ГОСТ 10605-94 Гайки шестигранные с диаметром резьбы свыше 48 мм класса точности В. Технические условия. Класс точности резьбы гост
Класс - точность - резьба
Класс - точность - резьба
Cтраница 2
Выбор класса точности резьбы необходимо производить с учетом эксплуатационных требований, предъявляемых к резьбовому соединению, и механических свойств пластмассы данной марки. При этом должно быть учтено следующее. [16]
Установлено три класса точности резьбы: кл. [17]
Установлено три класса точности резьбы: кл. Выбор класса точности для конкретных резьбовых соединений производится в зависимости от их назначения. [18]
При назначении класса точности резьбы необходимо установить технологически достижимую точность для данной марки пластмассы. Достижимый класс точности определяется расчетом или ( для повышенной степени точности) по табл. VII. Эта зона, отмеченная определенной штриховкой, укажет достижимый класс точности при условии изготовления резьбы в пресс-форме с корректированным шагом. [19]
ГОСТ 8381 - 66 Класс точности резьбы 3 в обозначении не указывается. [20]
По ГОСТ 9562 - 60 класс точности резьбы определяется суммарным допуском среднего диаметра. Установлено три класса точности ( 1; 2 и 3) и следующие посадки в системе отверстия: скользящая посадка 1-го класса точности ( кл. [21]
К берется в зависимости от класса точности резьбы. [22]
Величины допусков при переходе от одного класса точности резьбы к другому отличаются примерно в 1 6 раза. [23]
Поля допусков устанавливают в зависимости от выбранного класса точности резьбы: в соответствии с требованиями, предъявляемыми к точности резьбового соединения, поля допусков резьб болтов и гаек установлены в трех классах точности; среднем, грубом и очень грубом. Кроме того, следует учитывать длину свинчивания резьбы: короткую S, нормальную N и длинную L ( ГОСТ 16093 - 81 -см, табл. 6.32. Длины свинчивания для резьбовых деталей из пластмасс с особо крупными шагами: при Р 1 мм и номинальных диаметрах ев, 2 8 до 5 6 мм S 3 мм; N 3 - 9 мм; L 9 мм; при шаге 1 5 мм и тех же номинальных диаметрах S 4 6 мм; N 4 6 - - 14 мм; L 14 мм. Допуску диаметров резьб, если нет особых оговорок, относятся к наиболь-1 тему значению нормальной длины свинчивания или ко всей длине резьбы, если она меньше, наибольшей нормальной длины свинчивания. [24]
При изучении курса Черчение поле допуска или класс точности резьбы рекомендуется в условном обозначении не указывать. [25]
Допускаются различные сочетания норм отклонений Ь с классами точности резьбы. [26]
Нарезание резьбы вихревым методом обеспечивает 3 - й класс точности резьбы с шагом 2 мм и выше и 2 - й класс - у резьб с шагом менее 2 мм. [27]
На производственных чертежах дополнительно указывают: тюле допуска, класс точности резьбы, класс прочности, подгруппу материала, шифр покрытия и его толщину. [28]
Точность резьбовых калибров и допусков на их изготовление определяется классом точности резьбы обрабатываемой детали, которым предусматриваются предельные отклонения по размеру шага, среднего диаметра и профиля резьбы. [29]
Для резьб, по которым стандартизовано несколько классов точности, обозначается класс точности резьбы. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Классы - точность - резьба
Классы - точность - резьба
Cтраница 1
Классы точности резьб с мелкими шагами в настоящее время применяются вне зависимости от п, исходя лишь из необходимости иметь тот или иной допуск b при любом п на длине свинчивания. [1]
Классы точности резьбы как конструкторские категории связаны со степенями точности изготовления резьб ( см. рис. 6.6 и 6 7) - от 6 - й до 10 - й включительно, причем б-я степень точности является основной, допуск ее является резьбовой единицей. [2]
В табл. 20 приведены классы точности резьбы, формуемой в пластмассе. В этой же таблице даны значения As, AU3H и б, при которых достигаются эти классы точности. [3]
В табл. 20 приведены классы точности резьбы, формуемой в пластмассе. В этой же таблице даны значения As, Аизн и б, при которых достигаются эти классы точности. [4]
Обозначения стандартных винтов других типов и классов точности резьбы аналогичны приведенным выше с заменой лишь номера ГОСТ, указанием класса точности резьбы и покрытия. [5]
