Содержание
3.3 Конструкция сверла
По
конструкции и назначению сверла
разделяются на
перовые,
спиральные, с прямыми канавками, для
глубокого сверления, пушечные,
ружейные, кольцевые, центровочные и
специальные комбинированные.
Наиболее
часто в работе используется спиральное
сверло (рисунок 8), обеспечивающее
лучший выход стружки.
Рисунок |
Сверло
состоит из рабочей части, хвостовика и
шейки между ними.
Рабочая
часть
подразделяется на режущий и направляющий
участки.
Режущий
участок
имеет два режущих зуба,
образованных двумя канавками
для отвода стружки и соединенных
поперечной
кромкой.
На
направляющем
участке
имеется две ленточки
для направления и центрирования сверла
в отверстии.
Шейка
обеспечивает
выход шлифовального круга в процессе
шлифования сверла.
Хвостовик
служит для закрепления сверла на станке,
имеет цилиндрическую или коническую
форму. Лапка
хвостовика входит в прорезь переходной
втулки и предотвращает прокручивание
сверла.
Зенкерование
—
это процесс обработки зенкерами
отверстий, полученных сверлением,
литьем, ковкой или штамповкой с целью
улучшения чистоты их поверхности и
повышения точности. Зенкерование
также применяется для обработки торцовых
поверхностей, приливов и бобышек и
обработки конических и цилиндрических
углублений под головки винтов.
Рисунок 9 Зенкер
l1
— заборная часть; l2
— рабочая часть; l3
— калибрующая часть; l4
— шейка; l5
— хвостовик
Цельный
зенкер
с коническим хвостовиком (рисунок 9)
применяют
для более чистой обработки отверстий
диаметром до 25 мм.
Рабочая
часть зенкера имеет три винтовые канавки,
которые образуют три режущие
лезвия с ленточками. Это отличает зенкер
Это отличает зенкер
от сверла и обеспечивает лучшее
направление при обработке. Отличие от
сверла еще в отсутствии поперечной
кромки (перемычки) между зубьями. Рабочая
часть зенкера состоит из режущей
(заборной) части l1
и калибрующей
части
l3.
Зенкеры-зенковки
(рисунок 10 а,б)
служат для изготовления цилиндрических
и конических углублений под головки
винтов.
Зенкер-цековка
(в)
применяется для обработки торцовых
поверхностей бобышек.
Развертывание
—
это операция окончательной (чистовой)
обработки отверстий после чистовой
расточки или зенкерования. Развертка
отличается от зенкера тем, что она
снимает значительно меньший припуск и
имеет большее число зубьев (от 6 до 12) и
тем самым обеспечивает высокие классы
чистоты поверхности и точности. Развертки
бывают ручные и машинные (рисунок 11).
Калибрующая часть развертки состоит
из двух участков: цилиндрического D
и
конического Е
(обратного
конуса). Обратный конус делают для
Обратный конус делают для
уменьшения трения инструмента об
обработанную поверхность.
Рисунок
10 Схемы обработки
а
— цилиндрической
зенковкой; б — конической зенковкой; в
– цековкой
Рисунок
11 Развертка
l1
— направляющий конус; l2
— рабочая
часть; l3
— заборная часть; l4
— калибрующая часть; l5
— шейка; l6
— хвостовик; l7
— квадрат
Виды сверл по металлу и их назначение, характеристики спиральных сверл — РИНКОМ
Виды сверл по металлу и их назначение, характеристики спиральных сверл — РИНКОМ
Главная
Статьи
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Виды сверл по металлу и их назначение, характеристики спиральных сверл
15 мая 2018
Гирин Кирилл
Прочитав эту статью, вы узнаете: какие существуют виды сверл по металлу, где найти их маркировку, какие важные характеристики есть у этих инструментов, на что они влияют, на какое оборудование устанавливают сверла по металлу.
