением алюмосиликатов или карбонатов. Эти вещества способствуют увеличению вязкости наплавленного металла и препятствуют образованию трещин в сварном шве.
Несомненным преимуществом электродов марки МР-3 является их низкая чувствительность к качеству обработки кромок свариваемых поверхностей, к наличию влаги, ржавчины и загрязнений. Рутиловое покрытие обеспечивает высокую производительность и оптимальные экологические и технологические показатели сварочного производства.
|
Диаметр, мм |
Длинна электрода, мм |
Сварочный ток, А |
||
|
Нижнее |
Вертикальное |
Потолочное |
||
|
2,0 |
250, 300 |
50-90 |
50-70 |
50-70 |
|
2,5 |
250, 300, 350 |
60-110 |
60-90 |
60-90 |
|
3,0 |
300, 350 |
110-140 |
80-110 |
80-110 |
|
3,25 |
300, 350 |
100-140 |
80-110 |
80-110 |
|
4,0 |
450 |
160-220 |
140-180 |
140-180 |
|
5,0 |
450 |
180-260 |
160-200 |
- |
Механические свойства:
|
Металл шва |
Сварное соединение |
|||
|
Предел прочности , МПа (кгс/мм2) |
Относительное удлиннение % |
Ударная вязкость, Дж/см2 (кгс*м/см2) |
Предел прочности, Мпа (кгс/мм2) |
Угол загиба, град. |
|
450 (46) |
18 |
78 (8) |
450 (46) |
150 |
www.metizniki.ru