Обозначения стандартных болтов других типов и классов точности резьбы аналогичны приведенным выше с заменой лишь номера ГОСТ, указанием класса точности резьбы и покрытия. [6]
Обозначения стандартных болтов других типов и классов точности резьбы аналогичны приведенным выше с заменой лишь номера ГОСТ, указанием класса точности резьбы и покрытия. [7]
Новые стандарты определяют размеры изделия, шаги и классы точности резьбы, основные физико-механические свойства готовых изделий, защитные и декоративные покрытия. Все эти показатели введены в условные обозначения крепежных деталей. [8]
Основы этой системы допусков и посадок, включающие степени точности, классы точности резьб, нормирование длин свинчивания, методики расчета допусков отдельных параметров резьбы, обозначение точности и посадок метрических резьб на чертежах, контроль метрических резьб и другие вопросы системы являются общими для всех разновидностей метрических резьб, хотя каждая из них имеет и свои особенности, иногда существенные, которые получили отражение в соответствующих ГОСТах. [9]
В новом стандарте ГОСТ 9562 - 60 на допуски трапецеидальной резьбы вместо степеней точности предусмотрены классы точности резьбы. [10]
Новые стандарты на болты, винты и гайки являются документами, полностью определяющими размеры изделия, шаги и классы точности резьбы, основные физико-механические свойства материалов, защитные и. [11]
Система допусков трапецеидальной резьбы предусматривает: допуски диаметров резьбы, положения полей допусков диаметров резьбы, классификацию длин свинчивания, поля допусков резьбы п их выбор с учетом длин свинчивания и классов точности резьбы. [12]
Классы точности резьбы регламентированы независимо от методов ее изготовления. Однако для получения резьбы требуемого класса точности необходимо применять определенные методы и режимы ее изготовления. При различных методах изготовления резьбы получается различная шероховатость ее поверхности. Данные промышленности и специальных исследований по точностным возможностям различных методов изготовления резьбы приведены в табл. 9.7. Точность резьбы и шероховатость ее поверхности определяются типом и состоянием оборудования и инструмента, жесткостью системы станок - приспособление - инструмент - деталь, режимом резьбообразования и другими технологическими факторами. Например, нарезание резьбы заточенным инструментом за несколько проходов повышает ее точность и уменьшает шероховатость. По мере износа резьбо-образующего инструмента шероховатость увеличивается, а точность резьбы понижается. Для термически необработанной или отожженной стали шероховатость получается большей, чем для нормализованной. [13]
Шпильки изготавливаются двух типов: А - с одинаковыми номинальными диаметрами резьбы и гладкой части и Б - с номинальными диаметрами резьбы, большими номинального диаметра гладкой части. Классы точности резьбы у 1ппилек нормальной точности - 3, 2 и 2а, причем 3 - й класс точности является основным. [14]
Классы точности резьбы регламентированы независимо от методов ее изготовления. [15]
Страницы: 1 2
www.ngpedia.ru
Класс - точность - резьба
Класс - точность - резьба
Cтраница 2
Выбор класса точности резьбы необходимо производить с учетом эксплуатационных требований, предъявляемых к резьбовому соединению, и механических свойств пластмассы данной марки. При этом должно быть учтено следующее. [16]
Установлено три класса точности резьбы: кл. [17]
Установлено три класса точности резьбы: кл. Выбор класса точности для конкретных резьбовых соединений производится в зависимости от их назначения. [18]
При назначении класса точности резьбы необходимо установить технологически достижимую точность для данной марки пластмассы. Достижимый класс точности определяется расчетом или ( для повышенной степени точности) по табл. VII. Эта зона, отмеченная определенной штриховкой, укажет достижимый класс точности при условии изготовления резьбы в пресс-форме с корректированным шагом. [19]
ГОСТ 8381 - 66 Класс точности резьбы 3 в обозначении не указывается. [20]
По ГОСТ 9562 - 60 класс точности резьбы определяется суммарным допуском среднего диаметра. Установлено три класса точности ( 1; 2 и 3) и следующие посадки в системе отверстия: скользящая посадка 1-го класса точности ( кл. [21]