Содержание
- Виды сверл по металлу и их назначение, характеристики спиральных сверл
-
Виды сверл по металлу и их назначение
-
Спиральные цилиндрические сверла -
Корончатые сверла по металлу -
Конические сверла по металлу -
Перовые сверла по металлу -
Центровочные сверла по металлу -
Специальные виды сверл по металлу
-
-
Маркировка сверл по металлу (российская и зарубежная) -
Классификация спиральных сверл по особенностям конструкции и техническим характеристикам-
Типы хвостовиков -
Классы точности сверл по металлу -
Углы заточки спиральных сверл и их влияние на применение инструментов
-
-
Виды заточки спиральных сверл -
Полезные советы по выбору сверл
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Фотография №1: сверла по металлу
Начнем с основ.
Виды сверл по металлу и их назначение
Опишем чаще всего встречающиеся виды сверл по металлу и расскажем об их назначении.
Спиральные цилиндрические сверла
Встречаются чаще всего и знакомы каждому. По конструкции такие сверла представляют собой цилиндрические стержни, на рабочих частях которых имеются:
-
спиральные канавки (одна или две), предназначенные для отвода стружки; -
зубья; -
и режущие кромки.
Изображение №1: конструкция спирального сверла по металлу
Выделяют пять категорий спиральных сверл по металлу.
-
Общего назначения. Эти самые распространенные сверла по металлу находят применение в быту и на производстве. Диметр может достигать 80 мм. -
Левые сверла по металлу. У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
-
Повышенной точности. Сверла по металлу этого типа используют в быту и на производстве, если нужно получить отверстия с высокоточными диаметрами. Такие инструменты имеют класс А. Погрешность работы — доли миллиметра. -
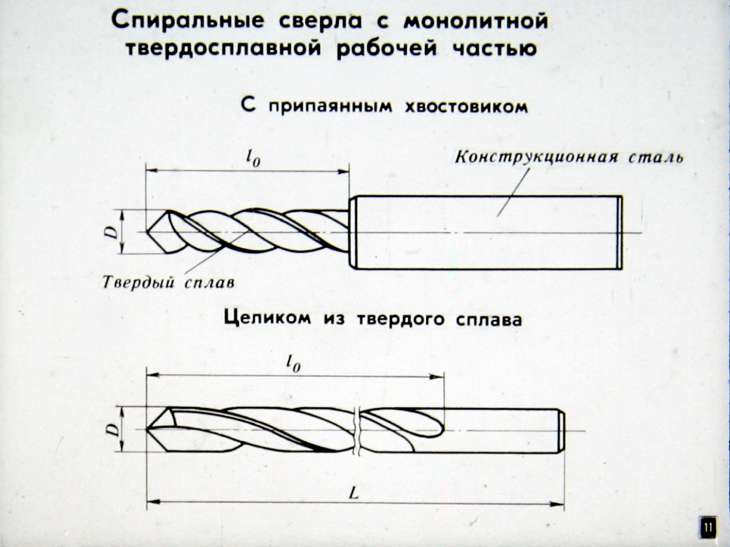
Твердосплавные. Такие сверла могут быть цельнолитыми или иметь специальные пластины или напайки. Предназначены для обработки заготовок из материалов с высокой твердостью. Существуют также специальные модели, которые используют при изготовлении печатных плат. -
Глубокого сверления. Эти удлиненные спиральные сверла имеют 2 винтовых канала.
 У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
Корончатые сверла по металлу
Рабочие части таких сверл представляют собой полые цилиндрические стаканы с канавками для отвода стружки. На торцах имеются режущие зубья.
На торцах имеются режущие зубья.
Фотография №2: корончатые сверла по металлу
Корончатые сверла по металлу используют для проделывания отверстий больших диаметров (до 150 мм). Инструменты применяют при обработке заготовок на фрезерных, токарных и сверлильных станках.
Принцип работы таких сверл основан на технологии корончатого фрезерования. Отверстия вырезаются по контурам. Эта технология отличается высокой производительностью, возможностью использования оборудования небольшой мощности и высокой точностью.
Конические сверла по металлу
Рабочие части таких сверл имеют форму конусов. Инструменты применяют при сверлении заготовок небольшой толщины (2–6 мм) из стали и цветных металлов. Существуют две основные разновидности конических сверл.
-
Стандартные. Требуют от мастера внимательности при высверливании отверстий определенных диаметров.
Фотография №3: стандартное коническое сверло по металлу - Ступенчатые. Наличие ступеней значительно облегчает обработку заготовок.
Фотография №4: ступенчатые конические сверла по металлу
 Наличие ступеней значительно облегчает обработку заготовок.
Наличие ступеней значительно облегчает обработку заготовок.
Выделяют следующие главные достоинства конусных сверл.
-
В тонком металле можно проделывать отверстия различных диаметров без необходимости смены сверла. -
Инструменты очень легко центрируются.
Перовые сверла по металлу
Существуют две разновидности таких сверл.
-
Стандартные. Рабочие части таких перьевых сверл имеют форму лопаток. На торцах имеются центрирующие наконечники.
Фотография №5: стандартные перовые сверла по металлу -
Сборные. В настоящее время применяются чаще всего. Состоят из державок и сменных пластин, фиксируемых при помощи винтов.
Фотография №6: сборное перовое сверло со сменными пластинами

Предназначение перовых сверл — проделывание глубоких отверстий небольших диаметров. Инструменты имеют следующие преимущества.
-
Низкая стоимость. -
Нечувствительность к перекосам. -
Простота и высокая скорость смены режущих пластин.
Недостаток — трудности с отводом стружки.
Центровочные сверла
Их применяют для высверливания в заготовках центровочных отверстий.
Фотография №7: центровочные сверла
Существуют 4 типа таких сверл.
-
A. Формируют центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 60°. -
B. Высверливают центровочные отверстия c предохранительными конусами. Угол разворота сторон составляет 120°.
-
C. С их помощью проделывают центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 75°. -
R. Предназначены для высверливания центровочных отверстий дугообразной конфигурации.
Изображение №2: виды центровочных отверстий
 Высверливают центровочные отверстия c предохранительными конусами. Угол разворота сторон составляет 120°.
Высверливают центровочные отверстия c предохранительными конусами. Угол разворота сторон составляет 120°.
Специальные виды сверл по металлу
Кроме вышеперечисленных основных видов сверл по металлу, существуют и специальные. К ним, к примеру, относятся однокромочные модели. Рабочие поверхности таких сверл прямой конструкции сточены наполовину. Это обеспечивает более эффективный отвод стружки. Однокромочные сверла применяют при изготовлении ружейных стволов.
Изображение №3: виды однокромочных сверл по металлу
Маркировка сверл по металлу (российская и зарубежная)
По российскому ГОСТу маркировке подлежат все сверла по металлу диаметром от двух миллиметров. Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Российская маркировка выглядит так.
Изображение №4: правила расшифровки российских маркировок
Зарубежные сверла по металлу, изготовленные из быстрорежущей стали, имеют маркировку HSS. В зависимости от модификаций и особенностей изготовления к ней добавляют различные дополнительные обозначения.
Классификация спиральных сверл по особенностям конструкции и техническим характеристикам
Сверла классифицируют по различным особенностям конструкции и техническим характеристикам.
Типы хвостовиков
-
По конструкции хвостовой части сверла классифицируют на следующие разновидности. -
С цилиндрическими хвостовиками. Встречаются чаще всего. Диаметры хвостовиков могут не совпадать с диаметрами рабочих частей. Сверла малого диаметра нередко оснащают более крупными хвостовиками. Это повышает надежность фиксации. Крупные сверла могут иметь хвостовки уменьшенного диаметра. Это позволяет зафиксировать инструмент в дрели со стандартным патроном. Недостаток таких хвостовиков — невозможность передачи большого крутящего момента. Это повышает рекомендуемую мощность оборудования, необходимого для работы с инструментом. Но в такой конструкции есть и плюс. Если сверло заклинит, дрель не повредится.
Фотография №8: спиральное сверло с цилиндрическим хвостовиком -
С коническими хвостовиками. Ими оснащают сверла, предназначенные для обработки заготовок на специализированных станках и при помощи промышленных дрелей.
Фотография №9: сверла с коническими хвостовиками -
С шестигранными хвостовиками. Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.