К берется в зависимости от класса точности резьбы. [22]
Величины допусков при переходе от одного класса точности резьбы к другому отличаются примерно в 1 6 раза. [23]
Поля допусков устанавливают в зависимости от выбранного класса точности резьбы: в соответствии с требованиями, предъявляемыми к точности резьбового соединения, поля допусков резьб болтов и гаек установлены в трех классах точности; среднем, грубом и очень грубом. Кроме того, следует учитывать длину свинчивания резьбы: короткую S, нормальную N и длинную L ( ГОСТ 16093 - 81 -см, табл. 6.32. Длины свинчивания для резьбовых деталей из пластмасс с особо крупными шагами: при Р 1 мм и номинальных диаметрах ев, 2 8 до 5 6 мм S 3 мм; N 3 - 9 мм; L 9 мм; при шаге 1 5 мм и тех же номинальных диаметрах S 4 6 мм; N 4 6 - - 14 мм; L 14 мм. Допуску диаметров резьб, если нет особых оговорок, относятся к наиболь-1 тему значению нормальной длины свинчивания или ко всей длине резьбы, если она меньше, наибольшей нормальной длины свинчивания. [24]
При изучении курса Черчение поле допуска или класс точности резьбы рекомендуется в условном обозначении не указывать. [25]
Допускаются различные сочетания норм отклонений Ь с классами точности резьбы. [26]
Нарезание резьбы вихревым методом обеспечивает 3 - й класс точности резьбы с шагом 2 мм и выше и 2 - й класс - у резьб с шагом менее 2 мм. [27]
На производственных чертежах дополнительно указывают: тюле допуска, класс точности резьбы, класс прочности, подгруппу материала, шифр покрытия и его толщину. [28]
Точность резьбовых калибров и допусков на их изготовление определяется классом точности резьбы обрабатываемой детали, которым предусматриваются предельные отклонения по размеру шага, среднего диаметра и профиля резьбы. [29]
Для резьб, по которым стандартизовано несколько классов точности, обозначается класс точности резьбы. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
ГОСТ 10605-94 Гайки шестигранные с диаметром резьбы свыше 48 мм класса точности В. Технические условия
ГОСТ 10605-94
(ИСО 4032-86)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ , МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении Госстандарта России
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации , метрологии и сертификации (протокол № 6-94 от 21 октября 1994 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
|
Белстандарт |
|
Республика Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
Настоящий стандарт представляет собой полный аутентичный текст ИСО 4032-86 «Гайки шестигранные типа I классов А и В» в части гаек с диаметром резьбы 52 , 56 и 64 мм класса точности В и содержит дополнительные требования , отражающие потребности народного хозяйства
3 Постановлением Комитета Российской Федерации по стандартизации , метрологии и сертификации от 10 октября 1995 г. № 524 межгосударственный стандарт ГОСТ 10605-94 (ИСО 4032-86) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1996 г.
4 ВЗАМЕН ГОСТ 10605-72
ГОСТ 10605-94
(ИСО 4032-86)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГАЙКИ ШЕСТИГРАННЫЕ С ДИАМЕТРОМ РЕЗЬБЫ СВЫШЕ 48 мм КЛАССА ТОЧНОСТИ В
Технические условия
Hexagon nuts with thread diameter over 48 mm.
Product grade B.
Specifications
Дата введения 1996-01-01
Настоящий стандарт распространяется на шестигранные гайки с диаметром резьбы от 52 до 150 мм , класса точности В.
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.301-86 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.303-84 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 1759.1-82 Болты , винты , шпильки , гайки и шурупы. Допуски. Методы контроля размеров и отклонений формы и расположения поверхностей
ГОСТ 9150-81 ОНВ. Резьба метрическая. Профиль.
ГОСТ 16093-81 ОНВ. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 17769-83 Изделия крепежные. Правила приемки
ГОСТ 18126-72 Болты и гайки с диаметром резьбы свыше 48 мм. Технические условия
ГОСТ 18160-72 Изделия крепежные. Общие технические условия. Упаковка. Маркировка. Транспортирование и хранение
ГОСТ 24705-81 ОНВ. Резьба метрическая. Основные размеры
Конструкция и размеры гаек должны соответствовать указанным на рисунке 1 и в таблице 1.