Фотография №10: перовое сверло с цилиндрическим хвостовиком
 Диаметры хвостовиков могут не совпадать с диаметрами рабочих частей. Сверла малого диаметра нередко оснащают более крупными хвостовиками. Это повышает надежность фиксации. Крупные сверла могут иметь хвостовки уменьшенного диаметра. Это позволяет зафиксировать инструмент в дрели со стандартным патроном. Недостаток таких хвостовиков — невозможность передачи большого крутящего момента. Это повышает рекомендуемую мощность оборудования, необходимого для работы с инструментом. Но в такой конструкции есть и плюс. Если сверло заклинит, дрель не повредится.
Диаметры хвостовиков могут не совпадать с диаметрами рабочих частей. Сверла малого диаметра нередко оснащают более крупными хвостовиками. Это повышает надежность фиксации. Крупные сверла могут иметь хвостовки уменьшенного диаметра. Это позволяет зафиксировать инструмент в дрели со стандартным патроном. Недостаток таких хвостовиков — невозможность передачи большого крутящего момента. Это повышает рекомендуемую мощность оборудования, необходимого для работы с инструментом. Но в такой конструкции есть и плюс. Если сверло заклинит, дрель не повредится.
 Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.
Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.
Классы точности сверл по металлу
Существуют три основных класса точности сверл по металлу.
-
B и B1. Это катанные и вальцованные сверла па металлу нормальной точности. Используются для проделывания отверстий до 15 и 14 квалитетов точности, соответственно. За рубежом их маркируют HSS-R. -
А. Это шлифованные сверла по металлу высокой точности. Применяются для высверливания отверстий с квалитетами точности от 10 до 13.
Углы заточки спиральных сверл и их влияние на применение инструментов
Спиральные сверла по металлу имеют два важных геометрических параметра, которые оказывают влияние на применение инструментов.
Изображение №5: геометрические параметры спиральных сверл
-
Угол наклона винтовой канавки сверла (ω). Возрастает с увеличением диаметра инструмента. Варьируется в пределах от 18 до 45°. Выбор сверла с определенным углом наклона канавки зависит от материала обрабатываемой заготовки.-
Электрон, алюминий и дюралюминий — 45°. -
Вязкие и легкие металлы — 40–45°. -
Хрупкие металлы — 22–25°. -
Различные виды стали — 26–30°.
-
-
Угол между режущими кромками (2ϕ). С его увеличением прочность сверла повышается, но при этом возрастает усилие подачи. С уменьшением — наоборот, сверление облегчается, но рабочая часть ослабляется. Выбор сверла с определенным углом между режущими кромками также зависит от материала обрабатываемой заготовки.
-
Пластмассы — 50–60°. -
Мрамор и иные хрупкие материалы — 80°. -
Целлулоид и эбонит — 85–90°. -
Сплавы на основе магния — 110–120°. -
Силумин — 90–100°. -
Электрон, баббит, алюминий — 130–140°. -
Красная медь — 125°. -
Бронза и латунь — 130–140°. -
Закаленная сталь и стальные поковки — 125°. -
Сталь и чугун средней твердости — 116–118°.
-

Виды заточки сверл по металлу
В завершении статьи расскажем о видах заточки сверл по металлу, которую применяют для восстановления затупившихся инструментов и изменения их геометрии.
Изображение №6: виды заточки спиральных сверл
-
Нормальная (одинарная) заточка (Н). Считается универсальной. При нормальной заточке на поверхности сверла формируются две режущих кромки и одна поперечная. Угол между режущими кромками — 118–120°. Этот вид заточки можно использовать по отношению к сверлам с диаметрами до 12 мм. Остальные технологии подходят для инструментов с диаметрами до 80 мм. -
Одинарная заточка с подточкой режущей кромки (НП). Уменьшает ее длину. За счет этого снижается нагрузка на рабочую часть при выполнении сверлильных работ. -
Одинарная заточка с подточкой поперечной кромки и ленточки (НПЛ). Дополнительно уменьшает ее ширину в области режущей части. Сила трения значительно снижается. Кроме этого, образуется дополнительный задний угол. Это приводит к облегчению резания. -
Двойная заточка с подточкой поперечной кромки (ДП). При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
-
Двойная заточка с подточкой поперечной кромки и ленточки (ДПЛ). При такой заточке сверление облегчается дополнительно.
 При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
Полезные советы по выбору сверл
-
При покупке инструментов не экономьте. Высокие цены на сверла по металлу — это гарантия качества и медленного износа. -
Приобретайте инструменты, подходящие к имеющемуся в наличии оборудованию. -
Обращайте внимание на марку стали. От нее напрямую зависит возможность обработки заготовок из различных по прочности материалов.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
23 сентября 2022
Как пользоваться мультиметром
31 августа 2022
Автомобильная резьба: разновидности и способы определения
20 июня 2022
Полировка металла
27 апреля 2022
Как выбрать сверло
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
ОБ | DRILL DESIGN
DRILL DESIGN Co.,Ltd.
2-18-5 201 МИШУКУ СЕТАГАЯ-КУ ТОКИО, ЯПОНИЯ.
#154-0005
ТЕЛ. +81(0)3-6450-9901
ФАКС +81(0)3-6450-9906
[Карта Google]
DRILL DESIGN ドリルデザイン
林 裕輔と安西葉子により2001年に設立されたデザインスタジオ。プロダクトデザインを中心に、空間、グラフィック、マテリアルなど 、 を 超え て デザイン と ディレクション を 行う。 これ まで に に 、 、 、 、 ディレクション を。 これ まで に 、 、 、 、 、 し 、 、 東京 シンガポール 、 ミラノ 、 、 ストックホルム で 展覧 東京 、 、 シンガポール シンガポール 出品 出品 出品 出品 出品している。
DRILL DESIGN была основана в 2001 году Юсуке Хаяши и Йоко Ясуниси в Токио, Япония. Студия предоставляет клиентам и обществу индивидуальные решения и концепции с гибкими творениями между продуктом и графическим дизайном. Студия разработала несколько брендов для своих клиентов и представила их миру. С партнерами в Японии, которые используют оригинальные технологии при использовании высококачественных материалов, Drill Design имеет ценную сеть знающих профессионалов. Студия также предлагает проекты для таких компаний, как MUJI, CANON, Mercedes, Camper и т. д. DRILL DESIGN выставляла свои работы в Токио, Сингапуре, Милане, Париже и Стокгольме. Они были удостоены многих национальных и международных наград, таких как Red Dot Design Award, German Design Award, The Good Design Award в Японии, The Design For Asia Award и The Wallpaper* Design Award.
Студия разработала несколько брендов для своих клиентов и представила их миру. С партнерами в Японии, которые используют оригинальные технологии при использовании высококачественных материалов, Drill Design имеет ценную сеть знающих профессионалов. Студия также предлагает проекты для таких компаний, как MUJI, CANON, Mercedes, Camper и т. д. DRILL DESIGN выставляла свои работы в Токио, Сингапуре, Милане, Париже и Стокгольме. Они были удостоены многих национальных и международных наград, таких как Red Dot Design Award, German Design Award, The Good Design Award в Японии, The Design For Asia Award и The Wallpaper* Design Award.
林 裕輔 YUSUKE HAYASHI / Founder
1975年神奈川県生まれ
学習院大学経済学部にて経済地理学を学び卒業後にデザインを学ぶ
多摩美術大学生産デザイン学科 非常勤講師
東京藝術大学建築科 非常勤講師
Родился в 1975 году в префектуре Канагава.
Изучал экономическую географию в Университете Гакусюин.
Преподаватель Университета искусств Тама
Преподаватель Токийского университета искусств
安西 葉子 ЁКО ЯСУНИШИ / Основатель
1976 年岐阜 生まれ 生まれ 生まれ
早稲田 大学 部 にて 社会 学 を 学び 卒業 後 に デザイン を 学ぶ
グッド 賞 審査 委員 委員 委員
東京 2020 オリンピック 審査員 審査員
Бор. Изучал социологию в Университете Васэда.
Изучал социологию в Университете Васэда.
Член комитета премии Good Design Award
Член комитета олимпийского огня Токио-2020.
篠原 鮎 美 美 Ayumi Shinohara / Designer
1986 年 生まれ
多摩 大学 環境 デザイン 卒業
Родился в Токио в 1986 году.