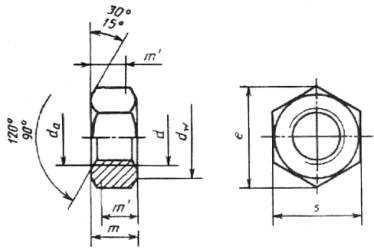
Рисунок 1
Пример условного обозначения гайки диаметром резьбы 56 мм , с крупным шагом резьбы с полем допуска 6Н , из материала группы 05 , с цинковым покрытием толщиной 9 мкм , хроматированным:
Гайка М 56.05.019 ГОСТ 10605-94
То же , с мелким шагом резьбы с полем допуска 6Н , из материала группы 21 , из стали марки 12Х18Н9Т без покрытия:
Гайка М 56 ´ 4.21.12Х18Н9Т ГОСТ 10605-94
Таблица 1 мм
|
Резьба d |
(52) |
56 |
64 |
72 |
(76) |
80 |
90 |
100 |
110 |
125 |
140 |
150 |
|
|
Р |
крупный |
5,0 |
5,5 |
6,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
мелкий |
3,0 |
4,0 |
6,0 и 4,0 |
||||||||||
|
da |
мин. |
52 |
56 |
64 |
72 |
76 |
80 |
90 |
100 |
110 |
125 |
140 |
150 |
|
макс. |
56,2 |
60,5 |
69,1 |
77,8 |
82,1 |
68,4 |
97,2 |
108,0 |
118,8 |
135,0 |
151,2 |
162,0 |
|
|
dwмин. |
74,2 |
78,7 |
88,2 |
97,7 |
102,4 |
107,2 |
121,1 |
135,4 |
144,9 |
168,6 |
187,2 |
211,0 |
|
|
e мин. |
88,25 |
93,56 |
104,86 |
116,16 |
121,81 |
127,46 |
144,08 |
161,03 |
172,33 |
200,58 |
222,72 |
250,97 |
|
|
m |
макс. |
42 |
45 |
51 |
58 |
61 |
64 |
72 |
80 |
88 |
100 |
112 |
128 |
|
мин. |
40,4 |
43,4 |
49,1 |
56,1 |
59,1 |
62,1 |
70,1 |
78,1 |
85,8 |
97,8 |
109,8 |
125,5 |
|
|
т* мин. |
32,3 |
34,7 |
39,3 |
44,9 |
47,3 |
49,7 |
56,1 |
62,5 |
68,6 |
78,2 |
87,8 |
100,4 |
|
|
S |
ном.-макс. |
80 |
85 |
95 |
105 |
110 |
115 |
130 |
145 |
155 |
180 |
200 |
225 |
|
мин. |
78,1 |
82,8 |
92,8 |
102,8 |
107,8 |
112,8 |
127,5 |
142,5 |
152,5 |
177,5 |
197,1 |
222,1 |
|
|
Примечание - Размеры гаек , заключенные в скобки , применять не рекомендуется. |
|||||||||||||
Таблица 3
|
Материал |
Углеродистая сталь |
Коррозионностойкая сталь |
|
|
Общие технические требования |
ГОСТ 18126 |
||
|
Резьба |
Размеры |
Профиль и основные размеры |
|
|
Стандарт |
ГОСТ 9150 , ГОСТ 24705 |
||
|
Допуски |
6Н |
||
|
Стандарт |
ГОСТ 16093 |
||
|
Механические свойства |
Группа |
02, 04, 05, 06, 07 |
11, 21, 23, 25 |
|
Стандарт |
ГОСТ 18126 |
||
|
Допуски |
Класс точности |
В |
|
|
Стандарт |
ГОСТ 1759.1 |
||
|
Окончательная обработка поверхности изделия |
Требования к гальванопокрытиям по ГОСТ 9.301 , ГОСТ 9.303 Покрытия - по ГОСТ 18126 |
||
|
Приемка |
ГОСТ 17769 |
||
|
Маркировка и упаковка |
ГОСТ 18126 , ГОСТ 18160 |
||
Теоретическая масса стальных болтов указана в приложении А.
|
Шаг резьбы , мм |
Теоретическая масса гайки , кг » при номинальном диаметре резьбы d , мм |
|||||||||||
|
(52) |
56 |
64 |
72 |
(76) |
80 |
90 |
100 |
110 |
125 |
140 |
150 |
|
|
Крупный 5 ,0; 5 ,5 и 6 ,0 |
1,21 |
1,45 |
1,99 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Мелкий 3 ,0 и 4 ,0 |
1,18 |
1,42 |
1,94 |
2,63 |
2,99 |
3,39 |
4,88 |
6,76 |
8,12 |
12,79 |
17,43 |
24,51 |
|
Мелкий 6 ,0 |
- |
- |
- |
2,69 |
3,06 |
3,47 |
4,98 |
6,88 |
8,27 |
12,99 |
17,67 |
24,83 |
Ключевые слова : крепежные изделия , гайки , шестигранные гайки , технические требования , размеры , обозначение , теоретическая масса
СОДЕРЖАНИЕ
|
1 ОБЛАСТЬ ПРИМЕНЕНИЯ 2 НОРМАТИВНЫЕ ССЫЛКИ 3 РАЗМЕРЫ 4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ ПРИЛОЖЕНИЕ А (справочное) МАССА СТАЛЬНЫХ ГАЕК |
Еще документы скачать бесплатно
www.gosthelp.ru
ГОСТ 10609-72 Гайки шестигранные корончатые с уменьшенным размером "под ключ" с диаметром резьбы свыше 48 мм (класс точности A). Конструкция и размеры (с Изменениями N 1, 2), ГОСТ от 12 сентября 1972 года №10609-72
ГОСТ 10609-72
Группа Г33
МКС 21.060.20ОКП 12 8300
Дата введения 1974-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 сентября 1972 г. N 1709 дата введения установлена 01.01.74
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ВЗАМЕН ГОСТ 10609-63ИЗДАНИЕ с Изменением N 1, 2, утвержденными в июне 1980 г., декабре 1986 г. (ИУС 9-80, 4-87).