Изучал дизайн в Университете искусств Тама.
CLIENT クライアント
アイシン精機株式会社
株式会社インターオフィス
王子ホールディングス株式会社
CAMPER(スペイン)
CRASSEVIG(イタリア)
株式会社倉敷帆布
三協立山 株式会社
株式 会社 タカノ
瀧澤 株式 会社
株式 会社 竹尾
株式 プレステージ ジャパン (время и стиль)
株式 良品 良品 計画 (())
株式 良品0003
和 信 化学 工業 株式会社 株式会社
Награда アワード
Обои* Дизайнерская премия [2017] Награда Asia Award [2015]
Merit Prec of Design для Asia Award [2014]] Award [2014] Award 2014]]
.
Серебряная награда за дизайн упаковки[2014]
Специальная награда за плакат каталога[2013]
Награда за хороший дизайн[2013]
Номинант на премию German Design Award[2013]
Red Dot Design Award Дизайн продукта[2012]
Серебряная награда за дизайн упаковки награда[2012]
Good Design Award [2010/]
Award Design Design Award [2008]
Good Design Award [2008]
Award Award Award [2008]
Award Award [2007]
Award [2006]
Награда за дизайн дисплея [2006]
Выставка エキシビション
Отдел Виндзора с Muji [Muji Ginza Atelier / 2021]
Highcollar Shopitio
Tempo-Experiation Exhicition Exhicition Exhicition Exhicition-Emepition Exhicition-Experiation-Experiation-Experiation-Experiation-Experiation-Experiation-Emepicition-Emepicition-Exporticition-Exporticition. ]
Точность TAKEO PAPER SHOW [спираль / 2018]
ПОДУМАЙТЕ НА ШАГ, ЧТОБЫ ДОСТИЧЬ НЕОЖИДАННОГО. [method inc. / 2014]
[method inc. / 2014]
Бумага[Музей искусств Мегуро / 2013]
Виндзор Департамент 02[галерея 5610 / 2013]
ДИЗАЙН ТОКИО ТАЙД фокус[Токио Мидтаун / 2012]
география глобус сад[Галерея Windor P5610 / 2012] 2011]
Комната с AOI HUBER[gallery5610 / 2011]
Maison & Objet[paris / 2010,2011,2012,2014,2015,2016]
Изделия из бумаги и дерева в продаже[по воскресеньям / 2010]
MILANO Salone Satellite[milano/2010]
DESIGNERS BLOCK in MILANO[milano / 2009]
100% design TOKYO[2005 / 2007]
Colorful Cord Products[Living Design Center / 2003] Design Commons
90 Elements – Band Director Media Group
Общие элементы дизайна – часть 3
К этому моменту мы получили всю предварительную информацию, которая нам потребуется для запуска успешного продукта в полевых условиях.
· Мы знаем, что наша группа имеет богатую историю музыкального мастерства, и мы хотим распространить это мастерство на поле марша.
- У нас есть концепция шоу и первоначальные наброски партитуры.
- У нас есть четкое представление о сильных и слабых сторонах нашей группы.
- Мы знаем, что наша группа хочет сделать цветовую защиту более неотъемлемой частью своего визуального пакета.
- Мы знаем, что наша группа любит энергичную, доступную музыку, которая понравится как студентам, так и зрителям.
- Мы знаем, что наша группа хочет добиться успеха во время своего ограниченного графика выступлений.
Теперь мы готовы начать расставлять точки на бумаге (или, в нашем случае, на компьютере). На этом этапе, возможно, настало время рассмотреть несколько важных деталей, которые следует учитывать при построении графиков.
Общие композиционные устройства
- Линейные – узоры прямых линий по вертикали, по бокам или по диагоналям.
2. Криволинейные – криволинейные узоры представляют собой комбинации дуг (части кругов) или кривых (части овалов).
3. Манипуляции с одной линией. Упражнение с одной линией помещает элементы в одну линию, которая сгибается и растягивается для создания узоров. Кадеты больше всего известны тем, что используют это упражнение с одной леской для своих фирменных «хлыстовых» движений.
4. Следуйте за Лидером – вытягивание элементов вокруг установленной формы из одной точки.
5. Дуги – использование частей окружностей.
6. Массовая форма (блоб) – вытягивание элементов в твердую форму без установления какой-либо линейной связи.
7. Твердая форма – Стягивание элементов в тесные вертикальные и боковые линии. Могут быть разных форм, но наиболее распространенными являются блоки и клинья.
8. Рассеянная/Случайная постановка. Подобно массовой форме, но расстояние между элементами намного больше. Рассеянный набор
, также известный как точечное упражнение, не создает узнаваемых паттернов или форм
Важность постановки
При написании для оркестра визуальные элементы, которые вы предлагаете, важны, но не забывайте, что оркестр сначала музыкальная деятельность, и что части ансамбля должны быть поставлены таким образом, чтобы оказывать наибольшее визуальное воздействие, не препятствуя музыкальному представлению.
Зона силы – Зона поля между 35-ярдовыми линиями и от передней боковой линии до переднего хэша обычно называется зоной силы. Конструктор сверл поместит свои самые сильные голоса (духовые) в это пространство, чтобы получить максимальное объемное воздействие в определенный момент шоу. Во многих случаях дизайнер упражнений для небольшого ансамбля будет держать всю группу в этом пространстве на время выступления.
The Winds
· В общем, старайтесь, чтобы похожие по звучанию инструменты и похожие музыкальные партии были вместе. Это делает музыкальный ансамбль более плотным, а также обеспечивает более четкую линию для глаз при просмотре форм.
· Постановка духовых для марширующего оркестра обычно противоположна тому, как создается концертный оркестр. Если только деревянные духовые не используются непосредственно в музыкальном плане, я предпочитаю, чтобы они ставились позади духовых. Поскольку они выступают меньше, чем другие духовые инструменты, мне также нравится держать басы ближе к фронту ансамбля, когда это возможно.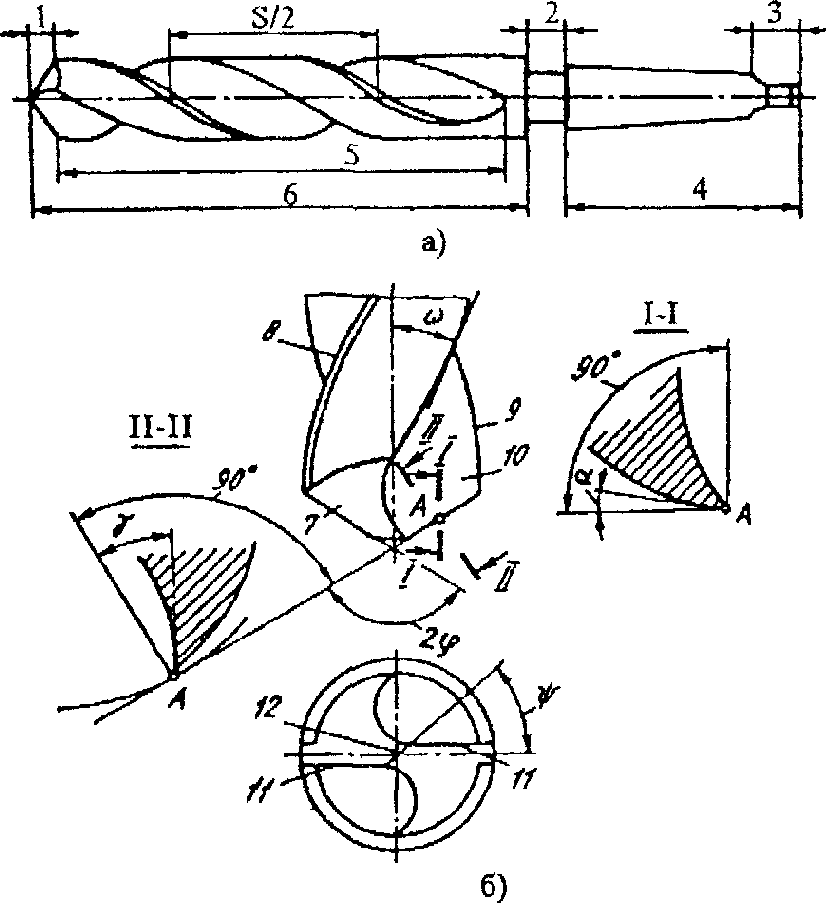 Это сохраняет пирамиду звука более неповрежденной.