1. Настоящий стандарт распространяется на шестигранные корончатые гайки общего назначения с уменьшенным размером "под ключ" класса точности А с диаметром резьбы свыше 48 мм.(Измененная редакция, Изм. N 2).
2. Конструкция и размеры гаек должны соответствовать указанным на чертеже и в таблице.
Конструкция и размеры гаек
мм
Номинальный диаметр резьбы | (52) | 56 | 64 | 72 | (76) | 80 | 90 | 100 | 110 | 125 | 140 | 160 | ||
, не менее | 66,1 | 70,8 | 79,9 | 89,4 | 94,2 | 98,9 | 108,4 | 122,6 | 136,8 | 146,3 | 170,0 | 198,4 | ||
Шаг резьбы | крупный | 5,0 | 5,5 | 6,0 | - | - | - | - | - | - | - | - | - | |
мелкий | 3,0 | 4,0 | 6,0 и 4,0 | |||||||||||
Размер "под ключ" (пред. откл. при 80 мм по h23, при >80 мм по h24) | 70 | 75 | 85 | 95 | 100 | 105 | 115 | 130 | 145 | 155 | 180 | 210 | ||
Высота (пред. откл. по h24) | 52 | 60 | 65 | 70 | 75 | 80 | 90 | 100 | 105 | 120 | 130 | 140 | ||
Диаметр описанной окружности , не менее | 78,6 | 84,3 | 95,1 | 106,4 | 112,0 | 117,7 | 129,0 | 145,8 | 162,7 | 174,0 | 202,3 | 236,0 | ||
Наружный диаметр коронки (пред. откл. по h24) | 65 | 70 | 80 | 85 | 95 | 100 | 110 | 120 | 130 | 150 | 170 | 190 | ||
Внутренний диаметр коронки (пред. откл. поh24) | 55 | 60 | 70 | 75 | 80 | 85 | 95 | 105 | 115 | 130 | 145 | 165 | ||
Число прорезей | 10 | |||||||||||||
Ширина прорези (пред. откл. по h24) | 10 | 12 | 14 | 18 | ||||||||||
Расстояние oт опорной поверхности до основания прорези(пред откл. по h24) | 40 | 44 | 50 | 55 | 60 | 62 | 70 | 78 | 85 | 98 | 110 | 120 | ||
Размер шплинта для гаек (рекомендуемый) | 8х80 | 10x90 | 10x100 | 10х110 | 10х125 | 13х125 | 13х140 | 13х160 | 16х180 | 16хх200 | 16хх220 | |||
Примечание. Размеры гаек, заключенные в скобки, применять не рекомендуется.Пример условного обозначения гайки диаметром резьбы =56 мм, с крупным шагом резьбы с полем допуска 6, из материала группы 02, без покрытия:
Гайка М56-6Н.02 ГОСТ 10609-72
То же, с мелким шагом резьбы с полем допуска 6, из материала группы 07, с покрытием 01 толщиной 9 мкм:
Гайка М56х4-6Н.07.019 ГОСТ 10609-72
(Измененная редакция, Изм. N 1, 2).
3. (Исключен, Изм. N 2).
4. Технические требования - по ГОСТ 18126-94.
5. Теоретическая масса гаек указана в приложении 1.
6. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ 1 (справочное)
ПРИЛОЖЕНИЕ 1Справочное
Шаг резьбы, мм | Теоретическая масса гайки, кг , при номинальном диаметре резьбы , мм | |||||||||||
(52) | 56 | 64 | 72 | (76) | 80 | 90 | 100 | 110 | 125 | 140 | 160 | |
Крупный - 5,0; 5,5 и 6,0 | 0,79 | 0,99 | 1,41 | - | - | - | - | - | - | - | - | - |
Мелкий - 3,0 и 4,0 | 0,79 | 0,96 | 1,36 | 1,82 | 2,22 | 2,52 | 3,21 | 4,68 | 6,60 | 7,48 | 12,1 | 18,4 |
Мелкий - 6,0 | - | - | - | 1,88 | 2,30 | 2,60 | 3,31 | 4,80 | 6,74 | 7,66 | 12,4 | 18,7 |
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 2).Электронный текст документа подготовлен ЗАО "Кодекс" и сверен по:официальное изданиеГайки. Технические условия. Конструкция и размеры:Сб. стандартов. - М.: Стандартинформ, 2006
docs.cntd.ru
|
ГОСТ 10605-94 (ИСО 4032-86) МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ГАЙКИ ШЕСТИГРАННЫЕ С ДИАМЕТРОМ РЕЗЬБЫ СВЫШЕ 48 мм КЛАССА ТОЧНОСТИ В ТЕХНИЧЕСКИЕ УСЛОВИЯ МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ Минск Предисловие 1 РАЗРАБОТАН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении Госстандарта России ВНЕСЕН Госстандартом России 2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 6-94 от 21 октября 1994 г.) За принятие проголосовали:
Настоящий стандарт представляет собой полный аутентичный текст ИСО 4032-86 «Гайки шестигранные типа I классов А и В» в части гаек с диаметром резьбы 52, 56 и 64 мм класса точности В и содержит дополнительные требования, отражающие потребности народного хозяйства 3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 10 октября 1995 г. № 524 межгосударственный стандарт ГОСТ 10605-94 (ИСО 4032-86) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1996 г. 4 ВЗАМЕН ГОСТ 10605-72 ГОСТ 10605-94 (ИСО 4032-86) МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ГАЙКИ ШЕСТИГРАННЫЕ С ДИАМЕТРОМ РЕЗЬБЫ СВЫШЕ 48 мм КЛАССА ТОЧНОСТИ В Технические условия Hexagon nuts with thread diameter over 48 mm. Product grade B. Дата введения 1996-01-01 Настоящий стандарт распространяется на шестигранные гайки с диаметром резьбы от 52 до 150 мм, класса точности В. В настоящем стандарте использованы ссылки на следующие стандарты: ГОСТ 9.301-86 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Общие требования ГОСТ 9.303-84 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Общие требования к выбору ГОСТ 1759.1-82 Болты, винты, шпильки, гайки и шурупы. Допуски. Методы контроля размеров и отклонений формы и расположения поверхностей ГОСТ 9150-81 ОНВ. Резьба метрическая. Профиль. ГОСТ 16093-81 ОНВ. Резьба метрическая. Допуски. Посадки с зазором ГОСТ 17769-83 Изделия крепежные. Правила приемки ГОСТ 18126-72 Болты и гайки с диаметром резьбы свыше 48 мм. Технические условия ГОСТ 18160-72 Изделия крепежные. Общие технические условия. Упаковка. Маркировка. Транспортирование и хранение ГОСТ 24705-81 ОНВ. Резьба метрическая. Основные размеры Конструкция и размеры гаек должны соответствовать указанным на рисунке 1 и в таблице 1. Рисунок 1 Пример условного обозначения гайки диаметром резьбы 56 мм, с крупным шагом резьбы с полем допуска 6Н, из материала группы 05, с цинковым покрытием толщиной 9 мкм, хроматированным: Гайка М 56.05.019 ГОСТ 10605-94 То же, с мелким шагом резьбы с полем допуска 6Н, из материала группы 21, из стали марки 12Х18Н9Т без покрытия: Гайка М 56´4.21.12Х18Н9Т ГОСТ 10605-94 Таблица 1 мм
Таблица 3
Теоретическая масса стальных болтов указана в приложении А.