Это сохраняет пирамиду звука более неповрежденной.
Ударная батарея – Как мы все знаем, барабанная партия работает как метрический импульс, который скрепляет марширующий ансамбль. Важно, чтобы требования к постановке, предъявляемые к партии ударных, соответствовали силе и зрелости их игры. Сильная барабанная линия, которая играла вместе в течение некоторого времени, может справиться со многими предъявляемыми к ним визуальными требованиями высокого уровня и суметь хорошо вести шоу из любой точки поля. С более молодыми, менее опытными партиями ударных нужно обращаться с большей осторожностью, чтобы обеспечить хороший ансамбль не только в партии, но и для группы в целом. Ниже приведены несколько простых советов, о которых следует помнить, когда вы пишете для молодой партии барабанщиков.
· Всегда держите аккумулятор вместе. Молодые барабанщики часто в значительной степени полагаются на нескольких сильных игроков в секции, чтобы держать все вместе.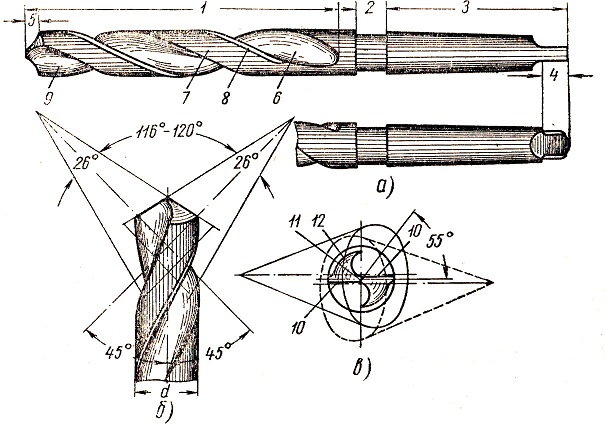 В том же духе попробуйте
В том же духе попробуйте
o Установите центральный и крайний малый барабанщики и держите их в одном и том же порядке, когда это возможно. Многие барабанные секции настроены так, чтобы их самые сильные игроки находились в этих позициях, чтобы они оставались на месте. Кроме того, многие партии барабанов учат смотреть или слушать центральный малый барабан.
o Линии большого барабана могут быть инвертированы, но их порядок никогда не меняется. Партии бас-барабана обычно пишутся так, чтобы ходить вверх и вниз по секции. Изменение их порядка может вызвать слишком много проблем с ансамблем в строке.
· Хотя вам больше не нужно писать базовое «лифтовое» упражнение, в котором барабанная линия просто марширует вверх и вниз по 50-ярдовой линии, постарайтесь, чтобы батарея находилась между 30-м и ближе к задней части ансамбля, когда это возможно. Это помогает извлечь уроки из возможности фазирования из стороны в сторону в ансамбле, а также позволяет духовым секциям чувствовать себя более комфортно, слыша сильный ритмичный пульс за спиной.
· Если у группы, для которой вы пишете, есть второстепенная перкуссия, старайтесь держать батарею впереди бэк-хеша. Отодвигание барабанной линии слишком далеко назад может вызвать серьезные проблемы с синхронизацией с ямой и заставит маршевую батарею играть впереди доли, чтобы исправить проблему.
Расстояние между исполнителями
Расстояние между исполнителями диктует ясность развития вашей формы, а также музыкальное воздействие. Хотя их можно изменить в шоу, ниже приведены несколько практических правил, которым я стараюсь следовать при написании.
Перкуссия:
· SNARES — 2 Шаг
· Теноры — 3 Шаг
· Басовые барабаны — 4 Шаг
· Кимбалы — 2-4 Шаг
Ветры:
· Тубы
o Сузафоны – 4 ступени
o Через плечо – 2–4 ступени
Guard:
· Оружие / танцоры — от 4 до 8 Шаг
· Шелки — 4-12 Шаг
Шаг.