Ключевые слова: крепежные изделия, гайки, шестигранные гайки, технические требования, размеры, обозначение, теоретическая масса СОДЕРЖАНИЕ |
|||||||||||||
files.stroyinf.ru
Точность метрических резьб - Справочник химика 21
Для метрических резьб с мелким шагом на средний диаметр вводится четыре класса точности 1, 2-й, 2а и 3-й. [c.24]Для метрической резьбы с крупным шагом установлено три класса точности [c.24]
Создание ГОСТ Допуски и посадки деталей из пластмасс и Резьба метрическая деталей из пластмасс поможет машиностроителям устанавливать допуски на детали из пластмасс в соответствии с технически достижимыми классами точности. [c.99]
Точность метрических резьб [c.122]
Никифоров А, Д. Точность и технология изготовления метрических резьб. М., Высшая школа , 1963, стр. 177. [c.215]
Резьба труб и фланцев выполняется в пределах установленных допусков и проверяется резьбовыми калибрами. В настоящее время в азотной промышленности для труб, работающих под давлением до 700 ат, применяется нормализованная метрическая резьба, выполняемая по классу точности 2а. [c.284]
Обычно при накатывании метрических резьб с мелким шагом всех классов точности и крупных резьб отклонениями от прямолинейности пренебрегают. [c.132]
Технологическая точность резьбовых элементов приобретает специфику из-за усадочных процессов, искажающих профиль и влияющих на образование погрешности размеров резьбы. Рассмотрим стандартную метрическую резьбу, профиль которой показан на рис. П1-14. Критерием оценки точности служит суммарная погрешность среднего диаметра резьбы пластмассовой детали, [c.145]
Точность резьб другого (отличного от метрического) профиля нормируется, естественно, с помощью иных критериев. Характерным примером этого является нормирование точности упорной резьбы, образуемой на деталях из стеклопластиков механической обработкой — резанием специальными резьбонарезными инструментами. Такие резьбы отличаются большими размерами по диаметру —до 600 мм. Исследования Ершова и Мордвина [73] показали, что для такой упорной резьбы (кстати, отличной от [c.155]
Для контроля метрической резьбы деталей из пластмасс калибры рекомендуется применять стандартные — для резьб классов точности 2а (мелкие шаги) и 3 —по ГОСТ 1623—61 для резьб 2а класса точности (крупные и особо крупные шаги) — по ГОСТ 10532 63. Калибры для 4 классов точности (см. стр. 155) предусматриваются ГОСТ 11952—66. [c.239]
Резьба болтов, шпилек и гаек метрическая по ГОСТ 9150—59 с допуском по 3-му классу точности (ГОСТ 16093—70). [c.18]
Для увеличения точности регулирования на шпинделе применяют мелкие метрические резьбы. [c.228]
Механическая обработка графитированных заготовок проводится на обычных токарных, фрезерных и сверлильных станках по третьему классу точности. Для резки применяются ленточные пилы с крупными зубьями. Для сверления отверстий диаметром менее 10 мм применяются обычные сверла, для больших диаметров — полые сверла с вакуумным отсосом пыли. При черновой токарной обработке скорость подачи равна 3 мм/об при глубине резания до 20 мм, при получистовой обработке скорость подачи составляет 0,5 мм/об и чистовой — 0,1 мм/об. Изделия можно полировать. Резьба нарезается при помощи фрез. Следует избегать мелких метрических резьб, так как они могут выкрашиваться. Графитированные материалы хорошо шлифуются мелкозернистыми абразивами. [c.42]
Резьбы, применяющиеся для соединения деталей трубопроводов высокого давления, стандартизованы. Для труб и фланцев применяются метрические резьбы по ГОСТ 9150—59 (см. главу XIV, часть 1), допуски по 2а классу точности по ГОСТ 9253—59 (табл. 37). [c.145]
Метрические резьбы повышенной точности диаметром от 2 до 100 мм [c.232]
Примечания . Число рабочих ходов указано для нарезания метрической резьбы для среднего класса точности. При нарезании точной резьбы число чистовых ходов увеличивают. [c.294]
Системы допусков и посадок цилиндрических резьб различного профиля (метрической, трапецеидальной и др.) с прямолинейными сторонами профиля построены по единым принципам. Рассмотрим их на примере метрической резьбы. Нормирование точности резьбы проводится от исходного (номинального) профиля. Отклонения — в тело детали, у болта — в минус, у гайки — в плюс. Стандартами ограничены отклонения среднего диаметра и диаметров выступов (наружного диаметра — для болтов, внутреннего диаметра — для гаек). [c.457]
М — резьба метрическая нормальной точности с полем допуска для штуцеров 6д, для гаек 6Н. [c.118]
Резьба метрическая по ГОСТ 9150—59, допускаемые отклонения по классу точности 2а ГОСТ 9253—59. [c.47]
Степень точности пригонки деталей обусловливает уровень прочности их адгезионных соединений [236]. Для резьбовых соединений значение I определяется видом и метрическим номером резьбы, взаимосвязь которых с вязкостью анаэробных адгезивов устанавливается специальными номограммами [237]. В зависимости от диаметра резьбы рекомендуют следующий расход анаэробных адгезивов (см ЮОО щт. числитель — болт, знаменатель — гайка) [c.61]
Резьба, как правило, применяется или трубная (ГОСТ 6357-52) или 1-я мелкая метрическая (ГОСТ 9150-59), выполняемая по 2-му классу точности. [c.264]
Резьба гаек, болтов и шпилек — метрическая по ГОСТ 9150—59. Допуски на резьбу — по 3-му классу точности ГОСТ 9253—59. [c.9]
Метрические и трапецеидальные резьбы обычной точности при любой длине накатываемой детали [c.232]
Примечания 1. Число ходов указано для нарезания крепежной метрической и трапецеидальной резьб средней точности. При нарезании точной метрической и трапецеидальной резьб кроме указанного в таблице числа ходов необходимо применять дополнительно два-три зачистных хода при скорости резания 4 м/мин. [c.294]
Отклонение на размеры, не ограниченные допусками, — по 7-му классу точности. Резьба метрическая — по ГОСТ 9150—59, поле допуска 7Н — по ГОСТ 16093—70. Пластмассовые ручки I и II исполнения устанавливать на рычаг, смазанный эпоксидной смолой. [c.607]
Резьбы метрические, трубные, конические Нормальной точности Повышенной точности У6 V7 [c.193]
Точность метрических резьб, получаемых на деталях из пластмасс резание.м, нормируется практически допусками тех же классов точности, что и резьб формуемых. Отдельные исследовйния показали, что нарезание резьб на пластмассовых деталях позволяет несколько повысить точность. В Пензенском политехническом институте при нарезании резьб диаметром М20 машинными мётчиками степени точности С и D на токарно-винторезном станке методом самозатягивания устойчиво достигался 2 класс точности резьбы (на деталях из пресспорошка К-211-2, прессматериала А.Г-4 и других при скорости резания в 2— 2 m мин и переднем угле метчика в пределах oY —15 до -1-10°). [c.155]
Квалитеты размеров резьбовых формую1цих элементов. Квалитеты размеров элементов, предназначенных для формования метрической резьбы в пластмассовых деталях, назначают в зависимости от степени точности формуемой резьбы. При 6-й и 7-й степенях точности среднего ди- [c.44]
Погрешности, вызываемые неточностью заготовок под резьбу. К числу доминирующих факторов, вызывающих рассеивание среднего диаметра резьбы, относится точность изготовления заготовок под резьбу. При накатывании резьбы форма детали изменяется (пластическая деформация заготовки). Поэтому погрешность диаметра заготовки сказывается на точности резьбы по среднему диаметру. Между погр-ешностью среднего диаметра метрической резьбы и погрешностью диаметра заготовки существует следующая приближенная зависимость [c.130]
Точность суммарного среднего диаметра резьбы калибра, аналогично приведенному среднему диаметру метрической резьбы, учитывает одновременно погрешности собственно среднего диаметра, шага и г,оловины угла профиля. [c.194]
Допуски метрических резьб по ГОСТ 16093—70 распространяются на метрические резьбы с диаметрами 1—600 мм с профилем и основными размерами по ГОСТ 9150—59. Стандарт устанавливает предельные отклонения резьб в посадках скользящих и с зазорами. Расположение полей допусков, степени точности и их обозначения. Расположение полей допусков болтов указано на рис. 2, гаек — на рис. 3. Отклонения отсчитывают от номинального профиля резьбы, показанного на рис. 2 и 3 утолщенной линией. Расположение полей допусков резьбы относительно номинального профиля определяется основным отклонением — верхним для болтов и нижним — для гаек. ГОСТ разработан с учетом рекомендаций ИСО Р965 и СЭВ РС2272—69. Установлены следующие ряды основных отклонений, обозначаемые буквами латинского алфавита (строчной — для болта и прописной — для гайки) для резьбы болтов — к, g, е, ё для резьбы гаек — Н, С. Установлены следующие степени точности, определяюпц1е допуски диаметров резьбы болтов и гаек и обозначаемые числами [c.429]
Головки резьбонарезные самооткрывающиеся с тангенциальными плоскими плашками типов РГТ, С-225 и др. предназначены для нарезания наружных метрических, а также трубных цилиндрических и конических резьб иа болторезных, трубонарезных, гокарных, револьверных и других станках. Точность элементов резьбы обеспечивается для метрических рс)ьб в соответствии с полями допусков 6/г, 6g, 8(1, 8 по ГОСТ 16093 — 81 и для трубной резьбы в пределах классов точности А или В по ГОСТ 6357-81. [c.213]
Точность элементов нарезаемой резьбы обеспечивается для метрических резьб в соответствии с полями допусков 6й 8Й6А 8й 6 8 по ГОСТ 16093 — 81, а для трубной резьбы в соответствии с требованиями классов А или В по ГОСТ 6357-81. [c.215]
Бесстружечные метчики для метрической резьбы изготовляют следующих степеней точности Н1, Н2, НЗ, Н4, 01, 02. [c.242]
В зависимости от числа инток резьбы иа длн(ге свинчивания болта и гайки стандартом устаиов1епы три класса точности. Предельные отклонения п допуски метрических резьб с крупными и мелки-М[г шагами устаповле 1Ы для скользящих посадок. [c.130]
chem21.info